Предпосылки изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к стали для сварных конструкций с отличным показателем CTOD (Crack Tip Opening Displacement - смещение раскрытия вершины трещины) в зоне термического воздействия (HAZ) при сварке с внесением тепла от низкого до среднего и к способу ее получения. В частности, настоящее изобретение относится к стали для сварных конструкций с намного более высоким показателем CTOD в FL-зоне и IC-зоне, где ударная вязкость при сварке с внесением тепла от низкого до среднего ухудшается сильнее всего, и к способу ее получения.
По заявке испрашивается приоритет японской патентной заявки № 2009-121128 от 19 мая 2009 и японской патентной заявки № 2009-121129 от 19 мая 2009, содержание которых введено в настоящее описание ссылкой.
Описание уровня техники
В последние годы была потребность в стали для применения в жестких внешних условиях. Например, у высокопрочной стали, подходящей для таких стальных конструкций, как морские платформы, использующиеся в холодной морской среде, как в Арктическом регионе, и сейсмостойких конструкций, имеется потребность в отличном показателе CTOD (Crack Tip Opening Displacement), который является одним из параметров трещиностойкости. В частности, сварной шов в стали должен иметь отличный показатель CTOD.
Показатель CTOD для зоны термического воздействия (HAZ) оценивается по результатам испытания в двух позициях (участках с надрезом) FL-зоны (Fusion Line - граница проплавления: граница между WM (металлом сварного шва) и HAZ (зоной термического воздействия)) и IC-зоны (Intercritical HAZ - межкритическая зона HAZ: граница между HAZ и BM (основным металлом)). Однако ранее было установлено, что только в FL-зоне получается самый низкий показатель CTOD.
В условиях когда температура испытания не особенно жесткая, например -20°C, то если показатель CTOD в FL-зоне достаточен, то и показатель CTOD в IC-зоне также достаточен, так что нет необходимости оценивать показатель CTOD в IC-зоне.
Однако, в жестких условиях испытаний, например при -60°C, имеется много случаев, когда значение CTOD в IC-зоне недостаточно, так что необходимо повышать показатель CTOD в IC-зоне.
В этой связи методы, которые обеспечивают отличный показатель CTOD сварного соединения, полученного при сварке с внесением тепла от низкого до среднего при жестких температурах испытания (например, -60°C), известны, смотри, например, патентную ссылку 1 и патентную ссылку 2. Однако в этих методах показатель CTOD в IC-зоне не раскрывается.
В вышеописанных методах, например, в качестве трансформационных зародышей кристаллизации для образования внутризеренного феррита (IGF) в FL-зоне в стали содержится относительно большое количество O для обеспечения достаточного количества оксидов Ti. Кроме того, например, для получения тонкой микроструктуры после сварки, в некотором постоянном количестве или более добавляется элемент, который стабилизирует аустенит и повышает способность к закаливанию. Однако в этом способе сложно обеспечить величину CTOD в IC-зоне стали в жестких внешних условиях примерно -60°C, одновременно обеспечивая свойства (например, прочность или ударную вязкость основного металла и значение CTOD в FL-зоне), необходимые для конструкционных материалов для сварных конструкций.
Патентная ссылка 1: Японская нерассмотренная патентная заявка, первая публикация № 2007-002271
Патентная ссылка 2: Японская нерассмотренная патентная заявка, первая публикация № 2008-169429
Сущность изобретения
Итак, настоящее изобретение предлагает высокопрочную сталь, имеющую отличный показатель CTOD (показатель трещиностойкости), причем показатель CTOD при -60°C достаточно высок не только в FL-зоне, но также и в IC-зоне при сварке (например, многослойный сварной шов) с внесением тепла от низкого до среднего (например, от 1,5 до 6,0 кДж/мм при толщине плиты 50 мм), и предлагает способ ее получения.
Авторы изобретения провели всесторонние исследования способа улучшения показателя CTOD одновременно в FL-зоне и в IC-зоне, которые являются местом сварки, где ударная вязкость ухудшается больше всего при сварке с вводом тепла от низкого до среднего.
В результате авторы изобретения обнаружили, что для улучшения показателя CTOD и в FL-зоне, и в IC-зоне самым важным является снизить содержание неметаллических включений, в частности важно снизить содержание O (кислорода в стали). Кроме того, авторы изобретения обнаружили, что так как содержание внутризеренного феррита (IGF) снижается из-за уменьшения количества O, необходимо снизить содержание легирующего элемента, который ухудшает показатель CTOD в зоне FL. Кроме того, авторы изобретения обнаружили, что для улучшения показателя CTOD в зоне IC, помимо снижения содержания кислорода в стали, эффективно снижение твердости. На основе этих сведений авторы изобретения осуществили настоящее изобретение.
Суть настоящего изобретения следующая.
(1) Сталь для сварной конструкции содержит следующие компоненты (в мас.%): C, при содержании C [C], от 0,015 до 0,045%; Si, при содержании Si [Si], от 0,05 до 0,20%; Mn, при содержании Mn [Mn], от 1,5 до 2,0%; Ni, при содержании Ni [Ni], от 0,10 до 1,50%; Ti, при содержании Ti [Ti], от 0,005 до 0,015%; O, при содержании O [O], от 0,0015 до 0,0035%; и N, при содержании N [N], от 0,002 до 0,006%, остальное составляют Fe и неизбежные примеси. В стали содержание P [P] ограничено значением 0,008% или меньше, содержание S [S] ограничено значением 0,005% или меньше, содержание Al [Al] ограничено значением 0,004% или меньше, содержание Nb [Nb] ограничено значением 0,005% или меньше, содержание Cu [Cu ограничено значением 0,24% или меньше, содержание V [V] ограничено значением 0,020% или меньше, и композиционный параметр стали PCTOD согласно следующему уравнению (1) составляет 0,065% или меньше, а композиционный параметр твердости стали CeqH согласно следующему уравнению (2) составляет 0,235% или меньше.
(2) В стали для сварной конструкции с составом согласно (1) содержание Cu (мас.%), [Cu], может быть 0,03% или меньше.
(3) В стали для сварной конструкции согласно (1) или (2) и значение CTOD(δc) в FL-зоне при -60°C, и значение CTOD(δc) в IC-зоне при -60°C, которые получены в испытании на CTOD согласно способу BS 5762, могут составлять 0,25 мм или больше.
(4) Способ получения стали для сварной конструкции включает в себя непрерывную разливку стали, удовлетворяющей по составу стали согласно (1) или (2), для получения сляба, и нагревание сляба до температуры 950-1100°C и затем проведение контролируемой термомеханической обработки сляба.
Согласно настоящему изобретению можно разработать сталь с отличной ударной вязкостью в зоне HAZ при сварке с внесением тепла от низкого до среднего. В частности, можно создать сталь, имеющую отличный показатель CTOD (низкотемпературная ударная вязкость) в FL-зоне и IC-зоне, где ударная вязкость больше всего ухудшается при сварке, например, в многослойном сварном шве, при внесении тепла от низкого до среднего. Таким образом, можно создать высокопрочную сталь с высокой ударной вязкостью для таких конструкций, как морские платформы и сейсмостойкие конструкции, использующиеся в жестких внешних условиях.
Краткое описание чертежей
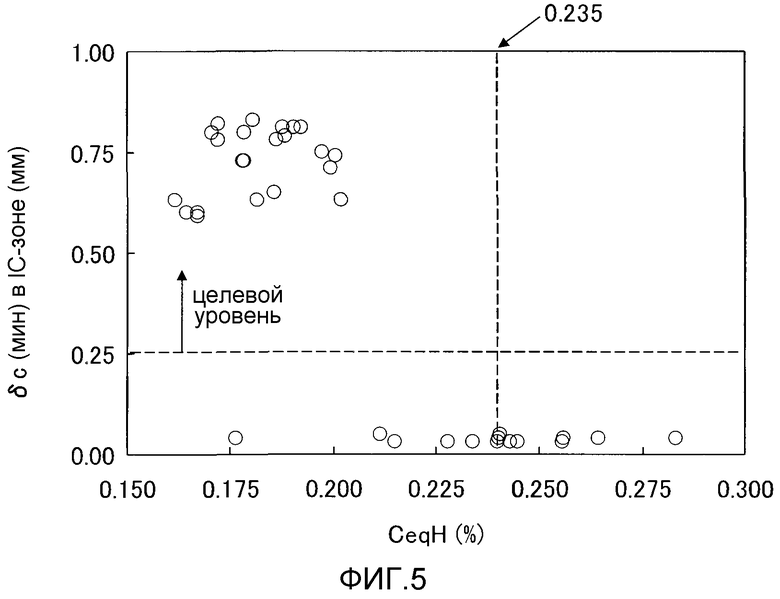
Фиг.1 является графиком, показывающим соотношение между композиционным параметром стали PCTOD и показателем CTOD (Tδc0,1(FL)) при испытании, воспроизводящем FL, с использованием имитации термоцикла.
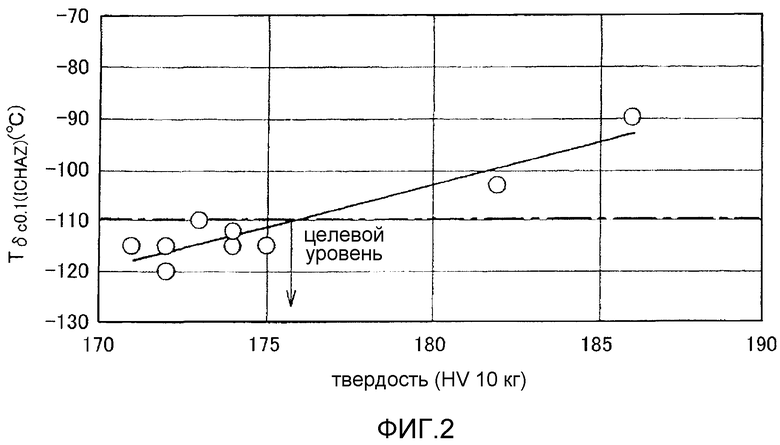
Фиг.2 является графиком, показывающим соотношение между твердостью в HAZ-зоне и показателем CTOD Tδc0,1(ICHAZ) при испытании, воспроизводящем IC-HAZ, с использованием имитации термоцикла.
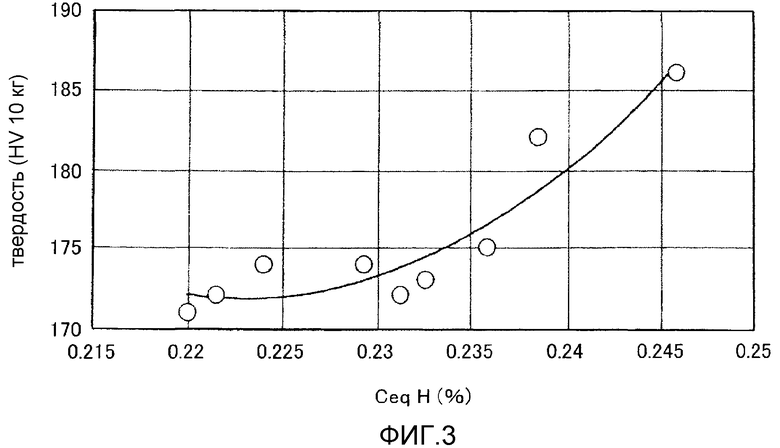
Фиг.3 является графиком, показывающим соотношение между композиционным параметром твердости стали CeqH и твердостью в HAZ-зоне при испытании, воспроизводящем IC-HAZ, с использованием имитации термоцикла.
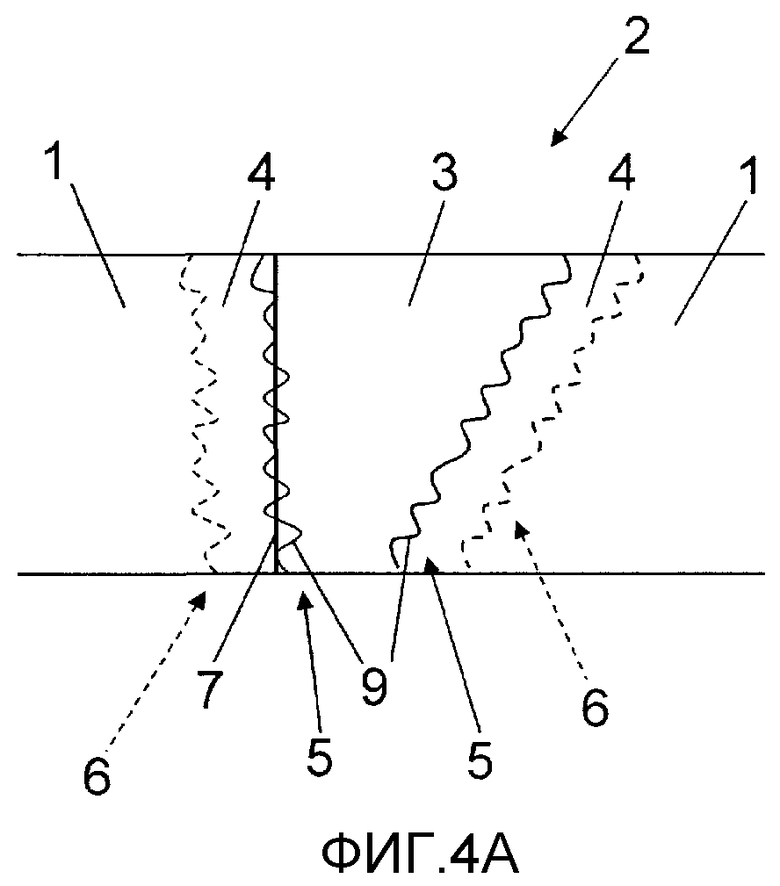
Фиг.4A является схематическим представлением, иллюстрирующим положение FL-надреза в испытании на CTOD.
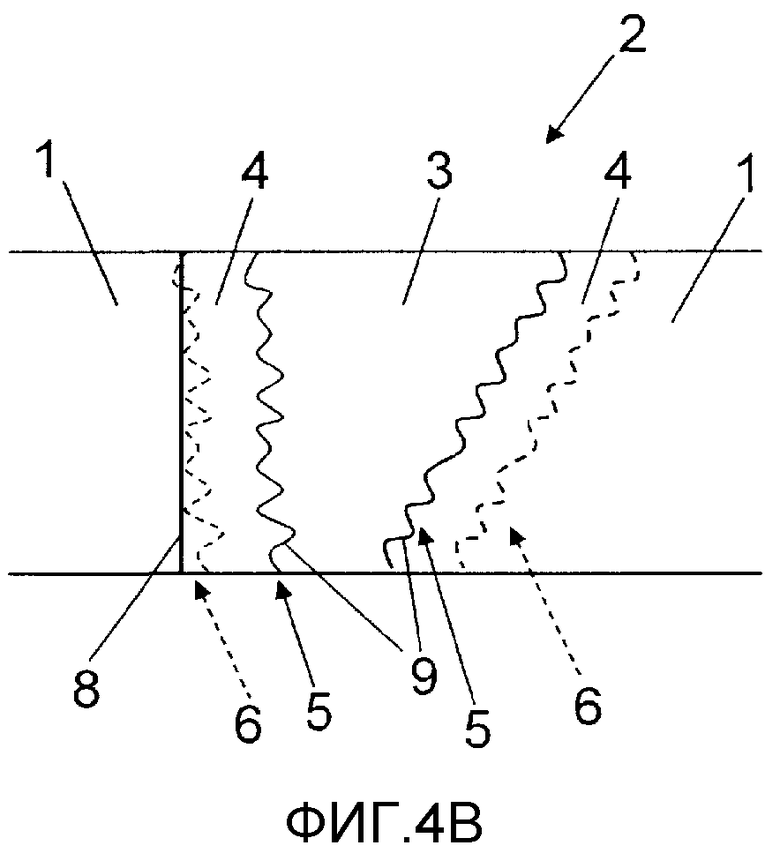
Фиг.4B является схематическим представлением, иллюстрирующим положение IC-надреза в испытании на CTOD.
Фиг.5 является графиком, показывающим соотношение между композиционным параметром твердости стали CeqH и значением CTOD(δc) в IC-зоне при -60°C.
Подробное описание изобретения
Далее настоящее изобретение будет описано более подробно.
Согласно исследованию, проведенному авторами изобретения, для достаточного улучшения показателя CTOD в FL-зоне и IC-зоне при -60°C при сварке с внесением тепла от низкого до среднего (например, от 1,5 до 6,0 кДж/мм при толщине плиты 50 мм), наиболее важным является снизить содержание оксидных неметаллических включений, а также существенно снизить количество O (кислород в стали).
В традиционной технологии для получения стали с отличным показателем CTOD в FL-зоне, в качестве трансформационных центров кристаллизации внутризеренного феррита (IGF) используются оксидные неметаллические включения, представленные оксидами Ti, и необходимо в некоторой степени добавлять O. Согласно исследованиям авторов изобретения для улучшения показателя CTOD в FL-зоне и в IC-зоне при -60°C необходимо снижать количество оксидных неметаллических включений.
Из-за снижения содержания O падает количество IGF, так что необходимо уменьшать содержание легирующего элемента, который ухудшает показатель CTOD в FL-зоне. Фиг.1 показывает соотношение между показателем CTOD (Tδc0,1(FL)) в FL-эквивалентной синтезированной зоне HAZ и композиционным параметром стали PCTOD. Здесь композиционный параметр стали PCTOD выражается уравнением (1), являющимся эмпирическим уравнением, выведенным в результате испытаний множества сталей вакуумной выплавки в экспериментальной лаборатории и анализа показателя CTOD (Tδc0,1(FL)) в FL-эквивалентной синтезированной HAZ-зоне и состава стали.
Здесь [C], [V], [Cu] и [Ni] означают количества (мас.%) C, V, Cu и Ni в стали соответственно. Например, если Cu отсутствует в стали, количество Cu равно 0%.
Что касается FL-эквивалентной синтезированной HAZ-зоны, показанной на фиг.1, на основе данных, полученных из множества экспериментов, показатель CTOD, Tδc0,1(FL), на уровне -110°C или меньше, является целевым уровнем (Tδc0,1(FL) ≤-110°C) для конструкционных сталей. Находясь на целевом уровне, при испытании с FL-надрезом на подлинном сварном соединении стальной плиты, имеющей толщину 50-100 мм, можно устойчиво обеспечить значение CTOD(δc) 0,25 мм или больше при -60°C. Что касается FL-эквивалентной синтезированной HAZ-зоны, из фиг.1 следует, что для поддержания Tδc0,1(FL) на уровне -110°C или ниже может оказаться необходимым контролировать композиционный параметр стали PCTOD на уровне 0,065% или меньше. Кроме того, при увеличении значения CTOD(δc) ударная вязкость (например, поглощение энергии из-за пластической деформации) становится высокой.
Эквивалентная FL синтезированная HAZ-зона представляет собой зону, соответствующую поступлению тепла в FL-зону образца, на котором проводится описываемый ниже FL-эквивалентный моделированный термоцикл. FL-эквивалентный моделированный термоцикл (тройной цикл) проводится на образце размерами 10 мм × 20 мм (сечение) в следующих условиях:
1-й цикл: Максимальная температура нагрева 1400°C (охлаждение с 800 до 500°C за 15 секунд)
2-й цикл: Максимальная температура нагрева 760°C (охлаждение с 760 до 500°C за 22 секунды)
3-й цикл: Максимальная температура нагрева 500°C (охлаждение с 500 до 300°C за 60 секунд)
Как показано на фиг.4A, FL-надрез 7 в сварном шве 2 находится в FL-зоне 5, то есть на границе между HAZ 4 и WM 3. В следующем испытании на CTOD посредством FL-надреза измеряется соотношение между нагрузкой и раскрытием трещины в FL-зоне 5.
Образец оценивали в испытании на CTOD согласно способу BS 5762 (Британские стандарты), и в результате получены значения Tδc0,1(FL), показанные на фиг.1. Здесь Tδc0,1(FL) есть температура (°C), где наименьшее значение CTOD(δc), полученное при использовании трех образцов для каждой температуры испытания, превышает 0,1 мм. Кроме того, рассматривая эффект толщины плиты в испытании на CTOD, в отношении участка FL-надреза (FL-зона) истинного сварного соединения в стальной плите, имеющей толщину 50-100 мм, получается, что необходимо удерживать Tδc0,1(FL) на уровне -110°C или ниже, как описано выше, чтобы при -60°C стабильно обеспечить значение CTOD(δc) 0,25 мм или больше.
Кроме того, авторы изобретения обнаружили, что помимо снижения уровня кислорода в стали, для улучшения показателя CTOD в IC-зоне эффективно также уменьшение твердости.
Фиг.2 показывает соотношение между показателем CTOD и твердостью в ICHAZ-эквивалентной синтезированной HAZ-зоне для образца, который подвергся эквивалентному ICHAZ (межкритическая HAZ) моделированному термоциклу. Кроме того, фиг.3 показывает соотношение между композиционным параметром твердости стали CeqH и твердостью в ICHAZ-эквивалентной синтезированной HAZ-зоне.
Так, чтобы удержать значение Tδc0,1(FL)(ICHAZ) для ICHAZ-эквивалентной синтезированной HAZ-зоны (сечение: 10 мм × 20 мм) на уровне -110°C или ниже, необходимо удерживать твердость в HAZ-зоне (испытание на твердость по Виккерсу при нагрузке 10 кгс) на уровне 176 HV или меньше. Таким образом, как видно из фиг.3, необходимо удерживать композиционный параметр твердости стали CeqH на уровне 0,235% или меньше. Чтобы еще больше снизить твердость, предпочтительно, чтобы композиционный параметр твердости стали CeqH был равен 0,225% или меньше.
Кроме того, как способ испытания на сопротивление развитию трещины принималось испытание на CTOD согласно способу BS 5762 (Британские стандарты). Кроме того, условия ICHAZ-эквивалентных моделированных термоциклов (тройной цикл) следующие:
1-й цикл: Максимальная температура нагрева 950°C (охлаждение с 800 до 500°C за 20 секунд)
2-й цикл: Максимальная температура нагрева 770°C (охлаждение с 770 до 500°C за 22 секунды)
3-й цикл: Максимальная температура нагрева 450°C (охлаждение с 450 до 300°C за 65 секунд)
Как показано на фиг.4B, IC-надрез 8 в сварном шве 2 находится в IC-зоне (ICHAZ) 6, то есть на границе между основным металлом 1 и HAZ 4. В испытании на CTOD с IC-надрезом измеряется соотношение между нагрузкой и раскрытием трещины в IC-зоне 6.
Здесь, композиционный параметр твердости стали CeqH представляет собой эмпирическое уравнение, полученное путем множественной регрессии характеристики стали (твердость в HAZ-зоне) и состава стали, и задается следующим образом:
Кроме того, [C], [Si], [Mn], [Cu], [Ni], [Nb] и [V] означают количества (мас.%) C, Si, Mn, Cu, Ni, Nb и V в стали соответственно. Например, если Cu не содержится в стали, количество Cu равно 0%.
Даже когда PCTOD и CeqH ограничены, как описано выше, но если количество каждого легирующего элемента, содержащегося в стали, не контролировать надлежащим образом, трудно будет получить сталь, обладающую одновременно высокой прочностью и отличным показателем CTOD.
Далее будут описаны границы диапазонов и причина ограничения состава стали. Здесь указанные % являются массовыми процентами. Помимо композиционного параметра стали PCTOD и композиционного параметра твердости стали CeqH, состав стали ограничивается, как описано ниже, чтобы было возможным получить сталь для сварной конструкции, в которой и значения CTOD(δc) в FL-зоне при -60°C, и значения CTOD(δc) в IC-зоне при -60°C, которые получены в испытании на CTOD согласно способу BS 5762, составляют 0,25 мм или больше.
C: от 0,015 до 0,045%
Для получения достаточной прочности необходимо иметь 0,015% C или больше. Однако, при содержании C, [C], превышающем 0,045%, ухудшаются свойства шва в зоне HAZ, и показатель CTOD при -60°C недостаточен. По этой причине верхний предел содержания C, [C], равен 0,045%. Таким образом, содержание C, [C], составляет от 0,015 до 0,045%.
Si: от 0,05 до 0,20%
Для получения отличной ударной вязкости в зоне HAZ предпочтительно, чтобы содержание Si, [Si] было как можно меньше. Однако, так как содержание Al, [Al], ограничено, как будет описано позднее, в целях раскисления, содержание Si, [Si], должно составлять 0,05% или больше. Однако, когда содержание Si, [Si], превышает 0,20%, ударная вязкость в зоне HAZ ухудшается, поэтому верхний предел содержания Si, [Si], равен 0,20%. Таким образом, содержание Si, [Si], составляет от 0,05 до 0,20%. Для получения еще лучшей ударной вязкости в зоне HAZ предпочтительно, чтобы содержание Si, [Si], было 0,15% или меньше.
Mn: от 1,5 до 2,0%
Mn является недорогим элементом, который имеет существенное влияние на оптимизацию микроструктуры. Кроме того, маловероятно, что ударная вязкость в зоне HAZ ухудшится из-за добавления Mn. Поэтому предпочтительно, чтобы дополнительное количество Mn было как можно больше. Однако, когда содержание Mn превышает 2,0%, твердость в IC-HAZ-зоне повышается, а ударная вязкость ухудшается. Поэтому верхний предел содержания Mn, [Mn], равен 2,0%. Кроме того, когда содержание Mn, [Mn], меньше 1,5%, то эффект улучшения микроструктуры мал, поэтому нижний предел содержания Mn, [Mn], равен 1,5%. Таким образом, содержание Mn, [Mn], составляет от 1,5 до 2,0%. Для еще большего улучшения ударной вязкости в зоне HAZ предпочтительно, чтобы содержание Mn, [Mn], было равно 1,55% или больше, более предпочтительно 1,6% или больше и наиболее предпочтительно 1,7% или больше.
Ni: от 0,10% до 1,50%
Ni является элементом, который не сильно ухудшает ударную вязкость в зоне HAZ, улучшает прочность и ударную вязкость основного металла и не сильно повышает твердость в ICHAZ-зоне. Однако Ni является дорогим легирующим элементом, и когда он содержится в стали в чрезмерном количестве, Ni может вызвать поверхностные трещины. Поэтому верхний предел содержания Ni, [Ni], равен 1,50%. С другой стороны, чтобы иметь вышеописанный эффект добавления Ni в достаточной степени, необходимо содержание Ni по меньшей мере 0,10%. Таким образом, содержание Ni, [Ni], составляет от 0,10 до 1,50%. Для улучшения прочности и ударной вязкости основного металла без сильного увеличения твердости в ICHAZ-зоне, предпочтительно, чтобы содержание Ni, [Ni], было равно 0,20% или выше, более предпочтительно 0,30% или выше и наиболее предпочтительно 0,40 или 0,51% или выше. Кроме того, для надежного предотвращения поверхностных трещин предпочтительно, чтобы содержание Ni, [Ni], было 1,20% или меньше, более предпочтительно 1,0% или меньше. В случае когда прочность и ударная вязкость основного металла могут быть обеспечены добавлением других элементов, наиболее предпочтительно, чтобы содержание Ni, [Ni], было равно 0,80% или меньше для обеспечения дополнительной экономической эффективности. Кроме того, как будет написано позднее, чтобы подавить вызываемое медью растрескивание в слябе, когда Cu добавлена, предпочтительно, чтобы содержание Ni, [Ni], было равным половине или более от содержания Cu, [Cu].
P: 0,008% или меньше (включая 0%)
S: 0,005% или меньше (включая 0%)
P и S являются элементами, которые ухудшают ударную вязкость и содержатся как неизбежные примеси. Поэтому предпочтительно уменьшить содержание P, [P], и содержание S, [S], чтобы обеспечить ударную вязкость основного металла и ударную вязкость в зоне HAZ. Однако в промышленном производстве существуют ограничения, чтобы верхние пределы содержания P, [P], и содержания S, [S], составляли 0,008% и 0,005% соответственно. Для получения еще лучшей ударной вязкости в зоне HAZ предпочтительно, чтобы содержание P, [P], было ограничено значением 0,005% или меньше, а содержание S, [S], было ограничено значением 0,003% или меньше.
Al: 0,004% или меньше (включая 0%)
Так как необходимо образование оксидов Ti, предпочтительно, чтобы содержание Al, [Al], было как можно меньше. Однако имеются ограничения в промышленном производстве, так что верхний предел содержания Al, [Al], равен 0,004%.
Ti: от 0,005 до 0,015%
Ti образует оксиды Ti и измельчает микроструктуру. Однако, когда содержание Ti, [Ti], слишком велико, Ti образует TiC и тем самым ухудшает ударную вязкость в зоне HAZ. Поэтому подходящий диапазон содержания Ti, [Ti], составляет от 0,005 до 0,015%. Для еще большего улучшении ударной вязкости в зоне HAZ предпочтительно, чтобы содержание Ti, [Ti], было 0,013% или меньше.
Nb: 0,005% или меньше (включая 0%)
Nb может содержаться как примесь, он улучшает прочность и ударную вязкость основного металла, но снижает ударную вязкость в зоне HAZ. Диапазон содержания Nb, [Nb], в котором ударная вязкость в зоне HAZ снижается незначительно, составляет 0,005% или меньше. Таким образом, содержание Nb, [Nb], ограничено значением 0,005% или меньше. Для дальнейшего улучшения ударной вязкости в зоне HAZ предпочтительно, чтобы содержание Nb, [Nb], было ограничено значением 0,001% или меньше (включая 0%).
O: от 0,0015 до 0,0035%
Важно, чтобы содержание O, [O], было 0,0015% или больше, чтобы обеспечить образование оксидов Ti как зародышей кристаллизации IGF (межзеренного феррита) в FL-зоне. Однако, когда содержание O, [O], слишком высоко, размер оксидов и их число становятся чрезмерными, из-за чего ухудшается показатель CTOD в IC-зоне. Поэтому содержание O, [O], ограничено диапазоном от 0,0015 до 0,0035%. Для получения еще лучшей ударной вязкости в зоне HAZ предпочтительно, чтобы содержание O, [O], было 0,0030% или меньше, более предпочтительно 0,0028% или меньше.
N: от 0,002 до 0,006%
N необходим для образования нитридов Ti. Однако, когда содержание N, [N], меньше 0,002%, эффект образования нитридов Ti мал. Кроме того, когда содержание N, [N], превышает 0,006%, при получении сляба образуются поверхностные трещины, поэтому верхний предел содержания N, [N], равен 0,006%. Таким образом, содержание N, [N], составляет от 0,002 до 0,006%. Для получения еще лучшей ударной вязкости в зоне HAZ предпочтительно, чтобы содержание N, [N], было равным 0,005% или меньше.
Cu: 0,24% или меньше (включая 0%)
Cu является элементом, который улучшает прочность и ударную вязкость основного металла, не сильно ухудшая ударную вязкость в зоне HAZ и не сильно увеличивая твердость в зоне IC-HAZ. Поэтому при необходимости Cu можно добавлять. Однако Cu является относительно дорогим легирующим элементом, и вышеописанный эффект низок по сравнению с эффектом от Ni. Когда Cu добавляют в чрезмерной степени, повышается вероятность вызываемого медью растрескивания в слябе, поэтому содержание Cu, [Cu], ограничено значением 0,24% или меньше. Кроме того, когда Cu добавляют в сталь, или она содержится как примесь, для предотвращения растрескивания от Cu в слябе предпочтительно, чтобы содержание Cu, [Cu], составляло удвоенное количество от содержания Ni, [Ni], или меньше. Кроме того, так как предел растворимости Cu в феррите (αFe) мал, εCu осаждается в зоне HAZ сварного шва в зависимости от теплового режима во время сварки, и тем самым существует возможность снижения низкотемпературной ударной вязкости. Поэтому предпочтительно, чтобы содержание Cu, [Cu], было ограничено значением 0,20% или меньше, более предпочтительно значением 0,10% или меньше. Если прочность стали обеспечена в достаточной степени таким элементом, как C, Mn и Ni, необязательно добавлять Cu. Даже когда Cu избирательно добавляют в целях прочности, предпочтительно ограничить содержание Cu, [Cu], как можно меньшими значениями. Таким образом, наиболее предпочтительно, чтобы содержание Cu, [Cu], составляло 0,03% или меньше.
V: 0,020% или меньше (включая 0%)
V эффективен для улучшения прочности основного металла. Поэтому при необходимости V можно добавлять. Однако, когда V добавлен в количестве, превышающем 0,020%, ударная вязкость в зоне HAZ существенно снижается. Поэтому содержание V, [V], ограничено значением 0,020% или меньше. Для достаточного подавления ударной вязкости в зоне HAZ предпочтительно, чтобы содержание V, [V], было ограничено значением 0,010% или меньше. Если прочность стали обеспечивается в достаточной степени таким элементом, как C, Mn и Ni, нет необходимости добавлять V. Даже когда V избирательно добавляют из соображений прочности, предпочтительно, чтобы предельное содержание V, [V], было как можно меньше. Таким образом, наиболее предпочтительно, чтобы содержание V, [V], было 0,005% или меньше.
Сталь для сварной конструкции согласно настоящему изобретению содержит вышеописанные химические компоненты, или эти химические компоненты ограничены, причем остальное составляют Fe и неизбежные примеси. Однако стальная плита согласно настоящему изобретению в добавление к вышеописанным химическим компонентам может содержать другие легирующие элементы, такие как элементы для дальнейшего улучшения коррозионной стойкости и пригодности к горячей обработке самой стальной плиты, или неизбежные примеси из вторичного сырьевого материала, такого как лом. Однако, чтобы вышеописанные эффекты (улучшение ударной вязкости основного металла или подобное) от вышеописанных химических компонентов (Ni или подобного) могли проявиться в достаточной мере, предпочтительно, чтобы другие легирующие элементы (Cr, Mo, B, Ca, Mg, Sb, Sn, As и REM (редкоземельные металлы)) были ограничены, как описано ниже.
Каждое количество легирующих элементов включает 0%.
Cr снижает ударную вязкость в зоне HAZ, поэтому предпочтительно, чтобы содержание Cr, [Cr], было равно 0,1% или меньше, более предпочтительно равно 0,05% или меньше и наиболее предпочтительно 0,02% или меньше.
Mo снижает ударную вязкость в зоне HAZ, поэтому предпочтительно, чтобы содержание Mo, [Mo], было 0,05% или меньше, более предпочтительно 0,03% или меньше и наиболее предпочтительно 0,01% или меньше.
B повышает твердость в HAZ-зоне, снижает ударную вязкость в зоне HAZ, поэтому предпочтительно, чтобы содержание B, [B], было равно 0,0005% или меньше, более предпочтительно 0,0003% или меньше и наиболее предпочтительно 0,0002% или меньше.
Ca имеет эффектом подавление образования оксидов Ti, поэтому предпочтительно, чтобы содержание Ca, [Ca], было меньше 0,0003%, более предпочтительно меньше 0,0002%.
Mg имеет эффектом подавление образования оксидов Ti, поэтому предпочтительно, чтобы содержание Mg, [Mg], было меньше 0,0003%, более предпочтительно меньше 0,0002%.
Sb ухудшает ударную вязкость в зоне HAZ, поэтому предпочтительно, чтобы содержание Sb, [Sb], было 0,005% или меньше, более предпочтительно 0,003% или меньше и наиболее предпочтительно 0,001% или меньше.
Sn ухудшает ударную вязкость в зоне HAZ, поэтому предпочтительно, чтобы содержание Sn, [Sn], было 0,005% или меньше, более предпочтительно 0,003% или меньше, наиболее предпочтительно 0,001% или меньше.
As ухудшает ударную вязкость в зоне HAZ, поэтому предпочтительно, чтобы содержание As, [As], было 0,005% или меньше, более предпочтительно 0,003% или меньше и наиболее предпочтительно 0,001% или меньше.
REM (редкоземельный элемент) имеет эффектом подавление образования оксидов Ti, поэтому предпочтительно, чтобы содержание REM, [REM], было 0,005% или меньше, более предпочтительно 0,003% или меньше и наиболее предпочтительно 0,001% или меньше.
Как описано выше, сталь для сварных конструкций согласно настоящему изобретению содержит вышеописанные химические компоненты как составляющие стали, или эти химические компоненты ограничены, и остальное составляют Fe и неизбежные примеси. Однако, поскольку сталь для сварных конструкций согласно настоящему изобретению используется как конструкционный материал, предпочтительно, чтобы минимальный размер стального продукта (например, толщина плиты) был 6 мм или больше. Если рассматривать ее применение как конструкционного материала, то минимальный размер стали (например, толщина плиты) может составлять 100 мм или меньше.
Сталь для сварных конструкций может быть получена описываемым ниже способом для дальнейшего надежного получения показателя CTOD согласно настоящему изобретению. В способе получения стали для сварной конструкции согласно настоящему изобретению используется сталь, в которой каждое количество элементов и каждый из параметров (PCTOD и CeqH) ограничены.
В способе получения стали для сварной конструкции согласно одному варианту осуществления настоящего изобретения из вышеописанной стали (расплавленной стали) получают сляб в процессе непрерывной разливки. В процессе непрерывной разливки скорость охлаждения (скорость застывания) расплавленной стали высокая, и можно образовать большие количества мелких оксидов Ti и нитридов Ti в слябе.
Когда сляб прокатывают, необходимо, чтобы температура повторного нагрева сляба была от 950 до 1100°C. Если температура повторного нагрева превышает 1100°C, нитриды Ti становятся крупными, и поэтому ударная вязкость основного металла ухудшается, и сложно улучшить ударную вязкость в зоне HAZ.
Кроме того, когда температура повторного нагрева ниже 950°C, усилие прокатки становится большим, и вследствие этого ухудшается производительность. По этой причине нижний предел температуры повторного нагрева равен 950°C. Таким образом, необходимо проводить повторный нагрев до температуры от 950 до 1100°C.
Далее, после повторного нагрева проводится контролируемая термомеханическая обработка. На этой контролируемой термомеханической обработке температура прокатки удерживается в узком диапазоне в соответствии с составом стали, и при необходимости проводится охлаждение водой. В результате контролируемой термомеханической обработки можно осуществить измельчение аустенитных зерен и измельчение микроструктуры и тем самым можно улучшить прочность и ударную вязкость стали. Предпочтительно во время прокатки контролировать толщину (минимальный размер) конечной стали (например, стальной плиты) на уровне 6 мм или больше.
В результате контролируемой термомеханической обработки можно получить сталь, имеющую ударную вязкость в HAZ-зоне сварного шва, а также достаточную ударную вязкость основного металла.
Что касается контролируемой термомеханической обработки, например процесса контролируемой прокатки, примером может служить способ комбинации контролируемой прокатки и ускоренного охлаждения (контролируемая прокатка - ускоренное охлаждение) и способ закалки сразу после прокатки и отпуск (закалка сразу после прокатки - отпуск). Предпочтительно, чтобы контролируемая термомеханическая обработка проводилась путем сочетания контролируемой прокатки и ускоренного охлаждения. Кроме того, после получения стали, даже если сталь повторно нагревают до температуры ниже точки превращения Ar3, в целях дегидрирования или оптимизации прочности, качество стали не ухудшается.
Примеры
Далее настоящее изобретение будет описано на основе примеров и сравнительных примеров.
Применяя конвертер, непрерывную разливку и процесс прокатки, были получены стальные плиты, имеющие разные типы составов стали, были проведены испытание на прочность при растяжении основного металла и испытание на CTOD на сварном соединении.
Сварное соединение, использованное для испытания на CTOD, было получено сваркой с поступлением тепла от 4,5 до 5,0 кДж/мм, используя способ дуговой сварки под флюсом (SAW), обычно применяемый в пробной сварке. Как показано на фигурах 4A и 4B, FL-зона 5 сварного соединения была образована в виде K-образного стыкового шва, так что границы проплавления (FL) 9 по существу ортогональны торцевой поверхности стальной плиты.
В испытании на CTOD использовался образец, имеющий размер поперечного сечения t (толщина плиты)×2t, и в образце делали надрез, соответствующий 50% усталостной трещины. Как показано на фиг.4A и 4B, положения надреза (FL-надрез 7 и IC-надрез 8) представляют собой FL-зону (граница между WM 3 и HAZ 4) 5 и IC-зону (границу между HAZ 4 и BM 1) 6. В испытании на CTOD FL-надрез 7 и IC-надрез 8 испытывали всегда при -60°C (по 5 раз каждый, всего 10 раз).
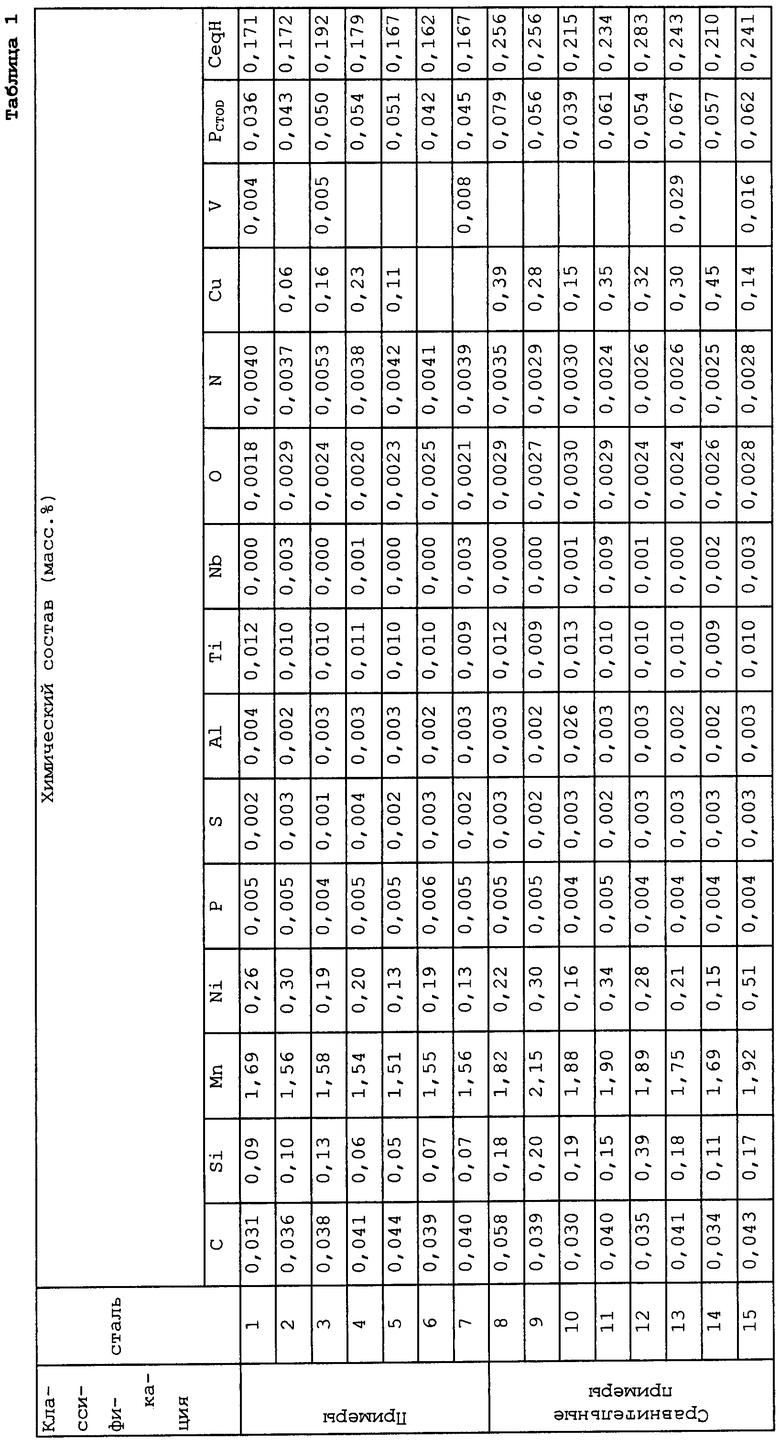
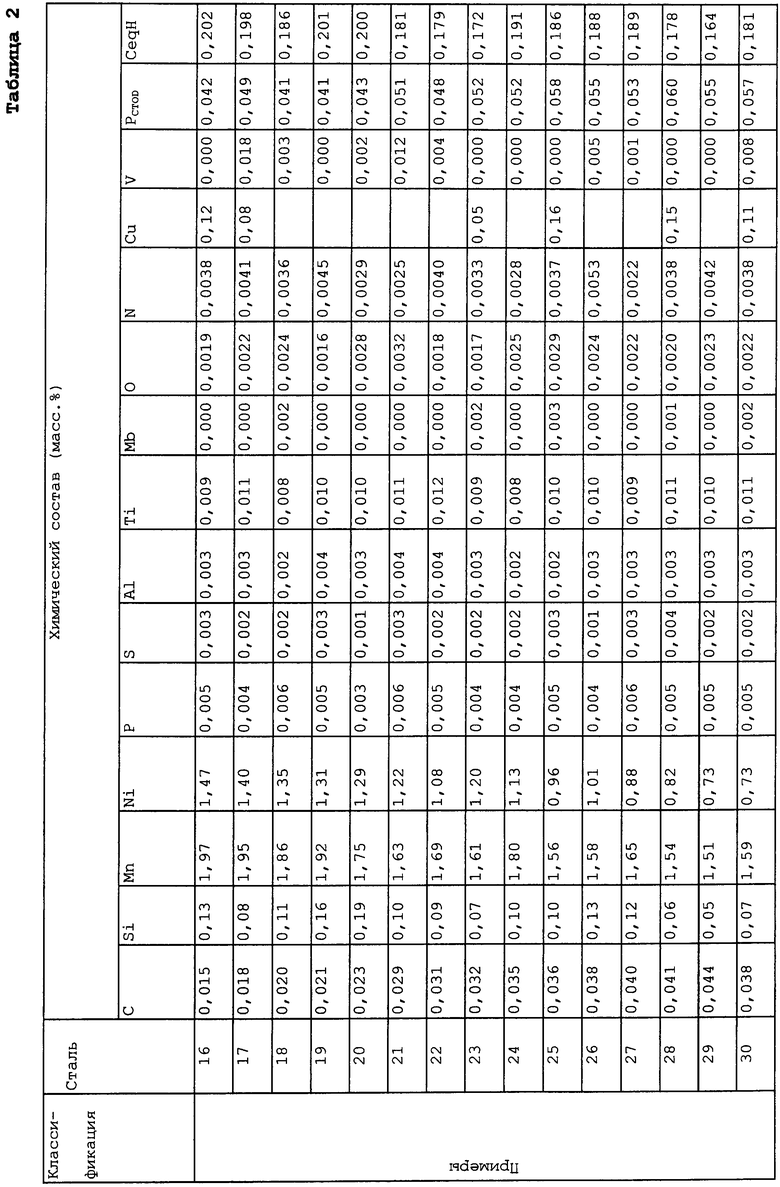
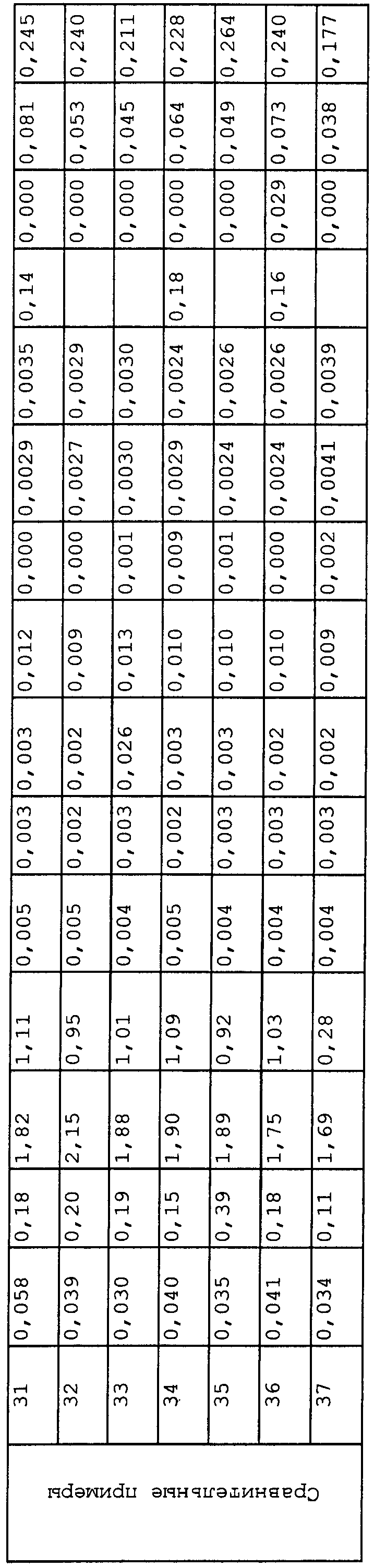
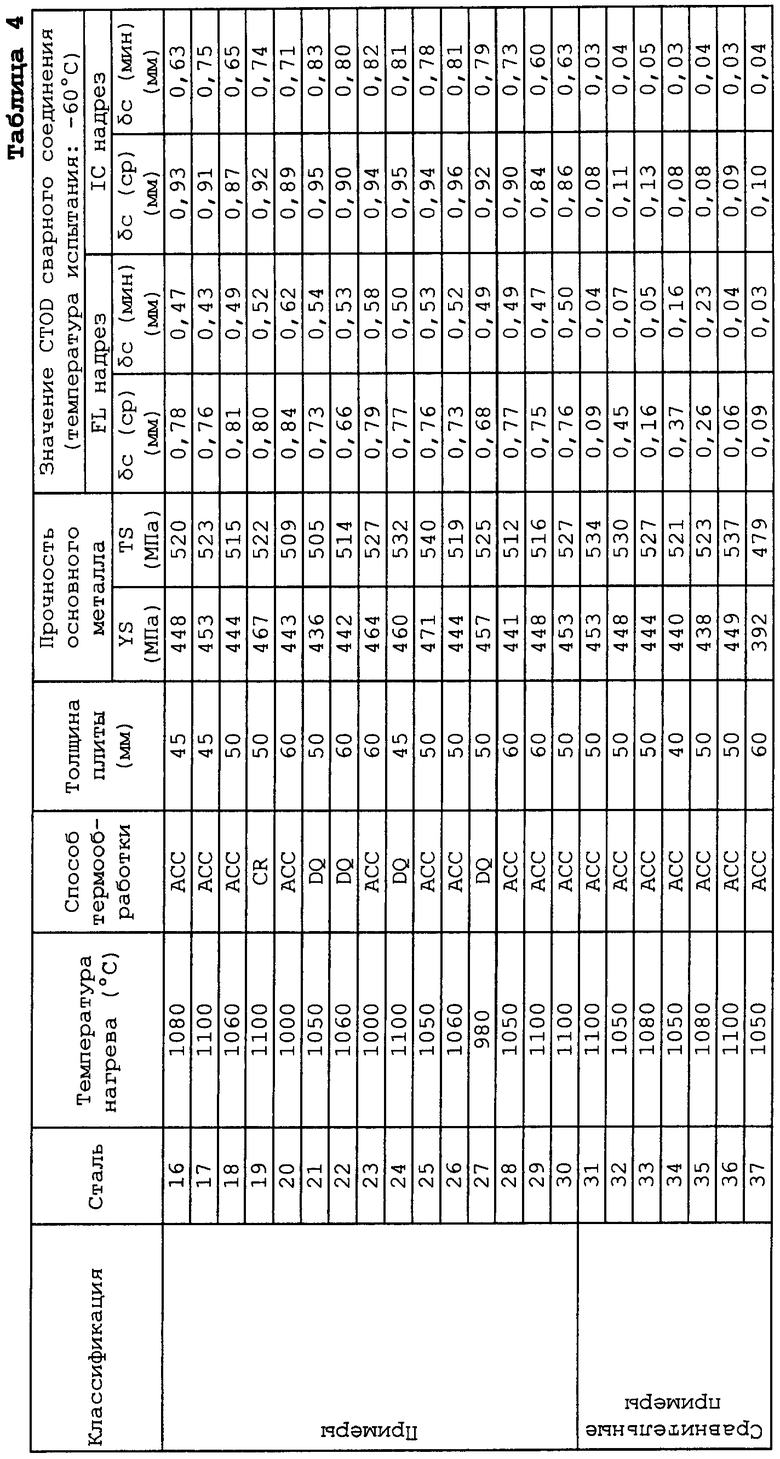
Таблицы 1 и 2 показывают химический состав сталей, а таблицы 3 и 4 показывают условия получения стальной плиты (основной металл), свойства основного металла (BM) и свойства сварного соединения.
Кроме того, обозначения способа термообработки в таблицах 3 и 4 следующие:
CR: контролируемая прокатка (прокатка в оптимальном диапазоне температуры для улучшения прочности и ударной вязкости стали)
ACC: контролируемая прокатка - ускоренное охлаждение (сталь охлаждали водой до диапазона температур 400-600°C после контролируемой прокатки, а затем охлаждали на воздухе)
DQ: закалка сразу после прокатки - отпуск (сталь закаливали до 200°C или меньше сразу после прокатки, после чего отпускали)
Кроме того, что касается результатов испытания сварного соединения на CTOD, приведенных в таблицах 3 и 4, δc(ср) означает среднее значение CTOD для пяти испытаний, а δc(мин) означает минимальное значение CTOD для пяти испытаний.
В примерах 1-7 и 16-30 предел текучести (YS) составлял 432 Н/мм2 (МПа) или выше, предел прочности на разрыв был 500 Н/мм2 (МПа) или выше, и прочность основного металла была достаточной. Что касается значений CTOD(δc) при -60°C, минимальное значение, δc(мин), CTOD для FL-надреза было 0,43 мм или больше, минимальное значение, δc(мин), CTOD для IC-надреза составило 0,60 мм или больше, и сопротивление развитию трещины было отличным.
С другой стороны, в сравнительных примерах сталь имела такую же прочность, как и, примерах по изобретению, но показатель CTOD был плохим, и, тем самым, сталь не годилась для применения в качестве стали для жестких внешних условий.
В сравнительных примерах 8 и 31 содержание C в стали было высоким, и композиционный параметр стали PCTOD и композиционный параметр твердости стали CeqH также были высокими. Поэтому одновременно значение CTOD для FL-надреза и значение CTOD для IC-надреза были низкими.
В сравнительных примерах 9 и 32 содержание Mn в стали было высоким, и композиционный параметр твердости стали CeqH был высоким. Поэтому, в частности, значение CTOD в IC-надрезе было низким.
В сравнительных примерах 10 и 33 содержание Al в стали было высоким. Поэтому, в частности, контроль микроструктуры в FL-зоне был недостаточным, и значение CTOD для FL-надреза было низким.
В сравнительных примерах 11 и 34 содержание Nb в стали было высоким. Поэтому, в частности, значение CTOD для IC-надреза было низким.
В сравнительных примерах 12 и 35 содержание Si в стали было высоким, и композиционный параметр твердости стали CeqH был высоким. Поэтому, в частности, значение CTOD для IC-надреза было низким.
В сравнительных примерах 13 и 36 содержание V в стали было высоким, и композиционный параметр стали PCTOD и композиционный параметр твердости стали CeqH были высокими. Поэтому и значение CTOD для FL-надреза и значение CTOD для IC-надреза были низкими.
В сравнительном примере 14 содержание Cu в стали было высоким. Поэтому во время горячей прокатки образовывались трещины (растрескивание Cu), и было сложным получать сталь. В частности, так как элемент для подавления растрескивания Cu не добавлялся, то, как показано в таблице 3, было невозможно провести испытание на CTOD сварного соединения.
В сравнительном примере 37 содержание O в стали было высоким. Поэтому и значение CTOD для FL-надреза, и значение CTOD для IC-надреза были низкими.
В сравнительном примере 15 композиционный параметр стали CeqH был высоким. Поэтому значение CTOD для IC-надреза было низким.
В вышеописанных сравнительных примерах 8-14 и 31-37, что касается значения CTOD(δc) при -60°C, минимальное значение δc(мин) параметра CTOD для FL-надреза было меньше 0,25 мм, минимальное значение δc(мин) параметра CTOD для IC-надреза было меньше 0,25 мм, и сопротивление развитию трещины было недостаточным. Кроме того, в вышеописанном сравнительном примере 15, что касается значения CTOD (δc) при -60°C, то поскольку минимальное значение δc(мин) параметра CTOD для FL-надреза было 0,25 мм или больше, но минимальное значение δc(мин) параметра CTOD для IC-надреза было меньше 0,25 мм, сопротивление развитию трещины было недостаточным.
Фиг.5 показывает результат сопоставления соотношений между композиционным параметром твердости стали CeqH и значением CTOD(δc) в IC-зоне при -60°C, приведенным в таблицах 1-4. Как показано на фиг.5, когда каждый компонент в стали и композиционный параметр стали PCTOD удовлетворяют вышеописанным условиям, оказывается возможным получить сталь, для которой минимальное значение δc(мин) CTOD для IC-надреза составляло 0,25 мм или больше, путем снижения композиционного параметра твердости стали CeqH до 0,235% или меньше. Кроме того, даже когда композиционный параметр твердости стали CeqH был 0,235% или меньше, но когда каждый компонент в стали и композиционный параметр стали PCTOD не удовлетворяли вышеописанным условиям, не удалось получить сталь, у которой минимальное значение δc(мин) CTOD было бы 0,25 мм или выше (например, сравнительные примеры 10, 11, 14, 33, 34 и 37).

Таким образом, можно предложить сталь для сварной конструкции с отличным показателем CTOD в зоне термического воздействия при сварке с внесением тепла от низкого до среднего и способ ее получения.
Изобретение относится к области металлургии, а именно к сталям, используемым для получения сварных конструкций. Сталь содержит следующие компоненты, в мас.%: С от 0,015 до 0,045, Si от 0,05 до 0,20, Мn от 1,5 до 2,0, Ni от 0,10 до 1,50, Ti от 0,005 до 0,015, О от 0,0015 до 0,0035, N от 0,002 до 0,006, остальное составляют Fe и неизбежные примеси. В стали ограничены содержания Р 0,008% или меньше, S 0,005% или меньше, Аl 0,004% или меньше, Nb 0,005% или меньше, Сu 0,24% или меньше, V 0,020% или меньше. Композиционный параметр стали PСТОД составляет 0,065% или меньше, а композиционный параметр твердости стали CeqH составляет 0,235% или меньше. Сталь имеет высокую прочность при высоких значениях трещиностойкости. 2 н. и 2 з.п. ф-лы, 5 ил., 4 табл., 1 пр.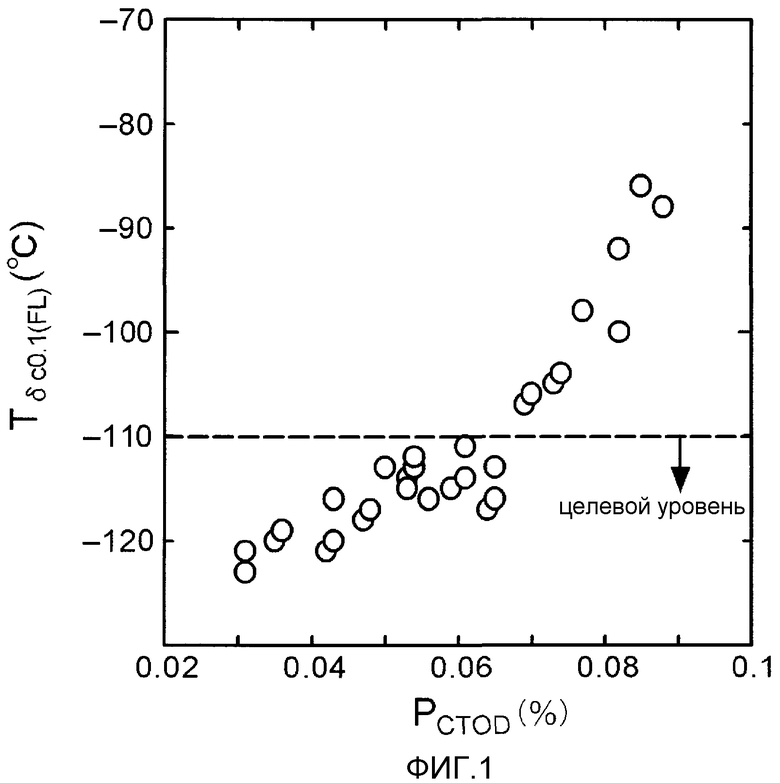
1. Сталь для сварных конструкций, имеющая следующую композицию, мас.%:
С при содержании С, [С], от 0,015 до 0,045%
Si при содержании Si, [Si], 0,05 до 0,20%
Mn при содержании Mn, [Mn], от 1,5 до 2,0%
Ni при содержании Ni, [Ni], от 0,10 до 1,50%
Ti при содержании Ti, [Ti], от 0,005 до 0,015%
О при содержании О, [О], от 0,0015 до 0,0035% и
N при содержании N, [N], от 0,002 до 0,006%,
остальное составляют Fe и неизбежные примеси, причем
содержание Р, [Р], ограничено значением 0,008% или меньше,
содержание S, [S], ограничено значением 0,005% или меньше,
содержание Al, [Al], ограничено значением 0,004% или меньше,
содержание Nb, [Nb], ограничено значением 0,005% или меньше,
содержание Cu, [Cu], ограничено значением 0,24% или меньше,
содержание V, [V] ограничено значением 0,020% или меньше и композиционный параметр стали PCTOD, согласно следующему уравнению (1), составляет 0,065% или меньше, и композиционный параметр твердости стали CeqH, согласно следующему уравнению (2), составляет 0,235% или меньше
где 

2. Сталь по п.1, содержащая медь в количестве (мас.%) Cu, [Cu], 0,03% или меньше.
3. Сталь по п.1 или 2, у которой как значения CTOD(δc) в FL-зоне при -60°С, так и значения CTOD(δc) в IC-зоне при -60°С, которые получены в испытании на CTOD согласно BS 5762, составляют 0,25 мм или больше.
4. Способ получения стали для сварной конструкции, включающий непрерывную разливку стали с соответствующим составом стали по п.1 или 2 с получением сляба,
нагрев сляба до температуры 950-1100°С и затем проведение контролируемой термомеханической обработки сляба.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СВЕРХВЫСОКОПРОЧНЫЕ КРИОГЕННЫЕ СВАРНЫЕ СОЕДИНЕНИЯ | 1998 |
|
RU2198771C2 |
| СИСТЕМЫ РАСПРЕДЕЛИТЕЛЬНОЙ ТРУБОПРОВОДНОЙ СЕТИ ДЛЯ ТРАНСПОРТИРОВКИ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 1998 |
|
RU2211877C2 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

