Техническое решение относится к области механической обработки деталей из металлов и сплавов резанием и, в частности, может быть использовано при токарной обработке трудно обрабатываемых материалов.
Известно устройство, реализующее способ обработки металлов с подогревом в зоне резания электрическим током, и периодическим прерыванием его на протяжении процесса обработки (А.С. СССР №306912, МПК8 B23b 1/00,1971 г.). Оно включает в себя деталь, осуществляющая вращательное движение вокруг своей оси, зону резания, понижающий трансформатор, первичная обмотка которого подключена через прерыватель к электрической сети, а вторичная обмотка через токоподводы подключена к детали и инструменту.
Недостатком данного устройства является отсутствие контроля состояния упругопластического деформирования материала в зоне резания. Использование переменного тока промышленной частоты, не позволяет создавать короткие импульсы, соизмеримые по длительности с процессами деформирования зоны резания.
Известно устройство, реализующее способ обработки резанием с пропусканием импульсов электрического тока через зону резания. (Вибрационное резание с электрическим подогревом. Степанов Ю.С., Зайцев А.И., Сб. труд. МНТК Современная электротехнология в машиностроении. Тула: ТулГУ, 2002 с. 425-431) Оно включает в себя источник механической энергии, зону резания, вибродатчик, блок задержки, источник электрической энергии и устройство управления.
Недостатком устройства является то, что по сигналу с вибродатчика определяются моменты начало и прекращение адиабатического сдвига цикла упругопластического деформирования зоны резания, используемые для формирования импульса электрического тока. Это соответствует критической фазе упругопластического деформирования материала в зоне резания - ее разрушению, и не отвечает оптимальным значениям дефектности ее структуры для ввода электрического тока.
Наиболее близким по технической сущности к заявленному является устройство, реализующее способ обработки металлов с подачей электрического тока в зону резания (Патент RU №2410206 МПК8 С2, В23В 1/00). Оно включает в себя переднюю бабку, на шпинделе которой установлен подвижный токоподвод и патрон с заготовкой, резец, зону резания, вибродатчик, установленный на резце и подключенный ко входу формирователя импульсов электрического тока, выходы которого соединены через токоподводы с заготовкой и резцом. Формирователь импульсов электрического тока выполнен из блока предварительного усиления сигналов с датчика, активного избирательного фильтра, формирователя синхроимпульсов, формирователя длительности импульсов, формирователя амплитуды импульсов тока.
Недостатком данного устройства является использование резца, как чувствительного элемента для контроля фазы упругопластического деформирования материала и выделение первой гармоники его движения для синхронизации с ней импульсов электрического тока. Это приводит к снижению достоверности контроля и не позволяет выделить момент времени, соответствующий оптимальному значению дефектности зоны резания для ввода импульса электрического тока.
Задачей, на решение которой направлено заявляемое техническое решение, является повышение достоверности контроля фазы упругопластического деформирования материала в устройстве подачи импульсов электрического тока в зону резания при точении металлов, за счет выделения момента совпадения положительных полуволн 1 и 5-й и отрицательной полуволны 3-й гармоник колебания основной составляющей силы резания для формирования импульса электрического тока.
Данная задача решается за счет того, что в заявленном техническом решении содержащем переднюю бабку, на шпинделе которой установлен подвижный токоподвод и патрон с заготовкой, резец, зона резания, датчик, подключенный ко входу формирователя импульсов электрического тока, выходы которого соединены через токоподводы с заготовкой и резцом; формирователь импульсов электрического тока состоит из блока предварительного усиления сигналов с датчика, активного избирательного фильтра, формирователя синхроимпульсов, формирователя длительности импульсов, формирователя амплитуды импульсов тока, причем формирователь синхроимпульсов выполнен на трех нуль органах, инверторе и трех-входовом логическом элементе «И», в качестве датчика используется датчик силы резания, установленный под резцом, а активный избирательный фильтр имеет три канала, настроенные на 1-ю, 3-ю и 5-ю гармоники изменения силы резания соответственно, их выходы соединены с соответствующими входами нуль органов формирователя синхроимпульсов, их выходы: первого и третьего непосредственно, а второго через инвертор соединены с соответствующими входами трех-входового логического элемента «И», его выход является выходом формирователя синхроимпульсов.
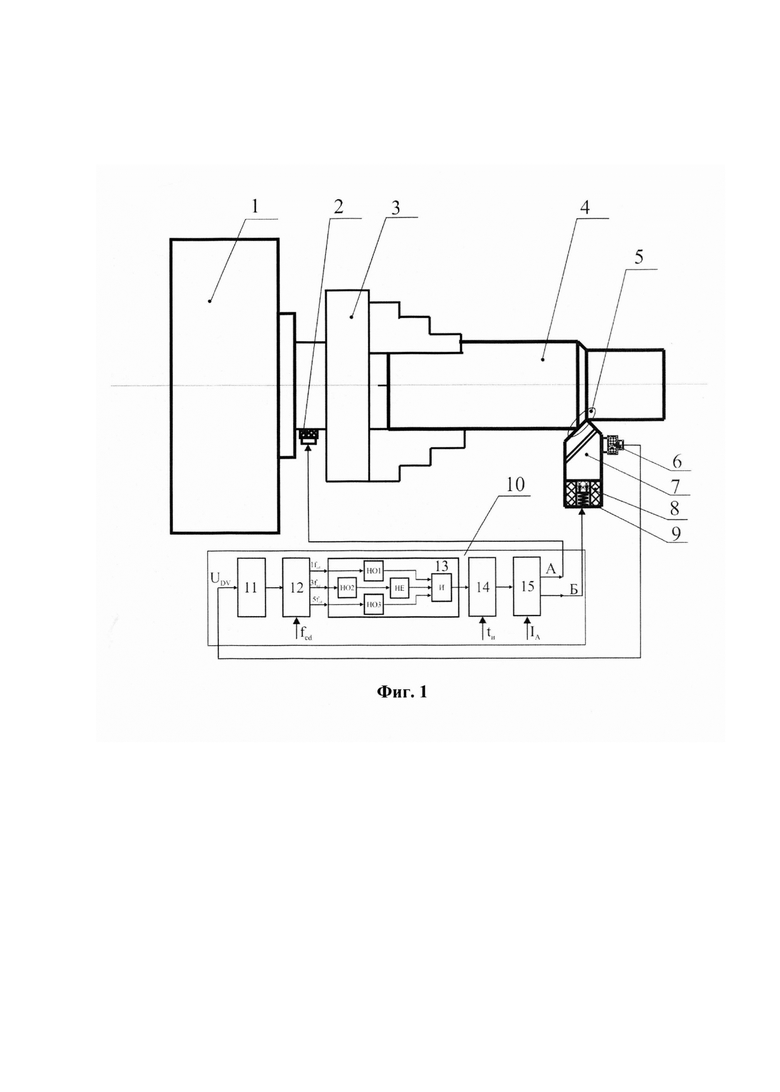
На фиг. 1 изображена принципиальная схема заявляемого устройства подачи импульсов электрического тока в зону резания при точении металлов.
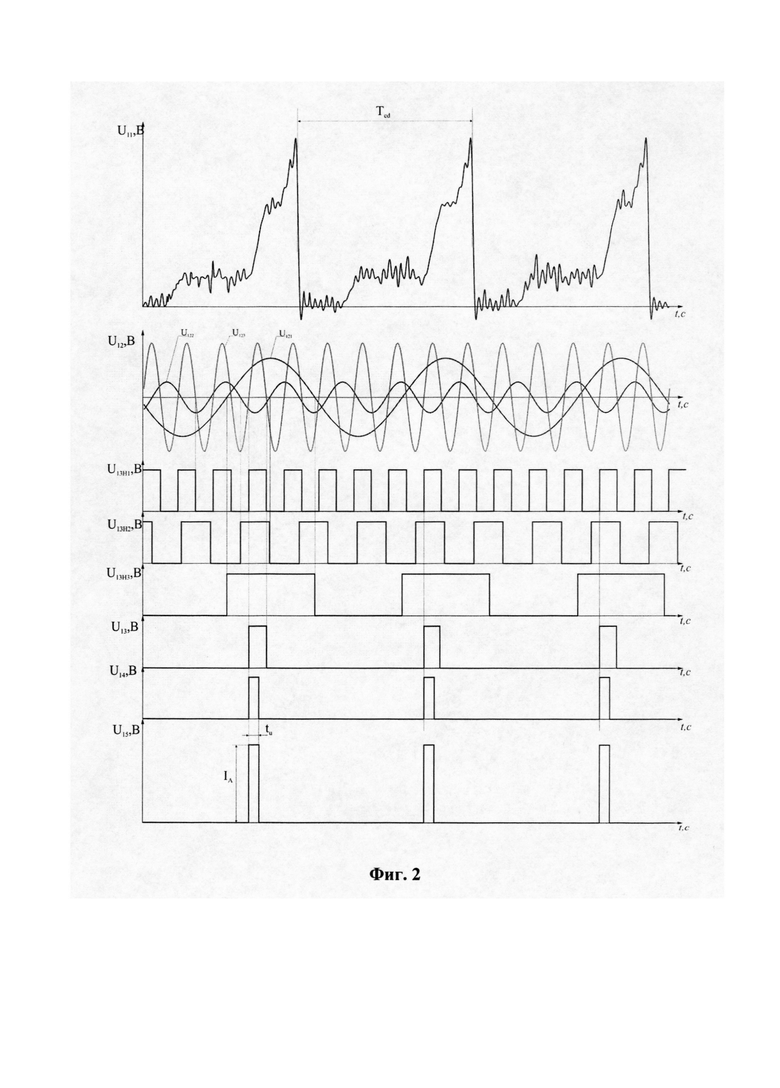
На фиг. 2 изображена временная диаграмма работы устройства.
В устройстве подачи импульсов электрического тока в зону резания при точении металлов на шпинделе передней бабки 1 установлены подвижный токоподвод (щеточно-коллекторное устройство) 2 и патрон 3. В патроне закреплена обрабатываемая заготовка 4. Ее контакт с резцом 7 образует зону резания 5. Резец установлен на изоляторе 8, между ним и резцом расположен датчик силы 6, соединенный со входной клеммой DV формирователя импульсов электрического тока 10. Одна его выходная клемма Б через неподвижный токоподвод 9 подключена к резцу 7, а другая выходная клемма А соединена с подвижным токоподводом 2, образуя замкнутую электрическую цепь. В формирователе импульсов электрического тока 10 последовательно соединены блок предварительного усиления сигналов с датчика силы 11, выход которого соединен со входом активного избирательного фильтра 12, выходы которого, соответствующие 1, 3 и 5-й гармоникам изменения силы резания (1ƒcd, 3ƒcd, 5ƒcd,), соединены с соответствующими входами нуль органов (HO1, HO2, НО3) формирователя синхроимпульсов 13, их выходы: первого (HO1) и третьего (НО3) непосредственно, а второго (HO2) через инвертор НЕ соединены с соответствующими входами трех-входового логического элемента «И», его выход является выходом формирователя синхроимпульсов, который соединен со входом формирователя длительности импульсов 14, выход которого соединен со входом формирователя амплитуды импульсов тока 15.
На временной диаграмме устройства подачи импульсов электрического тока в зону резания при точении металлов: U11 - выходное напряжение блока предварительного усиления сигналов с датчика силы; U121, U123, U125 - напряжения на выходе активного избирательного фильтра, соответствующие 1 и 3-й 5-й гармоникам входного сигнала; U13H1, U13H2, U13H3 - напряжения на выходе нуль-органов (HO1, HO2, НО3) U13 - напряжение на выходе трех-входового логического элемента «И» и формирователя синхроимпульсов; U14 - напряжение на выходе формирователя длительности импульсов; IA - амплитудное значение тока на выходе формирователя амплитуды импульсов тока; ƒcd - частота основной гармоники изменения силы резания (частота образования плоскостей сдвига); tAu - заданное значение длительности импульсов тока IA3 - заданное значение амплитуды импульсов тока.
Устройство работает следующим образом.
В процессе обработки вращательное движение от передней бабки 1 передают через шпиндель и кулачковый патрон 3 на заготовку 4. Резец 7, воздействуя на заготовку 4, вызывает упругопластические деформации материала в зоне резания 5, носящие релаксационный характер. В результате на резец 7 действует сила резания, имеющая широкий спектр составляющих частот. Датчик силы 6, установленный под резцом 7, преобразует ее колебания в электрический сигнал, который подают на клемму DV формирователя импульсов электрического тока 10. С этой клеммы внутри формирователя импульсов электрического тока 10 сигнал поступает на вход блока предварительного усиления сигналов с датчика 11. На его выходе формируются напряжения U11. Пройдя через активный избирательный фильтр 12, в его выходном напряжении выделяются 1, 3 и 5-й гармонические составляющие U121, U123, U125, соответствующие заданной настройке на частоту изменения силы резания ƒcd - напряжение. В формирователе синхроимпульсов 13 путем выделения на нуль-органах (HO1, HO2, НО3) положительных полуволн 1-й, 3-й и 5-й гармонических составляющих U13H1, U13H2, U13H3, последующего логического умножения U13H1, U13H3 и инверсного значения U13H2 на трех-входовом логическом элементе «И» на выходе формирователя синхроимпульсов 13 формируют прямоугольные импульсы U13, привязанные к фазе колебаний силы резания. С выхода формирователя синхроимпульсов 13 сигнал поступает на вход формирователя длительности импульсов 14. На его выходе формируют импульсы U14, длительность которых настраивается на заданную величину. Они поступают на вход формирователя амплитуды импульсов тока 15, на его выходе формируют импульсы электрического тока заданной амплитуды IA3. Эти импульсы через выходные клеммы А и Б формирователя импульсов электрического тока 10 поступают в его внешнюю цепь. С одной клеммы (А) формирователя импульсов электрического тока 10, пройдя последовательно через подвижный токоподвод (щеточно-коллекторное устройство) 2, патрон 3 и заготовку 4, попадают в его державку или через зону резания и передняя поверхность резца 7, или непосредственно через заднюю поверхность резца 7. С державки резца 7, изолированной от корпуса станка, изолятором 8, импульсы через неподвижный токоподвод 9 попадают на клемму (Б) формирователя импульсов 10, замыкая, таким образом, контур электрического тока. Настройка устройства осуществляется путем задания частоты основной гармоники изменения силы резания на активном избирательном фильтре, длительности и амплитуды импульса на формирователях длительности и амплитуды импульсов соответственно.
Пример. Устройство подачи импульсов электрического тока в зону резания при точении металлов было апробировано на токарном станке модели 16К20Т1 с системой ЧПУ «Балтсистем», обрабатываемая деталь «Вал насоса», диаметр 40 мм, длина 250 мм, материал сталь 40Х. В существующей технологии использованы проходной резец Т15К6, главный угол в плане 45° передний угол 10° и следующие режимы резания: глубина 2 мм, подача 0,3 мм/об, скорость 2,5 м/с. Производилась обработка партий по пять валов с интенсификацией и без интенсификации. Заданы следующие параметры интенсификации: амплитуда импульсов тока 700 А, длительность 15 мкс, частота 2,5 кГц. В процессе обработки контролировалась потребляемая энергия, а до и после обработки партии заготовок с помощью электронного микроскопа измерялась ленточка износа инструмента. В результате проведенных измерений установлено:
- Снижение энергоемкости на рассмотренной операции (было 0,16 стало 0,14 квт*час) 15%.
- уменьшение износ инструмента (измерялся по ленточке износа) на 14%.
Таким образом, использование предлагаемого устройства подачи импульсов электрического тока в зону резания при точении металлов, благодаря синхронизации импульсов с фазой упругопластического деформирования обрабатываемого материала в зоне резания, соответствующей оптимальному значению ее дефектности позволяет уменьшить силы резания, температуру в зоне резания и энергоемкость процесса точения, повысив стойкость инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлов с пропусканием через зону резания импульсов электрического тока | 2018 |
|
RU2677565C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ С ПОДАЧЕЙ ЭЛЕКТРИЧЕСКОГО ТОКА В ЗОНУ РЕЗАНИЯ | 2009 |
|
RU2410206C2 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2423219C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1993 |
|
RU2086385C1 |
| Устройство для управления коммутатором трехфазного источника напряжения для электрохимических установок | 1980 |
|
SU921030A1 |
| Способ механической обработки | 1984 |
|
SU1301643A1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| Устройство для управления коммутатором трехфазного источника напряжения для электрохимических установок | 1983 |
|
SU1092693A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| Устройство для геоэлектроразведки | 1972 |
|
SU1140078A1 |
Устройство содержит датчик, подключенный ко входу формирователя импульсов электрического тока, выходы которого предназначены для соединения через подвижный токоподвод, установленный на шпинделе передней бабки, с заготовкой в патроне, и - через токоподвод для соединения с резцом. При этом формирователь импульсов электрического тока состоит из последовательно соединенных блоков предварительного усиления сигналов с датчика, активного избирательного фильтра, формирователя синхроимпульсов, формирователя длительности импульсов и формирователя амплитуды импульсов тока. Формирователь синхроимпульсов включает три нуль органа, инвертор и трех-входовый логический элемент «И», в качестве датчика используют датчик силы резания, предназначенный для установки под резцом. При этом активный избирательный фильтр имеет три канала, настроенные на 1-ю, 3-ю и 5-ю гармоники изменения силы резания соответственно, выходы которых соединены с соответствующими входами нуль органов формирователя синхроимпульсов, при этом выходы первого и третьего нуль-органа непосредственно, а второго - через инвертор соединены с соответствующими входами трех-входового логического элемента «И», выход которого является выходом формирователя синхроимпульсов и соединен со входом формирователя длительности импульсов, выход которого соединен со входом формирователя амплитуды импульсов тока. Достигается повышение эффективности обработки за счет повышения достоверности контроля фазы упругопластического деформирования. 2 ил.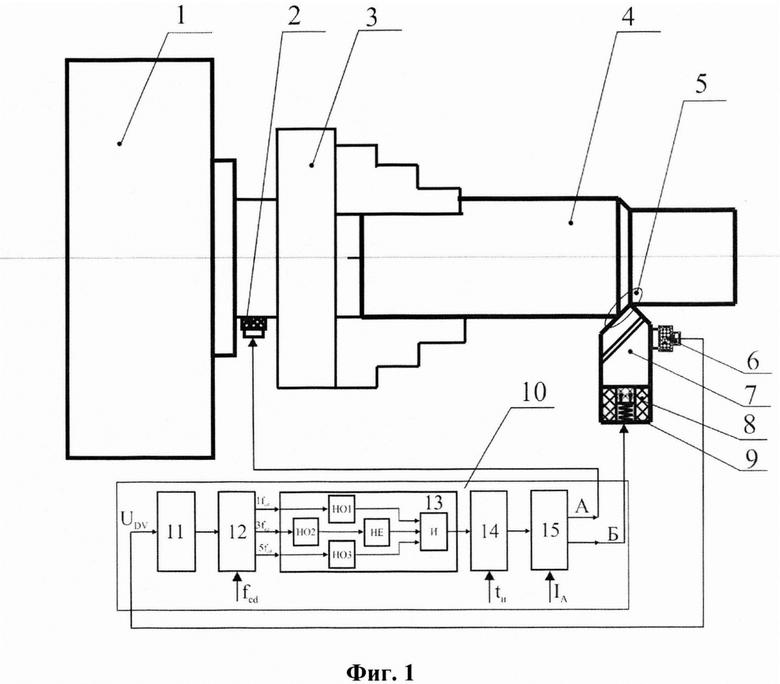
Устройство для подачи импульсов электрического тока в зону резания при точении металлов, содержащее датчик, подключенный ко входу формирователя импульсов электрического тока, выходы которого предназначены для соединения через подвижный токоподвод, установленный на шпинделе передней бабки, с заготовкой в патроне, и через токоподвод для соединения с резцом, при этом формирователь импульсов электрического тока состоит из последовательно соединенных блоков предварительного усиления сигналов с датчика, активного избирательного фильтра, формирователя синхроимпульсов, формирователя длительности импульсов и формирователя амплитуды импульсов тока, отличающееся тем, что формирователь синхроимпульсов включает три нуль органа, инвертор и трехвходовый логический элемент «И», в качестве датчика используют датчик силы резания, предназначенный для установки под резцом, при этом активный избирательный фильтр имеет три канала, настроенные на 1-ю, 3-ю и 5-ю гармоники изменения силы резания соответственно, выходы которых соединены с соответствующими входами нуль органов формирователя синхроимпульсов, при этом выходы первого и третьего нуль-органа непосредственно, а второго - через инвертор соединены с соответствующими входами трехвходового логического элемента «И», выход которого является выходом формирователя синхроимпульсов и соединен со входом формирователя длительности импульсов, выход которого соединен со входом формирователя амплитуды импульсов тока.
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ С ПОДАЧЕЙ ЭЛЕКТРИЧЕСКОГО ТОКА В ЗОНУ РЕЗАНИЯ | 2009 |
|
RU2410206C2 |
| 0 |
|
SU306912A1 | |
| Устройство для резания металлов с подогревом в зоне резания электрическим током | 1982 |
|
SU1057190A1 |
| US 4535216 A1, 13.08.1985 | |||
| US 20020129682 A1, 11.09.2002. | |||

