Изобретение относится к технологии пуклевания и может быть использовано при соединении профилей.
Промышленность перешла фазу, на которой преобладали трудоемкая сварка, вытяжные заклепки, саморезы, винты и структурные заклепки. Работники искали более легкие пути для исполнения своих обязанностей. На сегодняшний день пуклевание - это одна из самых распространённых и результативных процедур в строительной и промышленной сфере [http://www.profstaldom.ru/lstk-articles/puklevka-detaley-lstk/].
Пуклевка – это обозначение процедуры тиснения, прессования для прикрепления маленьких по размеру деталей (специфическая металлическая перфорация). Данные элементы выполняются в форме узлов (то есть в округлой) и содержат четыре отверстия, предназначенных для фиксирования в дальнейшем времени. Процесс делает проще сборку каркасов из-за того, что в результате становятся обозначены соединительные места. Кроме того, этот механизм минимизирует затраты на обрешетку. Результатом манипуляций с тонкими изделиями является создание на их поверхностях своеобразных вмятостей или же наоборот – выпуклостей. На последующих этапах данные углубления на стенках деталей, которые соединяются, исполняют роль ответных частей единого замочного соединения. Классическим вариантом есть углубление на П-образном профиле и еще одно на отвечающем С-образном термопрофиле. Во время крепления вогнутости входят друг в друга и образуют необходимый замок, для создания целостного каркаса. Чтобы соединение оставалось крепким нужно только вкрутить болт в это место шуруповертом или другим подходящим инструментом.
Узлы, которые оснащаются соединительными пуклями, могут выдержать больше груза и отличаются ощутительной мощностью. Так, по результатам многих проб и экспериментов, а также простых математических расчетов сделаны такие выводы: стандартные саморезы могут вынести груз до трёх тонн, в то время как узлы, соединенные между собой пуклями выдерживают от четырёх до пяти тысяч килограмм.
Каркасы, которые оснащены данными соединениями, имеют отличительную способность к скоростной сборке. Совмещать детали в узловые соединения по углублениям намного комфортнее и быстрее. Это считается выигрышным вариантом. Детали без труда определяют свое безошибочное взаимоположение.
Также, немаловажное – это вопрос гигиены и безопасности проводимых работ. В этом плане пуклевка усиливает жесткость собранного узла, минимизирует усилие, что действует на срез самореза. Пуклевка еще и обладает широким спектром применения: напольные системы, фермы (в т.ч. для ветреных территорий), балки, перемычки, опалубочные перекладины для бетонных перекрытий, плиты крепежа для стен.
Таким образом, роль пуклевания обеспечивает: дополнительную стойкость к разным нагрузкам; экономию времени и затрат; удобство в применении и монтажа целостного каркаса; возможность создания гладких поверхностей.
Пуклевка делает лучше качество соединения со стороны силы и долговременности, и намного дешевле, чем другие виды крепежей. И еще достоинствами пуклевания является отсутствие разного рода повреждений на поверхностях, стойкость к коррозии и формировании ржавчины соединений.
Соединение листового металла пуклевкой (см.: [http://niobium.ru/poleznaya-informacziya/soedinenie-listovogo-metalla-puklevkoj.html], опубл.25.01.2019.) возможно при использовании специального оборудования, работающего по принципу механического соединения листов из металла холодной формовкой. Клинч-соединение не предполагает использования крепежных элементов. Пуклевка пришла на смену устаревшему креплению с помощью заклепок и сварке. Металлические элементы соединяются между собой без повреждений, обеспечивая заданную прочность и надежность. Рабочий может пользоваться стационарным или ручным инструментом в зависимости от поставленной задачи.
Благодаря пуклевочнику выполняются круглые и прямоугольные соединения. В первом случае достигается повышенная герметичность, во втором – надежность. Инструмент обеспечивает заданное давление, приводя к деформациям, которые позволяют объединить между собой несколько листов. К основным преимуществам пуклевки относят: повышение производительности и скорости работы, отсутствие расходов на соединительные элементы, улучшенная прочность соединения, исключено выделение вредных веществ, элементарная работа с инструментом, защита соединений от коррозии, отсутствие повреждений элементов, сохранение исходных свойств материалов.
Наиболее близким аналогом является металлическая колонна (патент RU133161U, опубл.: 10.10.2013), в которой корпус выполнен из парных П-образных профилей, соединенных основаниями разъемно друг с другом с образованием симметричного поперечного сечения и контактирующих друг с другом пуклевками.
Технической проблемой прототипа является потребность в использовании дополнительных крепежных элементов, помимо пуклевок, поскольку выполнить пуклевку с ее симметричным расположением относительно профиля ручным способом довольно сложно для профиля большой длины. Кроме того, обычный процесс пуклевания ручным способом не позволяет вести симметричное пуклевание профилей большой длины из-за трудности позиционирования.
Задачей изобретения является устранение данных технических проблем и повышение нагрузочной способности клинч-соединения профилей.
Техническим результатом является повышение нагрузочной способности клинч-соединения профилей, отсутствие потребности в дополнительных крепежных элементах, возможность пуклевания профилей большой длины.
Указанный технический результат достигается за счет того, что заявлен способ клинч-соединения профилей, в котором соединение образуют наложением парных П-образных профилей, соединенных основаниями друг с другом с образованием симметричного поперечного сечения и контактирующих друг с другом пуклевками, отличающийся тем, что для удержания и совмещения профилей друг с другом используют направляющие, которые крепят к опорному столу на единой оси вместе со cтационарным пуклевочным станком, имеющим функцию соединения металла методом холодной сварки, причем направляющие оснащены пневмоцилиндрами, а на матрице пуклевочного станка выполняют как минимум одну позиционирующую метку; перед пуклеванием и фиксацией профилей в направляющих, в профилях выполняют однотипные маркировочные отверстия через заданный интервал, которые соответствуют форме и размерам позиционирующей метке на матрице; профили совмещают друг с другом таким образом, чтобы совпали маркировочные отверстия и торцы профиля; после точного позиционирования профилей их фиксируют с помощью пневмоцилиндров в направляющих, затем пуклевочным станком выполняют пуклевку профилей в нескольких точках одновременно, и повторяют вышеописанный процесс, каждый раз смещая на заданный шаг профили относительно позиционирующей метки, до завершения пуклевания для всех точек.
При потребности пуклевания в шахматном порядке, направляющие крепят к опорному столу с возможностью смещения единой оси относительно центра позиционирующей метки матрицы пуклевочного станка, проводят пуклевание через заданный интервал, после чего извлекают профили из направляющих, разворачивают на 180 градусов и закрепляют их снова в направляющих, повторяя пуклевание через заданный интервал.
Предпочтительно, смещение направляющих осуществляют посредством фиксации всех направляющих к единой опорной планке, закрепляемой к столу с нижней или верхней его части, а саму опорную планку смещают с использованием механизма реечной передачи.
Вышеописанный способ позволяет осуществлять пуклевание профилей большой длины и вести симметричное пуклевание профилей. Последнее обеспечивает повышение нагрузочной способности клинч-соединения профилей и отсутствие потребности в дополнительных крепежных элементах, поскольку симметричное расположение пуклевки дает равномерное наложение нагрузки на формируемый профиль, что снижает вероятность разрыва пуклевочных соединений.
Полученный заявленным способом профиль образуется на основе клинч-соединения двух профилей, выполненный наложением парных П-образных профилей, соединенных основаниями друг с другом с образованием симметричного поперечного сечения и контактирующих друг с другом пуклевками, где каждый из соединенных профилей содержит однотипные маркировочные отверстия через заданный интервал, причем профили совмещены друг с другом таким образом, что их маркировочные отверстия и торцы профилей совпадают, а пуклевка расположена между маркировочными отверстиями на одной с ними оси, которая расположена соосно продольной оси профилей.
Допустимо, что профиль имеет пуклевку в шахматном порядке или параллельно.
Краткое описание чертежей
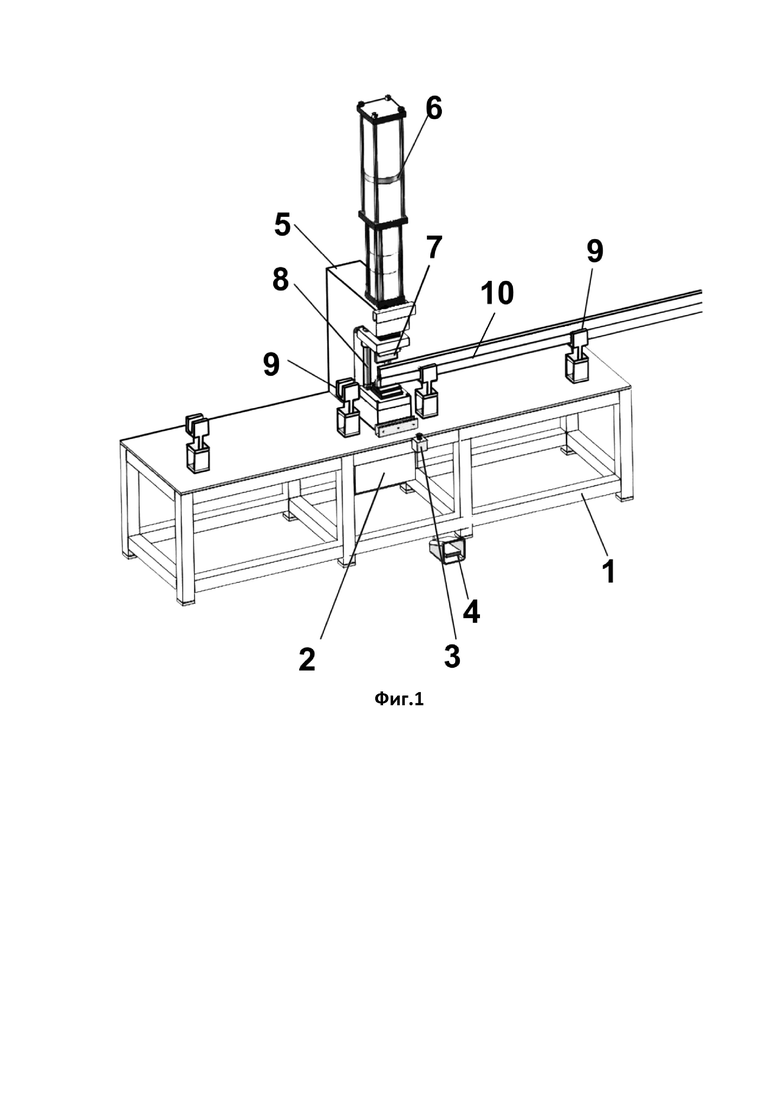
На Фиг.1 показана схема установки для соединения профилей.
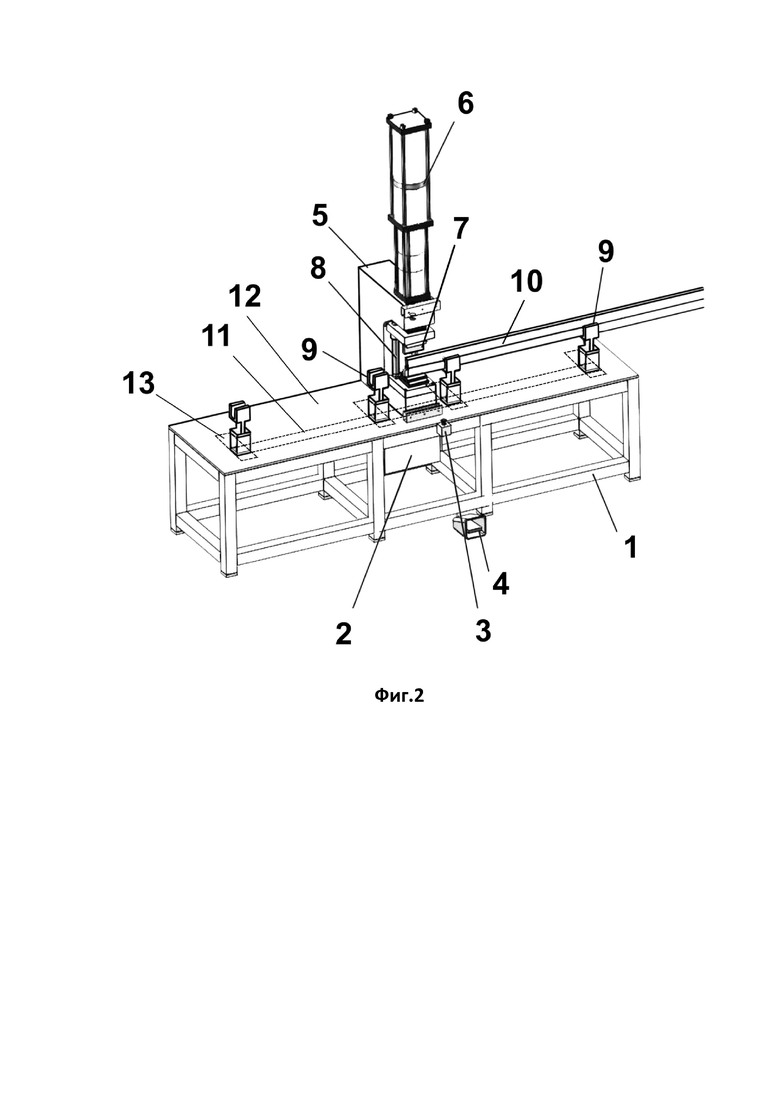
На Фиг.2 показана схема установки для соединения профилей со смещаемыми направляющими.
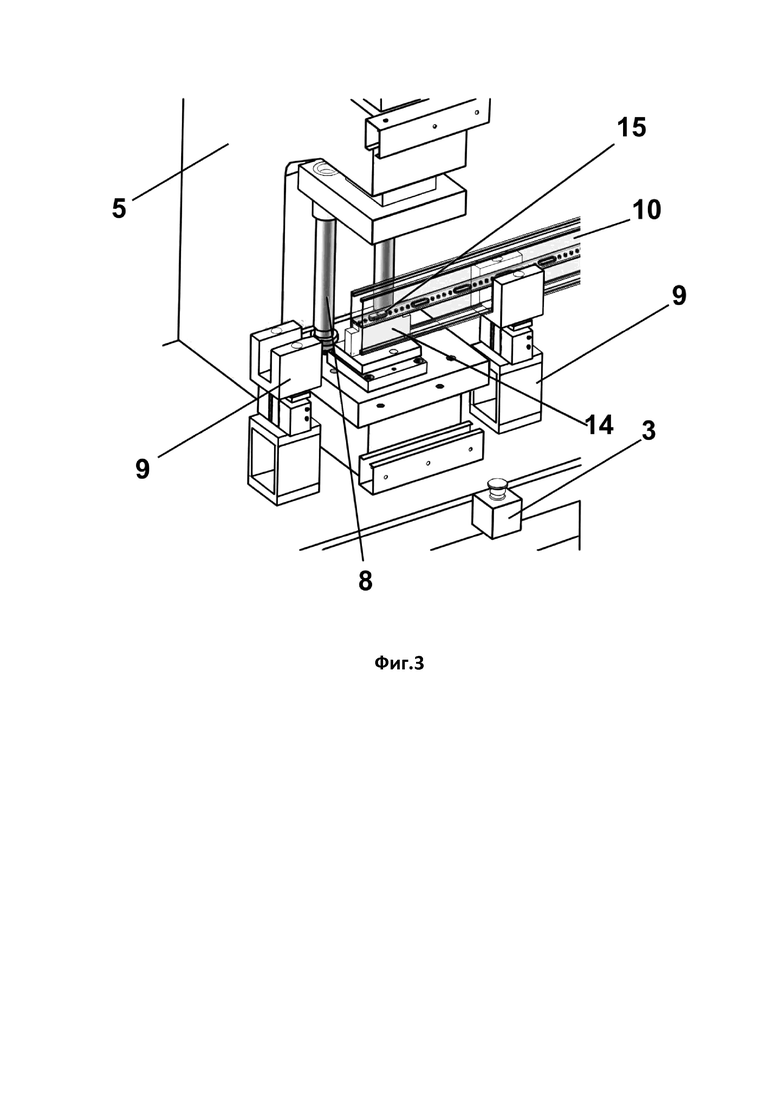
На Фиг.3 показана схема позиционирования профилей перед пуклеванием.
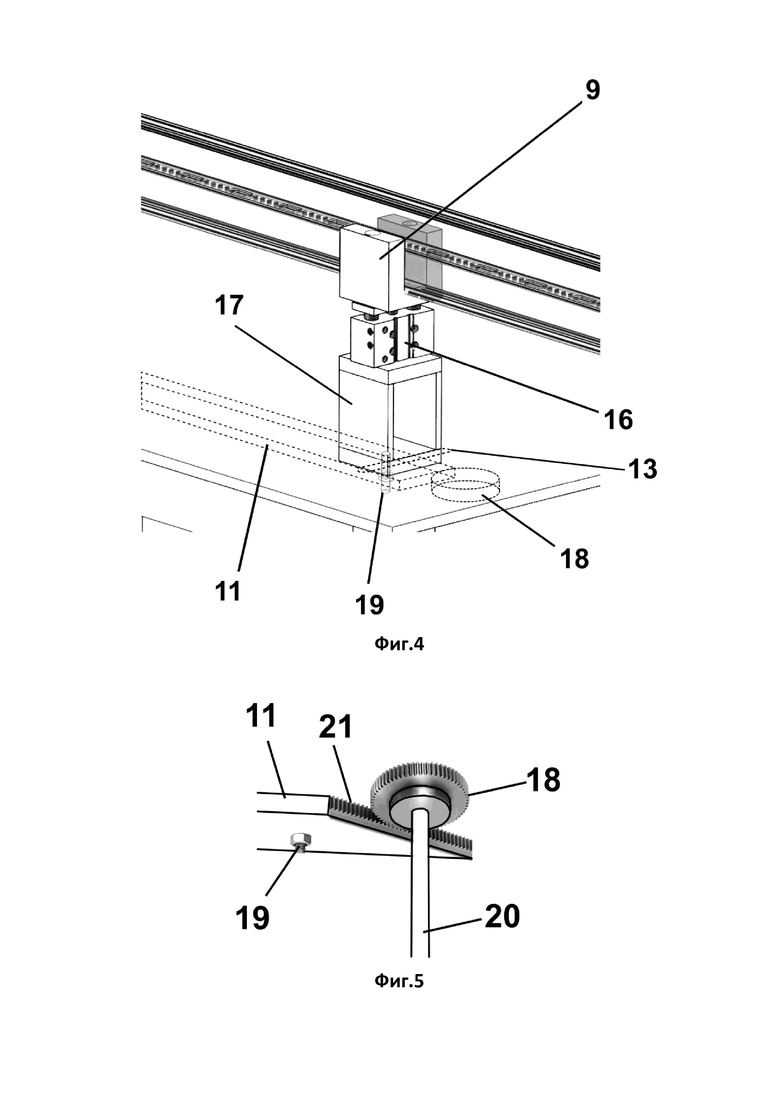
На Фиг.4 показан принцип фиксации направляющей к столу и механизм ее смещения.
На Фиг.5 показан механизм смещения направляющей (вид с нижней части стола).
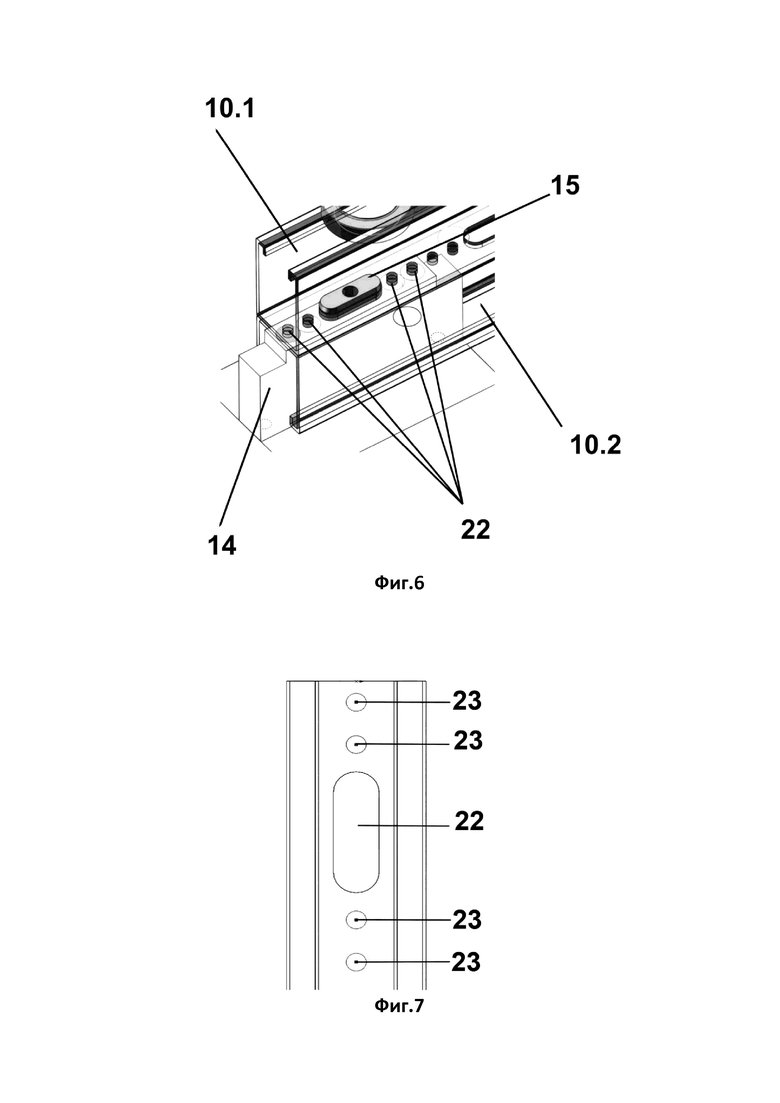
На Фиг.6 показана метка позиционирования крупным планом.
На Фиг.7 показано расположение маркировочных меток и пуклевок на профиле (вид сверху отдельного участка профиля).
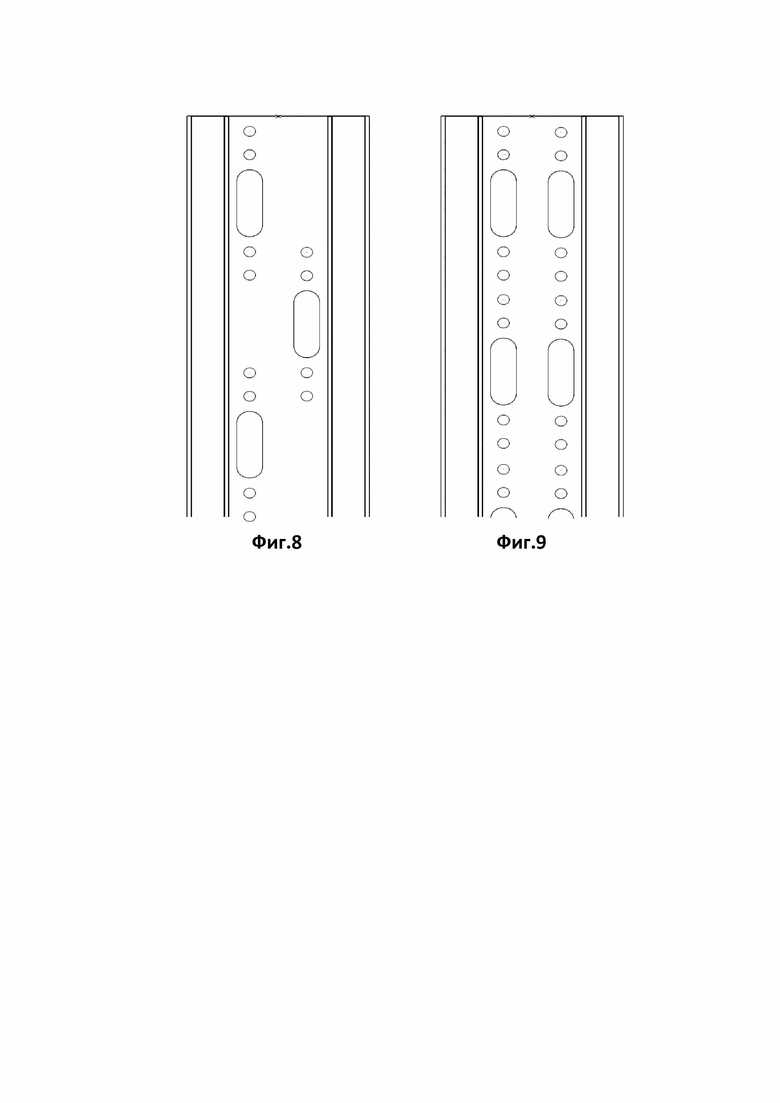
На Фиг.8 показан пример выполнения пуклевки в шахматном порядке (вид сверху отдельного участка профиля).
На Фиг.9 показан пример выполнения пуклевки параллельно (вид сверху отдельного участка профиля).
На чертежах: 1 - станина, 2 - электрошкаф, 3 - кнопка выключения пневмоцилиндра, 4 - педаль, 5 - пуклевальный станок, 6 - пневматический гидроцилиндр, 7 - пуансон, 8 - стойка, 9 - направляющая устройства для позиционирования, 10 - профиль (10.1 - верхняя часть профиля, 10.2 - нижняя часть профиля), 11 - опорная планка для смещения направляющих, 12 - стол, 13 - зона смещения направляющих, 14 - матрица, 15 - метка позиционирования, 16 - пневмоцилиндр, 17 - опора направляющей, 18 - зубчатое колесо, 19 - крепежный болт с гайкой, 20 - вал вращения зубчатого колеса реечной передачи, 21 - зубчатая рейка механизма реечной передачи, 22 - маркировочное отверстие, 23 - пуклевочное отверстие.
Осуществление изобретения
Способ клинч-соединения профилей реализуется за счет того, что соединение образуют наложением парных П-образных профилей, соединенных основаниями друг с другом с образованием симметричного поперечного сечения и контактирующих друг с другом пуклевками (см. Фиг.1).
Новым является то, что для удержания и совмещения профилей друг с другом используют направляющие 9, которые крепят к опорному столу 12 (Фиг.2) на единой оси вместе со cтационарным пуклевочным станком 5. Пуклевочный станок 5 имеет функцию соединения металла методом холодной сварки. Направляющие 9 оснащены пневмоцилиндрами 16. На матрице 14 пуклевочного станка 5 выполняют как минимум одну позиционирующую метку 15 (см. Фиг.3, Фиг.6).
Перед пуклеванием и фиксацией профилей 10.1, 10.2 в направляющих 9, в самих профилях 10.1, 10.2 выполняют однотипные маркировочные отверстия через заданный интервал, которые соответствуют форме и размерам позиционирующей метке 15 на матрице 14.
Профили 10.1, 10.2 совмещают друг с другом таким образом, чтобы совпали маркировочные отверстия и торцы профиля.
После точного позиционирования профилей 10.1, 10.2 их фиксируют с помощью пневмоцилиндров 16 в направляющих 9, затем пуклевочным станком 5 выполняют пуклевку профилей 10.1, 10.2 в нескольких точках одновременно, и повторяют вышеописанный процесс, каждый раз смещая на заданный шаг профили относительно позиционирующей метки 15, до завершения пуклевания для всех точек.
При потребности пуклевания в шахматном порядке, направляющие 9 крепят к опорному столу 12 с возможностью смещения единой оси относительно центра позиционирующей метки 15 матрицы 14 пуклевочного станка 5, проводят пуклевание через заданный интервал, после чего извлекают частично запуклеванный профиль 10 из направляющих, разворачивают на 180 градусов и закрепляют его снова в направляющих, повторяя пуклевание через заданный интервал.
Смещение направляющих 9 осуществляют посредством фиксации всех направляющих 9 к единой опорной планке 11, закрепляемой к столу 12 с нижней или верхней его части, а саму опорную планку 11 смещают с использованием механизма реечной передачи.
Опорная планка 11 для смещения направляющих в пределах зоны смещения 13 может крепиться к столу 12 так, как показано на Фиг.4. Опора 17 направляющей, которая удерживает пневмоцилиндр 16, может быть зафиксирована к столу 12 крепежным болтом с гайкой 19.
Данный механизм смещения может быть реализован, например, за счет установки зубчатой рейки 21 с торца опорной планки и приложением к зубчатой рейке зубчатого колеса 18, вращение которого задают двигателем или вручную через вал 20 вращения (см. Фиг.5).
Таким способом удается смещать на заданный интервал одновременно все направляющие 9 в пределах зоны смещения 13. Данная возможность смещения оси направляющих относительно центра позиционирующей метки матрицы пуклевочного станка позволяет вести пуклевание в шахматном порядке, что обеспечивает возможность одной матрицей пуклевать профили различной толщины, а также усиливать фиксацию профилей дополнительной пуклевкой. Последнее обеспечивает повышение нагрузочной способности производимого профиля.
Формируемый вышеописанным способом профиль 10 образуется на основе клинч-соединения двух профилей (см. Фиг.7), выполненный наложением парных П-образных профилей 10.1, 10.2, соединенных основаниями друг с другом с образованием симметричного поперечного сечения и контактирующих друг с другом пуклевками 22.
Новым является то, что каждый из соединенных профилей содержит однотипные маркировочные отверстия 23 через заданный интервал, причем профили совмещены друг с другом таким образом, что их маркировочные отверстия 23 и торцы профилей совпадают, а пуклевка 22 расположена между маркировочными отверстиями на одной с ними оси, которая расположена соосно продольной оси профилей.
Профиль может иметь пуклевку в шахматном порядке (см. Фиг.8) или параллельно (см. Фиг.9).
Процесс пуклевания осуществляют таким способом.
Направляющие 9 оснащены пневмоцилиндрами 16. Подготовленный профиль 10.2 необходимого сечения и длины укладываются «рожками» вниз в направляющие 9. Профиль 10.2 укладывается таким образом, чтобы первая метка (в примере на чертежах - овальное отверстие в профиле 10.2) визуально совпала с позиционирующей (также на чертежах - овальной) меткой 15 на матрице 14.
Метка 15 как и отверстия в профилях 10.1, 10.2, могут иметь различную форму, не обязательно овальную.
Поверх первого профиля 10.2 укладывается спиной второй профиль 10.1, таким образом, чтобы совпали овальные отверстия и торцы профиля.
После точного позиционирования с помощью кнопки выключения 3 включают пневмоцилиндры 16 на направляющих 9, которые позволяют зажать профили в направляющих 9 и избежать их смещения относительно друг друга.
Затем убирают руки из зоны пуклевания (между матрицей 14 и пуансоном 7).
Используя педаль 4 включают cтационарный пуклевочный станок 5, предназначенный для соединения металла методом холодной сварки, например, [https://svr-online.ru/masterclinch], который с помощью пневматического гидроцилиндра 6 опускает пуансон 7 и закрепляет (пуклюет) профили 10.1, 10.2 в нескольких точках одновременно, предпочтительно, не менее чем в четырех точках.
В первый момент времени до касания пуансона с профилем 10.1 работает пневматика, далее работает гидравлический цилиндр 6. После этого срабатывает автоматика пневмоцилиндров 16 и направляющие 9 переходят в верхнее положение, поднимая профили 10.1, 10.2.
После первой пуклевки смещают профили 10.1, 10.2 на одно отверстие и повторяют вышеописанный процесс, до завершения пуклевания для всех точек.
Блок позиционирования - матрицу 14 с меткой 15 можно заменить на блок другого размера с другими размерами и формами меток 15.
Количество точек пуклевания между двумя соседними отверстиями может быть не менее одной, но может быть и две, три, четыре и т.д.
Заявленный способ позволяет применять различное расположение профилей при пуклевании, как по одной линии, так и в шахматном порядке, например.
Кроме того, формируемый профиль может иметь большую длину, которая может быть ограничена только размерами производственного помещения.
Совмещаемые профили 10.1, 10.2 могут быть разные по размеру и толщине металла, а также иметь разные размеры перфорации. Материал профилей может быть также различного типа металла: черный, оцинкованный, нержавейка.
При потребности пуклевания в шахматном порядке, направляющие крепят к опорному столу с возможностью смещения единой оси относительно центра позиционирующей метки матрицы пуклевочного станка, проводят пуклевание через заданный интервал, после чего извлекают профили из направляющих, разворачивают на 180 градусов и закрепляют их снова в направляющих, повторяя пуклевание через заданный интервал.
Вышеописанный процесс пуклевания не ограничивается возможностями, отраженными в примерах описания и на чертежах.
Заявленное решение позволяет также вести пуклевание с наложением пуклевки друг на друга, которая будет образовывать одно большое «пятно» пуклевки.
Также, возможна пуклевка под углом 15-30 градусов или на другой угол. Еще возможна пуклевка по одной пукле – «змейкой», а также в шахматном порядке как змейка, но по две пукли.
Кроме того, возможна не только механическая подача профиля и позиционирование только с помощью отверстий, но пуклевать профиль можно в автоматическом режиме, когда автомат ориентирован сам на ориентацию по метке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2013 |
|
RU2621089C2 |
| МАШИНА ПУКЛЕВОЧНАЯ | 2021 |
|
RU2775648C1 |
| СТРОИТЕЛЬНЫЙ ПРОФИЛЬ С ТЕРМОРАЗРЫВОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2823310C1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ ПРОФИЛЕЙ | 1991 |
|
RU2010112C1 |
| УКРЫВНОЕ УСТРОЙСТВО ДЛЯ ЩЕЛЕВОГО ЛОТКА | 2017 |
|
RU2727053C1 |
| МАРКИРОВОЧНЫЙ ПРОФИЛЬ ДЛЯ МАРКИРОВКИ ЭЛЕКТРООБОРУДОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВОЧНОГО ПРОФИЛЯ | 2020 |
|
RU2783936C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛАДАЮЩЕГО НЕСУЩЕЙ СПОСОБНОСТЬЮ СТАЛЬНОГО КОНСТРУКТИВНОГО ЭЛЕМЕНТА КЛИНЧЕВАНИЕМ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ, ИНСТРУМЕНТ ДЛЯ КЛИНЧЕВАНИЯ И СТАЛЬНОЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2456110C2 |
| Устройство для изготовления маркировочных клейм | 1984 |
|
SU1230766A1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИУСА ИЗГИБА И ПОДАЧИ ЗАГОТОВКИ В ГИБОЧНОМ СТАНКЕ | 2014 |
|
RU2705047C2 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ | 2013 |
|
RU2581989C1 |
Изобретение относится к технологии пуклевания при соединении профилей. Техническим результатом является повышение нагрузочной способности клинч-соединения. Способ клинч-соединения, в котором соединение образуют наложением парных П-образных профилей, соединенных основаниями друг с другом с образованием симметричного поперечного сечения и контактирующих друг с другом пуклевками. Для удержания и совмещения профилей друг с другом используют направляющие, прикрепленные к опорному столу на единой оси вместе со cтационарным пуклевочным станком. Направляющие оснащены пневмоцилиндрами, а на матрице пуклевочного станка выполняют как минимум одну позиционирующую метку. Перед пуклеванием и фиксацией профилей в направляющих, в профилях выполняют маркировочные отверстия, соответствующие по форме и размерам позиционирующей метке; профили совмещают друг с другом с совпадением маркировочных отверстий и торцов профиля. После позиционирования профилей их фиксируют с помощью пневмоцилиндров в направляющих, затем пуклевочным станком выполняют пуклевку профилей в нескольких точках одновременно и повторяют вышеописанный процесс. 2 н. и 3 з.п. ф-лы, 9 ил.
1. Способ клинч-соединения профилей, в котором соединение образуют наложением парных П-образных профилей, соединенных основаниями друг с другом с образованием симметричного поперечного сечения и контактирующих друг с другом пуклевками, отличающийся тем, что для удержания и совмещения профилей друг с другом используют направляющие, которые крепят к опорному столу на единой оси вместе со cтационарным пуклевочным станком, имеющим функцию соединения металла методом холодной сварки, причем направляющие оснащены пневмоцилиндрами, а на матрице пуклевочного станка выполняют как минимум одну позиционирующую метку; перед пуклеванием и фиксацией профилей в направляющих, в профилях выполняют однотипные маркировочные отверстия через заданный интервал, которые соответствуют по форме и размерам позиционирующей метке на матрице; профили совмещают друг с другом таким образом, чтобы совпали маркировочные отверстия и торцы профиля; после точного позиционирования профилей их фиксируют с помощью пневмоцилиндров в направляющих, затем пуклевочным станком выполняют пуклевку профилей в нескольких точках одновременно и повторяют вышеописанный процесс, каждый раз смещая на заданный шаг профили относительно позиционирующей метки, до завершения пуклевания для всех точек.
2. Способ по п. 1, отличающийся тем, что при потребности пуклевания в шахматном порядке, направляющие крепят к опорному столу с возможностью смещения единой оси относительно центра позиционирующей метки матрицы пуклевочного станка, проводят пуклевание через заданный интервал, после чего извлекают профили из направляющих, разворачивают на 180° и закрепляют их снова в направляющих, повторяя пуклевание через заданный интервал.
3. Способ по п. 2, отличающийся тем, что смещение направляющих осуществляют посредством фиксации всех направляющих к единой опорной планке, закрепляемой к столу с нижней или верхней его части, а саму опорную планку смещают с использованием механизма реечной передачи.
4. Профиль, полученный способом по п. 1, образованный на основе клинч-соединения двух профилей, выполненный наложением парных П-образных профилей, соединенных основаниями друг с другом с образованием симметричного поперечного сечения и контактирующих друг с другом пуклевками, отличающийся тем, что каждый из соединенных профилей содержит однотипные маркировочные отверстия через заданный интервал, причем профили совмещены друг с другом таким образом, что их маркировочные отверстия и торцы профилей совпадают, а пуклевка расположена между маркировочными отверстиями на одной с ними оси, которая расположена соосно продольной оси профилей.
5. Профиль по п. 4 имеет пуклевку в шахматном порядке или параллельно.
| Установка для растяжки и сушки, например, меховых шкур | 1960 |
|
SU133161A1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ ПРОФИЛЕЙ | 1991 |
|
RU2010112C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2013 |
|
RU2621089C2 |
| DE 102008025074 A1, 27.11.2008 | |||
| Способ получения антрахино-2-карбоновой кислоты | 1940 |
|
SU62203A1 |

