Изобретение относится к металлургии, в частности, к конструкционной низколегированной стали для сварных конструкций и может найти применение в области производства листового проката толщиной до 40 мм для магистральных газопроводных труб с высокой деформационной способностью, а также для использования в конструкциях зданий и сооружений для повышения их сейсмической приспособленности.
Для устойчивости в условиях подвижности грунтов стальные конструкции, например, трубопроводы должны быть выполнены из стали, обладающей не только высокой прочностью и вязкостью, но и низким отношением предела текучести к временному сопротивлению, а также высоким равномерным относительным удлинением.
Известен способ производства толстолистового проката, включающий выплавку стали, разливку, нагрев и термодеформационную прокатку заготовки, ускоренное охлаждение готового проката, отличающийся тем, что выплавляют сталь следующего химического состава, мас. %:
термодеформационную прокатку заканчивают в интервале температур от Аrз+30°С до Аrз-30°С, ускоренное охлаждение осуществляют в два этапа, на первом этапе со скоростью 10-30 град/с до температуры 650-550°С, затем после паузы 3-10 с на втором этапе со скоростью 5-20 град/с до температуры 550-450 °С, а последующее охлаждение до 100°С осуществляют замедленно со скоростью 0,10-0,01 град/с (Патент РФ №2393236, МПК C21D 8/02, С22С 38/44, опубл. 27.06.2010 г.).
Недостатком аналога является получение не оптимальной микроструктуры для гарантированного достижения высокой деформационной способности стали, определяемой уровнем значений равномерного удлинения и отношения предела текучести к временному сопротивлению.
Известен наиболее близкий к предложенному способ производства штрипса для труб магистральных трубопроводов толщиной от 24 до 40 мм, принятый за прототип, включающий получение заготовки из стали, нагрев заготовки выше  , дробную деформацию и ступенчатое охлаждение готового штрипса в установке контролируемого ускоренного охлаждения до температуры 550-400°С с последующим охлаждением в кессоне до 150°С и далее на воздухе, при котором заготовку получают из стали со следующим соотношением элементов, мас. %:
, дробную деформацию и ступенчатое охлаждение готового штрипса в установке контролируемого ускоренного охлаждения до температуры 550-400°С с последующим охлаждением в кессоне до 150°С и далее на воздухе, при котором заготовку получают из стали со следующим соотношением элементов, мас. %:
при этом углеродный эквивалент Сэкв ≤ 0,40 мас. %, коэффициент трещиностойкости Рсm ≤ 0,21 мас. %, перед деформацией заготовку нагревают до температуры 1150-1200°С в течение 7-8 ч, затем проводят предварительную деформацию с суммарной степенью обжатия 58-65% с регламентированными обжатиями 14-20% при температуре 940-990°С, далее осуществляют охлаждение полученной заготовки на 70-100°С со скоростью 4-12°С/с и последующую выдержку 3-5 с на 1 мм сечения заготовки на воздухе, окончательную деформацию проводят при температуре 830-750°С с суммарной степенью обжатий не менее 43% и не менее 12% за проход (Патент РФ №2426800, МПК C21D8/02, С22С38/44, С22С38/48, C21D9/46, опубл. 20.08.2011 г.).
Недостатком способа также является получение не оптимальной микроструктуры, которая не обеспечивает высокую деформационную способность стали для сохранения целостности конструкций в целом при протекании реологических процессов в грунтах.
Техническим результатом изобретения является обеспечение повышенной деформационной способности проката и стальных конструкций, выполненных из него, позволяющей улучшить показатели сейсмостойкости трубопроводов и сейсмической приспособленности зданий и сооружений за счет повышения деформируемости конструкций в целом.
Технический результат достигается тем, что листовой прокат выполнен из конструкционной низколегированной стали для сварных конструкций с содержанием элементов, мас. %: углерод 0,03 - 0,07; кремний 0,10 - 0,25; марганец 1,60 - 1,80; титан 0,010 - 0,025; ниобий 0,025 - 0,055; азот не более 0,006; алюминий 0,020 - 0,050; сера не более 0,002; фосфор не более 0,015; железо и примеси остальное, при этом листовой прокат имеет гарантированное временное сопротивление не менее 590 МПа, отношение предела текучести к временному сопротивлению не более 88%, относительное равномерное удлинение не менее 10%, причем сталь имеет феррито-мартенситную структуру с полосчатостью не выше 2-го балла. Технический результат достигается также тем, что в способе получения листового проката, включающем разливку слябов на МНЛЗ с технологическими переливами, прокатку на стане с одноступенчатым ускоренным охлаждением, перед разливкой в стали обеспечивают содержание водорода не более 2,0 ррm, в ходе технологических переливов разливку осуществляют с защитой струи, а одноступенчатое ускоренное охлаждение проката в потоке стана прерывают при температуре не выше 100°С.
Сущность изобретения заключается в изготовлении слябов из стали заданного состава, что при реализации предлагаемых технологических режимов и мероприятий обеспечивает требуемый уровень механических свойств листового проката.
Для получения требуемой прочности содержание углерода должно быть не менее 0,03%, но при содержании углерода более 0,07% наряду с ухудшением свариваемости снижается низкотемпературная вязкость стали. Низкое содержание углерода так же благоприятно для снижения сегрегации в непрерывнолитых заготовках и структурной полосчатости в прокате.
Кремний и алюминий являются технологическими примесями и вводятся в сталь для раскисления. Химические элементы в заявленных пределах обеспечивают необходимую степень раскисленности стали и высокую степень чистоты по эндогенным неметаллическим включениям.
Добавка марганца в заявленных пределах способствует лучшей прокаливаемости стали при ускоренном охлаждении. При содержании марганца более 1,80% ухудшаются пластические свойства стали, при содержании менее 1,60% снижаются прочностные свойства.
Титан, являясь нитридообразующим элементом, способствует измельчению зерна в стали при содержании более 0,010%. Верхний предел содержания титана ограничен 0,025% из-за активации процесса образования крупных неметаллических включений кубической формы, снижающих ее ударную вязкость.
Ниобий, обеспечивая выделение дисперсных частиц при термомеханической обработке, позволяет контролировать рост зерна аустенита, измельчать зерно и, как следствие, получать требуемое сочетание прочностных и пластических свойств. Ниобий в концентрации менее 0,025% не эффективен, его содержание в стали более 0,055% экономически не целесообразно.
Азот необходим для выделения дисперсных карбидов титана, сдерживающих миграцию границ зерен при высоких температурах нагрева и уменьшающих размер действительного зерна аустенита. При его содержании свыше 0,006% значительно ухудшается низкотемпературная ударная вязкость.
Сера и фосфор являются вредными примесями, их концентрация должна быть минимальной, однако при концентрации серы не более 0,002% и фосфора не более 0,015% их отрицательное влияние на свойства стали незначительно. При этом дальнейшее снижение примесей возможно только за счет более глубокой десульфурации и дефосфорация стали, что существенно удорожает ее производство и нецелесообразно.
Легирование никелем, медью, молибденом и микролегирование ванадием в текущей химической композиции стали не предусмотрено.
Концентрация химических элементов в стали, а также величина значений технологических параметров производства в заявленных в формуле изобретения пределах выбраны таким образом, чтобы обеспечить отношение предела текучести к временному сопротивлению не более 88%, а относительное равномерное удлинение не менее 10%.
Получение феррито-мартенситной структуры позволяет повысить прочность стали, увеличить пластичность и ударную вязкость, а также получить более низкое отношение предела текучести к временному сопротивлению. При этом получение в изделии структурной полосчатости свыше 2-го балла приводит к резкому снижению ее вязкостных свойств.
Обеспечение чистоты расплава перед разливкой по содержанию водорода не более 2,0 ррm предотвращает образование внутренних разрывов (флокенов) в листах из стали предлагаемого состава. Кроме того, проведение разливки на МНЛЗ с защитой струи трубами и погружными огнеупорными стаканами защищает расплав от вторичного окисления в ходе технологических переливов, предотвращая образование в стали эндогенных неметаллических включений, оказывающих общее негативно влияние на уровень механических свойств проката и стальных конструкций.
Заявленный интервал окончания одноступенчатого ускоренного последеформационного охлаждения не выше 100°С обусловлен задачей получения в прокате двухфазной феррито-мартенситной структуры, что позволяет повысить прочность стали, увеличить пластичность и ударную вязкость, а также получить более низкое отношение предела текучести к временному сопротивлению и, как следствие, обеспечить высокий уровень деформационной способности проката из предлагаемой стали. Кроме того, окончание ускоренного охлаждения при температуре не выше 100°С значительно повышает стабильность свойств по всей площади раската, выравнивая условия распада переохлажденного аустенита в объеме.
Реализация предложенного технического решения обеспечивает повышенную деформационную способность проката и труб, позволяющую улучшить показатели сейсмостойкости магистральных трубопроводов, а также сейсмическую приспособленность зданий и сооружений за счет повышения деформируемости конструкций, выполненных из предложенного проката, в целом, что достигается выбором рациональных технологических режимов и мероприятий для получения листового проката из стали предлагаемого химического состава. При выходе варьируемых параметров за указанные границы возможно неполучение стабильно высоких результатов механических испытаний. Имеющиеся данные подтверждают правильность выбранных мероприятий, а также значений технологических параметров в рамках предложенного листового проката из стали указанного химического состава и способа его получения.
Применение способа поясняется примером его реализации при производстве листов 25,8 мм на толстолистовом стане 5000 ПАО «Северсталь».
Выплавку стали осуществляли в кислородном конвертере с предварительным проведением процесса десульфурации чугуна магнием в заливочном ковше. На выпуске проводили первичное легирование, раскисление и обработку металла твердошлаковыми смесями с продувкой аргоном в сталеразливочном ковше. Окончательное легирование, микролегирование, десульфурацию стали и перегрев металла для проведения вакуумирования проводили на установке ковш-печь. Дегазацию металла осуществляли путем его вакуумирования с обеспечением содержания водорода 1,86 ррm. Модифицирование кальцием проводили на установке вакуумирования стали непосредственно перед разливкой путем использования проволоки с чистым кальцием. Разливку производили на МНЛЗ с защитой струи металла от вторичного окисления с использованием труб и погружных огнеупорных стаканов.
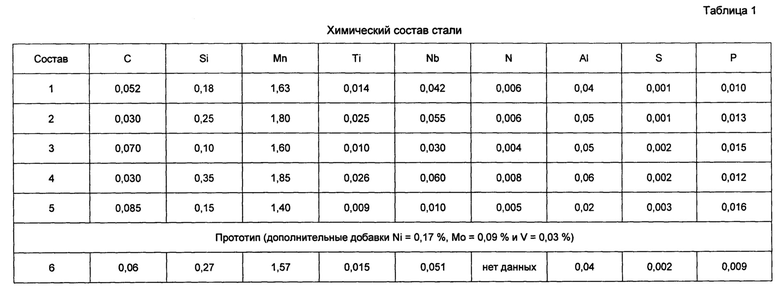
Химический состав экспериментальных плавок приведен в таблице 1.
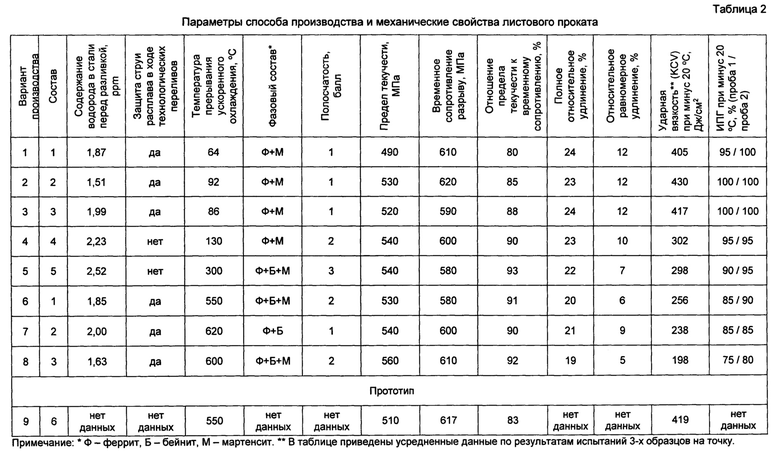
Сталь получена со следующим составом химических элементов, масс. %: С=0,052; Si=0,18; Mn=1,63; Ti=0,014; Nb=0,042; N=0,006; Al=0,04; S=0,001; Р=0,010 железо и примеси - остальное, при этом листовой прокат, выполненный из нее, после проведения одноступенчатого ускоренного охлаждения до температуры 64°С имеет временное сопротивление 610 МПа, отношение предела текучести к временному сопротивлению 86%, относительное равномерное удлинение 12%, причем структура представлена блочным ферритом и низкоуглеродистым мартенситом с полосчатостью 1-го балла.
Механические испытания проводили на образцах, изготовленных из проб, отобранных в поперечном направлении относительно направления прокатки. Испытания на статическое растяжение проводили на плоских пятикратных образцах по ГОСТ 1497, ударный изгиб - на образцах с V-образным надрезом по ГОСТ 9454 при температуре минус 20°С, падающим грузом - на полнотолщинных образцах по требованиям ГОСТ 30456 при температуре минус 20°С.
Варианты реализации предложенного способа и результаты испытаний приведены в таблице 2.
Результаты испытаний показали, что предлагаемый способ производства стали выбранного химического состава (варианты №1, 2, и 3) обеспечивает удовлетворительный уровень механических свойств, определяемых при статических испытаниях образцов на растяжение, а также при динамических испытаниях на маятниковом копре и копре с падающим грузом. При запредельных значениях предложенных режимов (варианты №4 - 8) и способе-прототипе не удается достигнуть целевой феррито-мартенситной структуры с полосчатостью не выше 2-го балла и требуемого уровня механических свойств по равномерному относительному удлинению, а также отношению предела текучести к временному сопротивлению.
Таким образом, применение описанного способа получения листового проката и листового проката из стали приведенного состава обеспечивает достижение требуемых результатов, а именно, обеспечение повышенной деформационной способности проката и труб большого диаметра, позволяющей улучшить показатели сейсмостойкости трубопроводов и сейсмической приспособленности зданий и сооружений за счет повышения деформируемости конструкций в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства горячекатаных листов из низколегированной стали класса прочности К60 толщиной до 40 мм | 2018 |
|
RU2675891C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2014 |
|
RU2547087C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ КОНСТРУКЦИОННОЙ ХЛАДОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2017 |
|
RU2677445C1 |
| Способ получения высокопрочного горячекатаного проката | 2024 |
|
RU2836344C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2009 |
|
RU2393236C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2011 |
|
RU2465346C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ЛИСТОВОГО ПРОКАТА ИЗ ЭКОНОМНОЛЕГИРОВАННОЙ ХЛАДОСТОЙКОЙ СТАЛИ С УРОВНЕМ ПРОЧНОСТИ НЕ МЕНЕЕ 950 МПА | 2024 |
|
RU2840370C1 |
| Толстый лист из конструкционной стали для изготовления деталей сварных конструкций и способ его получения в нормализованном состоянии | 2016 |
|
RU2630721C1 |
| Способ производства толстолистового проката с повышенной деформационной способностью (варианты) | 2019 |
|
RU2709071C1 |
| ЛИСТ ИЗ КОНСТРУКЦИОННОЙ КРИОГЕННОЙ ВЫСОКОПРОЧНОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2023 |
|
RU2833571C1 |
Изобретение относится к области металлургии, а именно к конструкционной низколегированной стали, используемой для производства листового проката для сварных конструкций, в частности листового проката толщиной до 40 мм для магистральных газопроводных труб с высокой деформационной способностью, а также для использования в конструкциях зданий и сооружений для повышения их сейсмической приспособленности. Листовой прокат выполнен из стали, содержащей, мас.%: углерод 0,03-0,07, кремний 0,10-0,25, марганец 1,60-1,80, титан 0,010-0,025, ниобий 0,025-0,055, азот не более 0,006, алюминий 0,020-0,050, серу не более 0,002, фосфор не более 0,015, остальное - железо и примеси. Прокат имеет гарантированное временное сопротивление не менее 590 МПа, отношение предела текучести к временному сопротивлению не более 88%, относительное равномерное удлинение не менее 10%, а сталь имеет феррито-мартенситную структуру с полосчатостью не выше 2-го балла. Повышается деформационная способность проката и стальных конструкций, выполненных из него, позволяющая улучшить показатели сейсмостойкости трубопроводов и сейсмической приспособленности зданий и сооружений за счет повышения деформируемости конструкций в целом. 2 н.п. ф-лы, 2 табл.
1. Листовой прокат, выполненный из конструкционной низколегированной стали для сварных конструкций с содержанием элементов, мас.%:
при этом он имеет гарантированное временное сопротивление не менее 590 МПа, отношение предела текучести к временному сопротивлению не более 88%, относительное равномерное удлинение не менее 10% и феррито-мартенситную структуру с полосчатостью не выше 2-го балла.
2. Способ получения листового проката по п. 1, включающий разливку стали на МНЛЗ с технологическими переливами и прокатку слябов на стане с одноступенчатым ускоренным охлаждением проката, при этом перед разливкой в стали обеспечивают содержание водорода не более 2,0 ррm, технологические переливы стали осуществляют с защитой струи, а одноступенчатое ускоренное охлаждение проката в потоке стана прерывают при температуре не выше 100°С.
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2008 |
|
RU2426800C2 |
| СПОСОБ ПРИЗВОДСТВА ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2013 |
|
RU2532768C1 |
| ВЫСОКОПРОЧНАЯ МНОГОФАЗНАЯ СТАЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ ЭТОЙ СТАЛИ | 2013 |
|
RU2615957C2 |
| EP 1777316 B1, 11.08.2010 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ НАПИТКА ИЗ КАПСУЛЫ, КАПСУЛА И СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2011 |
|
RU2589673C2 |
| Устройство для подачи фольги в печатно-позолотном прессе | 1985 |
|
SU1291448A1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ГИРОСКОПА С ЭЛЕКТРИЧЕСКИМ ПОДВЕСОМ РОТОРА | 1994 |
|
RU2116624C1 |

