Область техники, к которой относится изобретение
[0001] Настоящее раскрытие изобретения относится в целом к технологической головке и системе, более конкретно, к головке и системе для непрерывного изготовления полых конструкций из композиционных материалов.
Предпосылки создания изобретения
[0002] Экструзия представляет собой известный способ изготовления непрерывных полых конструкций. Во время экструзии жидкую матрицу (например, термоотверждающуюся смолу или нагретый термопласт) выдавливают через головку, имеющую заданные форму и размер поперечного сечения. Материал после выхода из головки отверждается и затвердевает до конечной формы. В некоторых применениях УФ-излучение и/или ультразвуковые колебания используют для ускорения отверждения жидкой матрицы при ее выходе из головки. Полые конструкции, получаемые посредством технологического процесса экструзии, могут иметь любую непрерывную длину с прямолинейным или криволинейным профилем, соответствующей формой поперечного сечения и очень хорошим качеством поверхности. Несмотря на то, что экструзия может представлять собой эффективный способ непрерывного изготовления полых конструкций, получающиеся в результате конструкции могут не иметь прочности, необходимой для некоторых применений.
[0003] Пултрузия представляет собой известный способ изготовления высокопрочных полых конструкций. Во время пултрузии отдельные пряди волокон, сплетенные волокна и/или тканые материалы покрывают или иным образом пропитывают жидкой матрицей (например, термоотверждающейся смолой или нагретым термопластом) и протягивают через неподвижную головку, в которой жидкая матрица отверждается и затвердевает до конечной формы. Как и в случае экструзии, УФ-излучение и/или ультразвуковые колебания используют в некоторых применениях пултрузии для ускорения отверждения жидкой матрицы. Полые конструкции, получаемые посредством технологического процесса пултрузии, имеют многие из признаков, которые имеют экструдированные конструкции, а также повышенную прочность благодаря входящим в них волокнам. Несмотря на то, что пултрузия может представлять собой эффективный способ непрерывного изготовления высокопрочных полых конструкций, получающиеся в результате конструкции могут не иметь формы, необходимой для некоторых применений. Кроме того, набор схем расположения волокон, включенных в полые конструкции, полученные экструзией, может быть ограниченным, в результате чего ограничиваются достижимые характеристики получающихся в результате, полых конструкций.
[0004] Раскрытая система направлена на преодоление одной или более проблем, приведенных выше, и/или других проблем, связанных с предшествующим уровнем техники.
Сущность изобретения
[0005] В одном аспекте настоящее раскрытие изобретения направлено на головку для системы для непрерывного изготовления. Головка может включать в себя корпус, направляющую для волокон, расположенную с возможностью вращения, по меньшей мере частично, внутри корпуса, и отклонитель на конце корпуса. Отклонитель может быть выполнен с возможностью отклонения волокна, покрытого матрицей и проходящего через направляющую для волокон, в радиальном направлении наружу.
[0006] В другом аспекте настоящее раскрытие изобретения направлено на систему для непрерывного изготовления полой конструкции. Система может включать в себя опору, выполненную с возможностью перемещения в множестве направлений, приводное устройство, имеющее по меньшей мере один вращающийся вал, и головку, соединенную с опорой посредством приводного устройства. Головка может приводиться в действие посредством данного, по меньшей мере, одного вращающегося вала для выпуска непрерывного потока покрытых матрицей волокон во время перемещения опоры. Головка может включать в себя корпус, первую направляющую для волокон, расположенную, по меньшей мере частично, внутри корпуса и соединенную с упомянутым по меньшей мере одним вращающимся валом, и вторую направляющую для волокон, расположенную, по меньшей мере частично, внутри первой направляющей для волокон, и соединенную с упомянутым по меньшей мере одним вращающимся валом. Головка может дополнительно включать в себя отклонитель, расположенный, по меньшей мере частично, внутри второй направляющей для волокон на конце корпуса, противоположном приводному устройству. Наполнитель может быть выполнен с возможностью отклонения покрытых матрицей волокон, проходящих через первую и вторую направляющие для волокон, в радиальном направлении наружу.
Краткое описание чертежей
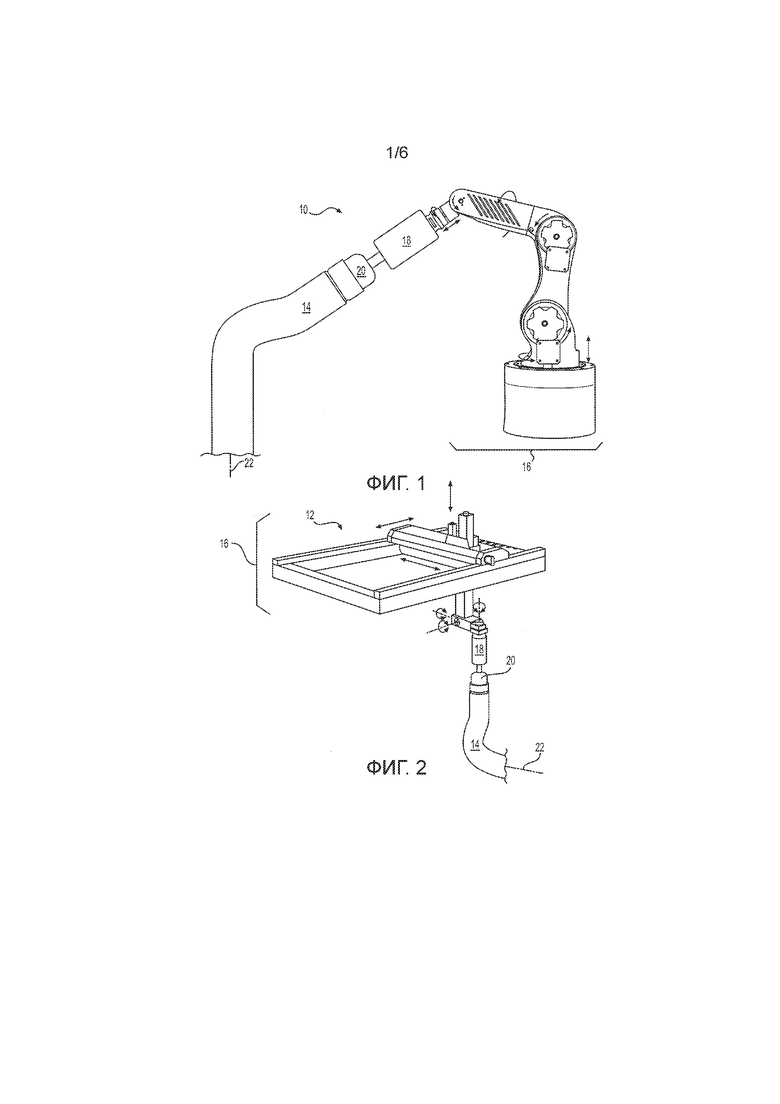
[0007] Фиг.1 и 2 представляют собой схематические иллюстрации приведенных в качестве примера, раскрытых технологических систем;
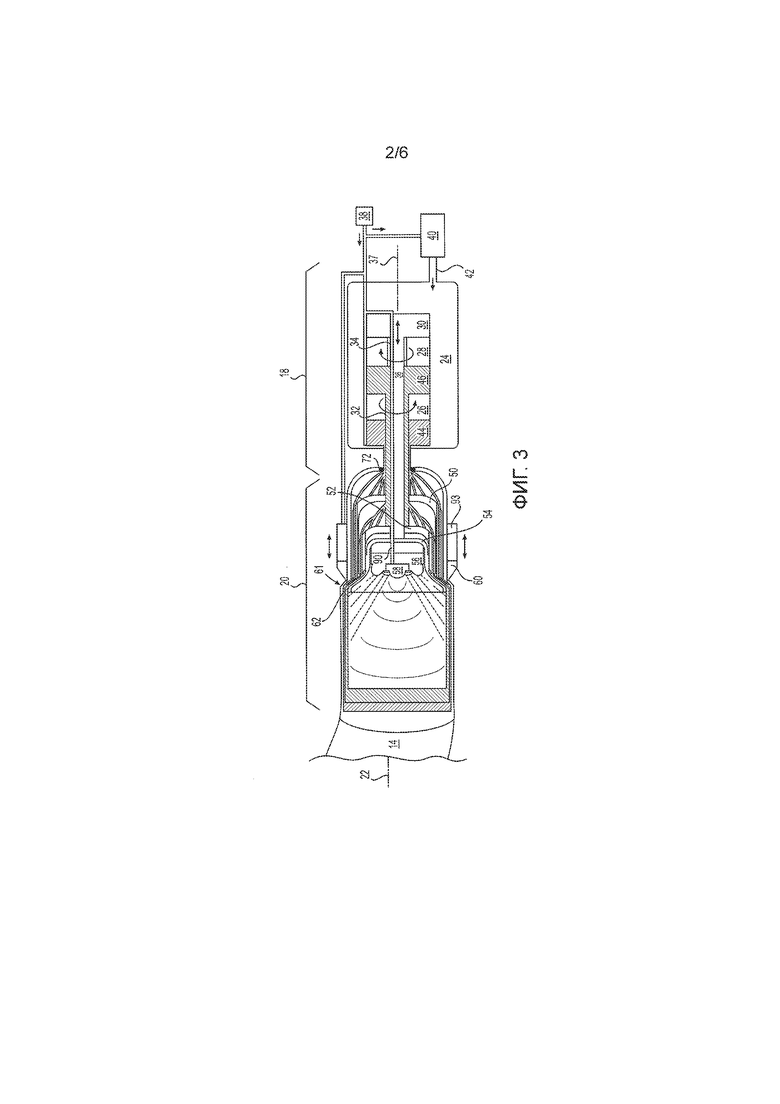
[0008] фиг.3 представляет собой иллюстрацию сечения приведенного в качестве примера, раскрытого приводного устройства и головки, которые могут быть использовании в сочетании с технологическими системами по фиг.1 и 2;
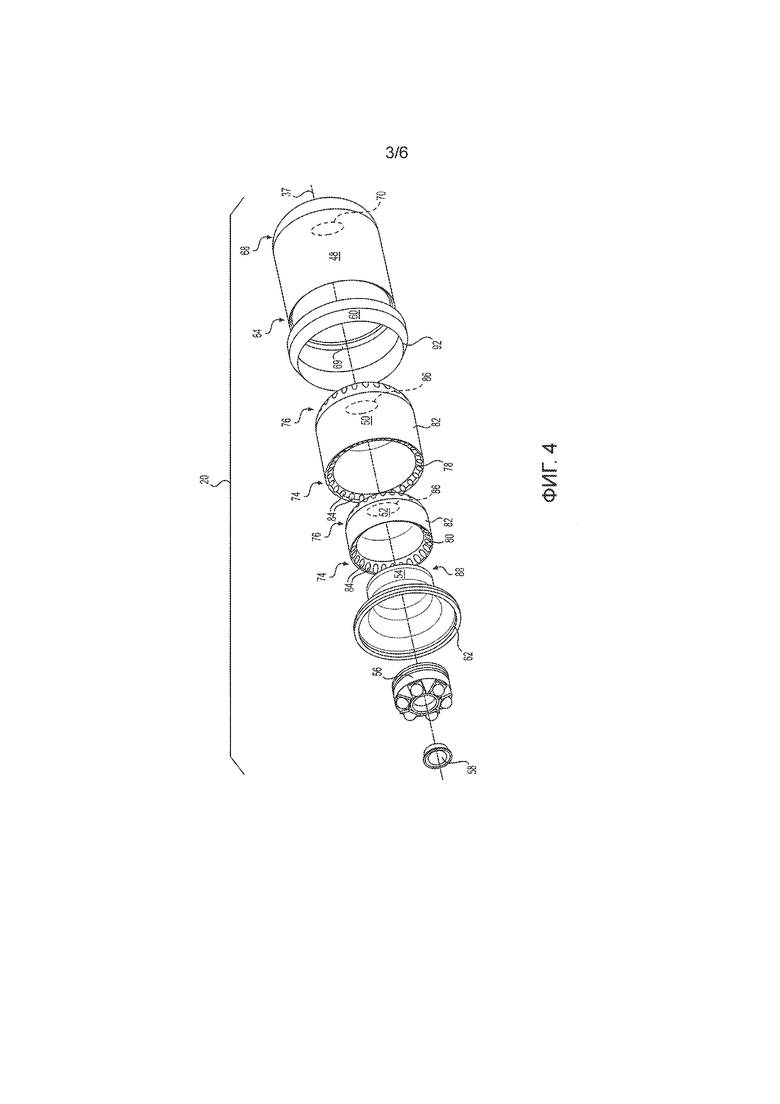
[0009] фиг.4 представляет собой выполненную с пространственным разделением элементов иллюстрацию головки по фиг.3;
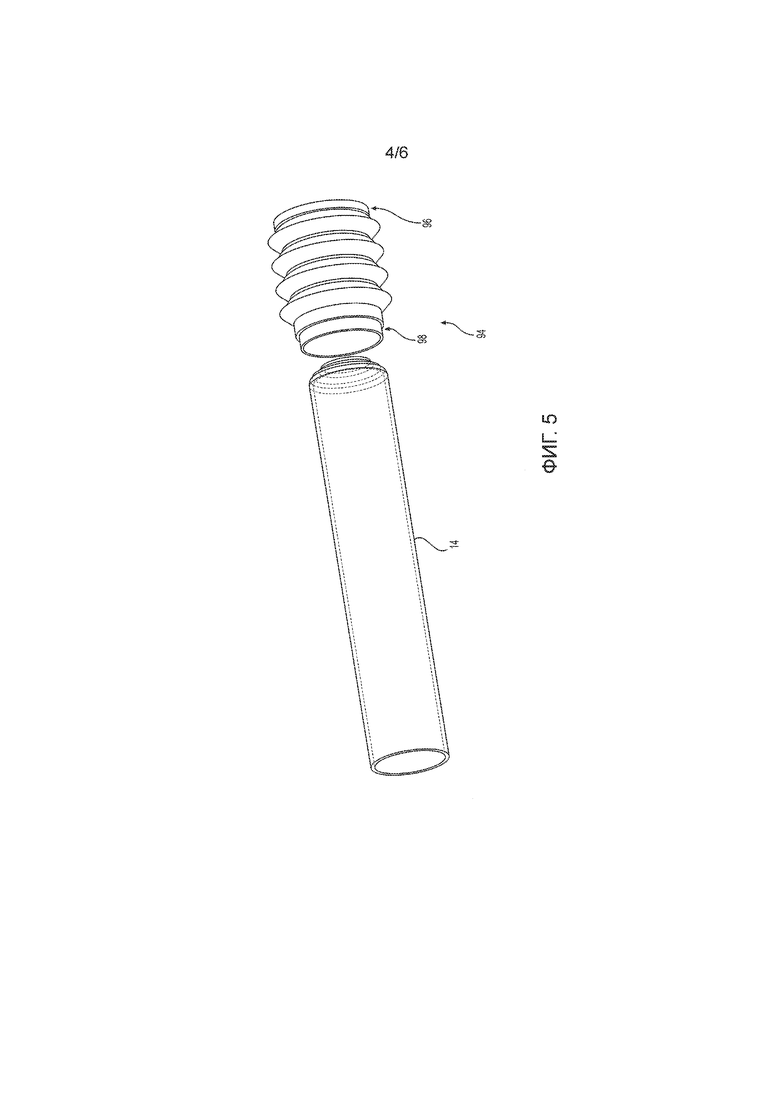
[0010] фиг.5 представляет собой иллюстрацию в перспективе приведенного в качестве примера, раскрытого кожуха, который может быть соединен с головкой по фиг.3 и 4; и
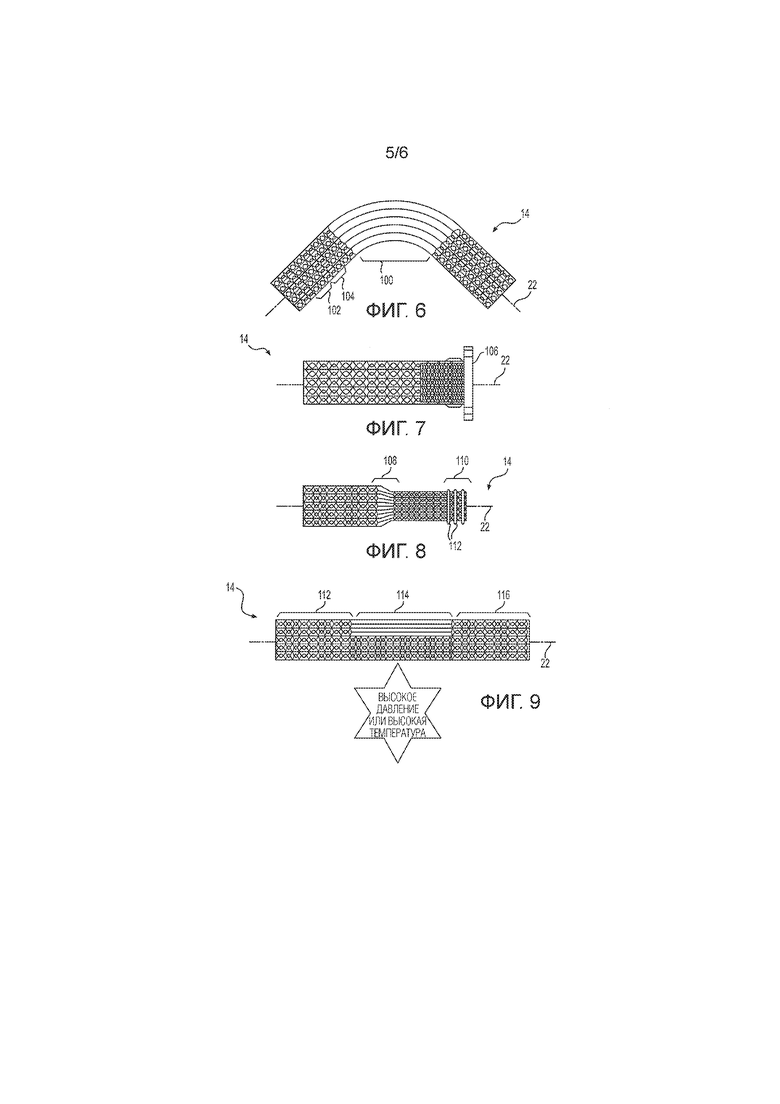
[0011] фиг.6-9 представляют собой схематические иллюстрации приведенных в качестве примера, раскрытых полых конструкций, которые могут быть изготовлены посредством системы по фиг.1 и 2; и
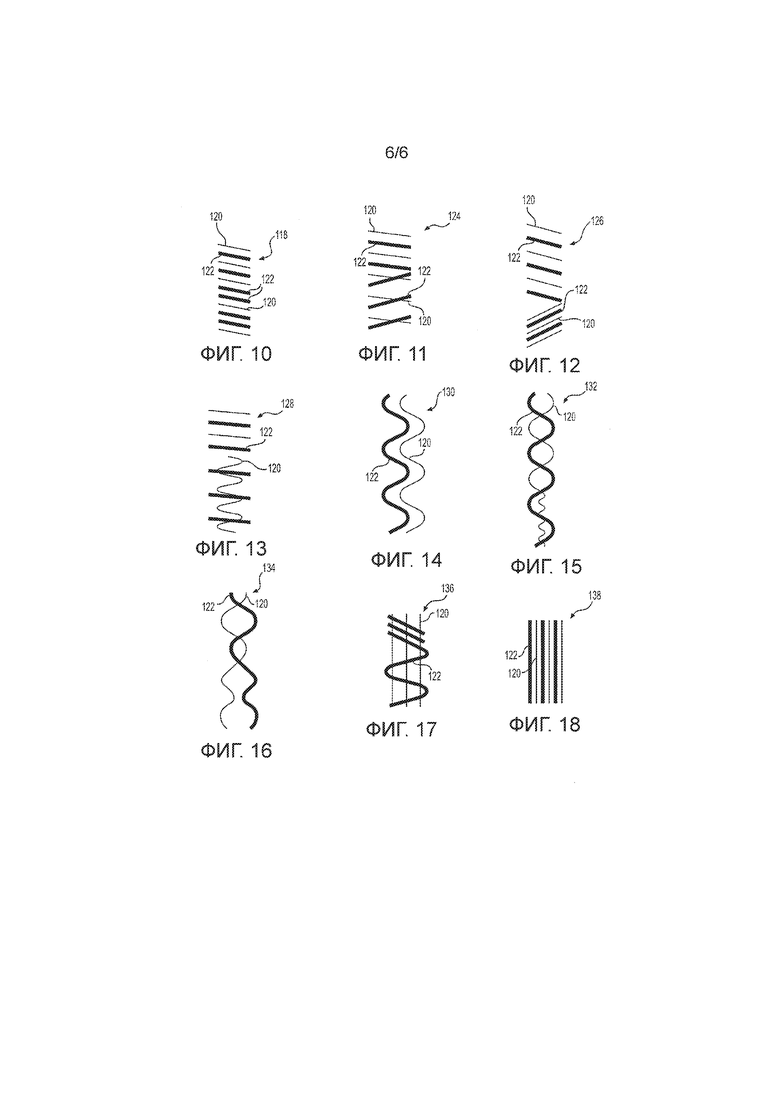
[0012] фиг.10-18 представляют собой схематические иллюстрации приведенных в качестве примера, раскрытых рисунков переплетений, которые могут образовывать стенки полых конструкций по фиг.6-9.
Подробное описание
[0013] Фиг.1 и 2 иллюстрируют разные приведенные в качестве примера системы 10 и 12, которые могут быть использованы для непрерывного изготовления полых конструкций 14 (например, труб, шлангов, рукавов, желобов, коробов и т.д.), образованных из композиционных материалов и имеющих любую заданную форму поперечного сечения (например, круглую или многоугольную). Каждая из систем 10, 12 может включать в себя опору 16, приводное устройство 18 и головку 20. Головка 20 может быть соединена с опорой 16 посредством приводного устройства 18. В раскрытом варианте осуществления по фиг.1 опора 16 представляет собой роботизированную руку, выполненную с возможностью обеспечения перемещения приводного устройства 18 и головки 20 в множестве направлений во время изготовления конструкции 14 так, что получающаяся в результате, продольная ось 22 конструкции 14 будет пространственной. В варианте осуществления по фиг.2 опора 16 представляет собой портальную конструкцию, также выполненную с возможностью обеспечения перемещения головки 20 и приводного устройства 18 в множестве направлений во время изготовления конструкций 14. Несмотря на то, что опоры 16 по обоим вариантам осуществления показаны как обеспечивающие возможность перемещений по 6 координатам, предусмотрено, что при желании также может быть использована опора 16 любого другого типа, выполненная с возможностью обеспечения перемещения приводного устройства 18 и головки 20 таким же или другим способом.
[0014] Как показано на фиг.3, приводное устройство 18 помимо функционирования в качестве механического соединения между головкой 20 и опорой 16 может включать в себя компоненты, которые также взаимодействуют для подвода энергии к головке 20. Данные компоненты могут включать, среди прочего, контейнер 24, один или более приводных механизмов, расположенных внутри контейнера 24, и множество соединительных элементов, соединяющих различные приводные механизмы с разными частями головки 20. В раскрытом варианте осуществления три различных приводных механизма 26, 28, 30 показаны внутри контейнера 24 как соединенные с головкой 20 посредством двух разных валов 32, 34 и стержня 36. Приводные механизмы 26 и 28 могут представлять собой приводы вращательного движения (например, электрические, гидравлические или пневматические двигатели), в то время как приводной механизм 30 может представлять собой привод линейного перемещения (например, соленоидный привод, гидравлический цилиндр, ходовой винт и т.д.). Вал 32 может быть трубчатым (то есть, цилиндрическим и полым) и может приводиться в движение приводным механизмом 26 для вращения вокруг оси 37, и вал 34 может проходить через центр вала 32 и может приводиться в движение приводным механизмом 28 для вращения также вокруг оси 37. В целях данного раскрытия изобретения ось 37 может рассматриваться как не имеющая волокон ось головки 20. В раскрытом варианте осуществления вал 34 также является трубчатым, и стержень 36 может быть выполнен с возможностью прохождения через центр вала 34 и с возможностью приведения в движение приводным механизмом 30 для перемещения в аксиальном направлении внутрь и наружу относительно вала 34. Стержень 36 также может быть по существу выровнен относительно оси 37. Предусмотрено, что при желании другое количество приводных механизмов может быть соединено с головкой 20 посредством другой конструкции из валов и/или стержней. Например, при желании один приводной механизм может быть присоединен для обеспечения вращения обоих валов 32, 34 (например, посредством непоказанной зубчатой передачи). Электричество может быть подведено к приводным механизмам 30-34 от внешнего источника (например, созданной энергосети) 38.
[0015] Помимо функционирования в качестве места установки различных приводных механизмов, описанных выше, в некоторых вариантах осуществления контейнер 24 также может функционировать в качестве резервуара под давлением. Например, контейнер 24 может быть выполнен с возможностью приема или удерживания иным образом материала матрицы под давлением. Материал матрицы может включать в себя жидкую смолу любого типа (например, смолу, представляющую собой органическое соединение с нулевой летучестью), которая является отверждающейся. Иллюстративные смолы включают эпоксидные смолы, полиэфирные смолы, катионные эпоксидные смолы, акрилатные эпоксидные смолы, уретаны, сложные эфиры, термопласты, фотополимеры, полиэпоксиды и не только. В одном варианте осуществления давление материала матрицы внутри контейнера 24 может быть создано посредством внешнего устройства (например, экструдера или насоса другого типа) 40, которое соединено по текучей среде с контейнером 24 посредством соответствующего трубопровода 42. Однако в другом варианте осуществления давление может быть создано полностью внутри контейнера 24 посредством устройства аналогичного типа. В некоторых случаях может потребоваться удерживание материала матрицы внутри контейнера 24 охлажденным и/или в темноте для предотвращения преждевременного отверждения, в то время как в других случаях может потребоваться удерживание материала матрицы нагретым по тем же соображениям. В любой из двух ситуаций контейнер 24 может специально конфигурирован (например, выполнен с изоляцией, охлаждением и/или нагревом) для удовлетворения данных требований.
[0016] Материал матрицы, удерживаемый внутри контейнера 24, может быть использован для нанесения покрытия на любое количество отдельных волокон и образования - вместе с волокнами - стенки конструкции 14 из композиционного материала. В раскрытом варианте осуществления два отдельных источника 44, 46 для подачи волокон удерживаются внутри (например, на непоказанных отдельных внутренних бобинах) или волокна иным образом проходят через контейнер 24 (например, подаются с одной и той же или отдельных внешних бобин). В одном примере волокна из источников 44, 46 представляют собой волокна одинакового типа и имеют одинаковые диаметр и форму поперечного сечения (например, круглую, квадратную, плоскую и т.д.). Однако в других примерах волокна из источников 44, 46 представляют собой волокна разных типов, имеют разные диаметры и/или имеют разные формы поперечных сечений. Каждый из источников 44, 46 может включать в себя одну прядь волокна, жгут или пучок из нескольких прядей волокон или сплетенный элемент из прядей волокон. Пряди могут включать в себя, например, углеродные волокна, растительные волокна, древесные волокна, минеральные волокна, стекловолокна, металлические проволоки и т.д.
[0017] Волокна из источников 44, 46 могут быть покрыты материалом матрицы, удерживаемым в контейнере 24, когда волокна находятся внутри контейнера 24, во время прохождения волокон к головке 20 и/или во время выпуска волокон из головки 20 по желанию. Материал матрицы, сухие волокна из одного или обоих из источников 44, 46 и/или волокна, уже покрытые материалом матрицы, могут быть перемещены в головку 20 любым способом, очевидным для специалиста в данной области техники. В варианте осуществления по фиг.3 материал матрицы смешивают с волокнами из обоих источников 44, 46, и покрытые матрицей волокна направляют затем в головку 20 через открытую (-ые) внутреннюю (внутренние) часть (-и) вала (-ов) 32 и/или 34. Однако предусмотрено, что при желании в альтернативном варианте специальные трубопроводы (непоказанные) могут быть использованы для этого. Материал матрицы может выдавливаться через вал (-ы) 32, 34 (и/или специальный (-е) трубопровод (-ы)) под действием давления в контейнере 24, и волокна могут перемещаться вместе с материалом матрицы. В качестве альтернативы или дополнения волокна (с покрытием или без покрытия) могут механически вытягиваться через валы 32 и/или 34, и в некоторых вариантах осуществления материал матрицы может вытягиваться вместе с волокнами. В раскрытом примере электричество также подводится к головке 20 посредством пустого (-ых) внутреннего (-их) пространства (пространств) вала (-ов) 32 и/или 34.
[0018] Головка 20 может включать в себя ряд цилиндрических компонентов, вставленных один в другой, которые служат для создания специфических рисунков переплетений в стенках конструкции 14 из покрытых матрицей волокон, полученных из приводного устройства 18. Как видно на фиг.3 и 4, данные компоненты могут включать, среди прочего, корпус 48, одну или более направляющих для волокон (например, первую направляющую 50 для волокон и вторую направляющую 52 для волокон), отклонитель 54, один или более интенсификаторов отверждения (например, источник 56 УФ-излучения и/или излучатель 58 ультразвука) и отсекатель 60. Как будет разъяснено ниже более подробно, покрытые матрицей волокна из приводного устройства 18 могут проходить через первую и/или вторую направляющие 50, 52 для волокон, в которых волокнам может придаваться вращательное движение. Вращающиеся покрытые матрицей волокна затем могут проходить через кольцевой зазор 61 (показанный только на фиг.3) между отклонителем 54 и корпусом 48 вокруг выходной части 62 отклонителя 54, при этом отверждение смолы обеспечивается в направлении изнутри наружу посредством источника 56 УФ-излучения и/или излучателя 58 ультразвука.
[0019] Корпус 48 может быть по существу трубчатым и иметь открытый конец 64 (показанный только на фиг.4) и противоположный куполообразный конец 68. Внутренний диаметр корпуса 48 на открытом конце 64 может быть больше наружных диаметров направляющих 50, 52 для волокон, и внутренняя осевая длина корпуса 48 может быть больше осевых длин направляющих 50, 52 для волокон. При данной конструкции направляющие 50, 52 для волокон могут быть установлены, по меньшей мере частично, внутри корпуса 48. В раскрытом варианте осуществления обе направляющие 50, 52 для волокон расположены полностью внутри корпуса 48 так, что торцевая поверхность 69 корпуса 48 на открытом конце 64 проходит за соответствующие концы направляющих 50, 52 для волокон. Торцевая поверхность 69 корпуса 48 на открытом конце 64 может быть выпукло криволинейной для зеркального отображения имеющей соответствующую криволинейность, наружной поверхности отклонителя 54. На куполообразном конце 68 корпуса 48 может быть образовано центральное отверстие 70, позволяющее валу 32, валу 34 и стержню 36 проходить через него в аксиальном направлении. В некоторых вариантах осуществления уплотнение 72 (например, уплотнительное кольцо, показанное только на фиг.3) может быть расположено в отверстии 70 и вокруг вала 32 для предотвращения утечки жидкого материала матрицы из корпуса 48.
[0020] Направляющие 50 и 52 для волокон аналогично корпусу 48 также могут быть по существу трубчатыми и имеют открытый конец 74 и куполообразный конец 76, расположенный напротив открытого конца 74. Внутренний диаметр направляющей 50 для волокон на открытом конце 74 может быть больше наружного диаметра направляющей 52 для волокон на куполообразном конце 76, и внутренняя осевая длина направляющей 50 для волокон может быть больше наружной осевой длины направляющей 52 для волокон. При данной конструкции направляющая 52 для волокон может быть вставлена, по меньшей мере частично, внутрь направляющей 50 для волокон. В раскрытом варианте осуществления направляющая 52 для волокон полностью размещается внутри направляющей 50 для волокон так, что торцевая поверхность 78 направляющей 50 для волокон на открытом конце 74 проходит в аксиальном направлении за торцевой поверхностью 80 направляющей 52 для волокон. Торцевые поверхности 78 и 80 направляющих 50, 52 для волокон могут быть выпукло криволинейными для зеркального отображения имеющей соответствующую криволинейность, наружной поверхности отклонителя 54.
[0021] Каждая из направляющих 50 и 52 для волокон может иметь кольцевую боковую стенку 82, которая проходит от открытого конца 74 до куполообразного конца 76. В раскрытом примере толщина каждой боковой стенки 82 может быть приблизительно одинаковой (например, в пределах проектных допусков). Однако предусмотрено, что при желании каждая боковая стенка 82 может иметь разную толщину. Толщина боковых стенок 82 может быть достаточной для размещения внутри любого числа аксиально ориентированных каналов 84. Каналы 84 могут проходить от соответствующей торцевой поверхности (например, торцевой поверхности 78 или 80) до конца через куполообразный конец 76. Каждый канал 84, образованный в направляющей 50 для волокон, может быть выполнен с возможностью приема одного или более волокон из одного из источников 44, 46, в то время как каждый канал 84, образованный в направляющей 52 для волокон, может быть выполнен с возможностью приема одного или более волокон из другого из источников 44, 46. Предусмотрено, что при желании одинаковое или разное число каналов 84 может быть образовано в каждой из направляющих 50 и 52 для волокон и/или что каналы 84 могут иметь одинаковые или разные диаметры. В раскрытом варианте осуществления двадцать четыре канала 84, расположенных на одинаковом расстоянии друг от друга и имеющих по существу идентичные диаметры, образованы в каждой из направляющих 50, 52 для волокон. Поскольку кольцевая стенка 82 направляющей 52 для волокон может иметь меньший диаметр, чем кольцевая стенка 82 направляющей 50 для волокон, одинаковое расстояние между каналами 84 в направляющей 52 для волокон может отличаться от соответствующего одинакового расстояния между каналами 84 в направляющей 50 для волокон. Следует отметить, что в некоторых вариантах осуществления каналы в одной или обеих направляющих 50, 52 для волокон могут быть распределены при неодинаковом расстоянии между ними. Поскольку направляющая 52 для волокон может полностью размещаться внутри направляющей 50 для волокон, волокна, проходящие через направляющую 50 для волокон, могут по существу перекрываться с волокнами, проходящими через направляющую 52 для волокон, во время изготовления конструкции 14.
[0022] Каждая из направляющих 50, 52 для волокон может избирательно приводиться во вращение или удерживаться неподвижно во время изготовления конструкции 14 так, что волокна, проходящие через каждую направляющую, совместно создают специфические рисунки переплетений (например, спиральные рисунки, осциллирующие (волнообразные) рисунки, прямые и параллельные рисунки или комбинированные рисунки). Направляющая 50 для волокон может приводиться во вращение посредством вала 32, в то время как направляющая 52 для волокон может приводиться во вращение посредством вала 34. Вал 32 может быть соединен с куполообразным концом 76 и/или с внутренней поверхностью направляющей 50 для волокон. Вал 34 может проходить через отверстие 86 на куполообразном конце 76 направляющей 50 для волокон с зазором для входа в контактное взаимодействие с куполообразным концом 76 и/или внутренней поверхностью направляющей 52 для волокон. Как будет описано ниже более подробно, вращения направляющих 50, 52 для волокон друг относительно друга могут повлиять на получающиеся в результате рисунки переплетений в конструкции 14. В частности, вращения направляющих 50, 52 для волокон могут выполняться в одном направлении, в направлениях, противоположных друг другу, могут быть непрерывными, прерывистыми, колебательными, иметь меньшие или большие диапазоны колебаний, могут выполняться при более низких или более высоких скоростях и т.д. для получения специфических и/или динамично изменяющихся рисунков переплетений, имеющих заданные свойства. Кроме того, вращения направляющих 50, 52 для волокон могут быть скоординированы с перемещениями опоры 16, с перемещениями отклонителя 54, с осевым расстоянием при экструзии и/или скоростью экструзии, и/или с известной геометрией конструкции 14 (например, концевыми точками, соединительными точками, тройниками, изменениями диаметров, стыками, поворотами, зонами высокого давления и/или высоких температур и т.д.).
[0023] В раскрытом варианте осуществления отклонитель 54 является по существу колоколообразным и имеет куполообразный конец 88, расположенный напротив выходной части 62. Куполообразный конец 88 может иметь меньший диаметр, чем выходная часть 62, и может быть выполнен с возможностью размещения, по меньшей мере частично, внутри направляющей 52 для волокон. Выходная часть 62 может расширяться в виде раструба в радиальном направлении наружу от куполообразного конца 88 и иметь наружный диаметр, который больше наружного диаметра направляющей 52 для волокон. В одном варианте осуществления наружный диаметр выходной части 62 может быть приблизительно таким же, как наружный диаметр корпуса 48. Отклонитель 54 благодаря его контуру, расходящемуся раструбом наружу, может служить для отклонения волокон, выходящих из каналов 84 обеих направляющих 50, 52 для волокон, в радиальном направлении наружу. Таким образом, получающийся в результате, внутренний диаметр конструкции 14 может определяться наружным диаметром отклонителя 54. Кроме того, отклонитель 54 может отклонять волокна к торцевой поверхности 69 корпуса 48, посредством чего волокна будут размещаться в пределах зазора 61 (см. фиг.3). Соответственно, отклоняющая функция отклонителя 54 помимо задания внутреннего диаметра конструкции 14 может также обеспечивать задание толщины стенок конструкции 14. Предусмотрено, что при желании отклонитель 54 может иметь другую форму (например, коническую, пирамидальную и т.д.).
[0024] В одном варианте осуществления отклонитель 54 может быть выполнен с возможностью перемещения для избирательного регулирования толщины стенок конструкции 14. В частности, стержень 36 может проходить через отверстия 86 направляющих 50, 52 для волокон с зазором для входа в контактное взаимодействие с куполообразным концом 76 отклонителя 54. При таком соединении аксиальное поступательное перемещение стержня 36, обеспечиваемое приводным механизмом 30 (см. фиг.3), может приводить к изменяющейся ширине зазора 61 и соответствующей толщине стенок конструкции 14. Соответственно, более толстые стенки конструкции 14 могут быть изготовлены при толкании отклонителя 54 в сторону от корпуса 48 и более тонкие стенки могут быть изготовлены при втягивании отклонителя 54 ближе к корпусу 48.
[0025] Предусмотрено, что определенные элементы в пределах стенок конструкции 14 могут быть образованы посредством быстрого изменения ширины зазора 61 (например, посредством быстрого втягивания отклонителя 54 внутрь и быстрого толкания отклонителя 54 обратно наружу). Например, гребнеобразные выступы (см. фиг.8), фланцы (см. фиг.7), гибкие участки и другие элементы могут быть созданы посредством регулирования скорости и продолжительности перемещений при втягивании/толкании.
[0026] Предусмотрено, что при желании наполнитель (например, изоляционный материал, проводящий материал, оптический материал, материал для отделки поверхности и т.д.) может быть осажден в полой внутренней части конструкции 14 во время формирования конструкции 14. Например, стержень 36 может быть полым (например, подобно валам 32, 34) и может проходить через центр любого соответствующего интенсификатора отверждения. При этом источник материала (например, источник жидкости, источник вспененного материала, источник твердого материала, источник газа и т.д.) может быть соединен с концом стержня 36 внутри корпуса 38, и материал будет выдавливаться для выпуска через стержень 36 и в конструкцию 14. Предусмотрено, что при желании тот же интенсификатор отверждения, который используется для отверждения конструкции 14, также может быть использован для отверждения наполнителя или что другой специальный интенсификатор отверждения (непоказанный) может быть использован для этой цели. В одном конкретном варианте осуществления часть стержня 36, которая проходит за интенсификатор отверждения и во внутреннее пространство конструкции 14, может быть гибкой, чтобы контактное взаимодействие с конструкцией 14 не вызывало деформирования или повреждения конструкции 14. В том же или другом варианте осуществления стержень 36 может проходить в конструкцию 14 на расстояние, которое соответствует отверждению конструкции 14.
[0027] Источник 56 УФ-излучения может быть выполнен с возможностью непрерывного подвергания внутренней поверхности конструкции 14 воздействию электромагнитного излучения во время формирования конструкции 14. Электромагнитное излучение может увеличивать скорость химической реакции, происходящей в материале матрицы, выходящем через зазор 61, что способствует уменьшению времени, необходимого для отверждения материала матрицы. В раскрытом варианте осуществления источник 56 УФ-излучения может быть смонтирован внутри выходной части 62 отклонителя 54 по существу с выравниванием относительно оси 37 и ориентирован для направления излучения в сторону от отклонителя 54. Источник 56 УФ-излучения может включать в себя множество светодиодов (например, 6 разных светодиодов), которые равномерно распределены вокруг оси 37. Однако предусмотрено, что любое число светодиодов или других источников электромагнитного излучения может быть использовано в альтернативном варианте для раскрытых целей. Электропитание источника 56 УФ-излучения может осуществляться посредством электрического провода 90, который проходит от источника 38 (см. фиг.3) через валы 32, 34 и стержень 36. В некоторых вариантах осуществления сам стержень 36 может служить в качестве электрического провода 90. Количество электромагнитного излучения может быть достаточным для отверждения материала матрицы до того, как конструкция 14 будет экструдирована в аксиальном направлении до длины, превышающей заданную длину от выходной части 62. В одном варианте осуществления конструкция 14 полностью отверждается до того, как осевая длина экструдированной части станет равной наружному диаметру конструкции 14.
[0028] Излучатель 58 ультразвука может быть использован вместо источника 56 УФ-излучения или в дополнение к нему для увеличения скорости отверждения материала матрицы в конструкции 14. Например, излучатель 58 ультразвука может быть смонтирован непосредственно внутри выходной части 62 отклонителя 54 или в альтернативном варианте прикреплен к дистальному концу (например, внутри соответствующего углубления на дистальном конце) источника 56 УФ-излучения. Излучатель 58 ультразвука может быть использован для подвода ультразвуковой энергии к молекулам в материале матрицы, что вызывает колебание молекул Колебания могут вызывать образование пузырьков в материале матрицы, которые вызывают кавитацию при высоких температурах и давлениях, что обеспечивает более быстрое отверждение материала матрицы, чем было бы возможно в ином случае. Электропитание излучателя 58 ультразвука может осуществляться так же, как электропитание источника 56 УФ-излучения, и он также служит для отверждения конструкции 14 в направлении изнутри наружу. Предусмотрено, что при желании помимо источника 56 УФ-излучения и/или излучателя 58 ультразвука или вместо них один или более дополнительных интенсификаторов отверждения (непоказанных) могут быть размещены для содействия ускорению отверждения конструкции 14 в направлении снаружи внутрь.
[0029] Отсекатель 60 может быть использован для избирательного завершения формирования или фиксации иным образом длины конструкции 14 во время ее изготовления. Как показано на фиг.3 и 4, отсекатель 60 может быть по существу кольцеобразным и может быть прикреплен с возможностью перемещения к наружной поверхности корпуса 48. Отсекатель 60 может иметь заостренную кромку 92, которая выполнена с возможностью смещения вдоль оси 37 до тех пор, пока она не войдет в контакт с волокнами, покрытыми матрицей и выходящими через зазор 61. При этом дальнейшее смещение в том же направлении может служить для разрезания волокон у выходной части 62, посредством чего фиксируется длина конструкции 14. Следует отметить, что данное разрезание может происходить только тогда, когда материал матрицы еще не отвержден, так что усилие, необходимое для проталкивания кромки 92 через волокна конструкции 14, может быть меньшим, и поверхность, получаемая при отрезке, может иметь более низкую степень шероховатости.
[0030] Осевое перемещение отсекателя 60 может быть обеспечено посредством специального приводного механизма 93 (см. фиг.3). При желании приводной механизм 93 может быть прикреплен к корпусу 48 и может быть выполнен в виде привода линейного перемещения (например, гидравлического поршня или соленоида) или привода вращательного движения (например, двигателя, который контактно взаимодействует с наружной резьбой на корпусе 48). Приводной механизм 93 может получать электропитание от источника 38 посредством внешних проводов.
[0031] В некоторых вариантах осуществления перемещение отсекателя 60 может быть скоординировано с перемещением отклонителя 54 во время разрезания волокон конструкции 14. Например, непосредственно перед аксиальным перемещением или во время аксиального перемещения режущей кромки 92 по направлению к волокнам конструкции 14 отклонитель 54 может быть втянут внутрь по направлению к корпусу 48 посредством стержня 36 и приводного механизма 30. При втягивании отклонителя 54 внутрь толщина стенок конструкции 14 может быть уменьшена, и посредством этого разрезание облегчается. Кроме того, при втягивании отклонителя 54 внутрь большее зажимное усилие может быть приложено к волокнам, посредством чего уменьшаются срезающее усилие и/или перемещение режущей кромки 92.
[0032] Даже несмотря на то, что покрытые матрицей волокна конструкции 14 могут быстро отверждаться после выпуска через зазор 61, скорость этого отверждения может быть недостаточной для некоторых применений. Например, при изготовлении конструкции 14 под водой, в космосе или в другой неблагоприятной среде с неидеальными (например, неблагоприятными или экстремальными) температурами, неидеальными давлениями и/или большим загрязнением покрытые матрицей волокна должны быть защищены от воздействия окружающей среды до завершения отверждения для гарантирования заданных прочностных характеристик. По этой причине может быть предусмотрен кожух 94, который может быть избирательно присоединен к дистальному концу головки 20. Иллюстративный кожух 94 показан на фиг.5 как включающий в себя гибкую соединительную муфту. В данном варианте осуществления кожух 94 может иметь первый конец 96, имеющий диаметр, достаточно большой для приема внутри и герметизации дистального конца головки 20, и второй конец 98, имеющий диаметр, достаточно большой для размещения конструкции 14 внутри него и герметизации зоны вокруг конструкции 14. Длина кожуха 94 может быть достаточной для обеспечения заданного времени отверждения для конструкции 14, так что часть конструкции 14, контактно взаимодействующая со вторым концом 98, отверждается в достаточной степени и не будет деформироваться из-за контактного взаимодействия. Кожух 94 может обеспечить более контролируемую среду для конструкции 14, обеспечивающую возможность отверждения матрицы в ней до заданной степени перед подверганием конструкции 14 воздействию неблагоприятной внешней среды. В некоторых вариантах осуществления кожух 94 может находиться под давлением посредством инертного газа, под давлением посредством газа, который увеличивает скорость отверждения матрицы, и/или давление в нем может быть снижено для более полного регулирования среды, окружающей конструкцию 14 во время изготовления. Кожух 94 может быть гибким, что обеспечивает возможность изгибания и искривления конструкции 14 относительно оси 37 (см. фиг.3) при ее экструзии из головки 20.
[0033] Система 10 может быть выполнена с возможностью получения множества разных рисунков переплетений в стенках конструкции 14. Фиг.6-9 иллюстрируют приведенные в качестве примера конструкции 14, которые можно будет изготовить посредством системы 10. Фиг.10-18 иллюстрируют примеры рисунков переплетений, которые могут быть использованы для образования конструкции 14. Фиг.6-18 будут рассмотрены более подробно в нижеприведенном разделе для дополнительной иллюстрации раскрываемых идей.
Промышленная применимость
[0034] Раскрытые системы могут быть использованы для непрерывного изготовления конструкций, образованных из композиционных материалов и имеющих любые заданные форму поперечного сечения и длину. Конструкции из композиционных материалов могут включать в себя любое число разных волокон одинакового или разных типов и одинакового или разных диаметров. Кроме того, рисунки переплетений, используемые для образования конструкций из композиционных материалов, могут быть динамически изменены во время изготовления конструкций (например, без прерывания экструзии конструкции 14). Далее будет подробно описана работа системы 10.
[0035] В начале процесса изготовления информация, относящаяся к заданной полой конструкции 14, может быть загружена в систему 10 (например, в управляющее устройство, отвечающее за регулирование функционирования опоры 16, приводных механизмов 26-28 и/или экструдера 40). Данная информация может включать, среди прочего, размеры (например, диаметр, толщину стенок, длину и т.д.), контур (например, траекторию оси 22), поверхностные элементы (например, размер, местоположение, толщину, длину гребнеобразных выступов; размер, местоположение толщину, длину фланцев/буртиков и т.д.), геометрические характеристики соединений (например, местоположения и размеры соединений, тройников, стыков и т.д.), заданные рисунки переплетений и места перехода от одного переплетения к другому. Следует отметить, что при желании данная информация в качестве альтернативы или дополнения может загружаться в систему 10 в разные моменты времени и/или непрерывно во время процесса изготовления. На основе информации о компонентах одно или более разных волокон и/или одна или более разных смол могут быть избирательно загружены в систему 10. Загрузка волокна (волокон) может включать заправку волокна (волокон) через валы 32, 34, по каналам 84 в направляющих 50, 52 и через зазор 61. В некоторых вариантах осуществления может также потребоваться соединение волокна (волокон) с тянульной машиной (непоказанной) и/или с крепежным приспособлением (непоказанным). Загрузка материала матрицы может включать заполнение контейнера 24 и/или подсоединение экструдера 40 к контейнеру 24. В некоторых вариантах осуществления в зависимости от собранной информации о компонентах отклонители, имеющие бóльшие или меньшие диаметры, и направляющие для волокон с любым количеством разных конфигураций могут быть избирательно использованы вместе с головкой 20.
[0036] После этого информация о компонентах может быть использована для управления работой системы 10. Например, волокна могут протягиваться и/или проталкиваться вместе с материалом матрицы из головки 20 с заданной скоростью одновременно с обеспечением вращения направляющих 50, 52 для волокон посредством приводного устройства 18. Во время этого вращения может быть также обеспечено перемещение отклонителя 54 внутрь или наружу, и любые имеющиеся интенсификаторы отверждения (например, источник 56 УФ-излучения и/или излучатель 58 ультразвука) могут быть приведены в действие для отверждения материала матрицы. Опора 16 также может обеспечить избирательное перемещение головки 20 заданным образом так, чтобы ось 22 получающейся в результате, полой конструкции 14 «следовала» вдоль заданной траектории. После того как конструкция 14 увеличится до заданной длины, отсекатель 60 может быть использован для отрезки конструкции 14 от системы 10 вышеописанным способом.
[0037] Фиг.6 иллюстрирует один пример конструкции 14, которая может быть получена посредством системы 10. Как можно видеть на данной фигуре, ось 22 конструкции 14 может поступательно перемещаться и/или поворачиваться (например, посредством соответствующих перемещений головки 20) в любом направлении во время увеличения конструкции 14 в продольном направлении для получения сложной геометрии. Кроме того, рисунок переплетения в конструкции 14 может быть скоординирован с изменяющейся геометрией. В примере по фиг.6 было создано колено, имеющее множество рисунков переплетений, которые переходят от одного к другому в угловой секции 100. В частности, волокна, проходящие через одну из направляющих 50 или 52, имеют «осциллирующую» конфигурацию на противоположных концах угловой секции 100, но выпрямлены (то есть выровнены относительно оси 22) внутри угловой секции 100. В то же время волокна, проходящие через другую из направляющих 50 или 52, остаются прямолинейными на всей длине конструкции 14. Кроме того, частота осцилляции волокон может варьироваться. В частности, «осциллирующие» волокна могут осциллировать с меньшей частотой для секции 102 и затем с более высокой частотой для секции 104. Данная конфигурация с изменением частоты может быть повторяющейся в некоторых применениях.
[0038] Предусмотрено, что рисунок переплетения, используемый в любом конкретном месте вдоль длины конструкции 14, может быть выбран для обеспечения заданных характеристик в соответствующем месте. Например, «осциллирующие» рисунки могут быть эффективно использованы в случаях, когда небольшое смещение и/или изгибание конструкции 14 желательно и/или ожидается на малых и больших расстояниях. Один случай применения, в котором «осциллирующие» рисунки могут быть полезными, может включать создание газопровода в арктической тундре, проходящего непрерывно на многих милях. В данном применении замораживание и протаивание тундровой почвы может вызвать нежелательные перемещения трубопровода, адаптация к которым должна быть обеспечена для избежания растрескивания трубопровода. Адаптация к перемещениям может быть обеспечена посредством «осциллирующего» рисунка переплетения. «Осциллирующий» рисунок переплетения может также обеспечить повышение ударопрочности конструкции 14 и/или ее сопротивления абразивному износу. Волокна в секции 100 могут все быть параллельными для получения другой характеристики в пределах конструкции 14. Например, параллельные волокна могут обеспечить высокую прочность при статической нагрузке, когда задано или ожидается незначительное изгибание или отсутствие изгибания.
[0039] Фиг.7 иллюстрирует другой пример конструкции 14, которая может быть получена посредством системы 10. Как можно видеть на данной фигуре, соединительная муфта 106 используется для завершающем конце конструкции 14 для соединения конструкции 14 с другим устройством (непоказанным) или для перекрытия конца конструкции 14 иным образом. Использование соединительной муфты 106 может потребовать других характеристик (например, большей прочности или жесткости) стенок конструкции 14, и поэтому рисунок переплетения и/или толщина конструкции 14 могут быть изменены соответствующим образом в месте соединения. Например, рисунок переплетения может стать более плотным в данном месте и/или толщина стенок может быть увеличена. Рисунок переплетения может стать более плотным за счет увеличения частоты осцилляций для заданной скорости увеличения/роста в аксиальном направлении (то есть для заданной скорости экструзии) и/или посредством увеличения размаха осцилляций. Толщина стенок может быть увеличена в данном месте за счет обеспечения толкания отклонителя 54 дальше от корпуса 48, чтобы зазор 61 стал больше.
[0040] Фиг.8 иллюстрирует еще один пример конструкции 14, которая может быть получена посредством системы 10. Как можно видеть на данной фигуре, геометрия конструкции 14 изменяется (например, конструкция 14 сужается) в месте 108 перехода и в месте 110 концевого участка. Данные изменения геометрии могут предусматривать соответствующие изменения в рисунке переплетения и/или в наружном профиле конструкции 14. Например, рисунок переплетения в месте 108 перехода может измениться от «осциллирующих» и параллельных волокон до только параллельных волокон (или в альтернативном варианте до только «осциллирующих» волокон). Кроме того, гребнеобразные выступы 112 могут быть сформированы в месте 110 концевого участка посредством быстрых перемещений отклонителя 54 внутрь/наружу. Параллельные волокна могут обеспечить повышение жесткости в месте 108 перехода, в то время как гребнеобразные выступы 112 могут облегчить соединение с другой конструкцией.
[0041] Фиг.9 иллюстрирует завершающий пример конструкции 14, которая может быть получена посредством системы 10. Как можно видеть на данной фигуре, геометрия конструкции 14 необязательно изменяется. Однако изменения в рисунке переплетения в конструкции 14 могут, тем не менее, быть разными для целей, специфических для конкретного применения. В частности, особая часть 114 конструкции 14 может иметь характеристики, отличающиеся от других частей 116 той же конструкции, даже несмотря на то, что все части имеют по существу одинаковую геометрию. Например, в части 114 может потребоваться более высокая стойкость к воздействию температур окружающей среды и/или внешних давлений, может потребоваться большее сопротивление абразивному износу и/или может потребоваться бóльшая гибкость и/или жесткость. Эти характеристики могут быть обеспечены посредством изменения рисунков переплетений. В раскрытом примере рисунок переплетения в части 114 включает параллельные волокна только на одном участке (например, на одной половине) и имеет плотность «осциллирующих» волокон на остальных участках, которая отличается от плотности волокон в частях 116.
[0042] Фиг.10-18 иллюстрируют приведенные в качестве примера рисунки переплетений, которые могут быть использованы в любом месте в любой конструкции 14 независимо от того, имеет ли конструкция 14 изменяющиеся геометрию или требования к характеристикам. На фиг.10 в рисунке 118 используются спиральные волокна 120 из направляющей 50 и спиральные волокна 122 из направляющей 52. Известно, что спиральные конфигурации волокон обеспечивают повышение стойкости к воздействию внутренних давлений. В верхней части рисунка 118 волокна 120 могут одинаковым образом перемежаться с волокнами 122 и могут представлять собой идентичные волокна или волокна с разными диаметрами, формами и/или размерами так, как желательно. Однако приблизительно в середине рисунка 118 волокна могут переходить к другому переплетению, в котором два волокна 122 находятся непосредственно рядом друг с другом. Данный новый рисунок может быть получен, например, посредством увеличения частоты вращения направляющей 52 так, чтобы она в два раза превышала частоту вращения направляющей 50.
[0043] На фиг.11 создан рисунок 124, в котором имеется переход от обоих волокон 120, 122, образующих спирали в первом направлении, к одному из волокон 120, 122, образующему спираль в другом направлении. Аналогичный рисунок 126 показан на фиг.12, но вместо изменения направления спирали одного из волокон 120, 122 на другое направление, оба волокна 120, 122 «переходят» к противоположному направлению. Еще один аналогичный рисунок 128 показан на фиг.13, но вместо изменения направления спирали только одного из волокон 120, 122 на другое направление, одно из волокон 120, 122 переходит к осцилляции, а не к перемещению по спирали.
[0044] На фиг.14 создан рисунок 130, который включает оба волокна 120 и 122, «осциллирующие» относительно синхронизированно. Данная синхронность может предусматривать «осцилляцию» обоих волокон 120, 122 с приблизительно одинаковой частотой, синфазно друг с другом и с одинаковым размахом. Фиг.15 показывает рисунок 132, в котором волокна 120 и 122 «осциллируют» в противофазе с использованием по существу одинаковых частоты и размаха. Однако одно из волокон 120, 122 приблизительно в середине длины рисунка 132 переходит к «осцилляции» с другой частотой и/или с другим размахом. На фиг.16 показан рисунок 134 с волокнами 120 и 122, «осциллирующими» в противофазе с использованием по существу одинаковых частоты и размаха. Однако положения одного или обоих из волокон 120, 122 в радиальном направлении приблизительно в середине длины рисунка 134 могут сместиться, так что волокна вместо перекрывающихся становятся соседними друг с другом.
[0045] В рисунке 136 по фиг.17 одно из волокон 120, 122 показано как прямое и по существу выровненное относительно оси 22 (см. фиг.1 и 2), в то время как другое из волокон 120, 122 вначале в верхней половине рисунка 120 проходит по спирали. Спиральное волокно 120 или 122 затем переходит к «осцилляции» в нижней половине рисунка 136. В рисунке 138 по фиг.18 все волокна 120, 122 являются прямыми и выровнены относительно оси 22 и одинаковым образом перемежаются друг с другом.
[0046] Для специалистов в данной области техники будет очевидно, что могут быть выполнены различные модификации и изменения раскрытых системы, конструкции и рисунков переплетений. Другие варианты осуществления будут очевидными для специалистов в данной области техники на основе рассмотрения описания и реализации раскрытой системы на практике. Предусмотрено, что описание и примеры должны рассматриваться только как иллюстративные, при этом истинный объем определяется нижеприведенными пунктами формулы изобретения и их эквивалентами.
Изобретение относится к непрерывному изготовлению полых конструкций из композиционных материалов. Способ непрерывного изготовления полой конструкции из композиционного материала включает непрерывное покрытие волокон матрицей для формирования покрытых матрицей волокон, вращение покрытых матрицей волокон вокруг не содержащей волокна оси; отклонение покрытых матрицей волокон в радиальном направлении наружу от не содержащей волокна оси; динамическое регулирование траектории не содержащей волокна оси полой конструкции из композиционного материала и отверждение покрытых матрицей волокон для сохранения отрегулированной траектории полой конструкции из композиционного материала. Изобретение обеспечивает эффективный способ непрерывного изготовления полых конструкций, обладающих хорошей прочностью. 2 н. и 18 з.п. ф-лы, 18 ил. 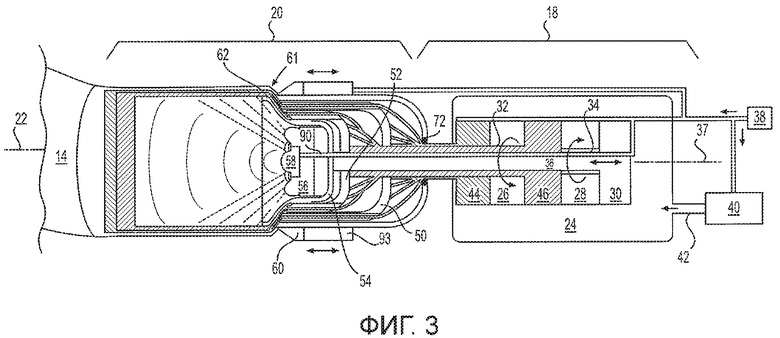
1. Способ непрерывного изготовления полой конструкции из композиционного материала, включающий:
непрерывное покрытие волокон матрицей для формирования покрытых матрицей волокон;
вращение покрытых матрицей волокон вокруг не содержащей волокна оси;
отклонение покрытых матрицей волокон в радиальном направлении наружу от не содержащей волокна оси;
динамическое регулирование траектории не содержащей волокна оси полой конструкции из композиционного материала и
отверждение покрытых матрицей волокон для сохранения отрегулированной траектории полой конструкции из композиционного материала.
2. Способ по п.1, в котором вращение покрытых матрицей волокон включает:
вращение первого подмножества покрытых матрицей волокон в первом направлении и
вращение второго подмножества покрытых матрицей волокон во втором направлении, противоположном первому.
3. Способ по п.2, в котором вращение первого и второго подмножеств покрытых матрицей волокон включает синхронное осциллирующее движение в первом и втором направлениях.
4. Способ по п.2, в котором вращение первого и второго подмножеств покрытых матрицей волокон включает поворот первого и второго подмножеств покрытых матрицей волокон в диапазоне до 180°.
5. Способ по п.4, в котором вращение первого и второго подмножеств покрытых матрицей волокон включает поворот первого и второго подмножеств покрытых матрицей волокон в диапазоне от приблизительно 15° до приблизительно 30°.
6. Способ по п.2, в котором вращение первого и второго подмножеств покрытых матрицей волокон включает поворот первого подмножества покрытых матрицей волокон в диапазоне, отличающемся от диапазона поворота второго подмножества покрытых матрицей волокон.
7. Способ по п.2, в котором вращение первого и второго подмножеств покрытых матрицей волокон включает непрерывное вращение первого подмножества покрытых матрицей волокон в первом направлении и избирательное вращение второго подмножества покрытых матрицей волокон в первом направлении.
8. Способ по п.2, в котором вращение первого и второго подмножеств покрытых матрицей волокон включает вращение первого подмножества покрытых матрицей волокон с первой частотой и вращение второго подмножества покрытых матрицей волокон со второй частотой.
9. Способ по п.8, дополнительно включающий динамическое регулирование первой и второй частот во время изготовления полой конструкции из композиционного материала.
10. Способ по п.2, дополнительно включающий динамическое регулирование рисунка переплетения, создаваемого вращением первого и второго подмножеств покрытых матрицей волокон во время изготовления полой конструкции из композиционного материала.
11. Способ по п.2, дополнительно включающий поджим первого подмножества покрытых матрицей волокон ко второму подмножеству покрытых матрицей волокон.
12. Способ по п.11, дополнительно включающий изменение поджима для регулирования посредством этого толщины стенки полой конструкции из композиционного материала.
13. Способ по п.2, в котором первое подмножество покрытых матрицей волокон имеет по меньшей мере одну из характеристик, представляющих собой диаметр и тип материала, которая отличается от соответствующей характеристики второго подмножества покрытых матрицей волокон.
14. Способ по п.2, в котором первое подмножество покрытых матрицей волокон имеет матрицу такого типа, который отличается от типа матрицы у второго подмножества покрытых матрицей волокон.
15. Способ по п.1, в котором отверждение покрытых матрицей волокон включает отверждение покрытых матрицей волокон с внутренней стороны полой конструкции из композиционного материала.
16. Способ по п.1, в котором отверждение покрытых матрицей волокон включает направление по меньшей мере одного из УФ-излучения и ультразвуковых колебаний к покрытым матрицей волокнам.
17. Способ по п.16, дополнительно включающий регулирование среды, окружающей покрытые матрицей волокна, в промежутке времени, в течение которого происходит направление упомянутого по меньшей мере одного из УФ-излучения и ультразвуковых колебаний к покрытым матрицей волокнам, и после направления упомянутого по меньшей мере одного из УФ-излучения и ультразвуковых колебаний к покрытым матрицей волокнам.
18. Способ по п.1, дополнительно включающий механический зажим покрытых матрицей волокон перед отверждением покрытых матрицей волокон для фиксации длины полой конструкции из композиционного материала.
19. Способ по п.1, дополнительно включающий заполнение внутреннего пространства полой конструкции из композиционного материала при отверждении полой конструкции.
20. Способ непрерывного изготовления полой конструкции из композиционного материала, включающий:
непрерывное покрытие волокон матрицей для формирования покрытых матрицей волокон;
вращение первого подмножества покрытых матрицей волокон в первом направлении и
вращение второго подмножества покрытых матрицей волокон во втором направлении, противоположном первому;
отклонение первого и второго подмножеств покрытых матрицей волокон в радиальном направлении наружу от не содержащей волокна оси;
поджим первого подмножества покрытых матрицей волокон ко второму подмножеству покрытых матрицей волокон;
динамическое регулирование вращения первого и второго подмножеств покрытых матрицей волокон во время изготовления полой конструкции из композиционного материала;
отверждение первого и второго подмножеств покрытых матрицей волокон для удерживания отрегулированных первого и второго подмножеств покрытых матрицей волокон и
механический зажим первого и второго подмножеств покрытых матрицей волокон, перед отверждением первого и второго подмножеств покрытых матрицей волокон, для фиксации длины полой конструкции из композиционного материала.
| ПЛАСТМАССОВАЯ НАПОРНАЯ ТРУБА | 1997 |
|
RU2191314C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ, ОБЛАДАЮЩИХ ПОВЫШЕННОЙ ПРОЧНОСТЬЮ | 2006 |
|
RU2432258C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ДЛЯ ИЗГОТОВЛЕНИЯ ОКОН И ДВЕРЕЙ | 1996 |
|
RU2177412C2 |
| US 5292472 A, 08.03.1994 | |||
| US 2014291886 A1, 02.10.2014 | |||
| US 9808991 B2, 07.11.2017. | |||

