Область техники
Настоящее изобретение относится к устройству поверхностной обработки и к способу поверхностной обработки.
Уровень техники
В последние годы, по причинам снижения веса, пластик, армированный углеродным волокном (CFRP), используется в конструкциях кузова транспортного средства. При изготовлении конструкции кузова транспортного средства из CFRP, элементы связываются с помощью клея. В этом случае, в качестве предварительной обработки для адгезии, поверхность материала, который должен обрабатываться в качестве элемента, подвергается воздуходувной обработке посредством вакуумной воздуходувной обработки.
При вакуумной воздуходувной обработке, полирующий агент распыляется на материал, который должен обрабатываться, чтобы придавать шероховатость поверхности материала, который должен обрабатываться, чтобы за счет этого увеличивать зону адгезии и повышать прочность связывания. Помимо этого, полирующий агент, распыляемый на материал, который должен обрабатываться, а также пыль и т.д., сформированная посредством распыления полирующего агента на материал, который должен обрабатываться, засасываются; полирующий агент отделяется от пыли и т.д.; и полирующий агент восстанавливается таким образом, что полирующий агент может многократно использоваться.
Как описано выше, поскольку воздуходувная обработка выполняется посредством многократного использования полирующего агента при вакуумной воздуходувной обработке, требуется, чтобы полирующий агент эффективно восстанавливался.
В этом отношении, например, в публикации JP 2001-334466 раскрыт способ, при котором воздуходувная обработка материала, который должен обрабатываться, выполняется посредством помещения распылительного сопла и всего материала, который должен обрабатываться, в обрабатывающую камеру.
Задача, решаемая изобретением
Тем не менее, поскольку обрабатывающая камера для помещения материала, который должен обрабатываться, требуется в способе, раскрытом в JP 2001-334466, имеется проблема в том, что конфигурация устройства становится сложной.
Чтобы разрешать проблему, описанную выше, цель настоящего изобретения заключается в том, чтобы предоставлять устройство поверхностной обработки и способ поверхностной обработки, допускающие эффективное восстановление полирующего агента без усложнения конфигурации устройства.
Средство достижения цели
Устройство поверхностной обработки согласно настоящему изобретению, которое реализует цель, описанную выше, содержит вакуумную воздуходувную головку, модуль формирования воздушной завесы и модуль вдувания дополнительного воздуха. Вакуумная воздуходувная головка содержит распылительное сопло для распыления полирующего агента, используемого для воздуходувной обработки, на поверхность материала, который должен обрабатываться, и всасывающее отверстие для всасывания распыляемого полирующего агента с помощью всасываемого воздуха. Модуль формирования воздушной завесы вдувает воздух в направлении поверхности материала, который должен обрабатываться, чтобы формировать воздушную завесу, которая окружает распыляемый полирующий агент. Модуль вдувания дополнительного воздуха вдувает дополнительный воздух между воздушной завесой и всасываемым воздухом к материалу, который должен обрабатываться, при более низком давлении, чем воздух, формирующий воздушную завесу.
Помимо этого, в способе поверхностной обработки согласно настоящему изобретению, который реализует цель, описанную выше, полирующий агент, используемый для воздуходувной обработки, распыляется на поверхность материала, который должен обрабатываться, и распыляемый полирующий агент засасывается с помощью всасываемого воздуха. Воздух вдувается в направлении поверхности материала, который должен обрабатываться, чтобы формировать воздушную завесу, которая окружает распыляемый полирующий агент. Дополнительный воздух вдувается между воздушной завесой и всасываемым воздухом к материалу, который должен обрабатываться, при более низком давлении, чем воздух, формирующий воздушную завесу.
Преимущества изобретения
Согласно устройству поверхностной обработки и способу поверхностной обработки, описанные выше, пространство, в которое распыляется полирующий агент, окружено посредством воздушной завесы. Таким образом, воздуходувное пространство, в котором выполняется воздуходувная обработка, может формироваться в замкнутом пространстве. Следовательно, можно предотвращать выпуск полирующего агента из воздуходувного пространства наружу. Дополнительно, дополнительный воздух вдувается к материалу, который должен обрабатываться, между воздушной завесой и всасываемым воздухом. Таким образом, дополнительный воздух вдувается на полирующий агент, который остается между воздушной завесой и всасываемым воздухом. В это время, поскольку давление дополнительного воздуха ниже давления для формирования воздушной завесы, можно формировать стабильное воздуходувное пространство. Как результат, оставшийся полирующий агент выходит из статического состояния и восстанавливается посредством всасываемого воздуха через всасывающее отверстие. Следовательно, можно эффективно восстанавливать полирующий агент. Помимо этого, поскольку обрабатывающая камера, которая размещает распылительное сопло и весь материал, который должен обрабатываться, не должна обязательно предоставляться, можно не допускать усложнения конфигурации устройства. Следовательно, можно предоставлять устройство поверхностной обработки и способ поверхностной обработки, допускающие эффективное восстановление полирующего агента без прибегания к сложной конфигурации устройства.
Краткое описание чертежей
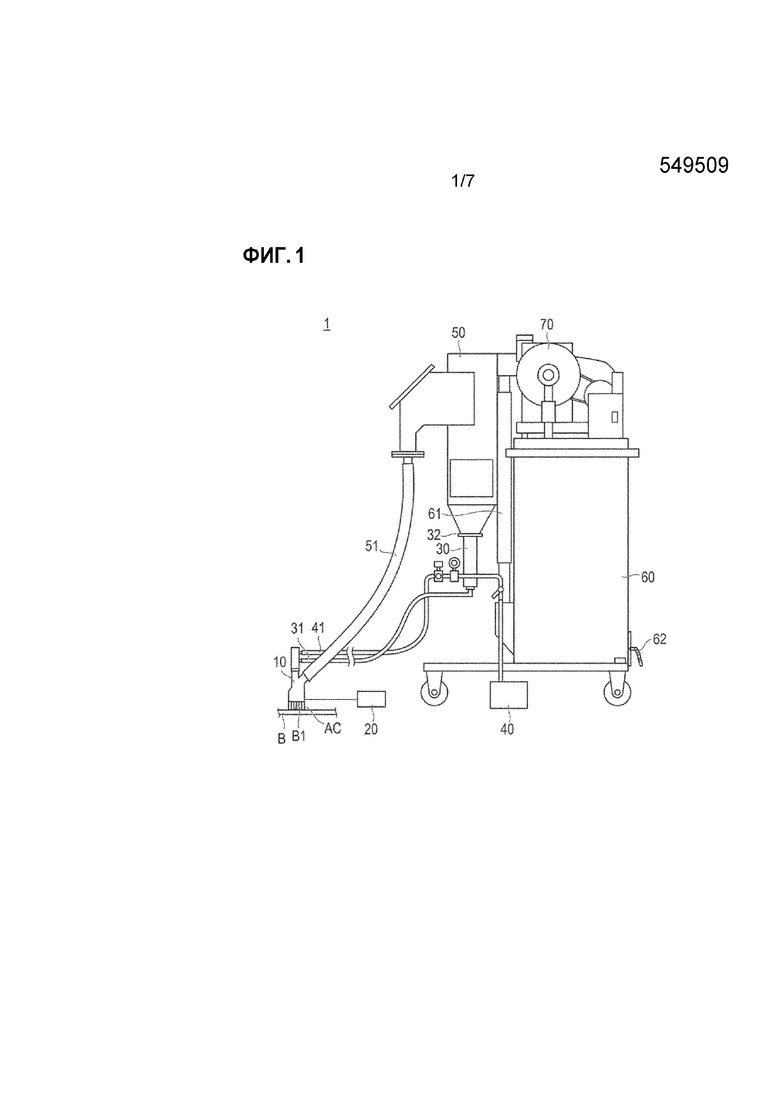
Фиг. 1 является видом, иллюстрирующим устройство поверхностной обработки согласно настоящему варианту осуществления.
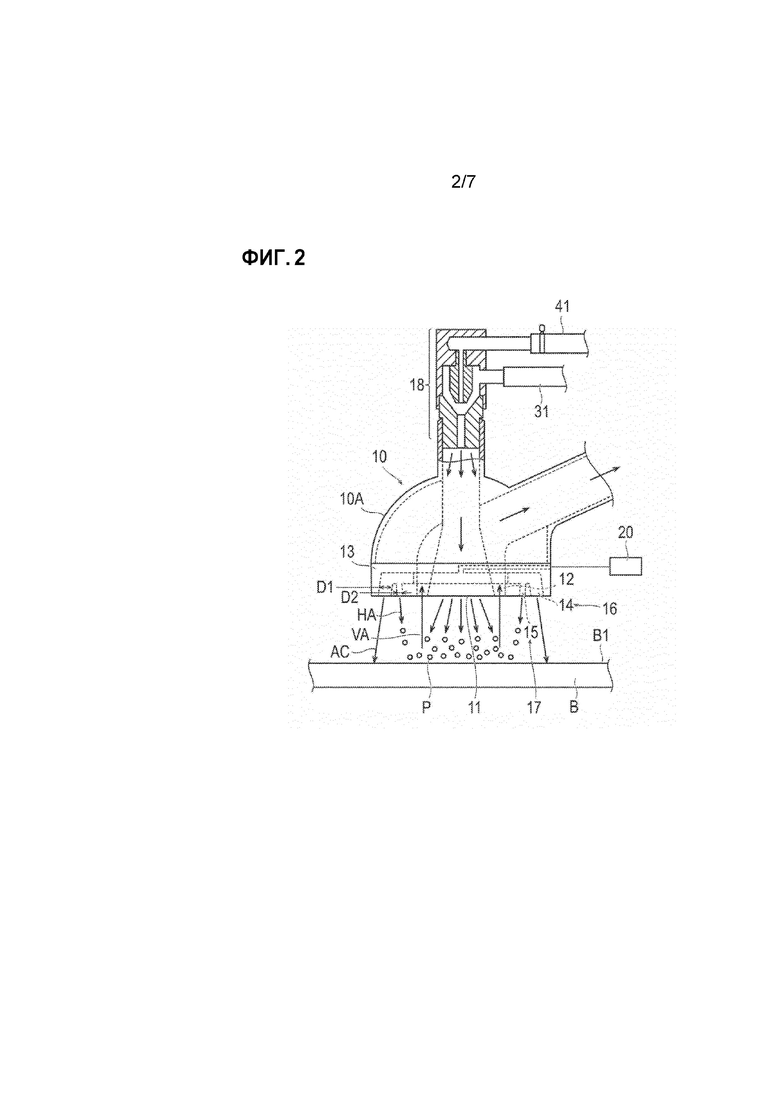
Фиг. 2 является видом, иллюстрирующим вакуумную воздуходувную головку и источник подачи воздуха устройства поверхностной обработки.
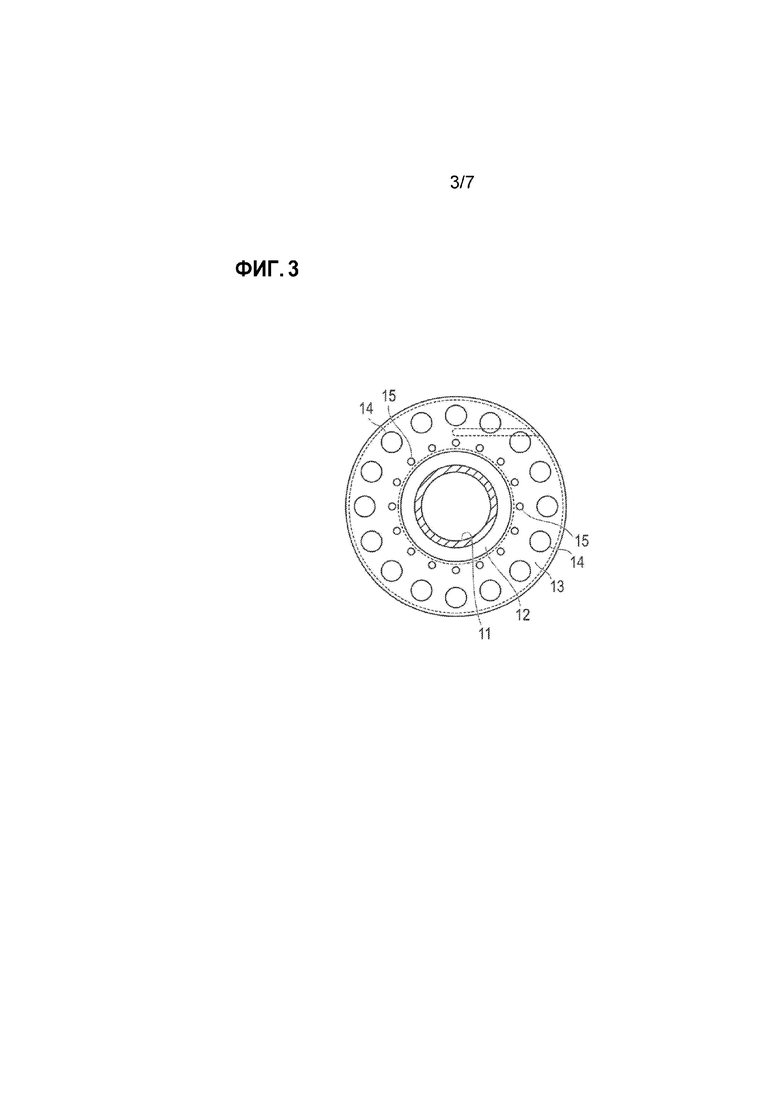
Фиг. 3 является видом вакуумной воздуходувной головки при просмотре со стороны материала, который должен обрабатываться.
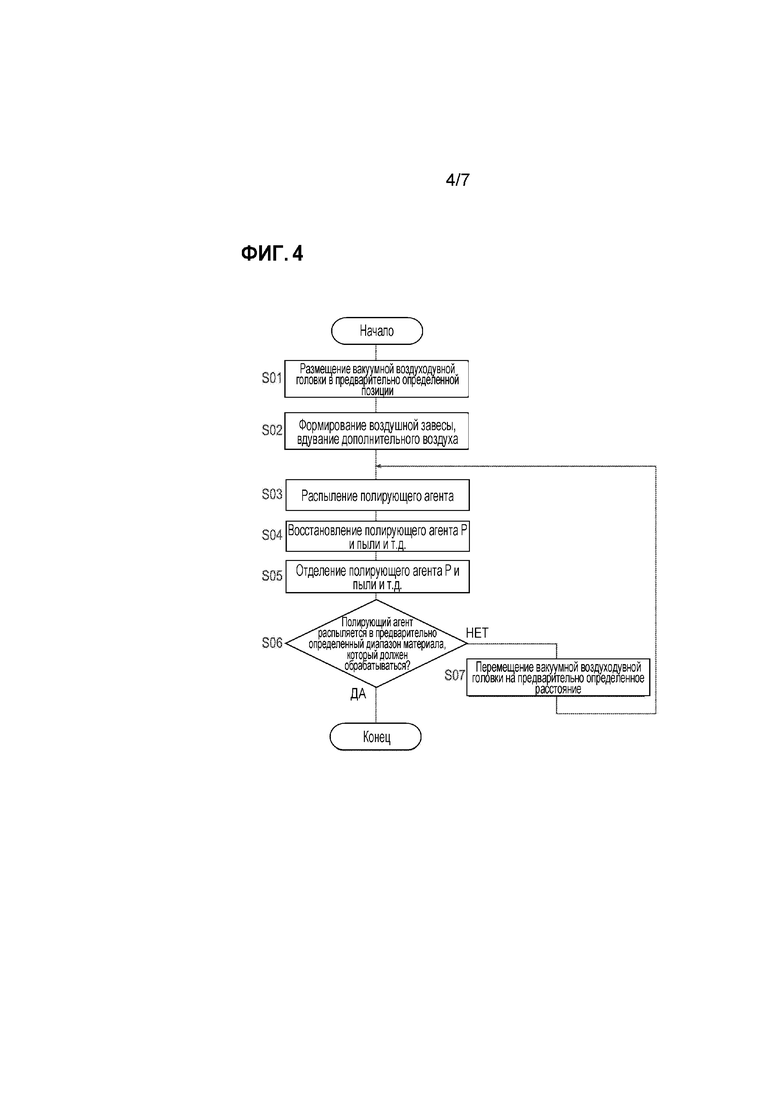
Фиг. 4 является блок-схемой последовательности операций способа, иллюстрирующей способ поверхностной обработки согласно настоящему варианту осуществления.
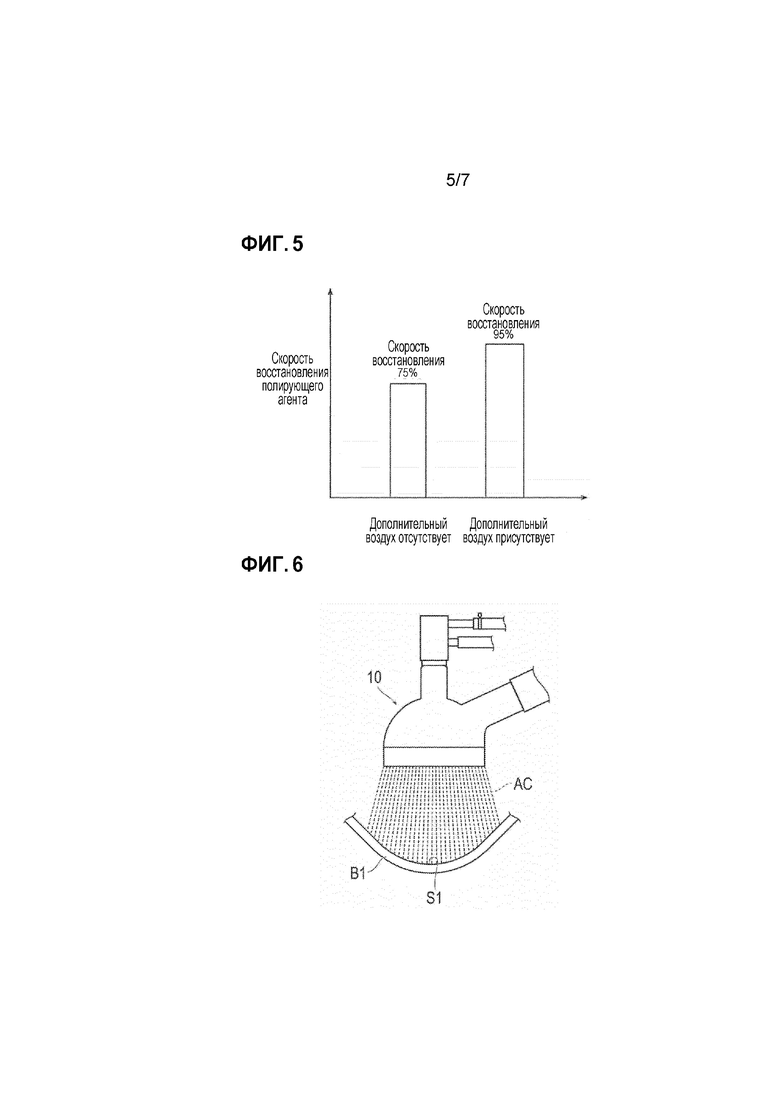
Фиг. 5 является графиком, иллюстрирующим скорость восстановления полирующего агента в случае, если имеется дополнительный воздух, и в случае, если отсутствует дополнительный воздух.
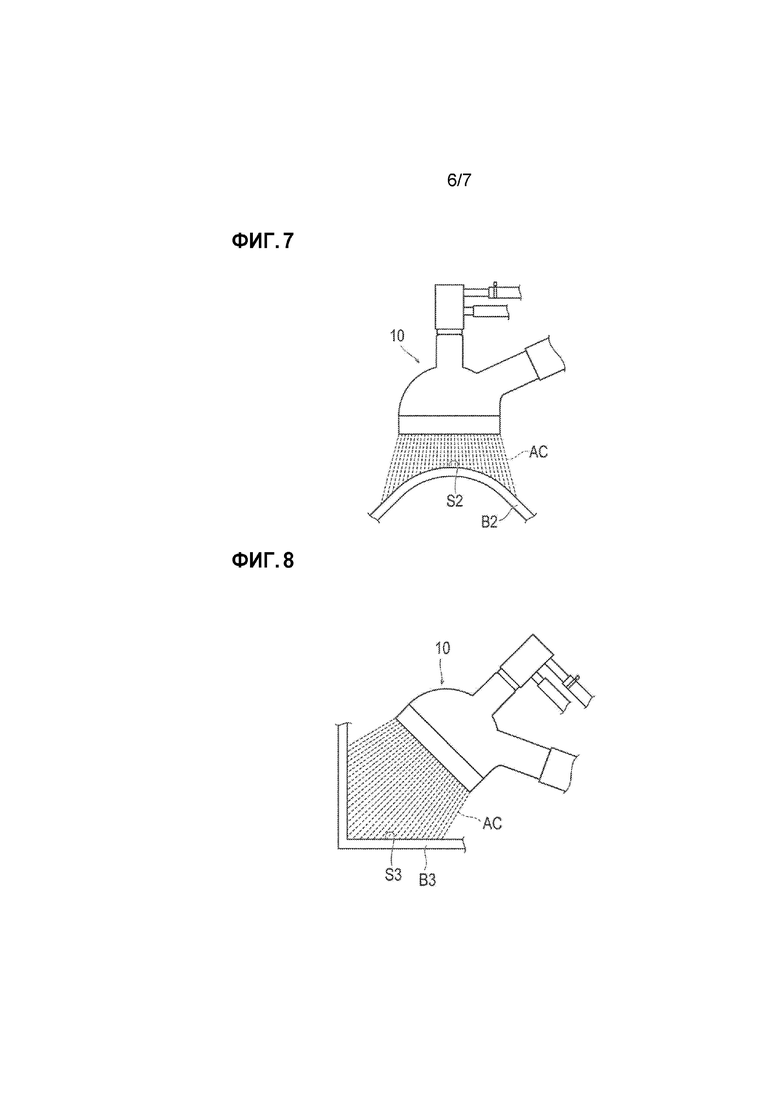
Фиг. 6 является видом случая, в котором устройство поверхностной обработки согласно настоящему варианту осуществления применяется к материалу, который должен обрабатываться, который имеет искривленную форму.
Фиг. 7 является видом случая, в котором устройство поверхностной обработки согласно настоящему варианту осуществления применяется к материалу, который должен обрабатываться, который имеет искривленную форму.
Фиг. 8 является видом случая, в котором устройство поверхностной обработки согласно настоящему варианту осуществления применяется к материалу, который должен обрабатываться, который имеет изогнутую форму.
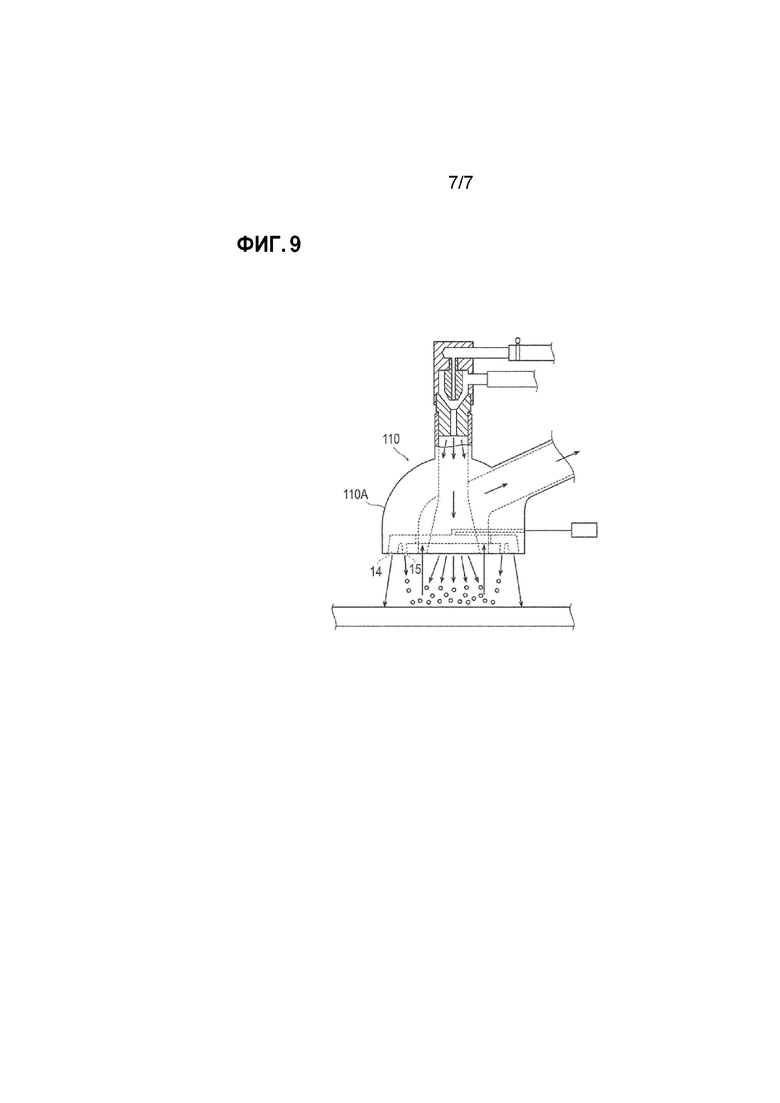
Фиг. 9 является видом, иллюстрирующим вакуумную воздуходувную головку устройства поверхностной обработки согласно модифицированному примеру.
Подробное описание вариантов осуществления изобретения
Ниже поясняются варианты осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. В пояснениях чертежей, идентичным элементам присваиваются идентичные ссылки с номерами, и лишние пояснения опускаются. Соотношения размеров, используемые на чертежах, могут быть чрезмерно увеличены для удобства пояснения и могут отличаться от фактических соотношений.
Устройство 1 поверхностной обработки согласно настоящему варианту осуществления представляет собой вакуумное воздуходувное устройство. В общем, устройство 1 поверхностной обработки распыляет полирующий агент на материал B, который должен обрабатываться, и подвергает поверхность B1 материала B, который должен обрабатываться, воздуходувной обработке, чтобы за счет этого придавать шероховатость поверхности B1 материала B, который должен обрабатываться. Посредством придания шероховатости поверхности B1 материала B, который должен обрабатываться, зона адгезии увеличивается, и повышается прочность связывания посредством клея. Помимо этого, устройство 1 поверхностной обработки восстанавливает полирующий агент, распыляемый на материал B, который должен обрабатываться, а также пыль и т.д., сформированную посредством распыления полирующего агента на материал B, который должен обрабатываться, и отделяет полирующий агент от пыли и т.д. Таким образом, только полирующий агент, который может многократно использоваться, восстанавливается для многократного использования.
Примеры материала B, который должен обрабатываться, включают в себя автомобильные детали, изготовленные из CFRP, но ограничения на это не накладываются.
Примеры полирующего агента включают в себя оксид алюминия (Al2O3), карбид кремния, речной песок, кварцевый песок и корунд, но с точки зрения экономичности и наличия скоростной воздуходувной обработки, оксид алюминия является предпочтительным.
Фиг. 1 является видом, иллюстрирующим устройство 1 поверхностной обработки согласно настоящему варианту осуществления. Фиг. 2 является видом, иллюстрирующим вакуумную воздуходувную головку 10 и источник 20 подачи воздуха. Фиг. 3 является видом вакуумной воздуходувной головки 10 при просмотре со стороны материала B, который должен обрабатываться.
Устройство поверхностной обработки содержит вакуумную воздуходувную головку 10, которая распыляет полирующий агент P, чтобы придавать шероховатость поверхности B1 материала B, который должен обрабатываться, как проиллюстрировано на фиг. 1 и фиг. 2. Устройство 1 поверхностной обработки содержит источник 20 подачи воздуха, который подает воздух в отверстие 14 для формирования воздушной завесы вакуумной воздуходувной головки 10 и отверстие 15 для вдувания дополнительного воздуха. Помимо этого, устройство 1 поверхностной обработки содержит бачок 30 с полирующим агентом, в котором хранится полирующий агент P, и компрессор 40 для подачи сжатого воздуха в распылительное сопло 11. Дополнительно, устройство 1 поверхностной обработки содержит восстанавливающий бачок 50 для восстановления полирующего агента P, который распылен на материал B, который должен обрабатываться, и пылеулавливатель 60 для сбора пыли и т.д., которая формируется посредством распыления полирующего агента P на материал B, который должен обрабатываться. Помимо этого, устройство 1 поверхностной обработки содержит вытяжной вентилятор 70, который формирует отрицательное давление в восстанавливающем бачке 50 и пылеулавливателе 60.
Вакуумная воздуходувная головка 10 содержит основной корпус 10A, имеющий искривленную форму, распылительное сопло 11, из которого вдувается полирующий агент P, и всасывающее отверстие 12 для всасывания полирующего агента P, распыляемого на материал B, который должен обрабатываться, как проиллюстрировано на фиг. 2 и фиг. 3. Помимо этого, вакуумная воздуходувная головка 10 содержит кольцевую пластину 13, которая предоставляется в нижнем участке основного корпуса 10A, и соединительный участок 18, который предоставляется выше распылительного сопла 11.
Распылительное сопло 11 соединяется с бачком 30 с полирующим агентом через соединительный участок 18 и шланг 31 для полирующего агента. Помимо этого, распылительное сопло 11 соединяется с компрессором 40 через соединительный участок 18 и воздушный шланг 41. Шланг 31 для полирующего агента и воздушный шланг 41 представляют собой гибкие резиновые трубки.
В распылительном сопле 11, сконфигурированном таким образом, сжатый воздух подается в соединительный участок 18 из компрессора 40 через воздушный шланг 41. Давление в соединительном участке 18 в силу этого становится отрицательным, так что полирующий агент P в бачке 30 с полирующим агентом вовлекается в соединительный участок 18 через шланг 31 для полирующего агента. Затем полирующий агент P распыляется из распылительного сопла 11 к материалу B, который должен обрабатываться. Как результат, поверхность B1 материала B, который должен обрабатываться, подвергается воздуходувной обработке, и поверхности B1 материала B, который должен обрабатываться, придается шероховатость.
Вакуумный шланг 51 соединяется между всасывающим отверстием 12 и восстанавливающим бачком 50, как проиллюстрировано на фиг. 1 и фиг. 2. Полирующий агент P, который распыляется из распылительного сопла 11, вовлекается в восстанавливающий бачок 50 посредством всасываемого воздуха VA через вакуумный шланг 51. Вакуумный шланг 51 представляет собой гибкую резиновую трубку.
Кольцевая пластина 13 соединяется с основным корпусом 10A. Способ соединения основного корпуса 10A и кольцевой пластины 13 не ограничен конкретным образом. Кольцевая пластина 13 содержит отверстие 14 для формирования воздушной завесы для формирования воздушной завесы AC и отверстие 15 для вдувания дополнительного воздуха для вдувания дополнительного воздуха HA, как проиллюстрировано на фиг. 2.
Множество отверстий 14 для формирования воздушной завесы формируются на радиально внешней стороне кольцевой пластины 13 вдоль периферийного направления, как проиллюстрировано на фиг. 3. Отверстия 14 для формирования воздушной завесы конфигурируют модуль 16 формирования воздушной завесы вместе с источником 20 подачи воздуха.
Посредством подачи воздуха из источника 20 подачи воздуха, модуль 16 формирования воздушной завесы вдувает воздух в направлении поверхности B1 материала B, который должен обрабатываться, чтобы формировать воздушную завесу AC, которая окружает распыляемый полирующий агент P. Давление воздуха, который формирует воздушную завесу AC, например, составляет 1-3 МПа, но ограничения на это не накладываются.
Воздушная завеса AC, сформированная посредством модуля 16 формирования воздушной завесы, формируется таким образом, что она наклоняется наружу по мере того, как воздушная завеса приближается к поверхности B1 материала B, который должен обрабатываться, как проиллюстрировано на фиг. 2. Таким образом, можно предотвращать помехи между воздушной завесой AC и дополнительным воздухом HA и формировать стабильное воздуходувное пространство.
Множество отверстий 15 для вдувания дополнительного воздуха формируются на радиально внутренней стороне кольцевой пластины 13 вдоль периферийного направления, как проиллюстрировано на фиг. 3. Отверстия 15 для вдувания дополнительного воздуха конфигурируют модуль 17 вдувания дополнительного воздуха вместе с модулем подачи воздуха 20.
Посредством подачи воздуха из источника 20 подачи воздуха, модуль 17 вдувания дополнительного воздуха вдувает дополнительный воздух HA к материалу B, который должен обрабатываться, между воздушной завесой AC и всасываемым воздухом VA. Диаметр D2 отверстия 15 для вдувания дополнительного воздуха выполнен с возможностью быть меньше диаметра D1 отверстия 14 для формирования воздушной завесы, как проиллюстрировано на фиг. 2. Таким образом, дополнительный воздух HA, который имеет более низкое давление, чем воздух, который формирует воздушную завесу AC, вдувается из отверстия 15 для вдувания дополнительного воздуха. Давление дополнительного воздуха HA, например, составляет 0,1 МПа, но ограничения на это не накладываются. Таким образом, посредством задания давления дополнительного воздуха HA ниже давления воздуха, который формирует воздушную завесу AC, можно формировать стабильное воздуходувное пространство.
Дополнительный воздух HA, который вдувается посредством модуля 17 вдувания дополнительного воздуха, вдувается таким образом, что он наклоняется внутрь по мере того, как дополнительный воздух приближается к поверхности B1 материала B, который должен обрабатываться, как проиллюстрировано на фиг. 2. Таким образом, можно перемещать полирующий агент P, который остается между воздушной завесой AC и всасываемым воздухом VA, внутрь от воздуходувного пространства, на которое действует всасываемый воздух VA. Следовательно, можно надлежащим образом всасывать полирующий агент P, который перемещен внутрь. Следовательно, повышается эффективность восстановления полирующего агента P.
Полирующий агент P хранится в бачке 30 с полирующим агентом. Восстанавливающий бачок 50 располагается выше бачка 30 с полирующим агентом и соединяется с ними через сбросной клапан 32. Сбросной клапан 32 открывается и закрывается посредством соленоидного клапана (не показан).
Восстанавливающий бачок 50 восстанавливает полирующий агент P, который распыляется на материал B, который должен обрабатываться, и пыль и т.д., которая формируется посредством распыления полирующего агента P на материал B, который должен обрабатываться, через всасывающее отверстие 12 вакуумной воздуходувной головки 10. Восстанавливающий бачок 50 сконфигурирован из циклонного сепаратора, который отделяет полирующий агент P от пыли и т.д. Как описано выше, восстанавливающий бачок 50 соединяется с бачком 30 с полирующим агентом через сбросной клапан 32. Из полирующего агента P и пыли и т.д., которые отделяются в восстанавливающем бачке 50, многоразовый полирующий агент P остается в восстанавливающем бачке 50 и перемещается в бачок 30 с полирующим агентом, когда сбросной клапан 32 открыт.
Пылеулавливатель 60 собирает пыль и т.д., которая отделяется в восстанавливающем бачке 50, через трубу 61. Пылеулавливающая коробка 62 для сбора пыли и т.д. предоставляется в нижнем участке пылеулавливателя 60. Пылеулавливающая коробка 62 съемно предоставляется для того, чтобы сбрасывать пыль и т.д.
Вытяжной вентилятор 70 располагается в верхнем участке пылеулавливателя 60. Вытяжной вентилятор 70 вращается посредством электромотора, который не показан, и формирует отрицательное давление в пылеулавливателе 60, восстанавливающем бачке 50 и вакуумном шланге 51. Таким образом, воздушный поток формируется, из внутренней части воздуходувного пространства в вакуумный шланг 51, восстанавливающий бачок 50 и пылеулавливатель 60, в этом порядке. Следовательно, можно формировать всасываемый воздух VA к всасывающему отверстию 12 в воздуходувном пространстве и засасывать полирующий агент P, который распыляется на материал B, который должен обрабатываться, а также пыль и т.д.
Далее описывается способ поверхностной обработки с использованием устройства 1 поверхностной обработки согласно настоящему варианту осуществления со ссылкой на блок-схему последовательности операций способа по фиг. 4.
Во-первых, вакуумная воздуходувная головка 10 располагается в предварительно определенной позиции выше поверхности B1 материала B, который должен обрабатываться (S01).
Затем, воздушная завеса AC формируется, и дополнительный воздух HA вдувается (S02). В частности, воздушная завеса AC формируется посредством подачи воздуха из источника 20 подачи воздуха в отверстие 14 для формирования воздушной завесы. Помимо этого, дополнительный воздух вдувается посредством подачи воздуха из источника 20 подачи воздуха в отверстие 15 для вдувания дополнительного воздуха.
Затем, полирующий агент P распыляется (S03). В частности, сжатый воздух подается во внутреннюю часть соединительного участка 18 из компрессора 40 через воздушный шланг 41. Внутреннее давление соединительного участка 18 и шланга 31 для полирующего агента становится отрицательным вследствие сжатого воздуха. После этого полирующий агент P в бачке 30 с полирующим агентом всасывается и распыляется к материалу B, который должен обрабатываться, из распылительного сопла 11. Как результат, поверхность B1 материала B, который должен обрабатываться, подвергается воздуходувной обработке, и поверхности B1 материала B, который должен обрабатываться, придается шероховатость. В это время, сбросной клапан 32, который располагается выше бачка 30 с полирующим агентом, закрывается, и соединение между восстанавливающим бачком 50 и бачком 30 с полирующим агентом разрывается.
Таким образом, посредством формирования воздушной завесы AC и распыления полирующего агента P при вдувании дополнительного воздуха HA, пространство, в котором полирующий агент распыляется, окружено посредством воздушной завесы AC, как проиллюстрировано на фиг. 2. Таким образом, воздуходувное пространство, в котором выполняется воздуходувная обработка, может быть превращено в закрытое пространство. Следовательно, можно предотвращать выпуск полирующего агента P из воздуходувного пространства наружу. Дополнительно, дополнительный воздух HA вдувается к материалу B, который должен обрабатываться, между воздушной завесой AC и всасываемым воздухом VA. Таким образом, дополнительный воздух HA может вдуваться на полирующий агент P, который остается между воздушной завесой AC и всасываемым воздухом VA. Как результат, оставшийся полирующий агент P выходит из статического состояния и засасывается посредством всасываемого воздуха VA через всасывающее отверстие 12. Следовательно, можно эффективно восстанавливать полирующий агент P.
Затем, полирующий агент P, который распыляется на поверхность B1 материала B, который должен обрабатываться, и пыль и т.д. восстанавливаются (S04). В частности, всасываемый воздух VA формируется посредством вращения вытяжного вентилятора 70, и отрицательное давление формируется в пылеулавливателе 60, трубе 61, восстанавливающем бачке 50 и вакуумном шланге 51. Как результат, полирующий агент P, который распыляется на материал B, который должен обрабатываться, и пыль и т.д. восстанавливаются в восстанавливающем бачке 50 через вакуумный шланг 51.
Затем, полирующий агент P и пыль и т.д. отделяются в восстанавливающем бачке 50 (S05). Пыль и т.д., которая отделяется в восстанавливающем бачке 50, транспортируется в пылеулавливатель 60 через трубу 61. Пыль и т.д. затем накапливается в пылеулавливающей коробке 62, и чистый воздух выпускается в атмосферу из вытяжного вентилятора 70. С другой стороны, многоразовый полирующий агент P, который отделяется в восстанавливающем бачке 50, остается в нижнем участке восстанавливающего бачка 50.
После этого определяется то, распылен или нет полирующий агент P по предварительно определенному диапазону материала B, который должен обрабатываться (S06). Если определено то, что полирующий агент P не распылен по предварительно определенному диапазону материала B, который должен обрабатываться (S06: "Нет"), вакуумная воздуходувная головка 10 перемещается на предварительно определенное расстояние (S07). То, распылен или нет полирующий агент P по предварительно определенному диапазону материала B, который должен обрабатываться, определяется посредством, например, камеры, которая не показана, но конкретные ограничения на это не накладываются. Материал B, который должен обрабатываться, может перемещаться на предварительно определенное расстояние без перемещения вакуумной воздуходувной головки 10. Затем после того, как вакуумная воздуходувная головка 10 перемещена на предварительно определенное расстояние, процесс возвращается к этапу S03.
С другой стороны, если определено то, что полирующий агент P распылен по предварительно определенному диапазону материала B, который должен обрабатываться (S06: "Да"), подача сжатого воздуха из сжатого воздуха 40 прекращается. Помимо этого, отрицательное внутреннее давление бачка 30 с полирующим агентом сбрасывается посредством открытия сбросного клапана 32. Распыление полирующего агента P в силу этого прекращается, и этап поверхностной обработки завершается. В это время, полирующий агент P, который остается в нижнем участке восстанавливающего бачка 50, попадает в бачок 30 с полирующим агентом. Таким образом, можно многократно использовать полирующий агент P.
Далее описываются преимущества устройства 1 поверхностной обработки и способа поверхностной обработки согласно настоящему варианту осуществления со ссылкой на фиг. 5.
Фиг. 5 является графиком, иллюстрирующим скорость восстановления полирующего агента P в случае, если имеется дополнительный воздух HA, и в случае, если отсутствует дополнительный воздух HA. На фиг. 5, горизонтальная ось указывает случаи с и без дополнительного воздуха HA, и вертикальная ось указывает скорость восстановления полирующего агента P.
Скорость восстановления полирующего агента P для случая без дополнительного воздуха HA составляет 75%, как проиллюстрировано на фиг. 5. Напротив, скорость восстановления полирующего агента P для случая с дополнительным воздухом HA составляет 95%. Таким образом, скорость восстановления полирующего агента P повышается посредством вдувания дополнительного воздуха HA.
Как описано выше, устройство 1 поверхностной обработки согласно настоящему варианту осуществления содержит вакуумную воздуходувную головку 10, модуль 16 формирования воздушной завесы и модуль 17 вдувания дополнительного воздуха. Вакуумная воздуходувная головка 10 содержит распылительное сопло 11 для распыления полирующего агента P, используемого для воздуходувной обработки, на поверхность B1 материала B, который должен обрабатываться, и всасывающее отверстие 12 для всасывания распыляемого полирующего агента P посредством всасываемого воздуха VA. Модуль 16 формирования воздушной завесы вдувает воздух в направлении поверхности B1 материала B, который должен обрабатываться, чтобы формировать воздушную завесу AC, которая окружает распыляемый полирующий агент P. Помимо этого, модуль 17 вдувания дополнительного воздуха вдувает дополнительный воздух HA, который имеет более низкое давление, чем воздух, который формирует воздушную завесу AC, к материалу B, который должен обрабатываться, между воздушной завесой AC и всасываемым воздухом VA. Таким образом, пространство, в которое распыляется полирующий агент P, окружено посредством воздушной завесы AC. Следовательно, воздуходувное пространство, в котором выполняется воздуходувная обработка, может быть превращено в закрытое пространство, и можно предотвращать выпуск полирующего агента P из воздуходувного пространства наружу. Дополнительно, дополнительный воздух HA вдувается к материалу B, который должен обрабатываться, между воздушной завесой AC и всасываемым воздухом VA. Следовательно, дополнительный воздух HA вдувается на полирующий агент P, который остается между воздушной завесой AC и всасываемым воздухом VA. В это время, поскольку давление дополнительного воздуха HA ниже давления, которое формирует воздушную завесу AC, можно формировать стабильное воздуходувное пространство. Как результат, оставшийся полирующий агент P выходит из статического состояния и восстанавливается посредством всасываемого воздуха VA через всасывающее отверстие 12. Следовательно, можно эффективно восстанавливать полирующий агент P. Помимо этого, поскольку обрабатывающая камера, которая размещает распылительное сопло 11 и весь материал B, который должен обрабатываться, не должна обязательно предоставляться, можно предотвращать усложнение конфигурации устройства. Следовательно, можно предоставлять устройство 1 поверхностной обработки, допускающее эффективное восстановление полирующего агента P без усложнения конфигурации устройства.
Помимо этого, согласно устройству 1 поверхностной обработки настоящего варианта осуществления, описанного выше, относительно искривленных или изогнутых материалов B1, B2, B3, которые должны обрабатываться, можно покрывать воздуходувные поверхности S1, S2, S3 с помощью воздушной завесы AC и вакуумной воздуходувной головки 10, как проиллюстрировано на фиг. 6-8. Следовательно, можно надлежащим образом выполнять воздуходувную обработку для искривленных или изогнутых материалов B1, B2, B3, которые должны обрабатываться.
Дополнительно, дополнительный воздух HA, который вдувается посредством модуля 17 вдувания дополнительного воздуха, вдувается таким образом, что он наклоняется внутрь по мере того, как дополнительный воздух приближается к поверхности B1 материала B, который должен обрабатываться. Таким образом, полирующий агент P, который остается в воздуходувном пространстве, перемещается дополнительно внутрь подходящим способом. Следовательно, дополнительно повышается эффективность восстановления полирующего агента P.
Помимо этого, воздушная завеса AC, сформированная посредством модуля 16 формирования воздушной завесы, формируется таким образом, что она наклоняется наружу по мере того, как воздушная завеса приближается к поверхности B1 материала B, который должен обрабатываться. Таким образом, можно предотвращать помехи между воздушной завесой AC и дополнительным воздухом HA и формировать стабильное воздуходувное пространство.
Дополнительно, как описано выше, в способе поверхностной обработки согласно настоящему варианту осуществления, полирующий агент, используемый для воздуходувной обработки, распыляется на поверхность B1 материала B, который должен обрабатываться, и распыляемый полирующий агент P засасывается с помощью всасываемого воздуха VA. Воздух вдувается в направлении поверхности B1 материала B, который должен обрабатываться, чтобы формировать воздушную завесу AC, которая окружает распыляемый полирующий агент P. Затем дополнительный воздух HA, который имеет более низкое давление, чем воздух, который формирует воздушную завесу AC, вдувается к материалу B, который должен обрабатываться, между воздушной завесой AC и всасываемым воздухом VA. Таким образом, пространство, в которое распыляется полирующий агент P, окружено посредством воздушной завесы AC. Следовательно, воздуходувное пространство, в котором выполняется воздуходувная обработка, может быть превращено в закрытое пространство, и можно предотвращать выпуск полирующего агента P из воздуходувного пространства наружу. Дополнительно, дополнительный воздух HA вдувается к материалу B, который должен обрабатываться, между воздушной завесой AC и всасываемым воздухом VA. Следовательно, дополнительный воздух HA вдувается на полирующий агент P, который остается между воздушной завесой AC и всасываемым воздухом VA. В это время, поскольку давление дополнительного воздуха HA ниже давления, которое формирует воздушную завесу AC, можно формировать стабильное воздуходувное пространство. Как результат, оставшийся полирующий агент P выходит из статического состояния и засасывается с помощью всасываемого воздуха VA через всасывающее отверстие 12. Следовательно, можно эффективно восстанавливать полирующий агент P. Помимо этого, поскольку обрабатывающая камера, которая размещает распылительное сопло 11 и весь материал B, который должен обрабатываться, не должна обязательно предоставляться, можно предотвращать усложнение конфигурации устройства. Следовательно, можно предоставлять способ поверхностной обработки, с помощью которого можно эффективно восстанавливать полирующий агент P без усложнения конфигурации устройства.
Дополнительно, дополнительный воздух HA вдувается таким образом, что он наклоняется внутрь по мере того, как дополнительный воздух приближается к поверхности B1 материала B, который должен обрабатываться. Таким образом, полирующий агент P, который остается в воздуходувном пространстве, перемещается дополнительно внутрь подходящим способом. Следовательно, дополнительно повышается эффективность восстановления полирующего агента P.
Помимо этого, воздушная завеса AC формируется таким образом, что она наклоняется наружу по мере того, как воздушная завеса приближается к поверхности B1 материала B, который должен обрабатываться. Таким образом, можно предотвращать помехи между воздушной завесой AC и дополнительным воздухом HA и формировать стабильное воздуходувное пространство.
Настоящее изобретение не ограничено вариантом осуществления, описанным выше; различные модификации являются возможными в пределах объема формулы изобретения.
Например, в варианте осуществления, описанном выше, отверстия 14 для формирования воздушной завесы и отверстия 15 для вдувания дополнительного воздуха предоставлены в кольцевой пластине 13. Тем не менее, отверстия 14 для формирования воздушной завесы и отверстия 15 для вдувания дополнительного воздуха могут предоставляться в основном корпусе 110A вакуумной воздуходувной головки 110, как проиллюстрировано на фиг. 9.
Помимо этого, в варианте осуществления, описанном выше, всасывающее отверстие 12 располагается радиально снаружи относительно распылительного сопла 11. Тем не менее, всасывающее отверстие может предоставляться радиально внутри относительно распылительного сопла.
Дополнительно, в варианте осуществления, описанном выше, устройство 1 поверхностной обработки используется для целей придания шероховатости поверхности B1 материала B, который должен обрабатываться. Тем не менее, устройство 1 поверхностной обработки может использоваться для целей очистки, снятия заусенцев, дробеструйного упрочнения и т.д. поверхности B1 материала B, который должен обрабатываться.
Помимо этого, в варианте осуществления, описанном выше, отверстия 14 для формирования воздушной завесы и отверстия 15 для вдувания дополнительного воздуха предоставлены в вакуумной воздуходувной головке 10. Тем не менее, отверстия для формирования воздушной завесы и отверстия для вдувания дополнительного воздуха могут предоставляться отдельно от вакуумной воздуходувной головки.
Перечень ссылочных позиций
1 - устройство поверхностной обработки
10 - вакуумная воздуходувная головка
11 - распылительное сопло
12 - всасывающее отверстие
14 - отверстие для формирования воздушной завесы
15 - отверстие для вдувания дополнительного воздуха
16 - модуль формирования воздушной завесы
17 - модуль вдувания дополнительного воздуха
20 - источник подачи воздуха
AC - воздушная завеса
B - материал, который должен обрабатываться
B1 - поверхность материала, который должен обрабатываться
HA - дополнительный воздух
P - полирующий агент
VA - всасываемый воздух
Изобретение относится к устройству поверхностной обработки. Устройство содержит вакуумную воздуходувную головку, модуль формирования воздушной завесы и модуль вдувания дополнительного воздуха. Вакуумная воздуходувная головка содержит распылительное сопло для распыления полирующего агента и всасывающее отверстие для всасывания распыляемого полирующего агента с помощью всасываемого воздуха. Модуль формирования воздушной завесы вдувает воздух в направлении поверхности материала, подлежащего обработке для формирования воздушной завесы, которая окружает распыляемый полирующий агент. Модуль вдувания дополнительного воздуха для вдувания дополнительного воздуха между воздушной завесой и всасываемым воздухом к материалу, подлежащему обработке, при более низком давлении, чем воздух, формирующий воздушную завесу. В результате обеспечивается эффективное восстановление полирующего агента. 2 н. и 4 з.п. ф-лы, 9 ил.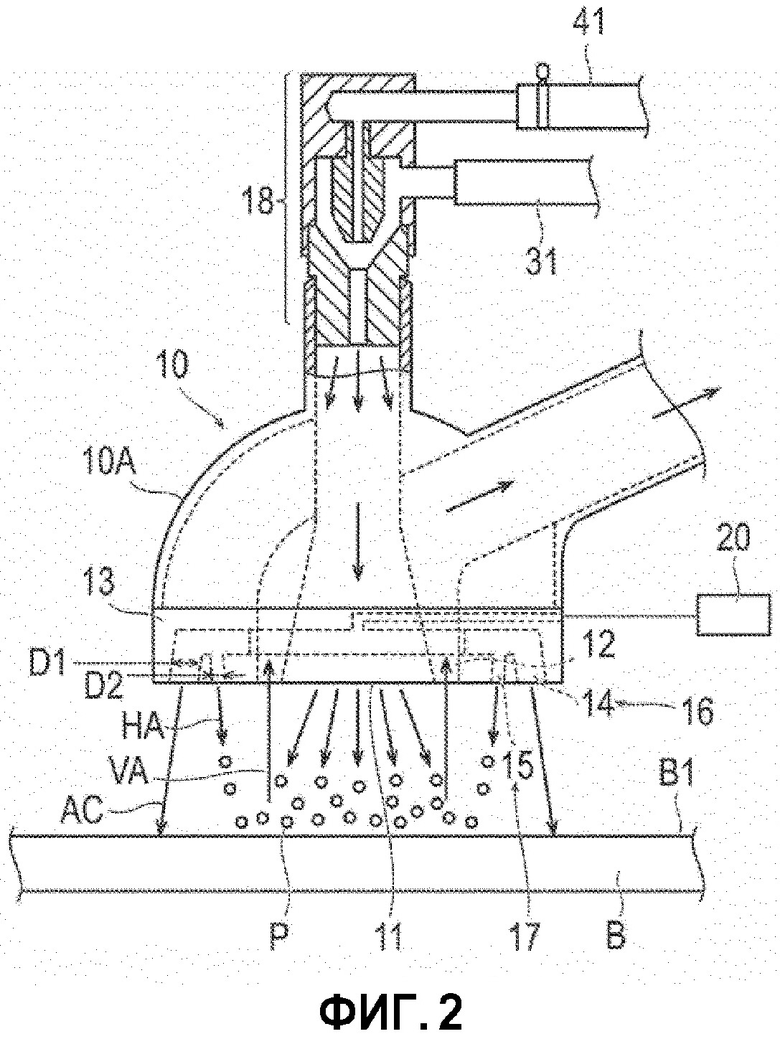
1. Устройство для поверхностной обработки, отличающееся тем, что оно содержит:
вакуумную воздуходувную головку, включающую в себя распылительное сопло для распыления полирующего агента для воздуходувной обработки на поверхности материала, подлежащего обработке, и всасывающее отверстие для всасывания распыляемого полирующего агента с помощью всасываемого воздуха;
модуль формирования воздушной завесы, который вдувает воздух в направлении поверхности материала, подлежащего обработке, чтобы формировать воздушную завесу, которая окружает распыляемый полирующий агент; и
модуль вдувания дополнительного воздуха, который вдувает дополнительный воздух между воздушной завесой и всасываемым воздухом к материалу, подлежащему обработке, при более низком давлении, чем воздух, формирующий воздушную завесу.
2. Устройство поверхностной обработки по п. 1, отличающееся тем, что вдуваемый дополнительный воздух наклоняется посредством модуля вдувания дополнительного воздуха внутрь по мере того, как дополнительный воздух приближается к поверхности материала, подлежащего обработке.
3. Устройство поверхностной обработки по п. 1 или 2, отличающееся тем, что формируемая воздушная завеса наклоняется посредством модуля формирования воздушной завесы наружу по мере того, как воздушная завеса приближается к поверхности материала, подлежащего обработке.
4. Способ поверхностной обработки с распылением полирующего агента для воздуходувной обработки на поверхности материала, подлежащего обработке, и всасыванием распыляемого полирующего агента с помощью всасываемого воздуха, отличающийся тем, что:
вдувают воздух в направлении поверхности материала, подлежащего обработке, чтобы формировать воздушную завесу, которая окружает распыляемый полирующий агент; и
вдувают дополнительный воздух между воздушной завесой и всасываемым воздухом к материалу, подлежащему обработке, при более низком давлении, чем воздух, который формирует воздушную завесу.
5. Способ поверхностной обработки по п. 4, отличающийся тем, что вдувание дополнительного воздуха обеспечивают с наклоном его внутрь по мере того, как дополнительный воздух приближается к поверхности материала, подлежащего обработке.
6. Способ поверхностной обработки по п. 4 или 5, отличающийся тем, что формирование воздушной завесы обеспечивают с наклоном ее наружу по мере того, как воздушная завеса приближается к поверхности материала, подлежащего обработке.
| СПОСОБ ЛЕЧЕНИЯ ОСТРОГО ПАНКРЕАТИТА | 2000 |
|
RU2198680C2 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1063585A1 |
| 0 |
|
SU403544A1 |

