Область техники, к которой относится изобретение
Настоящее изобретение относится к стойкой к истиранию толстолистовой стали или стальному листу, имеющему толщину листа 4 мм или больше, который предпочтительно используется в строительных материалах, производственных станках, кораблестроении, стальных трубах, в гражданском строительстве, архитектуре или тому подобном, и более конкретно к стойкой к истиранию толстолистовой стали или стальному листу, который демонстрирует превосходную ударную вязкость и превосходную стойкость к замедленному разрушению.
Уровень техники
Когда горячекатаная толстолистовая сталь применяется для получения продукции из конструкционной стали, машин, механизмов или тому подобного в агрегатных станках, производственных станках, кораблестроении, стальных трубах, гражданском строительстве, архитектуре или тому подобном, может возникнуть ситуация, когда требуется толстолистовая сталь, обладающая характеристикой стойкости к истиранию. Традиционно, для придания стальному изделию характеристики превосходной стойкости к истиранию, обычно повышается твердость, причем твердость стального изделия может быть значительно повышена путем получения стального изделия в мартенситной однофазной микроструктуре. Увеличение содержания твердого раствора углерода также эффективно повышает твердость непосредственно мартенситной микроструктуры.
Соответственно, стойкая к истиранию толстолистовая сталь демонстрирует высокую склонность к холодному растрескиванию, так что толстолистовая сталь обычно демонстрирует плохую ударную вязкость сварного шва; в силу этого, когда стойкая к истиранию толстолистовая сталь используется при получении сварной стальной конструкции, обычно, стойкая к истиранию толстолистовая сталь расслаивается к поверхности стальной детали, которая находится в контакте со скальной породой, грунтом и песком или тому подобным в качестве обшивки. Например, по отношению к контейнеру амортизированного грузового автомобиля, известны случаи, когда контейнер монтируется с использованием малоуглеродистой стали и, после этого стойкая к истиранию толстолистовая сталь расслаивается только к наружной поверхности контейнера, которая находится в контакте с грунтом и песком.
Однако в технологии производства, в которой стойкая к истиранию толстолистовая сталь расслаивается после сборки сварной стальной конструкции, увеличиваются производственные усилия и стоимость производства. Соответственно, существует спрос на стойкую к истиранию толстолистовую сталь, которая может быть использована в качестве несущего элемента сварной стальной конструкции, и указанная стойкая к истиранию толстолистовая сталь была предложена, например, в патентных документах 1-5.
Патентный документ 1 относится к стойкой к истиранию толстолистовой стали, которая демонстрирует превосходную стойкость к замедленному разрушению, и к способу производства стойкой к истиранию толстолистовой стали. В патентном документе 1 указано, что для улучшения стойкости к замедленному разрушению стали, которая дополнительно содержит один, два или больше типов компонентов, выбранных из группы, состоящей из Cu, V, Ti, В и Са в композиции, где содержится мало Si, мало Р, мало S, Cr, Мо и Nb, сталь подвергается закалке с цементационного нагрева (в последующем также называется ЗЦН), и, в случае необходимости, проводится отпуск.
[0005] Патентный документ 2 относится к стали, обладающей характеристикой высокой стойкости к истиранию, и к способу получения стальной продукции. В патентном документе 2, описана сталь, которая имеет композицию состава: от 0,24 до 0,3 С, Ni, Cr, Мо, В; причем система соответствует параметрической формуле, в которую входит содержание указанных выше элементов, и включает мартенсит, содержащий от 5 до 15% по объему аустенитной или мартенситной структуры и бейнитной структуры, таким образом, улучшается характеристика стойкости к истиранию. В патентном документе 2 также описано, что сталь, содержащая вышеуказанные компоненты, охлаждается со скоростью 1°С/сек или больше при температуре между температурой аустенизации и 450°С.
Патентный документ 3 относится к стойкому к истиранию стальному изделию, которое демонстрирует превосходную ударную вязкость и превосходную стойкость к замедленному разрушению, и к способу получения стойкого к истиранию стального изделия. В патентном документе 3 описано стальное изделие, которое имеет композицию, содержащую Cr, Ti, и В в качестве обязательных компонентов, где поверхностный слой образуется из отпущенного мартенсита, внутренняя часть образуется из отпущенного мартенсита и отпущенной низшей бейнитной структуры, причем определяется соотношение геометрических размеров диаметра зерен предшествующего аустенита в направлении толщины стенки и в направлении прокатки. Кроме того, в патентном документе 3 описано, что сталь, содержащая указанные компоненты, подвергается горячей прокатке при температуре 900°С или ниже и при совокупном коэффициенте вытяжки, равном 50% или больше, после этого, подвергается закалке с цементационного нагрева и отпуску.
Патентный документ 4 относится к стойкому к истиранию стальному изделию, которое демонстрирует превосходную ударную вязкость и превосходную стойкость к замедленному разрушению, и к способу получения стойкого к истиранию стального изделия. В патентном документе 4, описано стальное изделие, которое имеет композицию, содержащую Cr, Ti и В в качестве обязательных компонентов, где поверхностный слой образуется из мартенсита, и внутренняя часть образуется из смешанной структуры мартенсита и низшей бейнитной структуры или низшей бейнитной однофазной структуры, причем определяется коэффициент вытяжки зерен предшествующего аустенита, выраженный соотношением геометрических размеров между диаметром зерен предшествующего аустенита в центральном положении толщины листа и диаметром зерен предшествующего аустенита в направлении прокатки. Кроме того, в патентном документе 4 описано, что сталь указанного состава подвергается горячей прокатке при температуре 900°С или ниже и при совокупном коэффициенте вытяжки 50% или больше и, после этого, подвергается закалке с цементационного нагрева.
Патентный документ 5 относится к стойкой к истиранию стали, которая демонстрирует превосходную свариваемость, превосходную характеристику стойкости к истиранию и превосходную коррозионную стойкость, и к способу получения стали, стойкой к истиранию. В патентном документе 5 описана сталь, которая содержит от 4 до 9 масс.% Cr в качестве обязательного элемента, содержит один элемент или два элемента из Cu и Ni и соответствует параметрической формуле, в которую входит содержание конкретных компонентов. Кроме того, в патентном документе 5 описано, что сталь указанного состава подвергается горячей прокатке при температуре 950°С или ниже и при совокупном коэффициенте вытяжки равном 30% или больше, и после этого сталь повторно нагревают при температуре Ас3 или больше и подвергают закалке.
Документы уровня техники Патентные документы
Патентный документ 1 - JP-A-5-51691
Патентный документ 2 - JP-A-8-295990
Патентный документ 3 - JP-A-2002-115024
Патентный документ 4 - JP-A-2002-80930
Патентный документ 5 - JP-A-2004-162120
Сущность изобретения
Проблема, решаемая с помощью изобретения
Наиболее серьезной проблемой, относящейся к снижению ударной вязкости при сварке стального материала, является ухудшение ударной вязкости в контактном участке на границе проплавления. В стойкой к истиранию стали, имеющей мартенситную структуру в закаленном состоянии, ухудшение ударной вязкости, которое называется охрупчиванием при низкотемпературном отпуске, возникает как проблема также в зоне влияния теплоты сварки (в последующем также называется ЗВТ), которая повторно нагревается до температуры около 300°С, вдали от границы проплавления. Полагают, что охрупчивание при низкотемпературном отпуске вызывается синергическим взаимодействием между морфологическим изменением карбида в фазе мартенсита и межкристаллитным выделением примесных элементов или тому подобного.
В области, которая повторно нагревается до температуры охрупчивания при низкотемпературном отпуске, при совместном воздействии водорода, который проникает в сварной шов из защитного газа во время сварки, и остаточного напряжения, генерируемого теплотой сварки, может возникать замедленное разрушение (трещины, которые возникают в сварном шве, вообще называются низкотемпературными трещинами), и особенно вероятно возникновение замедленного разрушения в стойкой к истиранию стали, обладающей высокой прочностью.
Следовательно, при использовании стойкой к истиранию толстолистовой стали в качестве несущего элемента сварной конструкции необходимо усиление ударной вязкости в контактном участке, и в зоне влияния теплоты сварки, которая повторно нагревается до температуры около 300°С, вдали от границы проплавления. Однако традиционная стойкая к истиранию толстолистовая сталь обладает высокой восприимчивостью к холодному растрескиванию сварного шва, и поэтому для предупреждения холодного растрескивания необходимо выпустить водород из листовой стали и снизить остаточное напряжение листовой стали за счет проведения обработки, такой как предварительный и последующий нагрев до и после сварки.
В патентных документах 1 и 2 не описано повышение ударной вязкости сварного шва в стойкой к истиранию стали, и в патентных документах 3 и 4 также описана микроструктура, которая необходима для повышения ударной вязкости базового материала. Хотя в патентном документе 5 исследована свариваемость и характеристика стойкости к истиранию сварного шва, в этом исследовании не поставлена цель - повышение ударной вязкости сварного шва. Таким образом, стойкие к истиранию стали, предложенные в патентных документах 1-5 и тому подобное не являются оптимальными в отношении усовершенствования ударной вязкости, а также стойкости к замедленному разрушению сварного шва.
Соответственно, цель настоящего изобретения заключается в разработке стойкой к истиранию толстолистовой стали, которая демонстрирует превосходную ударную вязкость сварного шва и превосходную стойкость к замедленному разрушению, не вызывая снижения производительности и увеличения производственных затрат. В настоящем изобретении ударная вязкость сварного шва означает ударную вязкость в зоне влияния теплоты сварки, и превосходная ударная вязкость сварного шва конкретно означает, что ударная вязкость является превосходной в контактном участке и в области охрупчивания при низкотемпературном отпуске.
Пути решения проблемы
С целью достижения поставленной выше цели авторы настоящего изобретения выполнили подробные исследования различных факторов, которые определяют химические компоненты толстолистовой стали, способ получения толстолистовой стали и микроструктуру толстолистовой стали, для того чтобы гарантировать ударную вязкость сварного шва и стойкость к замедленному разрушению по отношению к стойкой к истиранию толстолистовой стали, и получили следующие данные.
1. Для обеспечения превосходной характеристики стойкости к истиранию, является обязательным образование базовой микроструктуры или основной микроструктуры толстолистовой стали в мартенсите. С этой целью является важным строгий контроль химического состава толстолистовой стали, и таким образом обеспечивается характеристика закалки.
2. Для достижения превосходной ударной вязкости сварного шва, необходимо подавить укрупнение частиц кристаллитов в контактном участке, и с этой целью действенным является использование эффекта пиннинга путем диспергирования мелких осадочных частиц в толстолистовой стали.
3. Для обеспечения превосходной ударной вязкости и подавления замедленного разрушения в температурной области охрупчивания при низкотемпературном отпуске зоны, находящейся под влиянием теплоты сварки, является важным надлежащий контроль количества легирующих элементов, таких как С, Mn, Cr, Р.
Настоящее изобретение было выполнено путем дальнейшего изучения указанных выше данных. Таким образом, настоящее изобретение относится к следующему:
1. Стойкая к истиранию толстолистовая сталь, обладающая превосходной ударной вязкостью сварного шва и превосходной стойкостью к замедленному разрушению, и имеющая состав, содержащий в масс.%: от 0,20 до 0,30% С, от 0,05 до 1,0% Si, от 0,40 до 1,2% Mn, от 0,010% или меньше Р, от 0,005% или меньше S, от 0,40 до 1,5% Cr, от 0,005 до 0,025% Nb, от 0,005 до 0,03% Ti, от 0,1% или меньше Al, от 0,01% или меньше N, остальное Fe и неизбежные примеси, где коэффициент закаливания DI*, выраженный формулой (1), составляет 45 или больше, и базовая фаза микроструктуры образуется из мартенсита,

где цифры при соответствующих элементах означают содержание (масс.%) этих элементов.
2. Стойкая к истиранию толстолистовая сталь, обладающая превосходной ударной вязкостью сварного шва и превосходной стойкостью к замедленному разрушению, описанная в п.1, где в состав стали дополнительно входит один, два или больше компонентов, выбранных из группы, состоящей из (в масс.%): от 0,05 до 1,0% Мо, от 0,05 до 1,0% W и от 0,0003 до 0,0030% В.
3. Стойкая к истиранию толстолистовая сталь, обладающая превосходной ударной вязкостью сварного шва и превосходной стойкостью к замедленному разрушению, описанная в п.1 или 2, где в состав стали дополнительно входит, в масс.%: один, два или больше компонентов, выбранных из группы, состоящей из 1,5% или меньше Cu, 2,0% или меньше Ni, и от 0,1% или меньше V.
4. Стойкая к истиранию толстолистовая сталь, обладающая превосходной ударной вязкостью сварного шва и превосходной стойкостью к замедленному разрушению, описанная в любом из пп.1-3, где в состав стали дополнительно входит, в масс.%: один, два или больше компонентов, выбранных из группы, состоящей из 0,008% или меньше редкоземельных элементов (РЗЭ), от 0,005% или меньше Са, и от 0,005% или меньше Mg.
5. Стойкая к истиранию толстолистовая сталь, обладающая превосходной ударной вязкостью сварного шва и превосходной стойкостью к замедленному разрушению, описанная в любом из пп.1-4, где поверхностная твердость толстолистовой стали составляет 400 HBW 10/3000 или больше по шкале твердости Бринеля.
6. Стойкая к истиранию толстолистовая сталь, обладающая превосходной ударной вязкостью сварного шва и превосходной стойкостью к замедленному разрушению, описанная в любом из пп.1-5, где коэффициент закаливания DI* составляет 180 или меньше.
7. Стойкая к истиранию толстолистовая сталь, обладающая превосходной ударной вязкостью сварного шва и превосходной стойкостью к замедленному разрушению, описанная в любом из пп.1-6, где содержание компонентов в толстолистовой стали соответствует следующей формуле (2).

где цифры при соответствующих элементах означают содержание (масс.%) этих элементов.
Преимущества изобретения
В соответствии с настоящим изобретением можно получить стойкую к истиранию толстолистовую сталь, обладающую превосходной ударной вязкостью и превосходной стойкостью к замедленному разрушению сварного шва. Настоящее изобретение вносит большой вклад в повышение эффективности производства и безопасности процесса получения структуры стали, таким образом, изобретение приобретает значительный промышленный эффект.
Краткое описание чертежей
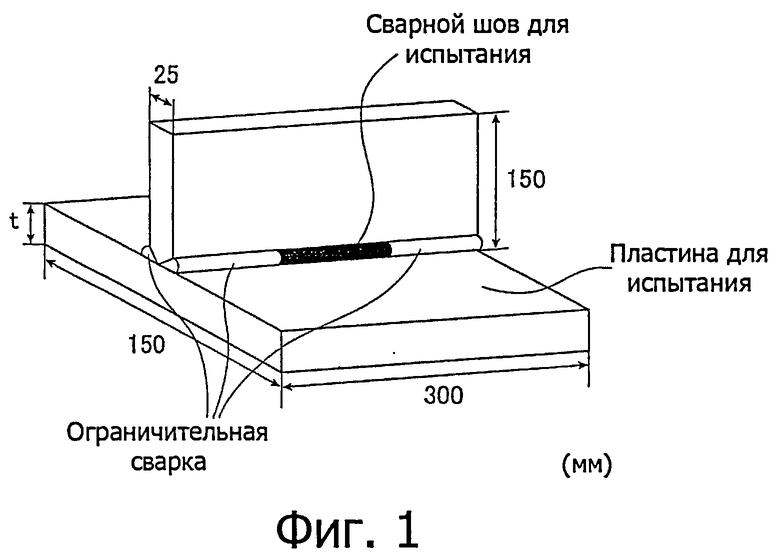
На фиг.1 приведен вид, объясняющий испытание на растрескивание углового сварного шва таврового профиля.
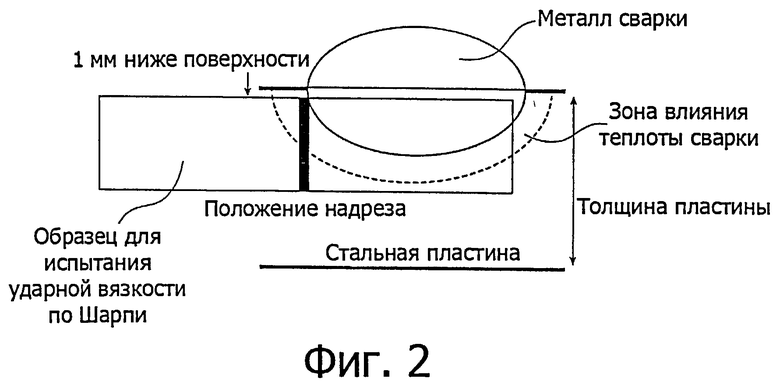
На фиг.2 показано положение, где образец для испытания ударной вязкости по Шарпи взят из сварного шва.
Осуществление изобретения Настоящее изобретение определяет состав и микроструктуру стали.
Состав
В следующем ниже описании % означает масс.%. С: от 0,20 до 0,30%
Углерод является важным элементом для повышения твердости мартенсита и для обеспечения превосходной характеристики стойкости к истиранию толстолистовой стали. Для получения указанных эффектов необходимо, чтобы толстолистовая сталь содержала углерод от 0,20% или больше. С другой стороны, когда содержание С превышает 0,30%, ухудшается не только свариваемость, но также ударная вязкость контактного участка и ударная вязкость в области низкотемпературного отпуска сварного шва. Соответственно, содержание углерода ограничивается значением, которое находится в диапазоне от 0,20 до 0,30%. Предпочтительно, содержание С ограничивается значением, которое находится в диапазоне от 0,20 до 0,28%.
Si: от 0,05 до 1,0%
Кремний действует как раскислитель, причем Si является необходимым не только для получения стали, но также Si оказывает влияние на повышение твердости толстолистовой стали за счет упрочнения твердым раствором, когда кремний присутствует в стали в виде твердого раствора. Кроме того, Si оказывает подавляющее влияние на ухудшение ударной вязкости сварного шва, в области охрупчивания при отпуске в зоне воздействия теплоты сварки. Для получения указанных эффектов необходимо, чтобы толстолистовая сталь содержала от 0,05% или больше Si. С другой стороны, когда содержание Si превышает 1,0%, значительно ухудшается ударная вязкость многопроходного сварного шва в зоне, находящейся под воздействием теплоты сварки. Соответственно, содержание Si ограничивается значением, которое находится в диапазоне от 0,05 до 1,0%. Предпочтительно, содержание Si ограничивается значением, которое находится в диапазоне от 0,07 до 0,5%.
Mn: от 0,40 до 1,2%
Марганец оказывает влияние на повышение закаливаемости стали, и для обеспечения твердости базового материала необходимо, чтобы толстолистовая сталь содержала от 0,40% или больше Mn. С другой стороны, когда содержание Mn превышает 1,2%, ухудшается не только ударная вязкость, пластичность и свариваемость базового материала, но также ускоряется межкристаллитное выделение фосфора, в результате ускоряется генерация замедленного разрушения. Соответственно, содержание Mn ограничивается значением, которое находится в диапазоне от 0,40 до 1,2%. Предпочтительно, содержание Мn ограничивается значением, которое находится в диапазоне от 0,40 до 1,1%.
Р: от 0,010% или меньше
Когда содержание Р превышает 0,010%, фосфор сегрегируется на межзеренной границе, выделившийся фосфор становится областью инициирования замедленного разрушения, что ухудшает ударную вязкость многопроходного сварного шва. Соответственно, верхний предел содержания Р устанавливается до 0,010%, причем желательно, чтобы содержание Р устанавливалось на минимально возможном уровне. Поскольку избыточное снижение содержания фосфора повышает затраты на очистку и становится экономически невыгодным, содержание Р желательно поддерживать на уровне до 0,002% или больше.
S: от 0,005% или меньше
Сера S ухудшает низкотемпературную ударную вязкость и пластичность базового материала, и поэтому желательно устанавливать малое содержание S, с допустимым верхним пределом 0,005%.
Cr: от 0,40 до 1,5%
Хром является важным легирующим элементом настоящего изобретения, и оказывает влияние на повышение закаливаемости стали, и также оказывает подавляющее влияние на ухудшение ударной вязкости шва в области охрупчивания при отпуске в зоне воздействия теплоты сварки. Это обусловлено тем, что включение Cr задерживает диффузию углерода в толстолистовой стали, и поэтому, при повторном нагревании толстолистовой стали до температуры, в области которой происходит охрупчивание при низкотемпературном отпуске, может быть подавлено морфологическое изменение карбида в мартенсите. Для получения указанного эффекта необходимо, чтобы толстолистовая сталь содержала Cr от 0,40% или больше. С другой стороны, когда содержание Cr превышает 1,5%, указанный эффект насыщается, так что не только это становится экономически невыгодным, но также снижается свариваемость. Соответственно, содержание хрома ограничивается значением, которое находится в диапазоне от 0,40 до 1,5%. Предпочтительно, содержание Cr ограничивается значением, которое находится в диапазоне от 0,40 до 1,2%.
Nb: от 0,005 до 0,025%
Ниобий является важным элементом, оказывающим влияние как на улучшение ударной вязкости шва в зоне воздействия теплоты сварки, так и на подавление возникновения замедленного разрушения, путем создания дисперсной микроструктуры базового материала и в зоне воздействия теплоты сварки, вызывая осаждение нитрида углерода, а также путем фиксации твердого раствора азота. Для получения указанных эффектов необходимо, чтобы толстолистовая сталь содержала от 0,005% или больше Nb. С другой стороны, когда содержание ниобия превышает 0,025%, осаждаются крупные частицы нитрида углерода, и возможно возникновение ситуации, когда крупные частицы нитрида углерода становятся областью инициирования разрушения. Соответственно, содержание Nb ограничивается значением, которое находится в диапазоне от 0,005 до 0,025%. Предпочтительно, содержание Nb ограничивается значением, которое находится в диапазоне от 0,007 до 0,023%.
Ti: от 0,005 до 0,03%
Титан оказывает подавляющее влияние на укрупнение зерен в контактном участке сварного шва путем образования нитрида титана TiN, благодаря фиксации твердого раствора азота, и также оказывает подавляющее влияние па ухудшение ударной вязкости и возникновение замедленного разрушения в области температур низкотемпературного отпуска, благодаря уменьшению количества твердого раствора азота. Для получения указанных эффектов необходимо, чтобы толстолистовая сталь содержала титан от 0,005% или больше. С другой стороны, когда содержание Ti превышает 0,03%, осаждается карбид титана TiC, так что ухудшается ударная вязкость базового материала. Соответственно, содержание Ti ограничивается значением, которое находится в диапазоне от 0,005 до 0,03%. Предпочтительно, содержание Ti ограничивается значением, которое находится в диапазоне от 0,007 до 0,025%.
Al: от 0,1% или меньше
Алюминий действует как раскислитель и наиболее часто используется в раскислительной обработке расплавленной стали при получении толстолистовой стали. Кроме того, путем образования нитрида алюминия AlN, благодаря фиксации твердого раствора азота в стали, Al оказывает подавляющее влияние на укрупнение зерен в контактном участке шва, и также оказывает подавляющее влияние на ухудшение ударной вязкости и возникновение замедленного разрушения в области температур низкотемпературного отпуска, благодаря уменьшению количества твердого раствора N. С другой стороны, когда содержание Al превышает 0,1%, алюминий смешивается в сварном шве металла в ходе сварки, и таким образом, ухудшается ударная вязкость сварного шва металла. Соответственно, содержание Al ограничивается до 0,1% или меньше. Предпочтительно, содержание Al ограничивается значением, которое находится в диапазоне от 0,01 до 0,07%.
N: 0,01% или меньше
Азот образует нитрид с ниобием или титаном и оказывает влияние на подавление процесса укрупнения частиц в зоне влияния теплоты сварки. Однако когда содержание N превышает 0,01%, значительно ухудшается ударная вязкость базового материала и ударная вязкость сварного шва, и поэтому содержание N ограничивается до 0,01% или меньше. Предпочтительно, содержание N ограничивается значением, которое находится в диапазоне от 0,0010 до 0,0070%. Остальное приходится на железо и неизбежные примеси.
Согласно настоящему изобретению, для дополнительного улучшения свойств толстолистовой стали, кроме вышеупомянутых основных компонентов системы, толстолистовая сталь может содержать один, два или больше типов компонентов, выбранных из группы, состоящей из Мо, W, В, Cu, Ni, V, РЗЭ, Са и Mg.
Мо: от 0,05 до 1,0%
Молибден является эффективным элементом для значительного повышения закаливаемости и, таким образом, повышения твердости базового материала. Для получения указанного эффекта предпочтительно содержание Мо может составлять 0,05% или больше. Однако, когда содержание Мо превышает 1,0%, молибден отрицательно влияет на ударную вязкость, пластичность и трещиностойкость сварного шва базового материала. Поэтому содержание Мо устанавливается до 1,0% или меньше.
W: от 0,05 до 1,0%
Вольфрам является эффективным элементом для значительного повышения закаливаемости, таким образом, повышается твердость базового материала. Предпочтительно, для получения указанного эффекта содержание W может составлять 0,05% или больше. Однако когда содержание W превышает 1,0%, вольфрам отрицательно влияет на ударную вязкость, пластичность и трещиностойкость сварного шва базового материала. Соответственно, устанавливается содержание W до 1,0% или меньше.
В: от 0,0003 до 0,0030%
Бор является эффективным элементом для значительного повышения закаливаемости, таким образом, при добавлении микроколичества бора увеличивается твердость базового материала. Предпочтительно, для получения указанного эффекта содержание бора может составлять 0,0003% или больше. Однако когда содержание В превышает 0,0030%, бор отрицательно влияет на ударную вязкость, пластичность и трещиностойкость сварного шва базового материала. Соответственно, содержание бора устанавливают до 0,0030% или меньше.
Все металлы Cu, Ni и V являются элементами, которые способствуют повышению прочности стали, причем толстолистовая сталь может содержать соответствующее количество Cu, Ni, V, в зависимости от требуемой прочности толстолистовой стали.
Cu: 1,5% или меньше
Медь является эффективным элементом для повышения закаливаемости и, таким образом, для увеличения твердости базового материала. Предпочтительно, для получения указанного эффекта содержание меди может составлять 0,1% или больше. Однако, когда содержание Cu превышает 1,5%, указанный эффект насыщается, и медь вызывает горячеломкость, в результате ухудшаются поверхностные свойства толстолистовой стали. Соответственно, устанавливают содержание меди до 1,5% или меньше.
Ni: 2,0% или меньше
Никель является эффективным элементом для повышения закаливаемости и, таким образом, для увеличения твердости базового материала. Предпочтительно, для получения указанного эффекта содержание Ni может составлять 0,1% или больше. Однако, когда содержание Ni превышает 2,0%, указанный эффект насыщается, так что добавка становится экономически невыгодной. Соответственно, устанавливают содержание никеля до 2,0% или меньше.
V: от 0,1% или меньше
Ванадий является эффективным элементом для повышения закаливаемости и, таким образом, для увеличения твердости базового материала. Предпочтительно, для получения указанного эффекта содержание V может составлять 0,01% или больше. Однако когда содержание V превышает 0,1%, ухудшается ударная вязкость и пластичность базового материала. Соответственно, устанавливают содержание ванадия до 0,1% или меньше.
Все элементы РЗЭ, Са и Mg способствуют повышению ударной вязкости, причем указанные элементы избирательно добавляют в соответствии с желательными характеристиками толстолистовой стали. При добавлении РЗЭ предпочтительно содержание РЗЭ может составлять 0,002% или больше. С другой стороны, когда содержание РЗЭ превышает 0,008%, указанный эффект насыщается. Соответственно, устанавливается верхний предел РЗЭ до 0,008%.
При добавлении кальция предпочтительно содержание Са может составлять от 0,0005% или больше. С другой стороны, когда содержание Са превышает 0,005%, указанный эффект насыщается. Соответственно, устанавливается верхний предел кальция до 0,005%.
При добавлении магния предпочтительно содержание Mg может составлять от 0,001% или больше. С другой стороны, когда содержание Mg превышает 0,005%, указанный эффект насыщается. Соответственно, устанавливается верхний предел Mg до 0,005%.

где цифры при соответствующих элементах означают содержание (масс.%) этих элементов.
Указанный параметр: DI* (коэффициент закаливаемости) определяется с целью формирования основной структуры базового материала в мартенсите, в результате основной структуре придается характеристика превосходной стойкости к истиранию в диапазоне указанного выше состава, и величина этого параметра устанавливается равной 45 или больше. Когда величина этого параметра устанавливается ниже 45, глубина закалки от поверхностного слоя в направлении толщины листа становится меньше 10 мм и поэтому сокращается срок службы толстолистовой стали в качестве стойкой к истиранию толстолистовой стали.
Когда величина параметра превышает 180, основная структура базового материала представляет собой мартенсит и поэтому основная структура демонстрирует подходящую характеристику стойкости к истиранию. Однако ухудшаются характеристики низкотемпературного растрескивания в процессе сварки и низкотемпературной ударной вязкости сварного шва. Соответственно, величина параметра DI* предпочтительно устанавливается равной 180 или меньше. Более предпочтительно величина параметра DI* устанавливается равной значению, которое находится в диапазоне от 50 до 160.

где цифры при соответствующих элементах означают содержание (масс.%) этих элементов.
Когда основная структура базового материала толстолистовой стали образуется из мартенсита и имеет состав, который демонстрирует превосходную ударную вязкость в контактном участке, а также в области охрупчивания при низкотемпературном отпуске при осуществлении сварки, величина параметра: C+Mn/4-Cr/3+10Р устанавливается равной 0,47 или меньше в диапазоне указанного выше состава. Хотя основная структура базового материала представлена мартенситом и демонстрирует подходящую характеристику стойкости к истиранию, даже когда величина параметра превышает 0,47, ударная вязкость сварного шва значительно ухудшается. Предпочтительно, величина указанного параметра может составлять 0,45 или меньше. Микроструктура
Согласно настоящему изобретению, для улучшения характеристики стойкости к истиранию, определяется, что базовая фаза или микроструктура толстолистовой стали представляет собой мартенсит. Такая структура как бейнит или феррит, отличающаяся от мартенсита, снижает характеристику стойкости к истиранию, и поэтому предпочтительно такую структуру не смешивают с мартенситом насколько это возможно. Однако, когда общее отношение площадей указанных структур составляет меньше чем 10%, можно пренебречь влиянием, которое оказывают эти структуры. Кроме того, когда поверхностная твердость толстолистовой стали составляет меньше чем 400 HBW10/3000 по шкале твердости Бринеля, сокращается срок службы толстолистовой стали, стойкой к истиранию. Соответственно, желательно поверхностная твердость устанавливается равной 400 HBW10/3000 или больше по шкале твердости Бринеля.
Согласно настоящему изобретению в разработанной стали микроструктура контактного участка представляет собой смешанную структуру мартенсита и бейнита. Такая структура как феррит, отличающаяся от мартенсита и бейнита, снижает характеристику стойкости к истиранию, и поэтому предпочтительно такую структуру не смешивают насколько это возможно. Однако когда общее отношение площадей указанных структур составляет меньше чем 20%, можно пренебречь влиянием, которое оказывают эти структуры.
Кроме того, в стали, разработанной согласно настоящему изобретению, для обеспечения ударной вязкости контактного участка предпочтительно, чтобы частицы карбонитрида Nb и Ti, имеющие средний размер частиц 1 мкм или меньше, присутствовали в количестве 1000 штук/мм2 или больше, средний размер частиц предшествующего аустенита меньше чем 200 мкм, и средний размер частиц низшей микроструктуры, окруженной межзеренной границей с большим наклоном, имеющей радиальную вогнутость 15° или больше, составляет меньше чем 70 мкм.
Согласно настоящему изобретению стойкая к истиранию сталь может быть получена в следующих условиях производства. В объяснении, следующем ниже, обозначение «°С», относящееся к температуре, означает температуру в месте половины толщины листа. Предпочтительно, чтобы расплавленная сталь, имеющая вышеуказанный состав, была получена известным способом производства расплавленной стали, причем расплавленная сталь образовалась внутри сырьевого стального изделия, такого как плоская заготовка, имеющая заданный размер, с использованием процесса непрерывной разливки или способа получения слитка на блюминге.
Затем полученное сырьевое стальное изделие немедленно подвергается горячей прокатке без охлаждения или подвергается горячей прокатке с последующим нагреванием при температуре от 950 до 1250°С после охлаждения образовавшейся таким образом толстолистовой стали, имеющей желательную толщину листа. Сразу после горячей прокатки проводится охлаждение водой, или закалка осуществляется после повторного нагрева. После этого, в случае необходимости, осуществляется отпуск при температуре 300°С или ниже.
Вариант осуществления 1
Стальные плоские заготовки различного состава, показанные в таблице 1, которые получены с использованием конвертера стали, рафинирования в ковше и метода непрерывной разливки, нагревают при температуре от 1000 до 1250°С, и после этого стальные плоские заготовки подвергаются горячей прокатке в условиях производства, показанных в таблице 2. После прокатки, охлаждающая вода (закалка (ЗЦН)) подается на некоторые листы стали. Что касается других листов стали, после прокатки они подвергаются охлаждению воздухом, и после повторного нагрева осуществляется охлаждение водой (закалка (RQ)).
Для полученных листов стали проводятся измерения поверхностной твердости, оценка характеристики стойкости к истиранию, измерения ударной вязкости базового материала, испытание на растрескивание углового сварного шва таврового профиля (оценка характеристики стойкости к замедленному разрушению), испытание искусственной зоны влияния теплоты сварки и испытание ударной вязкости сварного шва для реального сварного соединения в соответствии со следующими методиками. Полученные результаты показаны в таблице 3.
Поверхностная твердость 1
Измерение поверхностной твердости проводится для каждого листа стали в соответствии с условиями стандарта JIS Z 2243 (1998) для измерения поверхностной твердости ниже поверхностного слоя (твердость поверхности, измеренная после удаления окалины с поверхностного слоя). В этом измерении используются твердые вольфрамовые шары, имеющие диаметр 10 мм, при заданной нагрузке 3000 килограмм-силы.
Ударная вязкость базового материала 1
Для каждого листа стали отбирают образец с V-образным надрезом в направлении, перпендикулярном направлению прокатки в положении, удаленном от поверхности толстолистовой стали на 1/4 от толщины листа в соответствии с условием JIS Z 2202(1998), и проводят испытание ударной вязкости по Шарпи при трех соответствующих температурах в отношении каждого листа стали в соответствии с условием JIS Z 2242 (1998), определяют величины поглощенной энергии при температуре испытания 0°С и оценивают ударную вязкость базового материала. Температуру испытания 0°С выбирают с учетом использования толстолистовой стали в теплой зоне.
Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (также обозначается как vE0) при температуре испытания 0°С составляет 30 Дж или больше, определяется как толстолистовая сталь, обладающая превосходной ударной вязкостью базового материала (в рамках настоящего изобретения).
Характеристика стойкости к истиранию 1
Что касается характеристики стойкости к истиранию, для каждого листа стали проводится испытание на абразивное истирание резинового колеса в соответствии с условием стандарта ASTM G65. Испытание проводится с использованием образцов, которые имеют размеры: толщина листа 10 мм × ширина (w) 75 мм × длина 20 мм (L) (t (толщины листа) × 75 мм (w) × 20 мм (L), когда толщина листа меньше, чем 10 мм), и с использованием абразивного песка, полученного из 100% SiO2 в качестве истирающего материала.
Массу образца измеряют до и после испытания, и определяют износ образца. Результаты испытания оценивают на основе показателя износостойкости: (износ листа мягкой стали)/(износ каждого листа стали) с использованием износа листа мягкой стали (SS400) в качестве стандарта (1,0). Это означает, что чем выше показатель износостойкости, тем более превосходной является характеристика стойкости к истиранию, и по отношению к объему настоящего изобретения, толстолистовая сталь, для которой показатель износостойкости составляет 4,0 или больше, считается превосходной.
Замедленное разрушение 1
В испытании на растрескивание углового сварного шва таврового профиля, проводят ограничительную сварку для образцов, каждый из которых смонтирован в Т-форму, как показано на фигуре 1, с использованием дуговой сварки металлическим покрытым электродом, и после этого проводят испытание на свариваемость при комнатной температуре (25°С × при влажности 60%) или после предварительного нагрева до 100°С.
Метод сварки представляет собой дуговую сварку металлическим покрытым электродом (сварочный материал: LB52UL (4,0 мм Ф), где подводимая теплота составляет 17 кДж/см, и осуществляется сварка 3 слоев и 6 проходов. После испытания образцы выдерживают при комнатной температуре в течение 48 часов, и после этого из пластины для испытании отбирают 5 перекрестных сварных образцов для выборочного обследования (буртик длиной 200 мм делят на 5 равных частей), и обследуют на наличие или отсутствие возникающих трещин в зоне, находящейся под влиянием теплоты сварки с помощью проекционной установки и оптического микроскопа. В образцах, приготовленных без предварительного нагрева, а также в образцах, приготовленных с предварительным нагревом при температуре 100°С, в 5 соответствующих образцах перекрестной выборки, вообще не были обнаружены образцы, в которых возникли трещины в зоне, находящейся под влиянием теплоты сварки; эти образцы охарактеризованы как превосходные по стойкости к замедленному разрушению.
Ударная вязкость сварного шва 1-1
В испытании искусственной зоны влияния теплоты сварки моделируется низкотемпературный отпуск контактного участка, где проводится однопроходная дуговая сварка в среде защитного газа CO2, с подводимой теплотой 17 кДж/см. При моделировании контактного участка указанный участок выдерживают при температуре 1400°С в течение 1 секунды и охлаждают со скоростью охлаждения 30°С/с от 800 до 200°С. С другой стороны, при моделировании области охрупчивания при низкотемпературном отпуске, указанную область охрупчивания выдерживают при температуре 300°С в течение 1 секунды и охлаждают со скоростью 5°С/с от 300 до 100°С.
Испытательный образец проката квадратного сечения, отобраный в направлении прокатки, подвергают воздействию вышеуказанного термического цикла с помощью механизма высокочастотного индукционного нагрева, и после этого, проводят испытание ударной вязкости по Шарпи для образца с V-образным надрезом в соответствии с условием JIS Z 2242 (1998). Испытание ударной вязкости по Шарли проводят для трех образцов каждой толстолистовой стали при установленной температуре испытания 0°С.
Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (vE0) в контактном участке и в области охрупчивания при низкотемпературном отпуске составляет 30 Дж или больше, определена как толстолистовая сталь, имеющая превосходную ударную вязкость сварного шва (в объеме настоящего изобретения).
Ударная вязкость сварного шва 1-2
Кроме того, для подтверждения ударной вязкости реального сварного соединения проводят сварку буртика на стальном листе с помощью дуговой сварки металлическим покрытым электродом (подводимая теплота: 17 кДж/см, предварительный нагрев: 150°С, сварочный материал: LB52UL (4,0 ммФ)). Образец для испытания ударной вязкости по Шарпи отбирают в положении на 1 мм ниже поверхности стального листа, и испытание ударной вязкости по Шарпи с V-образным надрезом проводят в соответствии с условием JIS Z 2242 (1998) с использованием положения надреза как контактного участка. На фигуре 2 показано положение отбора образца для испытания ударной вязкости по Шарпи и положение надреза.
Испытание ударной вязкости по Шарпи реального сварного соединения с V-образным надрезом проводят с использованием трех образцов и регулированием температуры испытания при 0°С. Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (vE0) составляет 30 Дж или больше, определена как толстолистовая сталь, имеющая превосходную ударную вязкость в контактном участке (в объеме настоящего изобретения).
В таблице 2 показаны условия производства толстолистовой стали, используемой в испытании, и в таблице 3 показаны результаты вышеупомянутых соответствующих испытаний. В примерах настоящего изобретения (стали №№1-5) образцы имеют поверхностную твердость 400 HBW10/3000 или больше, демонстрируют характеристику превосходной стойкости к истиранию, и ударную вязкость базового материала при 0°С, равную 30 Дж или больше. Кроме того, в испытании на растрескивание углового сварного шва таврового профиля не наблюдаются какие-либо трещины, и образцы настоящего изобретения обладают превосходной ударной вязкостью по отношению к искусственной зоне влияния теплоты сварки, а также ударной вязкостью реального сварного соединения, и поэтому доказано, что образцы настоящего изобретения демонстрируют превосходную ударную вязкость сварного шва.
С другой стороны, по отношению к образцам сравнительных примеров (стали №№6-14), состав которых находится вне объема настоящего изобретения, доказано, что образцы сравнительных примеров не соответствуют желательным характеристикам в отношении одного или нескольких свойств и испытаний поверхностной твердости, стойкости к истиранию, испытаний на растрескивание углового сварного шва таврового профиля, ударной вязкости базового материала, испытания ударной вязкости по Шарпи с воспроизведенным термическим циклом и испытания ударной вязкости по Шарпи реального сварного соединения.
Вариант осуществления 2
Стальные плоские заготовки различного состава, показанные в таблице 4, которые получены с использованием конвертера стали, рафинирования в ковше и метода непрерывной разливки, нагревают при температуре от 1000 до 1250°С, и после этого стальные плоские заготовки подвергаются горячей прокатке в условиях производства, показанных в таблице 5. Охлаждающая вода (закалка (ЗЦН)) подается на некоторые листы стали сразу после прокатки. Что касается других листов стали, после прокатки они подвергаются охлаждению воздухом, и после повторного нагрева осуществляется охлаждение водой (закалка (RQ)).
Для полученных листов стали проводятся измерения поверхностной твердости, оценка характеристики стойкости к истиранию, измерения ударной вязкости базового материала, испытание на растрескивание углового сварного шва таврового профиля (оценка характеристики стойкости к замедленному разрушению), испытание искусственной зоны влияния теплоты сварки и испытание ударной вязкости сварного шва для реального сварного соединения в соответствии со следующими методиками. Полученные результаты показаны в таблице 6.
Поверхностная твердость 2
Измерение поверхностной твердости проводится в соответствии с условиями стандарта JIS Z 2243 (1998), таким образом, измеряется поверхностная твердость ниже поверхностного слоя (твердость поверхности, измеренная после удаления окалины с поверхностного слоя). В этом измерении используются твердые вольфрамовые шары, имеющие диаметр 10 мм, при заданной нагрузке 3000 килограмм-силы.
Ударная вязкость базового материала 2
Для каждого листа стали отбирают образец с V-образным надрезом в направлении, перпендикулярном направлению прокатки в положении, удаленном от поверхности толстолистовой стали на 1/4 от толщины листа в соответствии с условием JIS Z 2202(1998), и проводят испытание ударной вязкости по Шарпи при трех соответствующих температурах в отношении каждого листа стали в соответствии с условием JIS Z 2242 (1998), и определяют величину поглощенной энергии при температуре испытания 0°С и -40°С и оценивают ударную вязкость базового материала. Температуру испытания 0°С выбирают с учетом использования толстолистовой стали в теплом регионе, и испытание при температуре -40°С выбирают с учетом использования толстолистовой стали в холодном регионе.
Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (также обозначается как vE0) при температуре испытания 0°С составляет 30 Дж или больше, среднее из трех значений поглощенной энергии (также обозначается как vE-40) при температуре испытания -40°С составляет 27 Дж или больше, определяется как толстолистовая сталь, обладающая превосходной ударной вязкостью базового материала (в рамках настоящего изобретения). Что касается толстолистовой стали, имеющей толщину листа меньше чем 10 мм, отбирают образец с V-образным надрезом, имеющий уменьшенный размер (5 мм × 10 мм), и подвергают испытанию ударной вязкости по Шарпи. Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (vE0) составляет 15 Дж или больше и среднее из трех значений поглощенной энергии (vE-40) составляет 13 Дж или больше, определяется как толстолистовая сталь, обладающая превосходной ударной вязкостью базового материала (в рамках настоящего изобретения).
Характеристика стойкости к истиранию 2
Что касается характеристики стойкости к истиранию, для каждого листа стали проводится испытание на абразивное истирание резинового колеса в соответствии с условием стандарта ASTM G65. Испытание проводится с использованием образцов, которые имеют размеры: толщина листа 10 мм × ширина (w) 75 мм × длина 20 мм (L) (t (толщины листа) × 75 мм (w) × 20 мм (L), когда толщина листа меньше чем 10 мм), и с использованием абразивного песка, полученного из 100% SiO2 в качестве истирающего материала.
Массу образца измеряют до и после испытания, и определяют износ образца. Результаты испытания оценивают на основе показателя износостойкости: (износ листа мягкой стали)/(износ каждого листа стали) с использованием износа листа мягкой стали (SS400) в качестве стандарта (1,0). Это означает, что чем выше показатель износостойкости, тем более превосходной является характеристика стойкости к истиранию, и по отношению к объему настоящего изобретения, толстолистовая сталь, для которой показатель износостойкости составляет 4,0 или больше, считается превосходной.
Замедленное разрушение 2
В испытании на растрескивание углового сварного шва таврового профиля, проводят ограничительную сварку для образцов, каждый из которых смонтирован в Т-форму, как показано на фигуре 1, с использованием дуговой сварки металлическим покрытым электродом, и после этого проводят испытание на свариваемость при комнатной температуре (25°С, при влажности 60%) или после предварительного нагрева до 100°С.
Метод сварки представляет собой дуговую сварку металлическим покрытым электродом (сварочный материал: LB52UL (4,0 мм Ф), где подводимая теплота составляет 17 кДж/см, и осуществляется сварка 3 слоев и 6 проходов. После испытания образцы выдерживают при комнатной температуре в течение 48 часов, и после этого из пластины для испытания отбирают 5 перекрестных сварных образцов для выборочного обследования (буртик длиной 200 мм делят на 5 равных частей), и обследуют на наличие или отсутствие возникающих трещин в зоне, находящейся под влиянием теплоты сварки с помощью проекционной установки и оптического микроскопа. В образцах, приготовленных без предварительного нагрева, а также в образцах, приготовленных с предварительным нагревом при температуре 100°С, в 5 соответствующих образцах перекрестной выборки, вообще не были обнаружены образцы, в которых возникли трещины в зоне, находящейся под влиянием теплоты сварки; эти образцы охарактеризованы как превосходные по стойкости к замедленному разрушению.
Ударная вязкость сварного шва 2-1
В испытании искусственной зоны влияния теплоты сварки моделируется низкотемпературный отпуск контактного участка, где проводится однопроходная дуговая сварка в среде защитного газа СО2, с подводимой теплотой 17 кДж/см. При моделировании контактного участка указанный участок выдерживают при температуре 1400°С в течение 1 секунды и охлаждают со скоростью охлаждения 30°С/с от 800 до 200°С. Кроме того, при моделировании области охрупчивания при низкотемпературном отпуске, указанную область охрупчивания нагревают при температуре 300°С в течение 1 секунды и охлаждают со скоростью 5°С/с от 300 до 100°С.
Испытательный образец проката квадратного сечения, отобранный в направлении прокатки, подвергают воздействию вышеуказанного термического цикла с помощью механизма высокочастотного индукционного нагрева, и после этого, проводят испытание ударной вязкости по Шарпи для образца с V-образным надрезом в соответствии с условием JIS Z 2242 (1998). Испытание ударной вязкости по Шарпи проводят для трех образцов каждой толстолистовой стали при установленной температуре испытания 0°С и -40°С соответственно.
Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (vE0) составляет 30 Дж или больше и среднее из трех значений поглощенной энергии (vE-40) составляет 27 Дж или больше, определяется как толстолистовая сталь, обладающая превосходной ударной вязкостью сварного шва (в рамках настоящего изобретения).
Что касается толстолистовой стали, имеющей толщину листа меньше чем 10 мм, отбирают образец с V-образным надрезом, имеющий уменьшенный размер (5 мм × 10 мм), и подвергают испытанию ударной вязкости по Шарпи. Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (vE0) составляет 15 Дж или больше и среднее из трех значений поглощенной энергии (vE-40) составляет 13 Дж или больше, определена как толстолистовая сталь, имеющая превосходную ударную вязкость сварного шва (в объеме настоящего изобретения).
Ударная вязкость сварного шва 2-2
Кроме того, для подтверждения ударной вязкости реального сварного соединения проводят сварку буртика на стальном листе с помощью дуговой сварки металлическим покрытым электродом (подводимая теплота: 17 кДж/см, предварительный нагрев: 150°С, сварочный материал: LB52UL (4,0 ммФ)). Образец для испытания ударной вязкости по Шарпи отбирают в положении на 1 мм ниже поверхности стального листа, и испытание ударной вязкости по Шарпи с V-образным надрезом проводят в соответствии с условием JIS Z 2242 (1998) с использованием положения надреза как контактного участка. На фигуре 2 показано положение отбора образца для испытания ударной вязкости по Шарпи и положение надреза.
Испытание ударной вязкости по Шарпи реального сварного соединения с V-образным вырезом проводят с использованием трех образцов, при регулировании температуры испытания при 0°С и -40°С. Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (vE0) составляет 30 Дж или больше и среднее из трех значений поглощенной энергии (vE-40) составляет 27 Дж или больше, определяется как толстолистовая сталь, обладающая превосходной ударной вязкостью в контактном участке (в объеме настоящего изобретения).
Что касается толстолистовой стали, имеющей толщину листа меньше чем 10 мм, отбирают образец с V-образным надрезом, имеющий уменьшенный размер (5 мм × 10 мм), и подвергают испытанию ударной вязкости по Шарпи. Толстолистовая сталь, для которой среднее из трех значений поглощенной энергии (vE0) составляет 15 Дж или больше и среднее из трех значений поглощенной энергии (vE-40) составляет 13 Дж или больше, определена как толстолистовая сталь, имеющая превосходную ударную вязкость в контактном участке (в объеме настоящего изобретения).
В таблице 5 показаны условия производства толстолистовой стали, используемой в испытании, и в таблице 6 показаны результаты вышеупомянутых соответствующих испытаний. В примерах настоящего изобретения (образцы стали №№15-17 (лист стали №17 имеет толщину 8 мм)) образцы имеют поверхностную твердость 400 HBW10/3000 или больше, демонстрируют характеристику превосходной стойкости к истиранию, и ударную вязкость базового материала при 0°С, равную 30 Дж или больше, и ударную вязкость базового материала при -40°С, равную 27 Дж или больше. Кроме того, в испытании на растрескивание углового сварного шва таврового профиля не наблюдаются какие-либо трещины, и образцы настоящего изобретения обладают превосходной ударной вязкостью по отношению к искусственной зоне влияния теплоты сварки, а также ударной вязкостью реального сварного соединения, и поэтому доказано, что образцы настоящего изобретения демонстрируют превосходную ударную вязкость сварного шва.
С другой стороны, подтверждено, что хотя сталь №18, состав которой находится в диапазоне настоящего изобретения, но коэффициент DI* превышает 180, демонстрирует подходящие результаты по характеристикам твердости поверхности, стойкости к истиранию и ударной вязкости базового материала, результаты испытания на растрескивание углового сварного шва таврового профиля, испытания искусственной зоны влияния теплоты сварки и испытания ударной вязкости для реального сварного соединения являются близкими к низшему пределу значений целевых показателей, и поэтому сталь №18 хуже, чем сталь из других примеров настоящего изобретения по характеристике ударной вязкости сварного шва при низкой температуре.
Состав стали №19 по содержанию Si выходит за пределы объема настоящего изобретения. Соответственно, хотя сталь №19 демонстрирует подходящие результаты по характеристикам твердости поверхности, стойкости к истиранию и ударной вязкости базового материала, ухудшаются показатели ударной вязкости в области охрупчивания при низкотемпературном отпуске и в зоне влияния теплоты сварки, и поэтому сталь №19 не может соответствовать целевым показателям в испытании на растрескивание углового сварного шва таврового профиля, испытании ударной вязкости по Шарпи искусственной зоны влияния теплоты, соответствующей области охрупчивания при низкотемпературном отпуске и испытании ударной вязкости по Шарпи для реального сварного соединения.
Хотя состав стали №20 соответствует объему настоящего изобретения, значение параметра, рассчитанного по формуле (2), превышает 0,47. Соответственно, подтверждается, что значение vE-40 является близким к низшему пределу значений показателя настоящего изобретения, как в испытании ударной вязкости по Шарпи искусственной зоны влияния теплоты, так и в испытании ударной вязкости по Шарпи для реального сварного соединения, и поэтому сталь №20 хуже, чем сталь из других примеров настоящего изобретения. В описании таблиц 4, 5 и 6, хотя состав сталей №№18 и 20 находится в объеме настоящего изобретения, указанного в пункте 3, значение коэффициента DI* и параметра, рассчитанного по формуле (2), выходит за пределы объема настоящего изобретения, указанного в пунктах 6, 7, и поэтому стали №№18 и 20 приведены в качестве сравнительных примеров.
Сноска 2: Содержание химических компонентов N, В, РЗЭ, Са, Mg указано в ч/млн
Сноска 3: DI*=33,85×(0,1×C)0,5×(0,7×Si+1)×(3,33×Mn+1)×(0,35×Cu+1)×(0,36×Ni+1)×(2,16×Cr+1)×(3×Мо+1)×(1,75×V+1)×(1,5×W+1)
Сноска 4: Р в левой части формулы (2)=C+Mn/4-Cr/3+10P
Цифры при соответствующих элементах означают содержание (масс.%) элементов
Сноска 2: Содержание химических компонентов N, В, РЗЭ, Са, Mg указано в ч/млн
Сноска 3: DI*=33,85×(0,1×C)0,5×(0,7×Si+1)×(3,33×Mn+1)×(0,35×Cu+1)×(0,36×Ni+1)×(2,16×Cr+1)×(3×Мо+1)×(1,75×V+1)×(1,5×W+1)
Сноска 4: Формула (2): C+Mn/4-Cr/3+10Р
Цифры при соответствующих элементах означают содержание (масс.%) элементов
Изобретение относится к области металлургии, а именно стойкой к истиранию толстолистовой стали, используемой в строительстве, станкостроении, кораблестроении, для производства труб. Сталь содержит, в мас.%: от 0,20 до 0,30 С, от 0,05 до 1,0 Si, от 0,40 до 1,2 Mn, 0,010 или меньше Р, 0,005 или меньше S, от 0,40 до 1,5 Cr, от 0,005 до 0,025 Nb, от 0,005 до 0,03 Ti, 0,1 или меньше Al, 0,01 или меньше N, железо и неизбежные примеси остальное. Сталь может дополнительно содержать один или несколько компонентов, выбранных из группы, состоящей из Мо, W, В, Cu, Ni, V, РЗЭ, Са и Mg. Коэффициент закаливания стали, определяемый по выражению: DI*=33,85×(0,1×C)0,5×(0,7×Si+1)×(3,33×Mn+1)×(0,35×Cu+1)×(0,36×Ni+1)× (2,16×Cr+1)×(3×Мо+1)×(1,75×V+1)×(1,5×W+1), составляет от 45 до 180. Сталь имеет микроструктуру, основная фаза которой образована из мартенсита, а частицы карбонитрида Nb и Ti, имеющие средний размер частиц 1 мкм или меньше, присутствуют в количестве 1000 штук/мм2 или больше, и средний размер частиц предшествующего аустенита меньше чем 200 мкм. Обеспечиваются требуемые ударная вязкость и стойкость к замедленному разрушению. 13 з.п. ф-лы, 2 ил., 6 табл.
1. Стойкая к истиранию толстолистовая сталь, имеющая состав, содержащий в мас.%: от 0,20 до 0,30 С, от 0,05 до 1,0 Si, от 0,40 до 1,2 Мn, от 0,010 или меньше P, от 0,005 или меньше S, от 0,40 до 1,5 Cr, от 0,005 до 0,025 Nb, от 0,005 до 0,03 Ti, 0,1 или меньше Al, 0,01 или меньше N, остальное Fe и неизбежные примеси, у которой коэффициент закаливания DI*, определяемый по выражению (1):
DI*=33,85×(0,1×С)0.5×(0,7×Si+l)×(3,33×Mn+l)×(0,35×Cu+l)×(0,36×Ni+l)×(2,16×Cr+l)×(3×Мо+1)×(l,75×V+l)×(l,5×W+l) (1),
составляет 45 или больше, где C, Si, Mn, Cu, Ni, Cr, Mo, V и W означают содержание в стали указанных элементов в мас.%, при этом сталь имеет микроструктуру, основная фаза которой образована из мартенсита и частицы карбонитрида Nb и Ti, имеющие средний размер частиц 1 мкм или меньше, присутствуют в количестве 1000 штук/мм2 или больше, а средний размер частиц предшествующего аустенита меньше чем 200 мкм.
2. Сталь по п. 1, отличающаяся тем, что она дополнительно содержит, в мас.%: один, два или больше компонентов, выбранных из группы, состоящей из: от 0,05 до 1,0 Мо, от 0,05 до 1,0 W и от 0,0003 до 0,0030 В.
3. Сталь по п. 1, отличающаяся тем, что она дополнительно содержит, в мас.%: один, два или больше компонентов, выбранных из группы, состоящей из 1,5 или меньше Cu, 2,0 или меньше Ni, и 0,1 или меньше V.
4. Сталь по п. 2, отличающаяся тем, что она дополнительно содержит, в мас.%: один, два или больше компонентов, выбранных из группы, состоящей из 1,5 или меньше Cu, 2,0 или меньше Ni, и 0,1 или меньше V.
5. Сталь по любому из пп. 1-4, отличающаяся тем, что она дополнительно содержит, в мас.%: один, два или больше компонентов, выбранных из группы, состоящей из 0,008 или меньше редкоземельных элементов (РЗЭ), 0,005 или меньше Са и 0,005 или меньше Mg.
6. Сталь по любому из пп. 1-4, отличающаяся тем, что она имеет поверхностную твердость, составляющую 400 HB W10/3000 или больше по шкале твердости Бринеля.
7. Сталь по п. 5, отличающаяся тем, что она имеет поверхностную твердость, составляющую 400 HB W10/3000 или больше по шкале твердости Бринеля.
8. Сталь по любому из пп. 1-4 или 7, отличающаяся тем, что коэффициент закаливания DI* составляет 180 или меньше.
9. Сталь по п. 5, отличающаяся тем, что коэффициент закаливания DI* составляет 180 или меньше.
10. Сталь по п. 6, отличающаяся тем, что коэффициент закаливания DI* составляет 180 или меньше.
11. Сталь по любому из пп. 1-4, 7, 9 или 10, отличающаяся тем, что содержание компонентов соответствует выражению (2):
С+Mn/4-Cr/3+10Р≤0,47 (2),
где С, Mn, Cr и Р означают содержание этих элементов в мас.%.
12. Сталь по п. 5, отличающаяся тем, что содержание компонентов соответствует выражению (2):
С+Mn/4-Cr/3+10Р≤0,47 (2),
где С, Mn, Cr и Р означают содержание этих элементов в мас.%.
13. Сталь по п. 6, отличающаяся тем, что содержание компонентов соответствует выражению (2):
С+Mn/4-Cr/3+10Р≤0,47 (2),
где С, Mn, Cr и Р означают содержание этих элементов в мас.%.
14. Сталь по п. 8, отличающаяся тем, что содержание компонентов соответствует выражению (2):
С+Mn/4-Cr/3+10Р≤0,47 (2),
где С, Mn, Cr и Р означают содержание этих элементов в мас.%.
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ ИЗНОСОСТОЙКОЙ СТАЛИ И ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ СТАЛЬНОЙ ЛИСТ | 2003 |
|
RU2326179C2 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СТАЛЬ | 2003 |
|
RU2243288C1 |

