Изобретение относится к области металлургии, в частности к производству конструкционных сталей северного исполнения с повышенной хладостойкостью при сохранении достаточного уровня прочностных и пластических свойств и может быть использовано для изготовления элементов конструкций нефтегазопроводов, а также в судостроении, строительстве, мостостроении и других отраслях.
Известен способ производства листового проката, включающий выплавку низкоуглеродистой низколегированной стали, получение заготовки, предварительную и окончательную деформации в реверсивном режиме, контролируемое охлаждение проката, отпуск и окончательное охлаждение на воздухе до температуры окружающей среды, при этом контролируемое охлаждение проката осуществляют с температуры конца деформации, находящейся в интервале (Ас3+20)÷(Ас3+40)°С, до температуры 530-570°С со скоростью 30-40°С/сек, а отпуск проводят при температуре 665-695°С с выдержкой 0,2-4,0 мин/мм, а сталь выплавляют следующего химического состава при соотношении ингредиентов, мас. %:
Основным недостатком указанного способа производства является недостаточная стабильность характеристик работоспособности листового проката толщиной 60-90 мм, в первую очередь, при испытании образцов на ударную вязкость при температурах ниже -60°С, что не позволяет использовать данный прокат для задвижек, используемых для транспортировки углеводородов в районах Крайнего Севера и Арктических морей. Другим недостатком известного способа является то, что состав имеет широкий диапазон легирующих элементов с более высоким их содержанием (ванадий, хром, молибден, ниобий, никель и титан), что приводит к увеличению себестоимости производимой продукции.
Наиболее близким аналогом к заявляемому изобретению является способ производства хладостойкого листового проката из стали следующего химического состава, мас. %:
Способ производства включает выплавку стали, разливку на заготовки, аустенитизацию при температуре 1180-1210°С, предварительную деформацию с регламентированными обжатиями не менее 12%, последующее охлаждение раската на воздухе до температуры начала окончательной деформации, окончательную деформацию, ускоренное охлаждение раската с его последующим замедленным охлаждением в штабеле до температуры окружающего воздуха. При этом предварительную деформацию проводят при температуре 1000-1050°С, окончательную деформацию при температуре 880-770°С, причем каждое последующее обжатие на 1-4% больше предыдущего (пат. РФ №2432403, C21D 8/02).
Недостаток известного способа заключается в том, что получаемый листовой прокат имеет более низкие пластические свойства, в частности по относительному удлинению, в связи с чем не обеспечивается заданный комплекс механических свойств. Также недостаток известного способа заключается в том, что заявляемый состав имеет высокое содержание легирующих элементов (никель, молибден, ниобий, ванадий), что приводит к увеличению себестоимости продукции.
Техническая проблема, решаемая заявляемой группой изобретений, заключается в производстве высококачественного листового проката из конструкционной хладостойкой стали для изготовления изделий ответственного назначения, эксплуатируемых в условиях Крайнего севера.
Технический результат, обеспечиваемый изобретением, заключается в получении экономнолегированного листового проката, обладающего повышенной хладостойкостью и трещиностойкостью при сохранении достаточного уровня прочностных и пластических свойств.
Поставленный результат достигается тем, что
- в первом варианте способа производства листового проката из конструкционной хладостойкой стали, включающем выплавку стали, разливку на заготовки, аустенитизацию при температуре 1180-1210°С, предварительную деформацию с регламентированными обжатиями не менее 12%, последующее охлаждение раската на воздухе до температуры начала окончательной деформации, окончательную деформацию, замедленное охлаждение листового проката в штабеле до температуры окружающего воздуха, согласно изобретению, выплавляют сталь следующего состава, мас. %:
при этом предварительную деформацию с регламентированными обжатиями проводят при температуре 950-1100°С, а окончательную деформацию осуществляют при температуре 760-880°С.
- во втором варианте способа производства листового проката из конструкционной хладостойкой стали, включающем выплавку стали, разливку на заготовки, аустенитизацию при температуре 1180-1210°С, предварительную деформацию с регламентированными обжатиями не менее 12%, последующее охлаждение раската на воздухе до температуры начала окончательной деформации, окончательную деформацию, ускоренное охлаждение листового проката с его последующим замедленным охлаждением в штабеле до температуры окружающего воздуха, согласно изобретению, выплавляют сталь следующего состава, мас. %:
при этом предварительную деформацию с регламентированными обжатиями проводят при температуре 950-1100°С, окончательную деформацию проводят при температуре 760-880°С, а ускоренное охлаждение листового проката осуществляют со скоростью 5-20°С/с до интервала температур 600-700°С.
Комплекс эксплуатационных и механических свойств листового проката определяется микроструктурно-фазовым состоянием низколегированной стали, которое, в свою очередь, зависит от химического состава и деформационно-термической обработки.
Заявляемый химический состав стали выбран с учетом следующих особенностей.
Углерод в стали в заявляемом диапазоне выбран с целью обеспечения высокой пластичности, снижения хрупкости и исключения вероятности образования холодных трещин. Содержание углерода свыше 0,13% нецелесообразно вследствие резкого снижения пластичности и вязкости стали, что приводит к повышению хладноломкости.
Марганец в стали в количестве 1,40-1,60% обеспечивает раскисление стали. В заявляемом количестве он растворяется в феррите, входит в карбиды в качестве легирующего элемента и тем самым обеспечивает высокую прочность стали. При содержании марганца менее 1,40% упрочняющий эффект от него недостаточен. А при содержании марганца свыше 1,6% приводит к увеличению доли перлитной составляющей без существенного изменения структуры и, следовательно, к упрочнению стали с ухудшением вязкости и хладостойкости.
Кремний раскисляет сталь, упрочняет ферритную матрицу, снижает хладостойкость стали. При концентрации кремния менее 0,50% прочность стали ниже допустимой, а при концентрации более 0,70% снижается ударная вязкость и пластичность стали, что приводит к ее охрупчиванию.
Содержание в заявляемом диапазоне алюминия способствует получению мелкозернистой структуры. Это связано с тем, что алюминий образует нитриды алюминия, которые растворяются в аустените, способствуя измельчению аустенитного зерна, препятствуя его росту при нагреве. Алюминий - один из значимых элементов состава, повышающих вязкостные свойства стали. Ограничение его содержания в стали связано с предупреждением образования неметаллических включений.
Хром является карбидообразующим элементом в стали. Содержание хрома в интервале 0,03-0,10% повышает способность сталей к термическому упрочнению, их стойкость к коррозии и окислению, обеспечивает повышение прочности при повышенных температурах.
Никель в наибольшей степени понижает хладноломкость стали и полностью растворим в железе, поскольку имеет близкое кристаллическое строение решетки. Данный элемент не является карбидообразующим, он находится в твердом растворе феррита или аустените. Никель упрочняет феррит, повышая его вязкость и способствуя снижению порога хладноломкости. Ограничение содержания никеля связано с его дефицитностью.
Добавление меди в пределах 0,03-0,10%, повышает прочность и коррозионную стойкость стали. Большее содержание меди нецелесообразно ввиду опасности возникновения красноломкости, а также дополнительных экономических затрат.
Легирование молибденом применяется для снижения температуры γ→α-превращения и дополнительного измельчения зерна феррита за счет образования дисперсной α-фазы при прохождении превращения в неравновесных условиях. Кроме того, это вносит вклад в реализацию зернограничного упрочнения, что снижает склонность стали к отпускной хрупкости и порог хладноломкости.
Ниобий образует карбиды, которые располагаются по границам зерен и субзерен, тормозят движение дислокаций, тем самым упрочняя сталь. При содержании ниобия менее 0,001% его влияние недостаточно велико на прочностные свойства стали, а в количестве более 0,01% он значительно подавляет процессы рекристаллизации при деформационной обработке.
Титан является сильным карбонитридообразующим элементом. Содержание титана ниже 0,004% не обеспечит образования достаточного количества карбонитридов и не повлияет на хладостойкость стали. При содержании титана выше 0,025% избыточное количество образующихся карбонитридов значительно упрочнит сталь и снизит пластичность.
При заявленном содержании карбонитридообразующих элементов (ниобия, титана и ванадия) достигается наиболее эффективное действие на свойства стали. В данных диапазонах в раствор переходит упрочняющая фаза в количестве, достаточном для последующего дисперсного упрочнения, а нерастворенной остается такое ее количество, которое необходимо для создания эффективных барьеров, тормозящих рост зерен при нагреве.
Таким образом, заявляемое микролегирование приводит к измельчению зерна стали, повышению ее прочностных свойств, увеличению трещиностойкости, снижению вероятности развития зернограничных сегрегаций примесных атомов, тем самым предупреждая рост зерна при технологических нагревах и термической обработке.
Азот способствует образованию нитридов в стали. Верхний предел содержания азота - 0,008% обусловлен необходимостью получения заданного уровня пластичности и вязкости стали, а нижний предел - 0,001% - вопросами технологичности производства. Азот в металле в сочетании с различными сильными нитридообразующими элементами - ванадием, алюминием, ниобием и титаном приводит к ванадиево-нитридному упрочнению за счет выделения мелкодисперсных нитридов ванадия, способствуя измельчению зерна. Это увеличивает прочность стали, не ухудшая ее хладостойкость.
Фосфор оказывают резко отрицательное действие на хладостойкость стали. Растворяясь в феррите, он заметно искажает кристаллическую решетку твердого раствора и повышает температуру перехода в твердое состояние. Охрупчивающее влияние фосфора усиливается при обогащении им межзеренных границ, благодаря развитию ликвационных процессов. Обогащение фосфором границ аустенитных зерен может также являться следствием перераспределения примесей из-за неодновременного протекания процессов превращения неравновесных структур. Обратимая отпускная хрупкость способствует не только абсолютному уменьшению уровня ударной вязкости, но и существенному повышению порога хладноломкости.
Сера практически нерастворима в феррите и присутствует в стали в виде сульфидов. Сернистые включения могут иметь вид обособленных сульфидов и в виде строчек располагаются по границам зерен. Последний вид включений особенно вреден с точки зрения хладостойкой стали, так как приводит к ослаблению границ зерен и затрудняет пластическую деформацию. При концентрации серы и фосфора не более 0,005% и не более 0,016% соответственно их отрицательное влияние на свойства стали незначительно. В то же время более глубокая десульфурация и дефосфорация стали существенно удорожают ее производство.
Модифицирование кальцием в заявляемом диапазоне способствует снижению концентрации серы, формированию более мелких трудно деформируемых неметаллических включений, имеющих глобулярную форму. При этом ударная вязкость возрастает, резко уменьшается скорость распространения усталостной трещины, повышаются характеристики вязкости разрушения. При введении в состав стали кальция в количестве менее 0,0001% его положительное влияние на структуру стали совсем не значительно, а содержание кальция более 0,01% приводит к росту количества и размеров неметаллических включений, снижению пластичности и ударной вязкости.
Таким образом, заявляемый химический состав стали обеспечивает наиболее стабильный уровень хладостойкости и трещиностойкости при низких температурах (до -60°С).
Выбранные температурно-деформационные режимы обусловлены следующими особенностями. Перед прокаткой заготовку нагревают до температуры 1180-1210°С. Превышение верхней границы интервала температур приводит к аномальному росту зерна аустенита, а, следовательно, к снижению прочностных и вязкостных свойств проката. При нагреве ниже температуры 1180°С карбиды и карбонитриды ванадия, ниобия, молибдена и титана плохо растворяются в аустените, что оказывает негативное влияние на свойства стали, а именно снижается прочность.
Предварительная высокотемпературная деформация (в диапазоне 950-1100°С) с заявленными обжатиями интенсифицирует процессы рекристаллизации деформированного аустенита, способствуя получению мелкодисперсного аустенитного зерна. Кроме того, регламентация обжатий не менее 12% позволяет в процессе динамической рекристаллизации сформировать мелкодисперсную карбидную фазу, предотвращающую прохождение собирательной рекристаллизации, и обеспечить измельчение структуры по всей толщине.
Применение окончательной деформации при температуре 760-880°С обеспечивает формирование мелкозернистой структуры с равномерно распределенной мелкодисперсной карбидной структурой. При температуре конца деформации более 880°С возрастает неравномерность размеров аустенитных зерен, в следствие чего снижаются вязкостные и прочностные свойства листового проката. А температура конца деформации менее 760°С приводит к формированию анизотропной микроструктуры заявляемого состава стали, падению ударной вязкости ниже допустимого уровня.
После окончательной деформации осуществляют охлаждение листового проката по двум вариантам.
По первому варианту листовой прокат замедленно охлаждают в штабелях до температуры окружающего воздуха, что способствует формированию структуры состоящей из фрагментированного феррита с перлитной составляющей с размером действительного зерна 7-9 баллов.
Таким образом, главными отличительными особенностями способа производства по первому варианту являются:
- заявляемый диапазон содержания элементов химического состава для формирования оптимальной фрагментированной микроструктуры стали с получением гарантированного уровня хладостойкости при сохранении прочностных и пластических свойств;
- нормализующая прокатка с температурой окончания деформации в интервале 760-880°С и последующим замедленным охлаждением в штабеле и на воздухе для обеспечения структурного состояния и механических свойств металла, эквивалентных нормализованному.
По второму варианту после окончательной деформации листовой прокат ускоренно охлаждают со скоростью 5-20°С/с до температуры 600-700°С, что способствует образованию мелкозернистой структуры. В зависимости от выбранной скорости охлаждения формируется феррито-перлитная (размер зерна феррита составляет 10,5 мкм), либо феррито-бейнитная структура (размер зерна феррита уменьшается до 7,2 мкм). А затем проводят замедленное охлаждение в штабеле, что способствует снятию термических напряжений.
Главными отличительными признаками способа производства по второму варианту являются:
- заявляемый диапазон содержания элементов химического состава для формирования оптимальной фрагментированной микроструктуры стали с получением гарантированного уровня хладостойкости при сохранении прочностных и пластических свойств;
- повышение температурного интервала до 1100°С на стадии предварительной деформации с регламентированными обжатиями более 12% для измельчения аустенитного зерна за счет процессов рекристаллизации и деформации;
- обеспечение температуры окончания деформации в интервале температур 760-880°С для формирования мелкодисперсной структуры за счет дисперсионного упрочнения;
- регламентация температуры конца ускоренного охлаждения до 600-700°С для формирования равномерной феррито-перлитной или феррито-бейнитной структуры по всей толщине проката при полиморфном превращении.
Таким образом, заявляемые температурно-деформационные режимы производства листового проката позволяют сформировать оптимальный фазовый состав с высоким комплексом эксплуатационных и механических свойств стали.
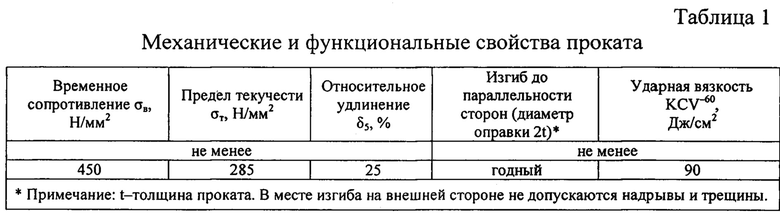
Требуемый комплекс свойств горячекатаных листов в состоянии поставки приведен в табл. 1.
Пример осуществления способа (по варианту 1).
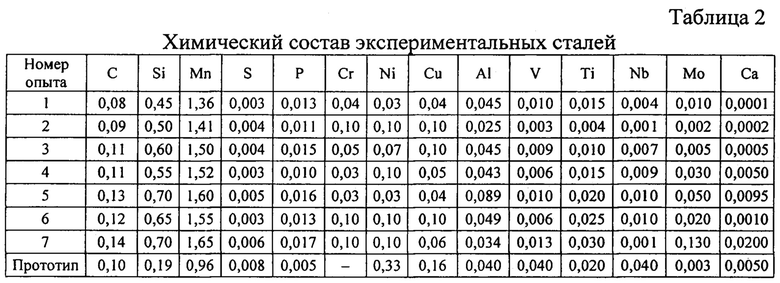
При помощи индукционной плавильной печи ИСТ 0,03/0,05 И1 произвели выплавку сталей различного химического состава (табл. 2).
Полученные слитки нагревали в камерной печи ПКМ 3.6.2/12,5 до температуры 1180-1210°С. Далее слитки высотой 300 мм осаживались на гидравлическом прессе П6334 до 60 мм по режимам нормализующей прокатки. Температура окончания деформации составляла от 760°С до 880°С. Далее полученные раскаты подвергались замедленному охлаждению в штабеле до температуры окружающего воздуха.
Механические свойства определяли на поперечных образцах по стандартным методикам:
- испытания на растяжение осуществляли на цилиндрических образцах типа II диаметром 10 мм по ГОСТ 1497;
- испытания на ударный изгиб проводили в соответствии с ГОСТ 9454 на образцах с V-образным надрезом при температуре -60°С;
- испытание на изгиб проводились в соответствии с ГОСТ 14019.
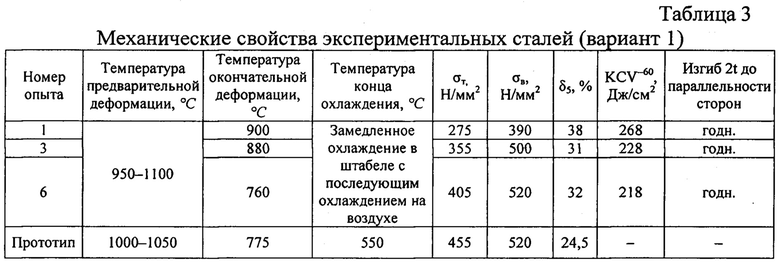
Результаты испытаний, представленные в таблице 3, показали, что в листовой стали, полученной по предложенному способу (опыты №3, №6), достигается сочетание необходимых прочностных, пластических и вязкостных свойств. В случаях отклонений от заявленных параметров (опыт №1), а также при использовании способа-прототипа не обеспечивается заявленный комплекс механических свойств.
Пример осуществления способа (по варианту 2).
При помощи индукционной плавильной печи ИСТ 0,03/0,05 И1 произвели выплавку сталей различного химического состава (табл. 2).
Полученные слитки нагревали в камерной печи ПКМ 3.6.2/12,5 до температуры 1180-1210°С. Предварительная деформация осуществлялась при температуре от 950 до 1100°С. Слитки высотой 300 мм осаживались до 180 мм и дальнейшее межфазное охлаждение до температуры 880±20°С проводилось на воздухе. Далее слитки обжимались до толщины 60,0 мм, температура конца окончательной деформации при этом составляла от 880 до 760°С. Полученные раскаты подвергались ускоренному охлаждению в УКО (устройство контролируемого охлаждения) со скоростью 5-20°С/с до температуры 700-600°С, а затем - замедленному охлаждению в штабеле до температуры окружающего воздуха.
Механические свойства определяли на поперечных образцах по стандартным методикам:
- испытания на растяжение осуществляли на цилиндрических образцах типа II диаметром 10 мм по ГОСТ 1497;
- испытания на ударный изгиб проводили в соответствии с ГОСТ 9454 на образцах с V-образным надрезом при температуре - 60°С;
- испытание на изгиб проводились в соответствии с ГОСТ 14019.
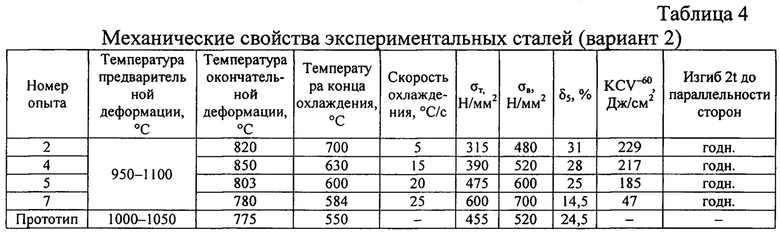
Результаты испытаний, представленные в таблице 4, показали, что в листовой стали, полученной по предложенному способу (опыты №2, №4, №5), достигается сочетание необходимых прочностных, пластических и вязкостных свойств. В случаях отклонений от заявленных параметров (опыт №7), а также при использовании способа-прототипа не обеспечивается заявленный комплекс механических свойств.
На основании вышеизложенного заявляемая группа изобретений обеспечивает достижение требуемого технического результата - получение экономнолегированного толстолистового проката с повышенной хладостойкостью при сохранении достаточного уровня прочностных и пластических свойств: условный предел текучести σт не менее 315 Н/мм2, временное сопротивление разрыву σв=480-700 Н/мм2; пластических - относительное удлинение δ5 не менее 25%; вязких - ударная вязкость KCV-60 не менее 185 Дж/см2.
Способ производства листового проката из конструкционной хладостойкой стали (варианты)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К65 | 2012 |
|
RU2492250C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2017 |
|
RU2696186C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2012 |
|
RU2490337C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432403C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ТРУБ | 2018 |
|
RU2702171C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ НЕФТЕГАЗОПРОВОДОВ | 2012 |
|
RU2500820C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К65 ДЛЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2015 |
|
RU2615667C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ ВЫСОКОПРОЧНОЙ ХЛАДОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2439173C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ КРИОГЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2019 |
|
RU2720286C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА КЛАССОВ ПРОЧНОСТИ К52-К60, Х52-Х70, L360-L485 ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2013 |
|
RU2548536C1 |
Изобретение относится к области металлургии, в частности к производству листового проката из конструкционных сталей северного исполнения. Для повышения хладостойкости и трещиностойкости при сохранении достаточного уровня прочностных и пластических свойств в прокате выплавляют сталь, содержащую, мас.%: углерод 0,09-0,13, марганец 1,40-1,60, кремний 0,50-0,70, алюминий 0,025-0,090, хром 0,03-0,10, никель (0,02-0,10, медь 0,03-0,10, молибден 0,002-0,050, титан 0,004-0,025, ниобий 0,001-0,01, ванадий 0,003-0,010, азот 0,001-0,008, сера 0,001-0,005, фосфор 0,003-0,016, кальций 0,0001-0,01, железо – остальное, при этом по первому варианту способа предварительную деформацию с регламентированными обжатиями проводят при температуре 950-1100°С, а окончательную деформацию осуществляют при температуре 880-760°С, далее листовой прокат замедленно охлаждают в штабеле и на воздухе до температуры окружающей среды. По второму варианту способа после завершения окончательной деформации осуществляют ускоренное охлаждение листового проката со скоростью 5-20°С/с до температуры 700-600°С. а затем листовой прокат охлаждают на воздухе. 2 н.п. ф-лы, 4 табл.
1. Способ производства листового проката из конструкционной хладостойкой стали, включающий выплавку стали, разливку на заготовки, аустенитизацию при температуре 1180-1210°С, предварительную деформацию с регламентированными обжатиями не менее 12%, последующее охлаждение раската на воздухе до температуры начала окончательной деформации, окончательную деформацию, замедленное охлаждение листового проката в штабеле до температуры окружающего воздуха, отличающийся тем, что выплавляют сталь следующего состава, мас.%:
при этом предварительную деформацию с регламентированными обжатиями проводят при температуре 950-1100°С, а окончательную деформацию осуществляют при температуре 760-880°С.
2. Способ производства листового проката из конструкционной хладостойкой стали, включающий выплавку стали, разливку на заготовки, аустенитизацию при температуре 1180-1210°С, предварительную деформацию с регламентированными обжатиями не менее 12%, последующее охлаждение раската на воздухе до температуры начала окончательной деформации, окончательную деформацию, ускоренное охлаждение листового проката с его последующим замедленным охлаждением в штабеле до температуры окружающего воздуха, отличающийся тем, что выплавляют сталь следующего состава, мас.%:
при этом предварительную деформацию с регламентированными обжатиями проводят при температуре 950-1100°С, окончательную деформацию проводят при температуре 760-880°С, а ускоренное охлаждение листового проката осуществляют со скоростью 5-20°С/с до температуры 600-700°С.
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432403C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ТРУБНОЙ СТАЛИ | 2011 |
|
RU2440425C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ КОНСТРУКЦИОННОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ С ГАРАНТИЕЙ СОХРАНЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ КОНСТРУКЦИИ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ (ВАРИАНТЫ) | 2015 |
|
RU2613269C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СВАРИВАЕМОЙ СТАЛИ | 2014 |
|
RU2578618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ КОНСТРУКЦИОННОЙ СТАЛИ И ИЗДЕЛИЕ ИЗ ВЫСОКОПРОЧНОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2012 |
|
RU2608869C2 |
| US 6056833 A1, 02.05.2000. | |||

