Уровень техники
Область техники, к которой относится изобретение
Настоящее изобретение относится к стали для сварной конструкции, обладающей выдающейся способностью CTOD зоны термического влияния (HAZ) при сварке с небольшим количеством подводимого тепла или средним количеством подводимого тепла, и к способу ее получения. В частности, настоящее изобретение относится к стали для сварной конструкции, обладающей весьма выдающейся способностью CTOD зоны FL и IC зоны, в которых вязкость больше всего ухудшается при сварке с небольшим или средним количеством подводимого тепла, и к способу ее получения.
Приоритет испрашивается по заявке на Японский патент № 2009-124614, поданной 22 мая 2009 г., заявке на Японский патент № 2009-123428, поданной 21 мая 2009 г., и заявке на Японский патент № 2009-192387, поданной 21 августа 2009 г., содержание которых включено в настоящее описание посредством ссылки.
Описание области техники, к которой относится изобретение
В последнее время существует большой спрос на сталь, которая может быть использована в жестких внешних условиях. Например, в качестве высокопрочной стали, подходящей для стальных конструкций, таких как конструкции для континентального шельфа, используемые в холодных морях Арктики, и сейсмостойкие конструкции, существует потребность в стали, обладающей высокой способностью CTOD (раскрытие в вершине трещины), которая является одним из параметров вязкости разрушения. В частности, сварка стали требует высокой способности CTOD.
Характеристику CTOD зоны термического влияния (HAZ) оценивают по результатам испытаний двух позиций (участок надреза) зоны FL «линия сплавления: граница WM (металл сварного шва) и HAZ (зона термического влияния)» и IC зоны «межкритическая HAZ: граница HAZ и ВМ (основной металл)». Однако ранее для определения самой низкой характеристики CTOD оценивали только зону FL.
При условиях, в рамках которых температура испытаний не является особенно низкой, например -20°С, в том случае, если способность CTOD зоны FL является достаточной, способность IC зоны также является достаточной, поэтому отсутствует необходимость оценивать характеристику CTOD у IC зоны.
Однако в жестких условиях испытаний, например при -60°С, во многих случаях величина CTOD зоны IC является недостаточной, поэтому необходимо улучшать характеристику CTOD IC зоны.
В данном отношении были предложены способы улучшения характеристики CTOD при очень низкой температуре испытания (например, -60°С) сварного соединения после подведения небольшого количества тепла и подведения среднего количества тепла (см., например, Патентную ссылку 2). Однако в данных способах отсутствует описание характеристики CTOD IC зоны.
Кроме того, описаны, например, способы, согласно которым абсорбированная энергия Шарпи сварного соединения после небольшого количества подводимого тепла улучшается (см., например, Патентные ссылки 3-6). Однако в описании данных способов отсутствует описание характеристики CTOD (способности к страгиванию хрупкой трещины), которая является важным фактором, поскольку структурный материал не описан, а испытание проводилось только при относительно высокой температуре (например, -10°С).
Согласно вышеупомянутым способам в стали, например, содержится относительно большое количество кислорода для закрепления достаточного количества оксидов Ti, действующих как зародыши превращения для образования внутрикристаллитного феррита (IGF) в зоне FL. Кроме того, например, для измельчения микроструктуры после сварки в определенном количестве или более вводят элемент, который стабилизирует аустенит и повышает упрочняемость. Однако при использовании данного способа трудно обеспечить величину CTOD IC зоны стали при низкой температуре, составляющей -60°С, наряду с одновременным закреплением свойств (например, прочность или вязкость основного металла и величина CTOD зоны FL), необходимых для конструкционного материала сварной конструкции.
Патентная ссылка 1: публикация Японской нерассмотренной патентной заявки, первая публикация № 2007-002271.
Патентная ссылка 2: публикация Японской нерассмотренной патентной заявки, первая публикация № 2008-169429.
Патентная ссылка 3: публикация Японской нерассмотренной патентной заявки, первая публикация № 2002-030380.
Патентная ссылка 4: публикация Японской нерассмотренной патентной заявки, первая публикация № 5-171341.
Патентная ссылка 5: публикация Японской нерассмотренной патентной заявки, первая публикация № 2004-162150.
Патентная ссылка 6: публикация Японской нерассмотренной патентной заявки, первая публикация № 11-279684.
Раскрытие изобретения
Настоящее изобретение относится к высокопрочной стали, обладающей высокой способностью CTOD (вязкость разрушения), при этом характеристика CTOD IC зоны также является достаточной в дополнение к характеристике зоны FL при -60°С при сварке (например, многослойный сварной шов) с небольшим количеством подводимого тепла или средним количеством подводимого тепла (например, от 1,5 до 6,0 кДж/мм для листа толщиной 50 мм), и к способу ее получения.
Авторы настоящего изобретения провели тщательные исследования способа улучшения способности CTOD как в зоне FL, так и в IC зоне, представляющих собой сварной шов, где вязкость ухудшается по большей части при сварке с небольшим количеством подводимого тепла или средним количеством подводимого тепла.
В результате авторы настоящего изобретения установили, что для улучшения характеристики CTOD как в зоне FL, так и в IC зоне самым важным является снижение количества неметаллических включений, в частности, важным является снижение содержания О (кислород в стали). Кроме того, авторы настоящего изобретения установили, что поскольку содержание межкристаллитного феррита (IGF) в зоне FL снижается благодаря уменьшению содержания О, необходимо снизить содержание элемента сплава, ухудшающего характеристику CTOD на участке FL. Кроме того, авторы настоящего изобретения установили, что для улучшения способности CTOD IC участка, помимо уменьшения содержания О в стали, эффективным является снижение твердости. На основании данных открытий было совершено настоящее изобретение.
Сущность настоящего изобретения может быть вкратце изложена следующим образом.
(1) Сталь для сварной конструкции, включающая, в вес.%, С как [C]: от 0,010 до 0,065%; Si как [Si]: от 0,05 до 0,20%; Mn как [Mn]: от 1,52 до 2,70%; Ni как [Ni]: от 0,10 до 1,50%; Ti как [Ti]: от 0,005 до 0,015%; О как [O]: от 0,0010 до 0,0045%; N как [N]: от 0,002 до 0,006%; Mg как [Mg]: от 0,0003 до 0,003%; Ca как [Ca]: от 0,0003 до 0,003%; с балансом из Fe и неизбежных примесей, в которых содержание Р как [P] ограничено до 0,008% или менее, содержание S как [S] ограничено до 0,005% или менее, содержание Al как [Al] ограничено до 0,004% или менее, содержание Nb как [Nb] ограничено до 0,010% или менее, содержание Cu как [Cu] ограничено до 0,03% или менее, содержание V как [V] ограничено до 0,020% или менее, и в том случае, если параметр PCTOD стального компонента определяется по следующей формуле (1):
PCTOD = [C] + [V]/3 + [Cu]/22 + [Ni]/67 … (1)
и параметр твердости CeqH стального компонента определяется по следующей формуле (2):
CeqH = [C]+[Si]/4,16+[Mn]/14,9+[Cu]/12,9+[Ni]/105+1,12[Nb]+ [V]/1,82 … (2)
PCTOD равен 0,065% или менее, а CeqH равен 0,235% или менее.
(2) В стальном материале для сварки по п.(1) общее содержание Mg и Са дополнительно ограничено до 0,0030 вес.% или менее.
(3) Способ получения стали для сварной конструкции, включающий: непрерывную отливку стали для получения сляба, удовлетворяющего составу по (1) или (2); и нагревание сляба до температуры, составляющей от 950°С до 1100°С, а затем термомеханическая регулируемая обработка сляба.
Согласно настоящему изобретению может быть получена сталь, обладающая высокой вязкостью HAZ при сварке с небольшим количеством подводимого тепла или средним количеством подводимого тепла. В частности, может быть получена сталь, обладающая хорошей способностью CTOD (низкотемпературная вязкость) в зоне FL и в IC зоне, где вязкость ухудшается по большей части при сварке, такой как многослойный сварной шов, с небольшим количеством подводимого тепла или средним количеством подводимого тепла. Иными словами, может быть получена высокопрочная и высоковязкая сталь для таких конструкций, как конструкции для континентального шельфа и сейсмостойкие конструкции, которые могут быть использованы в жестких внешних условиях.
Краткое описание чертежей
Фиг.1 представляет собой диаграмму, иллюстрирующую связь между параметром PCTOD состава стали и способностью CTOD (Tδc0,1(FL)) в синтетическом испытании FL с использованием имитированного термического цикла.
Фиг.2 представляет собой диаграмму, иллюстрирующую связь между твердостью HAZ и способностью CTOD Tδc0,1(ICHAZ) в синтетическом испытании ICHAZ с использованием имитированного термического цикла.
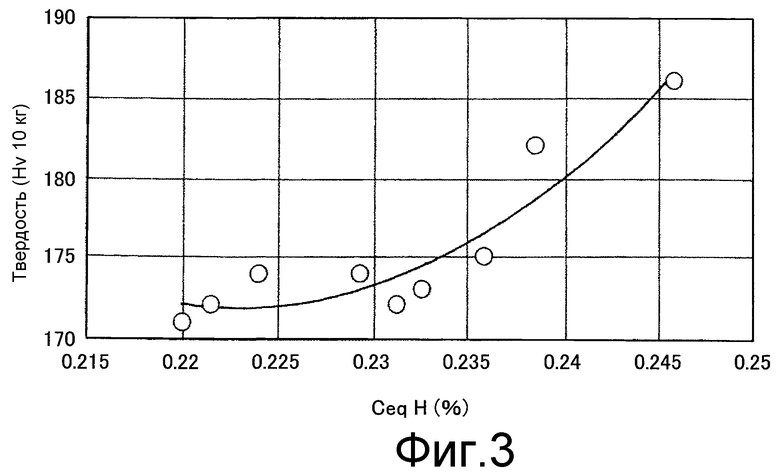
Фиг.3 представляет собой диаграмму, иллюстрирующую связь между CeqH и твердостью HAZ в синтетическом испытании ICHAZ с использованием имитированного термического цикла.
Фиг.4А представляет собой схематическую диаграмму, иллюстрирующую позицию надреза FL в испытании CTOD.
Фиг.4В представляет собой схематическую диаграмму, иллюстрирующую позицию IC надреза в испытании CTOD.
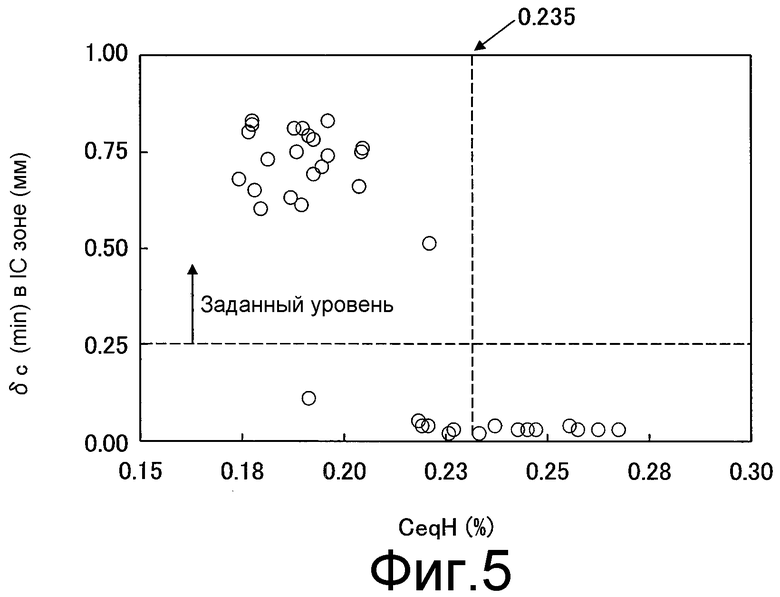
Фиг.5 представляет собой диаграмму, иллюстрирующую связь между параметром твердости CeqH состава стали и величиной CTOD (δс) в IC зоне при -60°С.
Подробное описание изобретения
Далее настоящее изобретение описано подробно.
Согласно исследованиям авторов настоящего изобретения для достаточного улучшения способности CTOD зоны FL и IC зоны при -60°С при сварке с небольшим количеством подводимого тепла или средним количеством подводимого тепла (например, от 1,5 до 6,0 кДж/мм для листа толщиной 50 мм) самым важным является снижение количества неметаллических включений на основе оксидов, а также существенным является снижение количества О (кислород в стали).
Согласно традиционным способам для получения стали, обладающей высокой характеристикой CTOD зоны FL, в качестве зародышей превращения межкристаллитного феррита (IGF) используют неметаллические включения на основе оксидов, представленные оксидами Ti, при этом необходимо вводить некоторое количество О. Согласно исследованиям авторов настоящего изобретения для улучшения характеристики CTOD зоны FL и IC зоны при -60°С необходимо снижать количество неметаллических включений на основе оксидов.
Благодаря снижению количества О снижается количество IGF, поэтому необходимо уменьшать количество элемента сплава, ухудшающего характеристику CTOD зоны FL. На фиг.1 показана связь между характеристикой CTOD (Tδc0,1(FL)) у FL эквивалентной синтетической HAZ и параметром PCTOD состава стали. В данном случае параметр PCTOD состава стали, выражаемый уравнением (1), представляет собой эмпирическое уравнение, полученное в результате испытания многих сортов расплавленной в вакууме стали в экспериментальной лаборатории и анализа характеристики CTOD (Tδc0,1(FL)) FL эквивалентной синтетической HAZ и состава стали.
PCTOD = [C] + [V]/3 + [Cu]/22 + [Ni]/67 … (1)
В данном случае [C], [V], [Cu] и [Ni] соответственно представляют количества (вес.%) C, V, Cu и Ni в стали. Например, при отсутствии Cu в стали количество Cu составляет 0%.
Что касается FL эквивалентной синтетической HAZ, показанной на фиг.1, на основании открытий, сделанных в результате проведения множества экспериментов, может быть сделан вывод о том, что характеристика CTOD Tδc0,1(FL) при -110°С или менее представляет собой заданный уровень (Tδc0,1(FL)≤-110°С) для конструкционных сортов стали. Что касается испытания на надрез FL практического сварного соединения стального листа, имеющего толщину от 50 до 100 мм, стабильно достигнута при -60°С может быть величина CTOD (δс), равная 0,25 мм или более. Что касается FL эквивалентной синтетической HAZ, то, как видно на фиг.1, для сохранения Tδc0,1(FL) при -110°С или менее необходимо регулировать параметр PCTOD состава стали на уровне, составляющем 0,065% или менее. Кроме того, при повышении величины CTOD (δс) вязкость (например, поглощение энергии из-за пластической деформации) становится высокой.
FL эквивалентная синтетическая HAZ представляет собой зону, соответствующую количеству подводимого тепла FL зоны образца, которую подвергают описанному ниже FL эквивалентному синтетическому тепловому циклу. FL эквивалентному синтетическому тепловому циклу (тройной цикл) подвергают образец размером 10 мм × 20 мм в следующих условиях:
1-й цикл: максимальная температура нагревания - 1400°С (температуру с 800 до 500°С снижают за 22 секунды);
2-й цикл: максимальная температура нагревания - 760°С (температуру с 760 до 500°С снижают за 22 секунды);
3-й цикл: максимальная температура нагревания - 500°С (температуру с 500 до 300°С снижают за 60 секунд).
Как показано на фиг.4А, надрез 7 FL в сварном шве 2 расположен в зоне 5 FL, представляющей собой границу HAZ 4 и WM 3. В следующем испытании CTOD с надрезом в FL определяют связь между нагрузкой и смещением вершины отверстия зоны 5 FL.
Образец оценивают посредством испытания CTOD методом BS 5762 (British Standards), получая в результате Tδc0,1(FL), показанную на фиг.1. В данном случае Tδc0,1(FL) представляет собой температуру (°С), при которой наименьшее значение величин CTOD (δс), получаемых в результате использования трех образцов при каждой температуре испытаний, превышает 0,1 мм. Кроме того, с учетом эффекта толщины листа в испытании CTOD, что касается участка надреза FL (зона FL) практического сварного соединения стального листа, имеющего толщину от 50 до 100 мм, то, как описано выше, необходимо сохранять Tδc0,1(FL) при -110°С или менее таким образом, чтобы величина CTOD (δс), равная 0,25 мм или более, была стабильно достигнута при -60°С.
Кроме того, авторы настоящего изобретения установили, что помимо снижения содержания кислорода в стали, для улучшения способности CTOD IC зоны эффективным является снижение твердости.
На фиг.2 показана связь между способностью CTOD образца, подвергнутого, как описано ниже, эквивалентному ICHAZ (межкритическая HAZ) синтетическому тепловому циклу, и с ICHAZ эквивалентной синтетической твердостью HAZ. Кроме того, на фиг.3 показана связь между параметром CeqH твердости состава стали и ICHAZ эквивалентной синтетической твердостью HAZ.
При этом, как показано на фиг.2, для сохранения Tδc0,1(ICHAZ) ICHAZ эквивалентной синтетической HAZ (поперечное сечение: 10 мм × 20 мм) при -110°С или менее необходимо сохранять твердость HAZ (твердость по Виккерсу под нагрузкой - 10 кгс) при 176 HV или менее. Поэтому, как следует из фиг.3, параметр твердости CeqH состава стали необходимо устанавливать на уровне, составляющем 0,235% или менее. С целью дальнейшего снижения твердости предпочтительно, чтобы параметр твердости CeqH состава стали составлял 0,225% или менее.
Кроме того, в качестве метода испытания вязкости разрушения используют испытание CTOD методом BS 5762 (British Standards). Кроме того, условия ICHAZ эквивалентного синтетического теплового цикла (тройной цикл) являются следующими:
1-й цикл: максимальная температура нагревания - 950°С (температуру с 800 до 500°С снижают за 20 секунд);
2-й цикл: максимальная температура нагревания - 770°С (температуру с 770 до 500°С снижают за 22 секунды);
3-й цикл: максимальная температура нагревания - 450°С (температуру с 450 до 300°С снижают за 65 секунд).
Как показано на фиг.4В, IC надрез 8 в сварном шве 2 расположен в IC (ICHAZ) зоне 6, представляющей собой границу базового металла 1 и HAZ 4. В испытании CTOD с надрезом IC определяют связь между нагрузкой и смещением вершины отверстия IC зоны 6.
В данном случае параметр твердости CeqH состава стали, представляющий собой эмпирическое уравнение, полученное в результате множественной регрессии свойства стали (твердость) и состава стали, определяют следующим образом:
CeqH = [C]+[Si]/4,16+[Mn]/14,9+[Cu]/12,9+[Ni]/105+1,12[Nb]+ [V]/1,82 … (2)
Кроме того, [C], [Si], [Mn], [Cu], [Ni], [Nb] и [V] соответственно представляют количества (вес.%) C, Si, Mn, Cu, Ni, Nb и V в стали. Например, при отсутствии Cu в стали количество Cu составляет 0%.
Даже при вышеописанном ограничении PCTOD и CeqH при отсутствии соответствующего регулирования каждого элемента содержащегося в стали сплава получение стали, обладающей как высокой прочностью, так и хорошей способностью CTOD, является затруднительным.
Далее описаны диапазон ограничения и причина ограничения состава стали. % - означают процентное содержание по массе.
С: от 0,010 до 0,065%
Для получения достаточной прочности необходимо, чтобы содержание С составляло 0,010% или более. Однако в том случае, если содержание С как [С] превышает 0,65%, параметры HAZ сварки ухудшается, а характеристика CTOD при -60°С оказывается недостаточной. Поэтому содержание С как [C] должно составлять от 0,015 до 0,065%.
Si: от 0,05 до 0,20%
Для получения высокой вязкости HAZ предпочтительно, чтобы содержание [Si] было так мало, как возможно. Однако поскольку, как описано ниже, содержание Al как [Al] ограничено с целью раскисления, необходимо, чтобы содержание [Si] составляло 0,05% или более. Однако в том случае, если содержание Si как [Si] превышает 0,20%, вязкость HAZ ухудшается, поэтому верхний предел содержания Si как [Si] составляет 0,20%. Следовательно, содержание Si как [Si] составляет от 0,05 до 0,20%. Для получения еще более высокой вязкости HAZ предпочтительно, чтобы содержание Si как [Si] составляло 0,15% или менее, либо 0,13% или менее.
Mn: от 1,52 до 2,70%
Mn представляет собой недорогой элемент, оказывающий большое влияние на оптимизацию микроструктуры. Кроме того, маловероятно, чтобы введение Mn ухудшало вязкость HAZ. Поэтому предпочтительно, чтобы количество вводимого Mn было как можно большим. Однако в том случае, если содержание [Mn] превышает 2,70%, твердость ICHAZ повышается и вязкость ухудшается. Поэтому верхний предел содержания Mn как [Mn] составляет 2,70%. Кроме того, в том случае, если содержание Mn как [Mn] составляет менее 1,52%, то поскольку действие по улучшению микроструктуры является небольшим, нижний предел содержания [Mn] составляет 1,52%. Поэтому содержание Mn как [Mn] составляет от 1,52 до 2,70%. Для дальнейшего улучшения вязкости HAZ предпочтительно, чтобы содержание Mn составляло 1,55% или более, более предпочтительно - 1,6% или более, а наиболее предпочтительно - 1,7% или более.
Ni: от 0,10 до 1,50%
Ni представляет собой элемент, сильно не ухудшающий вязкость HAZ, улучшающий прочность и вязкость основного металла и сильно не повышающий твердость ICHAZ. Однако Ni представляет собой дорогостоящий элемент сплава, и при избыточном содержании в стали Ni может вызвать образование поверхностных трещин. Поэтому верхний предел содержания Ni как [Ni] составляет 1,50%. С другой стороны, для того чтобы обеспечить достаточное вышеописанное действие в результате добавления Ni, необходимо, чтобы содержание Ni составляло, по меньшей мере, 0,10%. Поэтому содержание никеля как [Ni] составляет от 0,10 до 1,50%. Для улучшения прочности и вязкости основного металла без сильного повышения твердости ICHAZ предпочтительно, чтобы содержание никеля как [Ni] составляло 0,20% или более, более предпочтительно - 0,30% или более. Кроме того, для придания стальному материалу стойкости против атмосферных воздействий предпочтительно, чтобы содержание [Ni] составляло 0,40 или более, более предпочтительно - 0,50% или более. Кроме того, для надежного предотвращения поверхностных трещин предпочтительно, чтобы содержание [Ni] составляло 1,20% или менее, более предпочтительно - 1,0% или менее. В том случае, если прочность и вязкость основного металла могут быть обеспечены добавлением других элементов, наиболее предпочтительно, чтобы содержание никеля [Ni] составляло 0,80% или менее для дальнейшего повышения рентабельности. Кроме того, как описано ниже, с целью подавления вызванного Cu растрескивания сляба при добавлении необходимого количества Cu предпочтительно, чтобы содержание никеля [Ni] было равно половине или более содержания [Cu].
Для сохранения прочности и вязкости основного металла в состоянии, когда вязкость ICHAZ надежно закреплена, предпочтительно отрегулировать общее количество содержания [Mn] и содержания никеля [Ni]. Для дальнейшего надежного закрепления вязкости ICHAZ предпочтительно ограничивать содержание Ni до диапазона, составляющего от 0,5 до 1,50% в том случае, когда содержание Mn составляет от 1,52 до 2,0%. Подобным образом, предпочтительно, чтобы содержание Ni было ограничено до диапазона, составляющего от 0,10 до 0,50% в том случае, когда содержание Mn составляет от 2,0 до 2,7%.
P: 0,008% или менее (включая 0%)
S: 0,005% или менее (включая 0%)
Р и S представляют собой элементы, снижающие вязкость и содержащиеся в виде неизбежных примесей. Поэтому необходимо снижать содержание [P] и содержание [S] таким образом, чтобы сохранить вязкость основного металла и вязкость HAZ. Поэтому при промышленном производстве существуют ограничения, такие как верхние пределы содержания фосфора [P] и содержания серы [S], равные 0,008% и 0,005% соответственно. Для получения еще лучшей вязкости HAZ предпочтительно, чтобы содержание [P] было ограничено 0,005% или менее, а содержание [S] было ограничено 0,003% или менее.
Al: 0,004% или менее (исключая 0%)
Поскольку образование оксидов Ti является необходимым, предпочтительно, чтобы содержание алюминия [Al] было как можно меньше. Однако при промышленном производстве существуют ограничения, ограничивающие верхний предел содержания [Al] 0,004%.
Ti: от 0,005 до 0,015%
Ti образует оксиды Ti и измельчает микроструктуру. Однако если содержание Ti слишком большое, Ti образует TiC, тем самым ухудшая вязкость HAZ. Поэтому соответствующий диапазон содержания Ti составляет от 0,005 до 0,015%. Для дальнейшего улучшения вязкости HAZ предпочтительно, чтобы содержание Ti составляло 0,013% или менее.
Nb: 0,010% или менее (включая 0%)
Nb может содержаться в виде неизбежной примеси, улучшая прочность и вязкость основного металла, однако Nb снижает вязкость HAZ. Содержание ниобия [Nb], не снижающее существенно вязкость HAZ, составляет 0,010% или менее. Поэтому содержание ниобия [Nb] ограничено до 0,010% или менее. Для дальнейшего улучшения вязкости HAZ предпочтительно, чтобы содержание [Nb] ограничивалось 0,002% или менее (включая 0%).
О: от 0,0010 до 0,0045%
Существенно, чтобы содержание [O] составляло 0,0010% или более для закрепления выработки оксидов Ti в качестве зародышей IGF FL зоны. Однако, если содержание [O] слишком велико, размер оксидов и их количество становится избыточным, тем самым ухудшая характеристику CTOD IC зоны. Поэтому содержание кислорода [O] ограничено диапазоном, составляющим от 0,0015 до 0,0045%. Для получения еще лучшей вязкости HAZ предпочтительно, чтобы содержание кислорода [О] составляло 0,0030% или менее, более предпочтительно - 0,0028% или менее.
N: от 0,002 до 0,006%
N необходим для образования нитридов Ti. Однако, если содержание азота [N] составляет менее 0,002%, эффект образования нитридов титана недостаточный. Кроме того, в том случае, если содержание азота [N] превышает 0,006%, при получении сляба образуются поверхностные трещины, поэтому верхний предел содержания азота [N] составляет 0,006%. Следовательно, содержание азота [N] составляет от 0,002 до 0,006%. Для получения еще лучшей вязкости HAZ предпочтительно, чтобы содержание [N] составляло 0,005% или менее.
Mg: от 0,0003 до 0,003%
Mg является важным элементом сплава согласно настоящему изобретению, добавляемым в основном в качестве раскисляющего агента или образующего сульфид элемента. Введение Mg в количестве 0,003% или менее предотвращает образование крупных частиц оксида или сульфида, обеспечивая получение предпочтительного основного металла и вязкости HAZ. Кроме того, для того чтобы обеспечить достаточное образование оксида, необходимого в качестве закрепляющей частицы, следует вводить 0,0003% Mg. Поэтому диапазон содержания магния [Mg] составляет от 0,0003 до 0,003%.
Ca: от 0,0003 до 0,003%
Ca образует сульфид, тем самым подавляя образование удлиненного MnS, и улучшает свойства стального материала в направлении всей толщины, в частности, стойкость к образованию продольных трещин. Более того, Ca оказывает по существу такое же действие, как и Mg, соответственно, Ca является важным элементом согласно настоящему изобретению. Для получения достаточного вышеописанного действия необходимо вводить Ca в количестве, составляющем 0,0003% или более. Кроме того, в том случае, если содержание кальция [Ca] ограничено до 0,003% или менее, количество крупных частиц оксидов может быть подавлено, что обеспечивает получение достаточного количества ультратонких частиц оксида или сульфида.
Описанные выше Mg и Ca вводят вместе, однако оба они являются сильными раскисляющими агентами. В том случае, если общее количество Mg и Ca составляет 0,0030% или менее, образование крупных включений может быть подавлено более эффективно, что обеспечивает удовлетворительное получение достаточной вязкости.
Cu: 0,50% или менее (включая 0%)
Cu представляет собой элемент, улучшающий прочность и вязкость основного металла без сильного ухудшения вязкости HAZ и сильного повышения твердости ICHAZ. В том случае, если прочность стального материала в достаточной степени достигнута таким элементом, как C, Mn и Ni, введение Cu не всегда является необходимым. Cu может быть введен из соображений прочности или т.п. Однако Cu представляет собой относительно дорогой элемент сплава, при этом вышеописанное действие является слабым по сравнению с Ni. При избыточном введении Cu вероятность вызванного Cu растрескивания сляба повышается, поэтому содержание меди [Cu] ограничивают до 0,50% или менее. Согласно необходимости содержание меди [Cu] может быть ограничено до 0,24% или менее, либо 0,10% или менее. Более того, при введении Cu в сталь или его присутствии в стали в качестве загрязняющей примеси для предотвращения вызванного Cu растрескивания сляба предпочтительно, чтобы содержание [Cu] вдвое или менее превышало содержание [Ni]. Кроме того, поскольку предел растворимости в твердом состоянии Cu в феррите (αFe) невысок, εCu выделяется в HAZ сварного шва в зависимости от тепловой предыстории во время сварки, в результате чего возникает возможность снижения вязкости при низкой температуре. При ограничении содержания [Cu] до 0,03% или менее низкотемпературная вязкость изделия может быть надежно обеспечена. В частности, при использовании метода сварки, включающего подведение большого количества тепла, когда содержание [Cu] составляет 0,01% или менее, низкотемпературная вязкость может быть еще более надежно обеспечена.
V: 0,020% или менее (включая 0%)
V эффективно повышает прочность основного металла. Поэтому V может быть добавлен по необходимости. Однако при введении V в количестве, превышающем 0,020%, вязкость HAZ сильно ухудшается. Поэтому содержание ванадия [V] ограничивают до 0,020% или менее. Для достаточного подавления снижения вязкости HAZ предпочтительно ограничивать содержание ванадия [V] до 0,010% или менее. В том случае, если прочность стали достаточно обеспечена таким элементом, как C, Mn и Ni, введение V не всегда является необходимым. Даже при селективном введении V из соображений прочности предпочтительно ограничивать содержание ванадия [V] до наименьшей возможной величины. Поэтому более предпочтительным является содержание [V], равное 0,005% или менее.
Сталь для сварной конструкции согласно настоящему изобретению содержит описанные выше химические компоненты, либо содержание данных химических компонентов ограничено, а баланс включает Fe и неизбежные примеси. Однако стальной лист согласно настоящему изобретению может содержать другие элементы сплава в качестве элементов, еще больше улучшающих коррозионную стойкость и горячую обрабатываемость самого стального листа, либо в качестве неизбежных примесей от вспомогательного сырья, такого как скрап, помимо описанных выше химических компонентов. Однако для того чтобы обеспечить достаточное вышеописанное действие (улучшение вязкости основного металла или т.п.) описанных выше химических компонентов (Ni или т.п.), предпочтительно, чтобы другие элементы сплава (Cr, Mo, B, Ca, Mg, Sb, Sn, As и REM) были ограничены описанным ниже способом. Каждое количество элементов сплава включает 0%.
Cr снижает вязкость HAZ, поэтому предпочтительно, чтобы содержание хрома [Cr] составляло 0,1% или менее, более предпочтительно - 0,05% или менее, наиболее предпочтительно - 0,02% или менее.
Mo снижает вязкость HAZ, поэтому предпочтительно, чтобы содержание молибдена [Мо] составляло 0,05% или менее, более предпочтительно - 0,03% или менее, наиболее предпочтительно - 0,01% или менее.
B повышает вязкость HAZ и снижает вязкость HAZ, поэтому предпочтительно, чтобы содержание бора [В] составляло 0,0005% или менее, более предпочтительно - 0,0003% или менее, наиболее предпочтительно - 0,0002% или менее.
Sb ухудшает вязкость HAZ, поэтому предпочтительно, чтобы содержание [Sb] составляло 0,005% или менее, более предпочтительно - 0,003% или менее, наиболее предпочтительно - 0,001% или менее.
Sn ухудшает вязкость HAZ, поэтому предпочтительно, чтобы содержание олова [Sn] составляло 0,005% или менее, более предпочтительно - 0,003% или менее, наиболее предпочтительно - 0,001% или менее.
As ухудшает вязкость HAZ, поэтому предпочтительно, чтобы содержание мышьяка [As] составляло 0,005% или менее, более предпочтительно - 0,003% или менее, наиболее предпочтительно - 0,001% или менее.
REM оказывает действие по подавлению образования оксидов Ti, поэтому предпочтительно, чтобы содержание РЗМ [REM] составляло 0,005% или менее, более предпочтительно - 0,003% или менее, наиболее предпочтительно - 0,001% или менее.
Как описано выше, сталь для сварной конструкции согласно настоящему изобретению содержит вышеописанные химические компоненты в виде состава стали, либо содержание данных химических компонентов ограничено, при этом баланс состоит из Fe и неизбежных примесей. Однако поскольку сталь для сварной конструкции согласно настоящему изобретению используют в качестве конструкционного материала, предпочтительно, чтобы минимальный размер (например, толщина листа) стали составлял 6 мм или более. При использовании в качестве конструкционного материала минимальный размер (например, толщина листа) стали может составлять 100 мм или менее.
В способе получения стали для сварной конструкции согласно настоящему изобретению используют сталь, в которой каждое количество элементов и каждый из параметров (PCTOD и CeqH) ограничены согласно вышеприведенному описанию.
В соответствии со способом получения стального материала для сварки согласно настоящему изобретению сляб (литую заготовку) получают из вышеописанной стали (расплавленная сталь) методом непрерывного литья. При осуществлении непрерывного литья скорость охлаждения (скорость твердения) расплавленной стали является высокой, поэтому в слябе могут образоваться большие количества мелких оксидов Ti и нитридов Ti.
При прокатке сляба необходимо, чтобы температура повторного нагревания сляба составляла от 950 до 1100°С. Если температура повторного нагревания превышает 1100°С, нитриды Ti укрупняются, тем самым ухудшая вязкость основного металла, поэтому улучшение вязкости HAZ затрудняется.
Кроме того, в том случае, если температура повторного нагревания составляет менее 950°С, давление металла на валки повышается, в результате чего производительность снижается. По этой причине нижний предел температуры повторного нагревания составляет 950°С. Следовательно, прокатку необходимо осуществлять при температуре, составляющей от 950 до 1100°С.
Затем, после повторного нагревания, осуществляют процесс термомеханической регулируемой обработки. При осуществлении процесса термомеханической регулируемой обработки температуру прокатки регулируют в узком диапазоне согласно составу стали и при необходимости осуществляют охлаждение водой. В результате осуществления процесса термомеханической регулируемой обработки может быть осуществлено рафинирование аустенитных зерен и рафинирование микроструктуры, в результате чего прочность и вязкость стали могут быть улучшены. Предпочтительно, чтобы толщина (минимальный размер) конечной стали (например, стального листа) в результате прокатки была отрегулирована на уровне 6 мм или более.
В результате осуществления процесса термомеханической регулируемой обработки может быть получена сталь, имеющая достаточную вязкость HAZ при сварке, а также достаточную вязкость основного металла.
Примером процесса термомеханической регулируемой обработки может служить, например, метод регулируемой прокатки; метод, сочетающий регулируемую прокатку и ускоренное охлаждение (регулируемая прокатка - ускоренное охлаждение); и метод непосредственной закалки после прокатки и отпуска (закалка сразу после прокатки - отпуск). Предпочтительным является осуществление процесса термомеханической регулируемой обработки, включающего комбинацию регулируемой прокатки и ускоренного охлаждения. Кроме того, после получения стали, даже при повторном нагревании стали до температуры ниже точки превращения Ar3 с целью дегидрогенизации или оптимизации прочности, свойства стали не ухудшаются.
Примеры
Далее настоящее изобретение описано со ссылкой на примеры и сравнительные примеры.
Используя конвертер, непрерывное литье и процесс прокатки, получают стальные листы, имеющие различные составы стали, которые подвергают испытанию на разрыв с целью определения прочности основного металла и испытанию на CTOD сварного соединения.
Сварное соединение, подвергаемое испытанию на CTOD, получают с использованием подводимого для сварки тепла в количестве от 4,5 до 5,0 кДж/мм и дуговой сварки под флюсом (SAW), применяемой в общем испытании на сварку. Как показано на фиг.4А и 4В, зона 5 FL сварного соединения сформирована К-образной канавкой таким образом, что линии сплавления (FL) 9 по существу ортогональны торцевой поверхности стального листа.
В испытании на CTOD используют образец, размер поперечного сечения которого равен t (толщина листа) × 2t, формируя на образце надрез, соответствующий 50% усталостной трещине. Как показано на фиг.4А и 4В, позиции надрезов (надрез 7 FL и IC надрез 8) соответствуют зоне 5 FL (граница WM 3 и HAZ 4) и IC зоне 6 (граница HAZ 4 и ВМ 1). В испытании на CTOD надрез 7 FL и IC надрез 8 каждый раз испытывают при -60°С (по 5 раз каждый, в целом 10 раз).
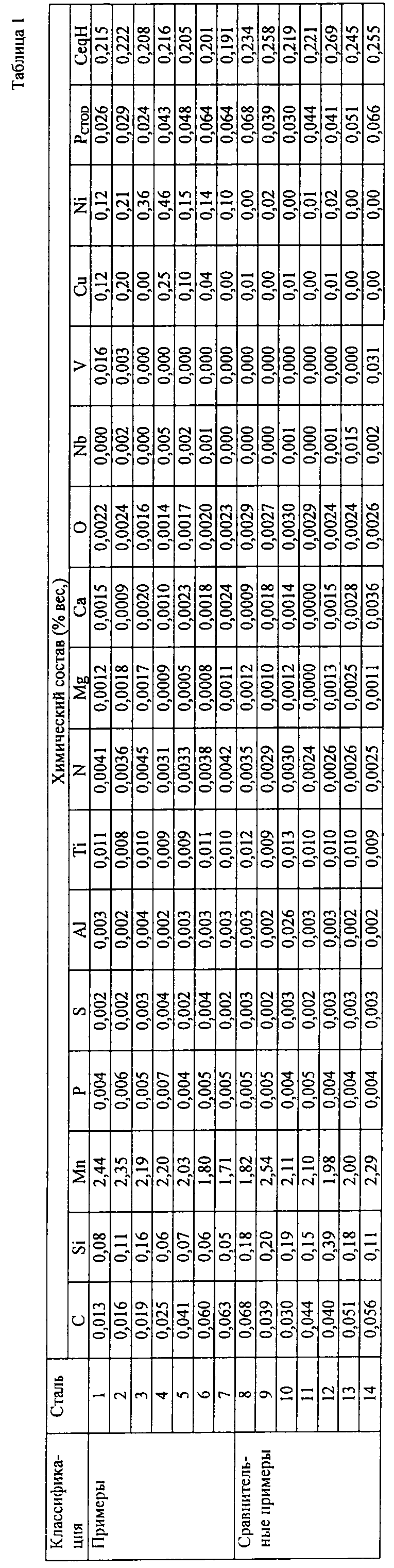
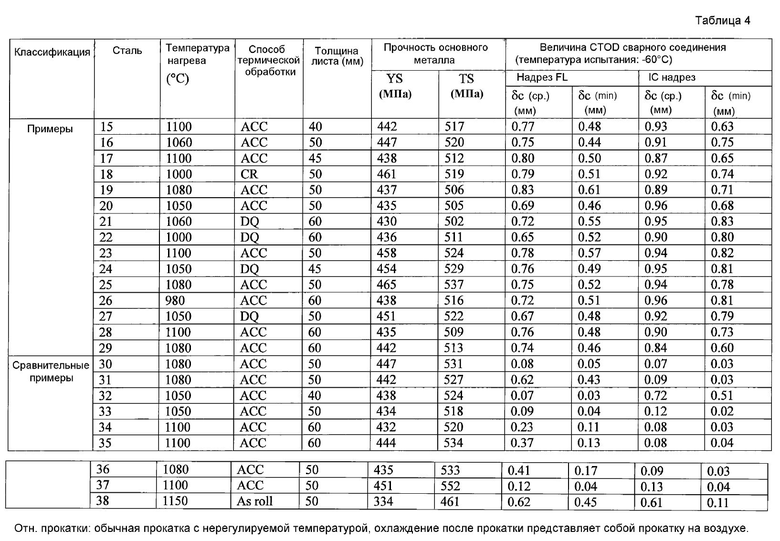
В таблицах 1 и 2 показаны химические составы различных сортов стали, а в таблицах 3 и 4 показаны условия получения стального листа (основной металл), свойства основного металла (ВМ) и свойства сварного соединения.
Кроме того, в таблицах 3 и 4 использованы следующие символы метода термической обработки:
CR: регулируемая прокатка (прокатка при оптимальном температурном интервале для улучшения прочности и вязкости стали);
АСС: регулируемая прокатка - ускоренное охлаждение (сталь охлаждают водой до температуры, составляющей от 400 до 600°С после регулируемой прокатки, а затем охлаждают на воздухе);
DQ: закалка сразу после прокатки - отпуск (сталь подвергают закалке до 200°С или менее сразу после прокатки, а затем подвергают отпуску).
Кроме того, что касается результатов испытания на CTOD сварного соединения, приведенных в таблицах 3 и 4, δс (av) (ср.) представляет среднее значение величин CTOD для пяти испытаний, а δс (min) представляет минимальное значение величин CTOD для пяти испытаний.
В примерах 1-7 и 15-29 предел текучести (YS) составляет 430 Н/мм2 (МПа) или более, прочность на растяжение составляет 502 Н/мм2 (МПа) или более, поэтому прочность основного металла является достаточной. Что касается величины CTOD (δс) при -60°С, минимальное значение δс (min) величины CTOD в надрезе FL составляет 0,42 мм или более, минимальное значение δс (min) величины CTOD в IC надрезе составляет 0,60 мм или более, поэтому вязкость разрушения является высокой.
С другой стороны, в сравнительных примерах сталь имеет такую же прочность, как и в простых примерах, однако величина CTOD является низкой по сравнению с простыми примерами, поэтому она является неподходящей для использования в качестве стали в жестких внешних условиях.
В сравнительных примерах 8 и 30 содержание С в стали является высоким, и параметр PCTOD компонента стали, и параметр CeqH твердости компонента стали также являются высокими. Поэтому как величина CTOD надреза FL, так и величина CTOD IC надреза являются небольшими.
В сравнительных примерах 9, 12-14, 30, 31, 34 и 35 параметр CeqH твердости компонента стали является высоким. Поэтому, в частности, как величина CTOD надреза IC надреза является небольшой.
В сравнительных примерах 10 и 32 содержание Al в стали является высоким. Поэтому, в частности, регулирование структуры участка FL является недостаточным, а величина CTOD надреза FL является небольшой.
В сравнительных примерах 13 и 36 содержание Nb в стали является высоким. Поэтому, в частности, величина CTOD IC надреза является небольшой.
В сравнительных примерах 12 и 34 содержание Si в стали является высоким, и параметр CeqH твердости компонента стали является высоким. Поэтому, в частности, величина CTOD IC надреза является небольшой.
В сравнительных примерах 14 и 35 содержание V в стали является высоким, и параметр PCTOD компонента стали и параметр CeqH твердости компонента стали являются высокими. Поэтому как величина CTOD надреза FL, так и величина CTOD IC надреза являются небольшими.
Содержание Al является высоким в сравнительной стали 10, Mg и Ca отсутствуют в сравнительной стали 11, содержание Si является высоким в сравнительной стали 12, количество Mg+Ca является избыточным, и CeqH также является высоким благодаря высокому содержанию Nb в сравнительной стали 13, количество Ca является избыточным, а величины как PCTOD, так и CeqH являются высокими благодаря высокому содержанию V в сравнительной стали 14, поэтому величина CTOD является небольшой во всех из них.
В сравнительной стали 31 содержание Mn является избыточным, поэтому величина CeqH является высокой, а величина CTOD IC надреза является небольшой.
В сравнительной стали 32 величины PCTOD и CeqH являются соответствующими, однако регулирование структуры поблизости от FL является недостаточным из-за высокого содержания Al, поэтому величина CTOD надреза FL является небольшой.
В сравнительной стали 33 количество Mg+Ca является избыточным, и величины PCTOD и CeqH являются высокими, поэтому значение CTOD надреза FL и IC надреза также является небольшим.
В сравнительной стали 34 количество Si является избыточным, Mg и Ca отсутствуют, и величина CeqH является высокой, поэтому значение CTOD надреза FL и IC надреза является небольшим.
Содержание V является избыточным в сравнительной стали 35, а содержание Nb является избыточным в сравнительной стали 22, поэтому CeqH является высоким, и в частности, величина CTOD IC надреза является небольшой.
В описанных выше сравнительных примерах 8-14 и 30-38, что касается величины CTOD (δс) при -60°С, минимальное значение δс (min) величины CTOD в надрезе FL составляет менее 0,43 мм, минимальное значение δс (min) величины CTOD в IC надрезе составляет менее 0,60 мм, поэтому вязкость разрушения является недостаточной.
На фиг.5 показаны результаты сложения связи между параметром твердости CeqH состава стали и величиной CTOD (δс) зоны IC при -60°С, приведенные в таблицах 1-4. Как показано на фиг.5, в том случае, если каждый компонент в стали и параметр PCTOD состава стали удовлетворяют описанным выше условиям, может быть получена сталь, минимальное значение δс (min) величины CTOD в IC надрезе которой составляет 0,25 мм или более, в результате подавления параметром твердости CeqH состава стали до 0,235% или менее. Кроме того, даже в том случае, когда параметр твердости CeqH состава стали равен 0,235% или менее, если каждый компонент в стали и параметр PCTOD состава стали не удовлетворяют описанным выше условиям, получение стали, минимальное значение δс (min) величины CTOD которой составляет 0,25 мм или более (например, сравнительные примеры 8 и 37), является невозможным.


Промышленная применимость
Согласно настоящему изобретению может быть получена сталь для сварной конструкции, обладающая высокой характеристикой CTOD в зоне термического влияния при сварке с небольшим количеством подводимого тепла или средним количеством подводимого тепла, а также осуществлен способ ее получения.



Изобретение относится к области металлургии, а именно к получению стали, используемой для изготовления сварных конструкций. Методом непрерывной отливки получают сляб, содержащий в вес.%: С от 0,010 до 0,065, Si от 0,05 до 0,20, Mn от 1,52 до 2,70, Ni от 0,10 до 1,50, Ti от 0,005 до 0,015, O от 0,0010 до 0,0045, N от 0,002 до 0,006, Mg от 0,0003 до 0,003, Са от 0,0003 до 0,003, с балансом из Fe и неизбежных примесей, в которых содержание Р ограничено до 0,008, S до 0,005, Аl до 0,004, Nb до 0,010, Cu до 0,03, V до 0,020. Нагревают сляб до температуры, составляющей от 950°С до 1100°С, а затем выполняют его термомеханическую регулируемую обработку. Параметр PCTOD стали равен 0,065% или менее, а параметр твердости CeqH равен 0,235% или менее. Сталь обладает высокой прочностью и высокой вязкостью как основного металла, так и металла в зоне термического влияния. 2 н. и 1 з.п. ф-лы, 5 ил., 4 табл., 1 пр.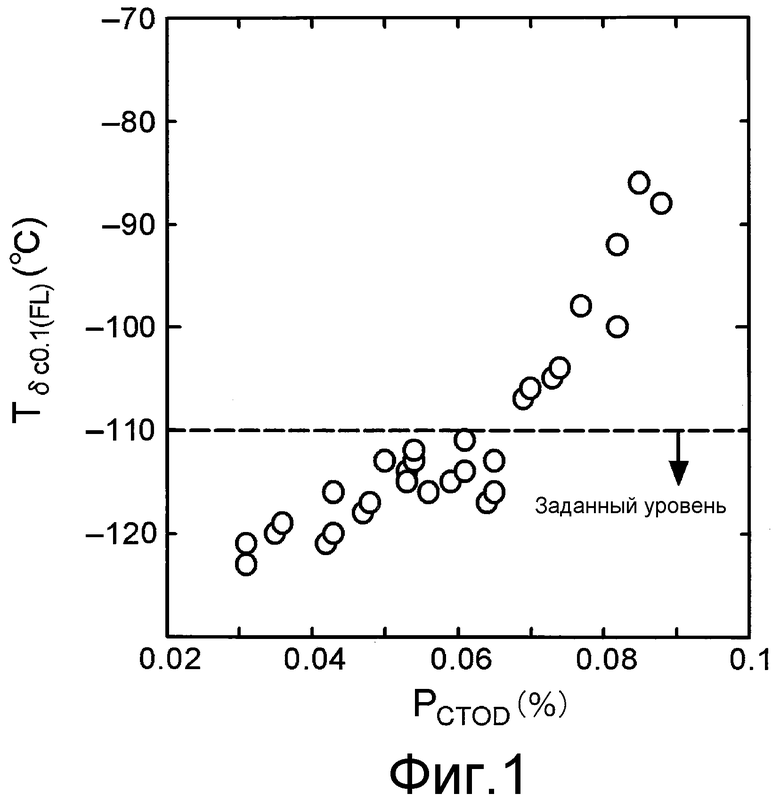
1. Сталь для сварной конструкции, имеющая следующий состав, вес.%:
С как [С]: от 0,010 до 0,065;
Si как [Si]: от 0,05 до 0,20;
Mn как [Mn]: от 1,52 до 2,70;
Ni как [Ni]: от 0,10 до 1,50;
Ti как [Ti]: от 0,005 до 0,015;
О как [О]: от 0,0010 до 0,0045;
N как [N]: от 0,002 до 0,006;
Mg как [Mg]: от 0,0003 до 0,003;
Са как [Са]: от 0,0003 до 0,003;
с балансом из Fe и неизбежных примесей,
в которых содержание Р как [Р] ограничено до 0,008% или менее,
содержание S как [S] ограничено до 0,005% или менее,
содержание Аl как [Аl] ограничено до 0,004% или менее,
содержание Nb как [Nb] ограничено до 0,010% или менее,
содержание Cu как [Cu] ограничено до 0,03% или менее,
содержание V как [V] ограничено до 0,020% или менее,
и в том случае, если параметр РCTOD стального компонента определяется по следующей формуле (1):

а параметр твердости CeqH стального компонента определяется по следующей формуле (2):

2. Сталь для сварной конструкции по п.1, в которой общее содержание Mg и Ca дополнительно ограничено до 0,0030 вес.% или менее.
3. Способ получения стали для сварной конструкции, включающий:
непрерывную отливку стали для получения сляба, удовлетворяющего составу по п.1 или 2; и
нагрев сляба до температуры от 950 до 1100°С, а затем термомеханическую регулируемую обработку сляба.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ СТАЛЕЙ | 1998 |
|
RU2210603C2 |
| ВЫСОКОПРОЧНАЯ СВАРИВАЕМАЯ СТАЛЬ И ЕЕ ВАРИАНТЫ | 1996 |
|
RU2136775C1 |
| СТАЛЬ, ИМЕЮЩАЯ ВЫСОКУЮ УДАРНУЮ ВЯЗКОСТЬ В ЗОНЕ ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ ПРИ СВАРКЕ | 1997 |
|
RU2135622C1 |
| НИЗКОЛЕГИРОВАННАЯ, ПРАКТИЧЕСКИ НЕ СОДЕРЖАЩАЯ БОРА СТАЛЬ | 1998 |
|
RU2215813C2 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

