ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу отбортовки отверстия и устройству для отбортовки отверстия.
УРОВЕНЬ ТЕХНИКИ
В способах отбортовки отверстия для формирования трубчатого фланца в заготовке, представляющей собой, например, металлическую листовую заготовку, в которой образовано пилотное отверстие (сквозное отверстие), фланец обычно формируют путем использования пуансона для выдавливания периферического края пилотного отверстия в металлической листовой заготовке. Например, в опубликованной заявке на патент Японии (JP-A) №2014-172089 в листе из высокопрочной стали с низкой пластичностью растрескивание на переднем концевом участке фланца (на периферическом крае пилотного отверстия) подавляется путем обеспечения переднего концевого участка пуансона по существу круглой конической формы. Другой способ отбортовки отверстия описывается в JP-A №H06-087039.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
В JP-A №2014-172089 необходимо задавать переднему концевому участку пуансона профиль, соответствующий пилотному отверстию в металлической листовой заготовке, и пуансон имеет сложный профиль. Таким образом желателен способ отбортовки отверстия, способный подавлять растрескивание переднего концевого участка фланца с использованием простой конфигурации.
С учетом приведенных выше обстоятельств целью настоящего изобретения является создание способа отбортовки отверстия и устройства для отбортовки отверстия, способных подавлять растрескивание переднего концевого участка фланца с использованием простой конфигурации.
РЕШЕНИЕ ПРОБЛЕМЫ
Способ отбортовки отверстия в соответствии с первым аспектом настоящего изобретения включает в себя: этап размещения, на котором размещают листовую заготовку, в которой образовано сквозное отверстие, таким образом, что пуансон располагается на одной стороне, в направлении толщины листа, заготовки, и опорный элемент располагается на противоположной стороне к одной стороне, в направлении толщины листа, заготовки; и этап выдавливания, на котором формируют фланец путем перемещения пуансона относительно заготовки в направлении противоположной стороны и выдавливания периферического края сквозного отверстия в заготовке посредством пуансона в состоянии, в котором к периферическому краю сквозного отверстия прилагается давление посредством пуансона и опорного элемента в направлении толщины листа заготовки.
Устройство для отбортовки отверстия в соответствии с другим аспектом настоящего изобретения включает в себя: пуансон, который располагается на одной стороне, в направлении толщины листа, листовой заготовки, в которой образовано сквозное отверстие, и который перемещается относительно заготовки в направлении противоположной стороны к одной стороне, в направлении толщины листа, заготовки таким образом, чтобы выдавливать периферический край сквозного отверстия в заготовке, чтобы сформировать фланец; и опорный элемент, который располагается напротив пуансона на противоположной стороне к одной стороне, в направлении толщины листа, заготовки, и который, вместе с пуансоном, прилагает давление к периферическому краю сквозного отверстия в заготовке во время выдавливания заготовки посредством пуансона.
Устройство для отбортовки отверстия в соответствии с еще одним аспектом настоящего изобретения включает в себя: пуансон, который включает в себя плоскую верхнюю поверхность по меньшей мере на периферии пуансона, и который включает в себя участок стороны верхней поверхности, имеющий круглую столбчатую форму; держатель, который располагается вокруг пуансона; матрицу, которая располагается напротив держателя, и которая включает в себя участок для вмещения, открытый в направлении стороны пуансона; и опорный элемент, который располагается внутри участка для вмещения, который выполнен с возможностью перемещения в направлении штамповки, и который включает в себя противостоящую поверхность, расположенную напротив верхней поверхности пуансона.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Настоящее изобретение способно обеспечить способ отбортовки отверстия и устройство для отбортовки отверстия, способные подавлять растрескивание переднего концевого участка фланца с использованием простой конфигурации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - вид в поперечном разрезе, иллюстрирующий релевантные части устройства для отбортовки отверстия, используемого в способе отбортовки отверстия в соответствии с первым примерным вариантом воплощения.
Фиг. 2A - вид в поперечном разрезе, иллюстрирующий первый этап способа отбортовки отверстия в соответствии с первым примерным вариантом воплощения.
Фиг. 2B - вид в поперечном разрезе, иллюстрирующий момент во время выполнения второго этапа способа отбортовки отверстия.
Фиг. 2C - вид в поперечном разрезе, иллюстрирующий конец второго этапа способа отбортовки отверстия.
Фиг. 3 - вид в перспективе, иллюстрирующий изделие с отбортовкой отверстия, в котором отбортовка отверстия была выполнена с использованием устройства для отбортовки отверстия, иллюстрируемого на фиг. 1.
Фиг. 4A - вид в поперечном разрезе, иллюстрирующий состояние перед отбортовкой отверстия в способе отбортовки отверстия в соответствии со сравнительным примером.
Фиг. 4B - вид в поперечном разрезе, иллюстрирующий состояние после отбортовки отверстия в способе отбортовки отверстия в соответствии со сравнительным примером.
Фиг. 5 - вид в перспективе, иллюстрирующий состояние, в котором произошло растрескивание на переднем концевом участке фланца, сформированного путем отбортовки отверстия с использованием способа отбортовки отверстия в соответствии со сравнительным примером.
Фиг. 6 - вид в поперечном разрезе, иллюстрирующий релевантные части устройства для отбортовки отверстия, используемого в способе отбортовки отверстия в соответствии со вторым примерным вариантом воплощения.
Фиг. 7 - частичный вид в поперечном разрезе в увеличенном масштабе, иллюстрирующий момент во время выполнения второго этапа способа отбортовки отверстия в соответствии со вторым примерным вариантом воплощения.
Фиг. 8 - вид в поперечном разрезе для пояснения срезания металлической листовой заготовки посредством опорного элемента на втором этапе способа отбортовки отверстия в соответствии с первым примерным вариантом воплощения.
Фиг. 9 - вид в поперечном разрезе, иллюстрирующий модифицированный пример опорного элемента, иллюстрируемого на фиг. 1.
Фиг. 10A - вид в поперечном разрезе для пояснения примера случая, в котором наклонный участок образован на всей наружной периферический поверхности опорного элемента.
Фиг. 10B - вид в поперечном разрезе для пояснения примера случая, в котором наклонный участок образован на части наружной периферической поверхности опорного элемента.
Фиг. 10C - вид в поперечном разрезе для пояснения примера случая, в котором изогнутый наклонный участок образован на части наружной периферической поверхности опорного элемента.
Фиг. 11 - вид в поперечном разрезе, иллюстрирующий релевантные части модифицированного примера устройства для отбортовки отверстия, используемого в способе отбортовки отверстия в соответствии с первым примерным вариантом воплощения.
ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Первый примерный вариант воплощения
Далее со ссылкой на фиг. 1-5 будет описан способ отбортовки отверстия в соответствии с первым примерным вариантом воплощения. В этом способе отбортовки отверстия, отбортовка отверстия выполняется на металлической листовой заготовке 10, служащей в качестве «заготовки», в которой образовано пилотное отверстие, для изготовления изделия 12 с отбортовкой отверстия, имеющего по существу цилиндрический фланец 14. Следует отметить, что «пилотное отверстие» относится к сквозному отверстию, проходящему насквозь через металлическую листовую заготовку в ее направлении толщины листа. Вначале будут описаны конфигурация металлической листовой заготовки 10 и конфигурация изделия 12 с отбортовкой отверстия. Затем будет описано устройство 20 для отбортовки отверстия, используемое для отбортовки отверстия. Затем будет описан способ отбортовки отверстия. Следует отметить, что на чертежах эквивалентные элементы и т.п. обозначены одинаковыми ссылочными позициями, и описание будет опущено в соответствующих случаях для элементов, эквивалентные элементы которых уже были описаны.
Металлическая листовая заготовка 10 и изделие 12 с отбортовкой отверстия
Далее со ссылкой на фиг. 3 будет описано изделие 12 с отбортовкой отверстия. На фиг. 3 стрелка A указывает в направлении одной стороны, в направлении толщины листа, изделия 12 с отбортовкой отверстия, и стрелка B указывает в направлении противоположной стороны к одной стороне, в направлении толщины листа, изделия 12 с отбортовкой отверстия, то есть в направлении другой стороны, в направлении толщины листа, изделия 12 с отбортовкой отверстия.
Изделие 12 с отбортовкой отверстия образовано, например, из листа из высокопрочной стали, имеющего предел прочности при растяжении 440 МПа или больше. В качестве примера, в рассматриваемом примерном варианте воплощения лист из высокопрочной стали, образующий изделие 12 с отбортовкой отверстия, имеет предел прочности при растяжении 590 МПа и толщину листа 2,9 мм. Изделие 12 с отбортовкой отверстия подвергается отбортовке отверстия, чтобы сформировать фланец 14, выступающий в направлении другой стороны в направлении толщины листа. Внутренний диаметр D1 фланца 14 составляет, например, 60 мм. Как иллюстрируется на фиг. 1, перед отбортовкой отверстия в металлической листовой заготовке 10 образовано круглое пилотное отверстие 10A, которое используется для формирования фланца 14. Внутренний диаметр d круглого пилотного отверстия 10A составляет, например, 36 мм. То есть способ отбортовки отверстия и устройство для отбортовки отверстия выполняют формирование фланца 14, расширяя отверстие с коэффициентом расширения отверстия ((D1-d)/d), составляющим 0,67. Следует отметить, что настоящее изобретение не ограничивается круглым пилотным отверстием 10A, и пилотное отверстие 10A может быть, например, эллиптическим.
Устройство 20 для отбортовки отверстия
Далее со ссылкой на фиг. 1 будет описано устройство 20 для отбортовки отверстия. Следует отметить, что на фиг. 1 стрелка A указывает в направлении нижней стороны устройства в устройстве 20 для отбортовки отверстия, и стрелка B указывает в направлении верхней стороны устройства в устройстве 20 для отбортовки отверстия. Направление вверх-вниз устройства соответствует направлению толщины листа металлической листовой заготовки 10. Следует отметить, что верхняя сторона и нижняя сторона на чертежах определены в целях настоящего пояснения, и направление вверх-вниз на чертежах не обязательно соответствует вертикальному направлению.
Устройство 20 для отбортовки отверстия включает в себя пуансон 22 и держатель 24, образующие нижнюю часть устройства в устройстве 20 для отбортовки отверстия, и опорный элемент 26 и матрицу 28, образующие верхнюю часть устройства в устройстве 20 для отбортовки отверстия. Металлическая листовая заготовка 10 размещается между пуансоном 22 и держателем 24, с одной стороны, и опорным элементом 26 и матрицей 28, с другой стороны, при выполнении отбортовки отверстия на металлической листовой заготовке 10.
Верхняя поверхность держателя 24 образует поверхность для размещения, на которой размещается металлическая листовая заготовка 10. Обеспечены средства для позиционирования металлической листовой заготовки 10 относительно держателя 24, когда она размещается на верхней поверхности держателя 24. Примеры этих средств включают в себя позиционирующий палец (не иллюстрируется на чертежах), обеспеченный на верхней поверхности держателя 24, и позиционирующее отверстие (не иллюстрируется на чертежах), в которое вставляется палец, образованное в металлической листовой заготовке 10. На верхней поверхности держателя 24 образован участок 24A для вмещения пуансона, в который вмещается пуансон 22, в позиции, соответствующей пилотному отверстию 10A в металлической листовой заготовке 10. Участок 22A для вмещения пуансона выполнен в виде выемки, открытой в направлении верхней стороны устройства. Другими словами, держатель 24 включает в себя участок 24A для вмещения пуансона, который открыт в направлении верхней стороны устройства. Участок 24A для вмещения пуансона имеет круглую форму, если смотреть от верхней стороны устройства. Нижний концевой участок держателя 24 может быть соединен с устройствами 60 для приложения давления к держателю, как в модифицированном примере устройства 20 для отбортовки отверстия, иллюстрируемом на фиг. 11. Устройства 60 для приложения давления к держателю могут быть образованы, например, посредством газовых подушек, гидравлических устройств, пружин или устройств с электрическим приводом.
Пуансон 22 имеет по существу столбчатую форму, причем его осевое направление проходит в направлении вверх-вниз устройства (в направлении вдоль осевой линии 22AL, которая будет описана позднее). Следует отметить, что на фиг. 1 осевая линия 22AL пуансона 22 иллюстрируется с помощью штрихпунктирной линии. Направление штамповки устройства 20 для отбортовки отверстия представляет собой направление, проходящее вдоль осевой линии 22AL пуансона.
Пуансон 22 вмещается внутри участка 24A для вмещения пуансона. Наружный диаметр D3 пуансона 22 имеет такой же размер, что и внутренний диаметр D1 фланца 14 изделия 12 с отбортовкой отверстия. То есть в рассматриваемом примерном варианте воплощения наружный диаметр D3 пуансона 22 составляет 60 мм. Устройство 30 перемещения, служащее в качестве примера устройства для перемещения пуансона, соединено с нижним концевым участком пуансона 22. Устройство 30 перемещения обеспечивает возможность пуансону 22 перемещаться в направлении вверх-вниз устройства относительно держателя 24. Более конкретно, устройство 30 перемещения обеспечивает возможность пуансону 22 перемещаться вдоль его осевого направления. Устройство 30 перемещения, например, образовано гидравлическим цилиндром.
Следует отметить, что пилотное отверстие 10A в металлической листовой заготовке 10 располагается коаксиально с пуансоном 22 в состоянии, в котором металлическая листовая заготовка 10 размещена на держателе 24.
Следует отметить, что описанный выше примерный вариант воплощения представляет собой один из примеров, и пилотное отверстие 10A не обязательно должно располагаться коаксиально с пуансоном 22. Однако желательно, чтобы центр тяжести пилотного отверстия 10A был совмещен с осью пуансона 22, для того, чтобы обеспечить равномерную отбортовку отверстия для периферического края 10B пилотного отверстия 10A.
Верхняя поверхность пуансона 22 (поверхность, которая располагается напротив опорного элемента 26 и которая не включает в себя плечо 22A, которое будет описано позднее) образует поверхность 22B пуансона. Поверхность 22B пуансона образована в плоскости, ортогональной направлению вверх-вниз устройства. Во время отбортовки отверстия поверхность 22B пуансона параллельна нижней поверхности (поверхности на одной стороне в направлении толщины листа) металлической листовой заготовки 10, размещенной на держателе 24. Соответственно, в состоянии, в котором поверхность 22B пуансона в пуансоне 22 расположена в той же плоскости, что и нижняя поверхность металлической листовой заготовки 10, с помощью устройства 30 перемещения, поверхность 22B пуансона упирается в нижнюю поверхность металлической листовой заготовки 10 по плоскости. На границе между наружной периферической поверхностью пуансона 22 (наружной периферической поверхностью корпусной части) и верхней поверхностью (поверхностью 22B пуансона) в пуансоне 22 образовано плечо 22A, которое имеет профиль поперечного сечения в форме дуги окружности.
Матрица 28 располагается на верхней стороне устройства относительно держателя 24 и располагается напротив держателя 24 в направлении вверх-вниз устройства. Матрица 28 соединена с устройством 34 перемещения, служащим в качестве примера устройства для перемещения матрицы. Устройство 34 перемещения обеспечивает возможность матрице 28 перемещаться в направлении вверх-вниз. Устройство 20 для отбортовки отверстия имеет такую конфигурацию, что перемещение матрицы 28 в направлении нижней стороны устройства приводит к захвату металлической листовой заготовки 10 в направлении вверх-вниз устройства между матрицей 28 и держателем 24. Участок 28A для вмещения опорного элемента, служащий в качестве «участка для вмещения», в который вмещается опорный элемент 26, образован на нижней поверхности матрицы в позиции, соответствующей пилотному отверстию 10A в металлической листовой заготовке 10. Участок 28A для вмещения опорного элемента выполнен в виде выемки, открытой в направлении нижней стороны устройства. Другими словами, матрица 28 включает в себя участок 28A для вмещения опорного элемента, который открыт в направлении нижней стороны устройства. Участок 28A для вмещения опорного элемента имеет круглую форму, если смотреть от нижней стороны устройства, и располагается коаксиально с описанным выше участком 24A для вмещения пуансона. Внутренний диаметр участка 28A для вмещения опорного элемента является по существу таким же, что и наружный диаметр D2 (см. фиг. 3) фланца 14 изделия 12 с отбортовкой отверстия после отбортовки отверстия.
Опорный элемент 26 имеет столбчатую форму, причем его осевое направление проходит вдоль направления вверх-вниз устройства. Опорный элемент 26 вмещается внутри участка 28A для вмещения опорного элемента. Опорный элемент 26 тем самым располагается напротив пуансона 22 в направлении толщины листа металлической листовой заготовки 10. Опорный элемент 26 располагается коаксиально с пилотным отверстием 10A в металлической листовой заготовке 10, а также с пуансоном 22. Верхний концевой участок опорного элемента 26 соединен с устройством 32 для приложения давления к опорному элементу. Устройство 32 для приложения давления к опорному элементу, например, образовано газовой подушкой, гидравлическим устройством, пружиной или устройством с электрическим приводом. Опорный элемент 26 тем самым соединен таким образом, чтобы иметь возможность перемещения в направлении вверх-вниз устройства относительно матрицы 28 с помощью устройства 32 для приложения давления к опорному элементу. Нижняя поверхность опорного элемента 26 (а именно, противостоящая поверхность, которая располагается напротив поверхности 22B пуансона в пуансоне 22 в направлении вверх-вниз устройства) образует поверхность 26A опорного элемента. Поверхность 26A опорного элемента образована в плоскости, ортогональной направлению вверх-вниз устройства. Во время отбортовки отверстия поверхность 26A опорного элемента параллельна верхней поверхности (поверхности на одной стороне в направлении толщины листа) металлической листовой заготовки 10, размещенной на держателе 24, а также поверхности 22B пуансона в пуансоне 22. Следует отметить, что, как было описано выше, опорный элемент 26 соединен (объединен) с матрицей 28 с помощью устройства 32 для приложения давления к опорному элементу. Однако матрица 28 может быть выполнена как компонент, отдельный от опорного элемента 26 и устройства 32 для приложения давления к опорному элементу. Например, возможна конфигурация, в которой участок 28A для вмещения опорного элемента выполнен в виде отверстия, проходящего насквозь в направлении вверх-вниз устройства, и матрица 28 выполнена как компонент, отдельный от опорного элемента 26 и устройства 32 для приложения давления к опорному элементу.
Поверхность 26A опорного элемента в опорном элементе 26 выполнена с возможностью перемещения от внутренней стороны (верхней стороны устройства) участка 28A для вмещения опорного элемента по меньшей мере в позицию, выровненную с поверхностью 28B входа в участок 28A для вмещения опорного элемента.
Опорный элемент 26 удерживает на месте периферический край 10B пилотного отверстия 10A в металлической листовой заготовке 10. Внутренний диаметр d пилотного отверстия 10A определяется в соответствии с высотой фланца изделия с отбортовкой отверстия. Наружный диаметр D5 опорного элемента 26 предпочтительно является большим, чтобы обеспечить возможность обработки любого внутреннего диаметра d пилотного отверстия 10A. Однако наружный диаметр D5 опорного элемента 26 задается меньше, чем внутренний диаметр D7 участка 28A для вмещения опорного элемента, чтобы обеспечить возможность опорному элементу 26 перемещаться внутри участка 28A для вмещения опорного элемента. Например, наружный диаметр D5 опорного элемента 26 имеет такой же размер, что и наружный диаметр D4 поверхности 22B пуансона в пуансоне 22 (в качестве примера, в рассматриваемом примерном варианте воплощения наружный диаметр D5 составляет 50 мм). Кроме того, на поверхности 26A опорного элемента в опорном элементе 26 образован упрочненный поверхностный слой путем выполнения поверхностной обработки, такой как закалка, азотирование или нанесение упрочняющего поверхность покрытия, чтобы уменьшить повреждение поверхности 26A опорного элемента, вызываемое трением поверхности 26A опорного элемента о край пилотного отверстия 10A в металлической листовой заготовке 10.
Как иллюстрируется на фиг. 1, устройство 20 для отбортовка отверстия далее включает в себя контроллер 36, который управляет устройством 30 перемещения и устройством 34 перемещения. Контроллер 36 управляет по меньшей мере одним из устройства 30 перемещения и устройства 34 перемещения таким образом, что пуансон 22 и опорный элемент 26 прилагают давление к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 в направлении толщины листа металлической листовой заготовки 10. Следует отметить, что при выполнении этого опорный элемент 26 перемещается с помощью устройства 32 для приложения давления к опорному элементу в позицию, выровненную с поверхностью 28B входа в участок 28A для вмещения опорного элемента. В этом состоянии приложенного давления контроллер 36 управляет по меньшей мере одним из устройства 30 перемещения или устройства 34 перемещения, чтобы перемещать пуансон 22 относительно металлической листовой заготовки 10 в направлении другой стороны в направлении толщины листа, как иллюстрируется на фиг. 2B, таким образом, что пуансон 22 выдавливает периферический край 10B пилотного отверстия 10A так, чтобы сформировать фланец 14 (см. фиг. 2C).
Следует отметить, что устройства для отбортовки отверстия в соответствии с аспектом настоящего изобретения могут быть подразделены на типы (A)-(C), описываемые ниже. Устройство 20 для отбортовки отверстия может включать в себя каждое из устройства 30 перемещения, устройства 34 перемещения и устройства 60 для приложения давления к держателю таким образом, чтобы иметь возможность выполнения обработки для каждого из типов (A)-(C).
(A) Держатель 24 является фиксированным, и матрица 28 опускается с помощью устройства 34 перемещения, чтобы удерживать металлическую листовую заготовку 10. Отбортовка отверстия выполняется путем подъема пуансона 22 с помощью устройства 30 перемещения.
(B) Матрица 28 является фиксированной, устройства 60 для приложения давления к держателю (см. фиг. 11) присоединены под держателем 24, и держатель 24 поднимается с помощью устройства 60 для приложения давления к держателю, чтобы удерживать металлическую листовую заготовку 10. Отбортовка отверстия выполняется путем подъема пуансона 22 с помощью устройства 30 перемещения.
(C) Устройства 60 для приложения давления к держателю (см. фиг. 11) присоединены под держателем 24, матрица 28 опускается с помощью устройства 34 перемещения, и металлическая листовая заготовка 10 удерживается посредством матрицы 28 и держателя 24, к которому прилагается давление в направлении вверх устройством 60 для приложения давления к держателю. Пуансон 22 является фиксированным, и отбортовка отверстия выполняется путем опускания матрицы 28 с помощью устройства 34 перемещения, матрица 28 прилагает давление к держателю 24, и металлическая листовая заготовка 10 опускается, удерживаемая посредством матрицы 28 и держателя 24.
В устройстве 20 для отбортовки отверстия к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление в направлении вверх-вниз устройства (направлении толщины листа металлической листовой заготовки 10) посредством опорного элемента 26 (поверхности 26A опорного элемента) и пуансона 22 (поверхности 22B пуансона) путем перемещения опорного элемента 26 в направлении нижней стороны устройства с помощью устройства 32 для приложения давления к опорному элементу. Более конкретно, поверхность 26A опорного элемента в опорном элементе 26 плотно контактирует с металлической листовой заготовкой 10B на верхней поверхности периферического края 10B пилотного отверстия 10A, и поверхность 22B пуансона в пуансоне 22 плотно контактирует с металлической листовой заготовкой 10 на нижней поверхности периферического края 10B пилотного отверстия 10A. По существу ко всему периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 тем самым прилагается давление посредством опорного элемента 26 и пуансона 22. Следует отметить, что в рассматриваемом примерном варианте воплощения к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление посредством опорного элемента 26 и пуансона 22 по меньшей мере на конце 10C, на стороне пилотного отверстия 10A, периферического края 10B. Следует отметить, что усилие давления, прилагаемого к металлической листовой заготовке 10 посредством опорного элемента 26 и пуансона 22, задается соответствующим образом на основании толщины листа, материала и т.д. металлической листовой заготовки 10. А именно, соответствующее усилие прилагаемого давления задается таким образом, что на втором этапе способа отбортовки отверстия, который будет описан позднее, конец 10C периферического края 10B пилотного отверстия 10A в металлической листовой заготовке 10 перемещается относительно опорного элемента 26 и пуансона 22 путем скольжения между опорным элементом 26 и пуансоном 22, так что в итоге в изделии 12 с отбортовкой отверстия формируется фланец 14.
Способ отбортовки отверстия
Далее будет описан способ отбортовки отверстия в соответствии с первым примерным вариантом воплощения. Способ отбортовки отверстия включает в себя первый этап, служащий в качестве примера описываемого ниже «этапа размещения», и второй этап, служащий в качестве примера «этапа выдавливания».
Как иллюстрируется на фиг. 1 и фиг. 2A, на первом этапе металлическая листовая заготовка 10 размещается таким образом, что пуансон 22 располагается на одной стороне, в направлении толщины листа, металлической листовой заготовки 10, и опорный элемент 26 располагается на противоположной стороне к одной стороне, в направлении толщины листа, металлической листовой заготовки 10 (на другой стороне, в направлении толщины листа, металлической листовой заготовки 10).
При выполнении этого, или поверхность 22B пуансона в пуансоне 22 и верхняя поверхность держателя 24 располагаются в одной плоскости, или поверхность 22B пуансона в пуансоне 22 располагается ниже, чем верхняя поверхность держателя 24. В этом состоянии металлическая листовая заготовка 10, в которой образовано пилотное отверстие 10A, размещается (устанавливается) на держателе 24. Более конкретно, металлическая листовая заготовка 10 размещается (устанавливается) на держателе 24 в состоянии, в котором центр пилотного отверстия 10A в металлической листовой заготовке 10 располагается коаксиально с пуансоном 22.
Затем, или матрица 28 перемещается в направлении нижней стороны устройства, или держатель 24 поднимается, тем самым захватывая металлическую листовую заготовку 10 между матрицей 28 и держателем 24. А именно, металлическая листовая заготовка 10 захватывается посредством матрицы 28 и держателя 24 на участке, отличном от периферического края 10B пилотного отверстия 10A.
Кроме того, в этом состоянии опорный элемент 26 перемещается в направлении нижней стороны устройства с помощью устройства 32 для приложения давления к опорному элементу, и к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление посредством опорного элемента 26 (поверхности 26A опорного элемента) и пуансона 22 (поверхности 22B пуансона) в направлении вверх-вниз устройства (в направлении толщины листа металлической листовой заготовки 10). То есть в рассматриваемом примерном варианте воплощения на первом этапе к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление посредством опорного элемента 26 и пуансона 22. Другими словами, периферический край 10B пилотного отверстия 10A в металлической листовой заготовке 10 захватывается и к нему прилагается давление посредством опорного элемента 26 и пуансона 22 с самого начала второго этапа, который будет описан следующим. Следует отметить, что в случаях, в которых поверхность 22B пуансона в пуансоне 22 располагается ниже, чем верхняя поверхность держателя 24, к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление в направлении вверх-вниз устройства посредством опорного элемента 26 и пуансона 22 после того, как поверхность 22B пуансона в пуансоне 22 войдет в ту же плоскость, что и верхняя поверхность держателя 24.
На втором этапе, из состояния, иллюстрируемого на фиг. 2A, устройство 30 перемещения перемещает пуансон 22 относительно матрицы 28 и держателя 24 в направлении верхней стороны устройства, преодолевая усилие давления, прилагаемого с помощью устройства 32 для приложения давления к опорному элементу. При выполнении этого пуансон 22 и опорный элемент 26 перемещаются относительно матрицы 28 и держателя 24 в направлении верхней стороны устройства, при этом сохраняя состояние приложенного давления к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26. При выполнении этого периферический край 10B пилотного отверстия 10A в металлической листовой заготовке 10, к которому приложено давление посредством пуансона 22 и опорного элемента 26, формуется в цилиндрическую форму, при этом он выдавливается в направлении верхней стороны устройства посредством пуансона 22 (см. фиг. 2B). Более конкретно, периферический край 10B пилотного отверстия 10A в металлической листовой заготовке 10 изгибается в по существу S-образную форму посредством плеча 22A в пуансоне 22 и плеча матрицы 28, если смотреть в плоскости вертикального поперечного разреза. Кроме того, вместе с перемещением пуансона 22 и опорного элемента 26 в направлении верхней стороны устройства, внутренняя периферическая поверхность пилотного отверстия 10A перемещается в направлении наружной стороны, в радиальном направлении, пуансона 22 между пуансоном 22 и опорным элементом 26. То есть периферический край 10B пилотного отверстия 10A формуется в цилиндрическую форму, при этом пилотное отверстие 10A постепенно расширяется (увеличивается в диаметре). В итоге конец 10C периферического края 10B пилотного отверстия 10A выходит из расположения между пуансоном 22 и опорным элементом 26, и состояние приложенного давления к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26 прекращается.
Аналогичное относительное перемещение между пуансоном 22 и матрицей 28 обеспечивает возможность выполнения аналогичной отбортовки отверстия. Аналогичная отбортовка отверстия также может быть выполнена путем фиксации пуансона 22 и опускания матрицы 28 на втором этапе.
Как иллюстрируется на фиг. 2C, в конце второго этапа, после того, как конец 10C периферического края 10B пилотного отверстия 10A вышел из расположения между пуансоном 22 и опорным элементом 26, пуансон 22 вставляется внутрь фланца 14. Кроме того, когда конец 10C периферического края 10B пилотного отверстия 10A вышел из расположения между пуансоном 22 и опорным элементом 26, фланец 14 располагается на наружной стороне, в радиальном направлении, опорного элемента 26. Усилие давления, прилагаемого устройством 32 для приложения давления к опорному элементу, перемещает опорный элемент 26 относительно пуансона 22 в направлении нижней стороны устройства. Таким образом формируется фланец 14 в изделии 12 с отбортовкой фланца.
Далее будут описаны работа и полезные эффекты рассматриваемого примерного варианта воплощения, используя сравнение со способом отбортовки отверстия в соответствии со сравнительным примером. Следует отметить, что в способе отбортовки отверстия в соответствии со сравнительным примером для выполнения отбортовки отверстия используется устройство для отбортовки отверстия, которое не имеет опорный элемент 26 и устройство 32 для приложения давления к опорному элементу рассматриваемого примерного варианта воплощения. Следует отметить, что в устройстве для отбортовки отверстия в соответствии со сравнительным примером, элементы, имеющие конфигурацию, аналогичную элементам устройства 20 для отбортовки отверстия рассматриваемого примерного варианта воплощения, обозначены такими же ссылочными позициями.
Как иллюстрируется на фиг. 4A, в способе отбортовки отверстия в соответствии со сравнительным примером, аналогично рассматриваемому примерному варианту воплощения, поверхность 22B пуансона в пуансоне 22 располагается в той же плоскости, что и верхняя поверхность держателя 24, или располагается ниже, чем верхняя поверхность. В этом состоянии металлическая листовая заготовка 10, в которой образовано пилотное отверстие 10A, размещается (устанавливается) на держателе 24. Затем, или матрица 28 перемещается в направлении нижней стороны устройства, или держатель 24 поднимается, чтобы захватить металлическую листовую заготовку 10 посредством матрицы 28 и держателя 24.
Затем, как иллюстрируется на фиг. 4B, устройство 30 перемещения перемещает пуансон 22 относительно матрицы 28 и держателя 24 в направлении верхней стороны устройства. В качестве альтернативы, устройство 34 перемещения перемещает матрицу 28 и держатель 24 в направлении нижней стороны устройства. При выполнении этого периферический край 10B пилотного отверстия 10A в металлической листовой заготовке 10 выдавливается в направлении верхней стороны устройства посредством пуансона 22, тем самым на металлической листовой заготовке 10 формируется фланец 14.
Следует отметить, что во время отбортовки отверстия периферический край 10B пилотного отверстия 10A, образованного в металлической листовой заготовке 10, выдавливается посредством пуансона 22, чтобы сформировать цилиндрический фланец 14. Соответственно, передний концевой участок фланца 14 после формирования (называемый в дальнейшем для удобства «передний концевой участок 14A») растягивается вдоль окружного направления фланца 14. То есть формирование фланца 14 посредством пуансона 22 представляет собой так называемое «загибание кромки с растяжением» («отбортовка с растяжением») (при котором фланец формируется в растянутом состоянии). Металлическая листовая заготовка 10 представляет собой лист из высокопрочной стали с пределом прочности при растяжении 440 МПа или больше (590 МПа в рассматриваемом примерном варианте воплощения), и металлическая листовая заготовка 10 имеет относительно низкую пластичность. Соответственно, как иллюстрируется на фиг. 5, когда этот лист из высокопрочной стали с пределом прочности при растяжении 590 МПа и толщиной листа 2,9 мм подвергается отбортовке отверстия с коэффициентом расширения отверстия 0,67, как в сравнительном примере, происходит растрескивание на переднем концевом участке 14A фланца 14 после формирования (см. участки а на фиг. 5).
В отличие от этого, в способе отбортовки отверстия в соответствии с первым примерным вариантом воплощения, как было описано выше, при формировании фланца 14 к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление в направлении толщины листа металлической листовой заготовки 10 посредством пуансона 22 и опорного элемента 26. Известно, что пластичность материала увеличивается, когда он находится в состоянии под действием гидростатического давления, в котором сжимающее усилие прилагается от окружающей материал среды. Пластичность периферического края 10B пилотного отверстия 10A при формировании фланца 14 таким образом может быть увеличена путем сжатия периферического края 10B пилотного отверстия 10A в металлической листовой заготовке 10. Далее, в рассматриваемом примерном варианте воплощения к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление в направлении толщины листа металлического листовой заготовки 10 посредством пуансона 22 и опорного элемента 26. Периферический край 10B пилотного отверстия 10A таким образом может быть помещен в состояние под действием псевдо-гидростатического давления за счет сжимающего усилия, действующего на периферический край 10B пилотного отверстия 10A в направлении толщины листа. Соответственно, формирование фланца 14 может выполняться в состоянии, в котором пластичность периферического края 10B пилотного отверстия 10A является более высокой по сравнению со сравнительным примером. Другими словами, способ отбортовки отверстия в соответствии с рассматриваемым примерным вариантом воплощения обеспечивает возможность загибания кромки с растяжением с более высоким предельным коэффициентом расширения отверстия, чем в сравнительном примере. В результате растрескивание переднего концевого участка 14A фланца 14 после формирования может быть подавлено, даже в случае использования материала, имеющего сравнительно низкую пластичность, такого как лист из высокопрочной стали. На основании вышеизложенного, растрескивание переднего концевого участка 14A фланца 14 после формирования может быть подавлено без задания формы пуансона 22 в соответствии с пилотным отверстием 10A в металлической листовой заготовке 10. Следует отметить, что «под действием гидростатического давления» обычно относится к состоянию, в котором материал погружен в воду, и за счет давления воды к материалу прилагается равномерное давление от окружающей его среды. Однако в настоящем изобретении «под действием гидростатического давления» относится к состоянию, в котором сжимающее усилие прилагается к материалу от окружающей его среды при атмосферном давлении, без погружения материала в воду.
В способе отбортовки отверстия в соответствии с первым примерным вариантом воплощения по меньшей мере конец 10C периферического края 10B пилотного отверстия 10A в металлической листовой заготовке 10 формуется во фланец 14, при этом к нему прилагается давление в направлении толщины листа металлической листовой заготовки 10 посредством пуансона 22 и опорного элемента 26. Тем самым обеспечивается возможность формирования фланца 14 в состоянии, в котором конец 10C периферического края 10B пилотного отверстия 10A в металлической листовой заготовке 10 имеет увеличенную пластичность, что обеспечивает возможность дополнительно подавлять растрескивание переднего концевого участка 14A фланца 14.
Было подтверждено, что способ отбортовки отверстия в соответствии с первым примерным вариантом воплощения не вызывает растрескивание переднего концевого участка 14A фланца 14 после формирования даже в случае выполнения отбортовки отверстия на листе из высокопрочной стали с пределом прочности при растяжении 590 МПа и толщиной листа 2,9 мм с коэффициентом расширения отверстия 0,67. Кроме того, было подтверждено, что способ отбортовки отверстия в соответствии с первым примерным вариантом воплощения не вызывает растрескивание переднего концевого участка 14A фланца 14 после формирования даже в случае использования листа из высокопрочной стали с пределом прочности при растяжении 980 МПа и толщиной листа 2,9 мм.
Кроме того, в первом примерном варианте воплощения к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление в направлении толщины листа металлической листовой заготовки 10 посредством пуансона 22 и опорного элемента 26 с самого начала второго этапа. Соответственно, формирование фланца 14 может выполняться в состоянии, в котором периферический край 10B пилотного отверстия 10A в металлической листовой заготовке 10 имеет увеличенную пластичность с самого начала формирования фланца 14 посредством пуансона 22. Тем самым обеспечивается возможность эффективно подавлять растрескивание переднего концевого участка 14A фланца 14 после формирования.
Кроме того, в первом примерном варианте воплощения растрескивание переднего концевого участка 14A фланца 14 может быть подавлено путем приложения давления к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26. Тем самым обеспечивается возможность подавлять растрескивание переднего концевого участка 14A фланца 14 без задания формы пуансона 22 в соответствии с формой пилотного отверстия 10A в металлической листовой заготовке 10, как в способах отбортовки отверстия известного уровня техники. Тем самым обеспечивается возможность подавлять растрескивание переднего концевого участка 14A фланца 14 с использованием очень универсальной конфигурации устройства.
Второй примерный вариант воплощения
Далее со ссылкой на фиг. 6-8 будет описан способ отбортовки отверстия в соответствии со вторым примерным вариантом воплощения. Следует отметить, что во втором примерном варианте воплощения для выполнения отбортовки отверстия на металлической листовой заготовке 10 используется устройство, отличающееся от устройства 20 для отбортовки отверстия в соответствии с первым примерным вариантом воплощения. Далее будет описано устройство 50 для отбортовки отверстия в соответствии со вторым примерным вариантом воплощения, после чего будет описан способ отбортовки отверстия в соответствии со вторым примерным вариантом воплощения.
Устройство 50 для отбортовки отверстия
Как иллюстрируется на фиг. 6, устройство 50 для отбортовки отверстия имеет конфигурацию, аналогичную устройству 20 для отбортовки отверстия в соответствии с первым примерным вариантом воплощения, за некоторыми исключениями, которые описываются ниже. Следует отметить, что в последующем описании части устройства 50 для отбортовки отверстия, имеющие конфигурацию, аналогичную частям устройства 20 для отбортовки отверстия, обозначены такими же ссылочными позициями.
По существу круглый дискообразный дистанцирующий элемент 52 (также называемый «прокладка») обеспечен на поверхности 22B пуансона в пуансоне 22. Дистанцирующий элемент 52 прикреплен к пуансону 22. Дистанцирующий элемент 52 располагается коаксиально с пуансоном 22, и наружный диаметр D6 дистанцирующего элемента 52 меньше, чем внутренний диаметр d пилотного отверстия 10A в металлической листовой заготовке 10. Соответственно, в состоянии, в котором металлическая листовая заготовка 10 размещена в устройстве 50 для отбортовки отверстия, дистанцирующий элемент 52 располагается внутри пилотного отверстия 10A в металлической листовой заготовке 10. Кроме того, в этом состоянии размещения, дистанцирующий элемент 52 располагается между пуансоном 22 и опорным элементом 26.
Толщина t листа дистанцирующего элемента 52 представляет собой предварительно заданную толщину листа, и она меньше, чем толщина листа металлической листовой заготовки 10 (в рассматриваемом примерном варианте воплощения толщина t листа (1,9 мм) дистанцирующего элемента 52 составляет приблизительно 66% от толщины листа (2,9 мм) металлической листовой заготовки 10). То есть в состоянии, в котором металлическая листовая заготовка 10 размещена в устройстве 50 для отбортовки отверстия, дистанцирующий элемент 52 не выступает в направлении верхней стороны устройства относительно верхней поверхности металлической листовой заготовки 10. Толщина t листа дистанцирующего элемента 52 также меньше, чем зазор C, в радиальном направлении, между пуансоном 22 и матрицей 28. Следует отметить, что предварительно заданная толщина листа дистанцирующего элемента 52 определяется на основании толщины листа фланца 14 после утонения, например, вычисляется с использованием моделирования утонения фланца 14 на основании коэффициента расширения отверстия для фланца 14 во время отбортовки отверстия. Более конкретно, толщина t листа дистанцирующего элемента 52 задается немного меньше, чем толщина листа фланца 14 после утонения. А именно, как будет подробно описано позднее, если толщина t листа дистанцирующего элемента 52 больше, чем толщина листа фланца 14 после утонения, усилие давления, прилагаемого посредством опорного элемента 26 и пуансона 22 к металлической листовой заготовке 10, будет уменьшаться к концу второго этапа способа отбортовки отверстия, который будет описан позднее. Однако, если толщина t листа фланца 14 будет задана очень небольшой по сравнению с фланцем 14 после утонения, существует вероятность того, что отходы будут оставаться на переднем концевом участке 14A фланца 14 после формирования. Поэтому толщина t листа дистанцирующего элемента 52 задается немного меньше, чем толщина листа фланца 14 после утонения, как было описано выше.
Далее будет описан способ отбортовки отверстия в соответствии со вторым примерным вариантом воплощения. Аналогично первому примерному варианту воплощения способ отбортовки отверстия в соответствии со вторым примерным вариантом воплощения включает в себя первый этап, служащий в качестве примера «этапа размещения», и второй этап, служащий в качестве примера «этапа выдавливания».
Как иллюстрируется на фиг. 6, на первом этапе металлическая листовая заготовка 10 размещается таким образом, что пуансон 22 располагается на одной стороне, в направлении толщины листа, металлической листовой заготовки 10, и опорный элемент 26 располагается на противоположной стороне к одной стороне, в направлении толщины листа, металлической листовой заготовки 10 (на другой стороне, в направлении толщины листа, металлической листовой заготовки 10).
Кроме того, или поверхность 22B пуансона в пуансоне 22 и верхняя поверхность держателя 24 располагаются в одной плоскости, или поверхность 22B пуансона располагается ниже, чем верхняя поверхность держателя 24. В этом состоянии металлическая листовая заготовка 10, в которой образовано пилотное отверстие 10A, размещается (устанавливается) на держателе 24. Более конкретно, металлическая листовая заготовка 10 размещается (устанавливается) на держателе 24 в состоянии, в котором центр пилотного отверстия 10A в металлической листовой заготовке 10 располагается коаксиально с пуансоном 22. При выполнении этого дистанцирующий элемент 52 располагается внутри пилотного отверстия 10A в металлической листовой заготовке 10, и дистанцирующий элемент 52 не выступает наружу в направлении верхней стороны устройства относительно верхней поверхности металлической листовой заготовки 10.
Затем или матрица 28 перемещается в направлении нижней стороны устройства, или держатель 24 поднимается, тем самым захватывая металлическую листовую заготовку 10 посредством матрицы 28 и держателя 24. Более конкретно, участки металлической листовой заготовки 10, отличные от периферического края 10B пилотного отверстия 10A, захватываются посредством матрицы 28 и держателя 24. Вместо перемещения матрицы 28 в направлении нижней стороны устройства, держатель 24 может быть поднят, чтобы захватить металлическую листовую заготовку 10 посредством матрицы 28 и держателя 24.
Затем, в этом состоянии, устройство 32 для приложения давления к опорному элементу перемещает опорный элемент 26 в направлении нижней стороны устройства, и к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление в направлении нижней стороны. Если пуансон 22 не контактирует с нижней стороной металлической листовой заготовки 10, пуансон 22 поднимается до тех пор, пока пуансон 22 не вступит в контакт с металлической листовой заготовкой 10. При выполнении этого, так как дистанцирующий элемент 52 не выступает в направлении верхней стороны устройства относительно верхней поверхности металлической листовой заготовки 10, зазор образуется между верхней поверхностью дистанцирующего элемента 52 и поверхностью 26A опорного элемента в опорном элементе 26. Таким образом к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление в направлении вверх-вниз устройства (направлении толщины листа металлической листовой заготовки 10) посредством опорного элемента 26 и пуансона 22. То есть, во втором примерном варианте воплощения на первом этапе к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление посредством опорного элемента 26 и пуансона 22. Другими словами, к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление посредством опорного элемента 26 и пуансона 22 с самого начала второго этапа, который будет описан далее.
На втором этапе, из состояния, иллюстрируемого на фиг. 6, устройство 30 перемещения перемещает пуансон 22 относительно матрицы 28 и держателя 24 в направлении верхней стороны устройства, преодолевая усилие давления, прилагаемого устройством 32 для приложения давления к опорному элементу. В качестве альтернативы, устройство 34 перемещения опускает матрицу 28 в состоянии, в котором металлическая листовая заготовка 10 захвачена посредством матрицы 28 и держателя 24. При выполнении этого, пуансон 22 и опорный элемент 26 перемещаются относительно матрицы 28 и держателя 24 в направлении верхней стороны устройства, при этом сохраняя состояние приложенного давления к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26. Кроме того, при выполнении этого периферический край 10B пилотного отверстия 10A в металлической листовой заготовке 10, к которому прилагается давление посредством пуансона 22 и опорного элемента 26, формуется в цилиндрическую форму (см. фиг. 7), при этом он выдавливается в направлении верхней стороны устройства посредством пуансона 22. Кроме того, хотя это не иллюстрируется на чертежах, в конце второго этапа конец 10C периферического края 10B пилотного отверстия 10A выходит из расположения между пуансоном 22 и опорным элементом 26, и состояние приложенного давления к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26 прекращается. Кроме того, после того, как периферический край 10B пилотного отверстия 10A вышел из расположения между пуансоном 22 и опорным элементом 26, пуансон 22 вставляется внутрь фланца 14. Когда конец 10C периферического края 10B пилотного отверстия 10A вышел из расположения между пуансоном 22 и опорным элементом 26, фланец 14 располагается на наружной стороне, в радиальном направлении, опорного элемента 26, так что опорный элемент 26 перемещается относительно пуансона 22 в направлении нижней стороны устройства под действием усилия давления, прилагаемого устройством 32 для приложения давления к опорному элементу.
Как было описано выше, во втором примерном варианте воплощения на металлической листовой заготовке 10 формируется фланец 14, при этом к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление посредством пуансона 22 и опорного элемента 26. Соответственно, второй примерный вариант воплощения также способен подавлять растрескивание переднего концевого участка 14A фланца 14, аналогично первому примерному варианту воплощения.
Кроме того, во втором примерном варианте воплощения дистанцирующий элемент 52 прикреплен к поверхности 22B пуансона в пуансоне 22, и дистанцирующий элемент 52 располагается между пуансоном 22 и опорным элементом 26. Это обеспечивает возможность подавлять возникновение отходов на переднем концевом участке 14A фланца 14 после формирования. Далее это будет описано, используя сравнение с первым примерным вариантом воплощения.
В первом примерном варианте воплощения дистанцирующий элемент 52 не обеспечен на поверхности 22B пуансона в пуансоне 22. Соответственно, как иллюстрируется на фиг. 8, в конце второго этапа, когда конец 10C периферического края 10B пилотного отверстия 10A выходит из расположения между пуансоном 22 и опорным элементом 26, устройство 32 для приложения давления к опорному элементу перемещает опорный элемент 26 относительно пуансона 22 в направлении нижней стороны устройства. Когда опорный элемент 26 перемещается в направлении нижней стороны устройства, наружный периферический край поверхности 26A опорного элемента в опорном элемента 26 действует таким образом, что он срезает по существу всю внутреннюю периферическую поверхность пилотного отверстия 10A в металлической листовой заготовке 10 (см. участок b на фиг. 8). Существует вероятность того, что вследствие срезания внутренней периферической поверхности пилотного отверстия 10A в металлической листовой заготовке 10 могут оставаться нитевидные отходы (отходы резки) на переднем концевом участке 14A фланца 14, или могут оставаться следы резки на поверхности переднего концевого участка фланца 14 после формирования. Кроме того, при возникновении таких отходов они могут царапать пуансон 22 или опорный элемент 26. В первом примерном варианте воплощения, хотя отсутствует растрескивание на переднем концевом участке 14A фланца 14, наблюдается некоторое количество отходов.
В отличие от этого, во втором примерном варианте воплощения дистанцирующий элемент 52 обеспечен на поверхности 22B пуансона в пуансоне 22. В конце второго этапа, когда конец 10C периферического края 10B пилотного отверстия 10A выходит из расположения между пуансоном 22 и опорным элементом 26, устройство 32 для приложения давления к опорному элементу перемещает опорный элемент 26 относительно пуансона 22 в направлении нижней стороны устройства, аналогично описанному выше. Однако во втором примерном варианте воплощения, благодаря обеспечению дистанцирующего элемента 52 между пуансоном 22 и опорным элементом 26, величина перемещения опорного элемента 26 относительно пуансона 22 меньше, чем в первом примерном варианте воплощения. Соответственно, может быть подавлено срезание наружным периферическим краем поверхности 26A опорного элемента в опорном элементе 26 всей внутренней периферической поверхности пилотного отверстия 10A в металлической листовой заготовке 10. Тем самым обеспечивается возможность подавлять возникновение отходов (отходов резки) на переднем концевом участке 14A фланца 14 после формирования, и обеспечивается возможность уменьшить следы резки на поверхности переднего концевого участка фланца 14. Кроме того, благодаря подавлению возникновения отходов, предотвращается царапание этими отходами пуансона 22 или опорного элемента 26.
Во втором примерном варианте воплощения были проведены испытания с использованием дистанцирующих элементов 52 с разной толщиной t листа: 2,5 мм, 2,0 мм и 1,9 мм. Никаких отходов не наблюдалось при использовании дистанцирующих элементов 52 с любой из этих толщин листа. Следует отметить, что в случае дистанцирующего элемента 52 с толщиной t листа 1,9 мм (предварительно заданная толщина листа), растрескивание переднего концевого участка 14A фланца 14 не происходило. Однако в случаях дистанцирующего элемента 52 с толщиной t листа 2,5 мм и 2,0 мм наблюдалось растрескивание на переднем концевом участке 14A фланца 14. Причины этого заключаются в следующем. Как было описано выше, формирование фланца 14 посредством пуансона 22 представляет собой загибание кромки с растяжением, и поэтому толщина листа фланца 14 становится меньше, чем толщина листа металлической листовой заготовки 10 перед формированием. Далее, в случаях, в которых толщина t листа дистанцирующего элемента 52 больше, чем толщина листа фланца 14 после утонения, поверхность 26A опорного элемента в опорном элементе 26 упирается в верхнюю поверхность дистанцирующего элемента 52 до того, как конец 10C периферического края 10B пилотного отверстия 10A выходит из расположения между пуансоном 22 и опорным элементом 26, что уменьшает усилие давления, прилагаемого опорным элементом 26 и пуансоном 22 к металлической листовой заготовке 10. Соответственно, в случаях, в которых толщина листа дистанцирующего элемента 52 составляет 2,5 мм или 2,0 мм, это больше, чем предварительно заданная толщина листа, и растрескивание происходит на переднем концевом участке 14A фланца 14. Соответственно, путем задания толщины листа дистанцирующего элемента 52 равной предварительно заданной толщине листа соответствующим образом, с учетом толщины листа фланца 14 после утонения, обеспечивается возможность подавлять возникновение отходов, при этом также подавляя растрескивание переднего концевого участка 14A фланца 14.
Во втором примерном варианте воплощения наружный диаметр D5 опорного элемента 26 имеет такой же размер, что и наружный диаметр D3 пуансона 22. Соответственно, как иллюстрируется на фиг. 7, на втором этапе возможно отсрочить момент времени, когда конец 10C периферического края 10B пилотного отверстия 10A выходит из расположения между пуансоном 22 и опорным элементом 26. Соответственно, к металлической листовой заготовке 10 может прилагаться давление посредством опорного элемента 26 и пуансона 22 до тех пор, пока формирование фланца 14 посредством пуансона 22 не будет почти завершено. Тем самым обеспечивается возможность дополнительно подавлять растрескивание переднего концевого участка 14A фланца 14. Следует отметить, что аналогичные работу и полезные эффекты также получают с использованием конфигурации в соответствии с первым примерным вариантом воплощения.
Кроме того, возникновение отходов также может быть подавлено, как было описано выше, путем задания наружного диаметра D5 опорного элемента 26 равным размеру наружного диаметра D3 пуансона 22 или больше. А именно, путем задания наружного диаметра D5 опорного элемента 26 равным размеру наружного диаметра D3 пуансона 22 или больше, момент времени, в который завершается формирование фланца 14 посредством пуансона 22, и момент времени, в который конец 10C периферического края 10B пилотного отверстия 10A выходит из расположения между пуансоном 22 и опорным элементом 26, могут быть сделаны по существу одновременными. Соответственно, когда опорный элемент 26 перемещается в направлении нижней стороны устройства, периферический край 10B пилотного отверстия 10A в металлической листовой заготовке 10 уже был перемещен на наружную сторону, в радиальном направлении, пуансона 22, и был отформован во фланец 14. Тем самым подавляется срезание наружным периферическим краем поверхности 26A опорного элемента в опорном элементе 26 внутренней периферической поверхности пилотного отверстия 10A в металлической листовой заготовке 10. Тем самым обеспечивается возможность дополнительно подавлять возникновение отходов.
Во втором примерном варианте воплощения толщина t листа дистанцирующего элемента 52 меньше, чем зазор C, в радиальном направлении, между пуансоном 22 и матрицей 28. Однако толщина t листа может быть равной зазору C или больше. Эта конфигурация обеспечивает возможность выполнять обработку заусенцев на фланце одновременно с выполнением отбортовки отверстия.
Модифицированный пример опорного элемента 26
Далее со ссылкой на фиг. 9 будет описан модифицированный пример опорного элемента 26. На фиг. 9 в качестве примера иллюстрируется его использование в устройстве 20 для отбортовки отверстия в соответствии с первым примерным вариантом воплощения. Кроме того, на фиг. 9, части, имеющие конфигурацию, аналогичную первому примерному варианту воплощения, обозначены такими же ссылочными позициями. В рассматриваемом модифицированном примере на участке наружной стороны, в радиальном направлении, поверхности 26A опорного элемента в опорном элементе 26 (участке на наружной периферической стороне поверхности 26A опорного элемента в опорном элементе 26) образована наклонная поверхность 26A1. Наклонная поверхность 26A1 наклонена в направлении верхней стороны устройства (в направлении от пуансона 22) при продвижении в направлении наружной стороны, в радиальном направлении, поверхности 26A опорного элемента. В состоянии захвата металлической листовой заготовки 10 посредством пуансона 22 и опорного элемента 26, конец 10C периферического края 10B пилотного отверстия 10A в металлической листовой заготовке 10 упирается в наклонную поверхность 26A1. Тем самым обеспечивается возможность сохранения состояния захвата конца 10C пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26 от первого этапа до конца второго этапа.
А именно, при формировании фланца 14 в металлической листовой заготовке 10 можно ожидать, что величина утонения будет наибольшей на конце 10C пилотного отверстия 10A в металлической листовой заготовке 10. В состоянии захвата периферического края 10B пилотного отверстия 10A в металлической листовой заготовке 10 посредством плоской поверхности 26A опорного элемента и поверхности 22B пуансона, как в первом примерном варианте воплощения и во втором примерном варианте воплощения, в конце второго этапа существует вероятность того, что небольшой зазор может образоваться между поверхностью 26A опорного элемента и концом 10C пилотного отверстия 10A. В этом случае возникла бы проблема неспособности захватить конец 10C пилотного отверстия 10A эффективным образом, используя пуансон 22 и опорный элемент 26. В отличие от этого, наличие на поверхности 26A опорного элемента наклонной поверхности 26A1, и захват конца 10C пилотного отверстия 10A в металлической листовой заготовке 10 посредством наклонной поверхности 26A1 и поверхности 22B пуансона обеспечивает возможность сохранения состояния захвата конца 10C пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26 от первого этапа и до конца второго этапа. Тем самым обеспечивается возможность эффективным образом подавлять растрескивание переднего концевого участка 14A фланца 14. Следует отметить, что в случаях, в которых этот модифицированный пример используется во втором примерном варианте воплощения, применяется конфигурация, в которой дистанцирующий элемент 52 крепится к поверхности 22B пуансона в пуансоне 22.
Следует отметить, что в первом примерном варианте воплощения и во втором примерном варианте воплощения к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 прилагается давление посредством пуансона 22 и опорного элемента 26 с самого начала второго этапа. А именно, с точки зрения увеличения пластичности металлической листовой заготовки 10 при формировании фланца 14 желательно прилагать давление к металлической листовой заготовке 10 с самого начала второго этапа. Однако, момент времени, в который начинается прилагаться давление к металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26, может быть отсрочен. А именно, приложение давления к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26 может начинаться во время выполнения второго этапа. Например, зазор может быть обеспечен между поверхностью 26A опорного элемента в опорном элементе 26 и металлической листовой заготовкой 10 в начале второго этапа. В этих случаях, на втором этапе, когда пуансон 22 перемещается в направлении верхней стороны устройства, периферический край 10B пилотного отверстия 10A выдавливается в направлении верхней стороны устройства посредством пуансона 22, и периферический край 10B пилотного отверстия 10A упирается в опорный элемент 26. Соответственно, приложение давления к периферическому краю 10B пилотного отверстия 10A в металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26 начинается во время выполнения второго этапа. А именно, возможна конфигурация, в которой к периферическому краю 10B пилотного отверстия 10A прилагается давление посредством пуансона 22 и опорного элемента 26 по меньшей мере в течение периода, который начинается после истечения предварительно заданного интервала времени от момента, когда пуансон 22 начинает выдавливать металлическую листовую заготовку 10, и продолжается до тех пор, пока периферический край 10B пилотного отверстия 10A не выйдет из расположения между пуансоном 22 и опорным элементом 26.
Кроме того, в первом примерном варианте воплощения были проведены испытания, в которых зазор изменялся. Никакого растрескивания переднего концевого участка 14A фланца 14 не наблюдалось для зазоров от 0 мм до 3 мм. Однако растрескивание наблюдалось на переднем концевом участке 14A фланца 14, когда зазор составлял 4 мм. То есть зазор может быть обеспечен между поверхностью 26A опорного элемента в опорном элементе 26 и металлической листовой заготовкой 10 в начале второго этапа с учетом таких параметров, как материал и толщина листа металлической листовой заготовки 10, и коэффициент расширения отверстия для фланца 14.
Кроме того, в первом примерном варианте воплощения наружный диаметр D5 опорного элемента 26 имеет такой же размер, что и наружный диаметр D4 поверхности 22B пуансона. В качестве альтернативы, наружный диаметр D5 опорного элемента 26 может быть задан не меньше, чем наружный диаметр D4 поверхности 22B пуансона, и не больше, чем наружный диаметр D3 пуансона 22. Кроме того, во втором примерном варианте воплощения наружный диаметр D5 опорного элемента 26 имеет такой же размер, что и наружный диаметр D3 пуансона 22. В качестве альтернативы, во втором примерном варианте воплощения, наружный диаметр D5 опорного элемента 26 может быть задан не меньше, чем наружный диаметр D4 поверхности 22B пуансона, и не больше, чем наружный диаметр D3 пуансона 22. А именно, наружный диаметр D5 может изменяться соответствующим образом до некоторой степени таким образом, чтобы отходы не возникали на переднем концевом участке 14A фланца 14. Желательно, чтобы наружный диаметр D5 опорного элемента 26 был не меньше, чем наружный диаметр D4 поверхности 22B пуансона, и не больше, чем наружный диаметр D3 пуансона 22 и в первом примерном варианте воплощения и во втором примерном варианте воплощения. Наружный диаметр D5 опорного элемента 26 должен быть не меньше, чем наружный диаметр D4 поверхности 22B пуансона, для того, чтобы давление прилагалось к металлической листовой заготовке 10 посредством пуансона 22 и опорного элемента 26 максимально возможно дольше во время отбортовки отверстия. Однако отсутствует разница во времени, в течение которого к металлической листовой заготовке 10 прилагается давление, между случаями, в которых наружный диаметр D5 больше, чем наружный диаметр D4, и случаями, в которых наружный диаметр D5 равен наружному диаметру D4. Желательно, чтобы наружный диаметр D5 был не больше, чем наружный диаметр D3, для того, чтобы исключить взаимные помехи между передним концевым участком 14A фланца 14 и опорным элементом 26 при извлечении изделия 12 с отбортовкой отверстия из устройства 20 для отбортовки отверстия или устройства 50 для отбортовки отверстия.
Кроме того, в первом примерном варианте воплощения и во втором примерном варианте воплощения наружный периферический край поверхности 26A опорного элемента в опорном элементе 26 выполнен по существу под прямым углом. Однако на наружном периферическом крае может быть образован наклонный участок, служащий в качестве «участка уменьшенного диаметра», на котором наружный диаметр поверхности 26A опорного элемента уменьшается. Например, как иллюстрируется на фиг. 10A, на всей наружной периферической поверхности опорного элемента 26 может быть образован наклонный участок 26B, имеющий линейный наклон в направлении внутренней стороны, в радиальном направлении, опорного элемента 26 при продвижении в направлении стороны пуансона 22, если смотреть в вертикальном поперечном разрезе. Наклонный участок 26B и плечо 22A пуансона 22 перекрывают друг друга в направлении вверх-вниз устройства. Кроме того, как иллюстрируется на фиг. 10B, на части наружной периферической поверхности опорного элемента 26 может быть образован наклонный участок 26B, имеющий линейный наклон в направлении внутренней стороны, в радиальном направлении, опорного элемента 26 при продвижении в направлении стороны пуансона 22, если смотреть в вертикальном поперечном разрезе. Кроме того, как иллюстрируется на фиг. 10C, на части наружной периферической поверхности опорного элемента 26 может быть образован наклонный участок 26B, имеющий изогнутый наклон в направлении внутренней стороны, в радиальном направлении, опорного элемента 26 при продвижении в направлении стороны пуансона 22, если смотреть в вертикальном поперечном разрезе. Тем самым обеспечивается возможность подавлять срезание наружной периферической поверхностью опорного элемента 26 внутренней периферической поверхности пилотного отверстия 10A в металлической листовой заготовке 10, когда опорный элемент 26 перемещается относительно пуансона 22 в направлении нижней стороны устройства.
Кроме того, в первом примерном варианте воплощения и во втором примерном варианте воплощения пуансон 22 имеет плоскую верхнюю поверхность. Однако является достаточным, чтобы по меньшей мере периферия пуансона 22 имела плоскую верхнюю поверхность.
Кроме того, во втором примерном варианте воплощения дистанцирующий элемент 52 обеспечен на поверхности 22B пуансона в пуансоне 22. Однако возможна конфигурация, в которой дистанцирующий элемент 52 обеспечен на поверхности 26A опорного элемента в опорном элементе 26.
Кроме того, во втором примерном варианте воплощения дистанцирующий элемент 52 имеет по существу круглую дискообразную форму, и располагается коаксиально с пуансоном 22. Однако дистанцирующий элемент 52 может иметь по существу круглую кольцеобразную форму и располагаться коаксиально с пуансоном 22.
Кроме того, в первом примерном варианте воплощения и во втором примерном варианте воплощения весь пуансон 22 имеет круглую столбчатую форму. Однако настоящее изобретение не ограничивается этой конфигурацией. Например, возможна конфигурация, в которой пуансон 22 имеет круглую столбчатую форму только на участке стороны поверхности 22B пуансона. Кроме того, в первом примерном варианте воплощения и во втором примерном варианте воплощения, весь опорный элемент 26 имеет круглую столбчатую форму. Однако настоящее изобретение не ограничивается этим. Например, возможна конфигурация, в которой опорный элемент 26 имеет круглую столбчатую форму только на участке стороны поверхности 26A опорного элемента.
Кроме того, в первом примерном варианте воплощения и во втором примерном варианте воплощения фланец 14 формируется в цилиндрической форме на изделии 12 с отбортовкой отверстия. Однако форма фланца 14 не ограничивается этим. Например, фланец 14 может иметь прямоугольную трубчатую форму. В этих случаях пуансон 22 имеет прямоугольную столбчатую форму. Кроме того, фланец 14 может быть сформирован в цилиндрической форме, имеющей дно. Более конкретно, может быть сформирован участок фланца, продолжающийся от переднего концевого участка 14A фланца 14 в направлении внутренней стороны, в радиальном направлении, фланца 14. В этих случаях состояние, иллюстрируемое на фиг. 2B, будет соответствовать концу второго этапа способа отбортовки отверстия.
Кроме того, в первом примерном варианте воплощения и во втором примерном варианте воплощения пояснение было дано в отношении примера, в котором отбортовка отверстия выполняется на металлической листовой заготовке 10. Однако заготовка, на которой выполняется отбортовка отверстия, не ограничивается этим. Например, способ отбортовки отверстия в соответствии с первым примерным вариантом воплощения или вторым примерным вариантом воплощения может использоваться в случае, в котором отбортовка выполняется на штампованном изделии после штамповки. В этих случаях штампованное изделие соответствует «заготовке» в рассматриваемых примерных вариантах воплощения.
Содержание заявки на патент Японии №2016-009531, поданной 21 января 2016 года, полностью включено здесь путем ссылки.
Все цитируемые документы, заявки на патенты и технические стандарты, упомянутые в настоящем описании, включены в настоящее описание путем ссылки в равной мере, как если бы отдельный цитируемый документ, заявка на патент или технический стандарт был конкретно и индивидуально указан включенным путем ссылки.
Следующие Дополнения также описываются в отношении приведенных выше примерных вариантов воплощения.
Дополнение 1
Способ отбортовки отверстия, включающий в себя:
этап размещения, на котором размещают листовую заготовку, в которой образовано сквозное отверстие, таким образом, что пуансон располагается на одной стороне, в направлении толщины листа, заготовки, и опорный элемент располагается на противоположной стороне к одной стороне, в направлении толщины листа, заготовки; и
этап выдавливания, на котором формируют фланец путем перемещения пуансона относительно заготовки в направлении противоположной стороны и выдавливания периферического края сквозного отверстия в заготовке посредством пуансона в состоянии, в котором к периферическому краю сквозного отверстия прилагается давление посредством пуансона и опорного элемента в направлении толщины листа заготовки.
Дополнение 2
Способ отбортовки отверстия в соответствии с Дополнением 1, в котором к периферическому краю сквозного отверстия прилагается давление посредством пуансона и опорного элемента в направлении толщины листа заготовки с самого начала этапа выдавливания.
Дополнение 3
Способ отбортовки отверстия в соответствии с Дополнением 1 или Дополнением 2, в котором на этапе выдавливания пуансон перемещается относительно заготовки в направлении противоположной стороны в состоянии, в котором по меньшей мере к концевому участку периферического края сквозного отверстия прилагается давление в направлении толщины листа заготовки.
Дополнение 4
Способ отбортовки отверстия в соответствии с любым одним из Дополнений 1-3, в котором:
дистанцирующий элемент обеспечен на верхней поверхности пуансона или на поверхности опорного элемента, расположенной напротив пуансона, и дистанцирующий элемент располагается внутри сквозного отверстия на этапе выдавливания; и
толщина дистанцирующего элемента меньше, чем толщина листа заготовки.
Дополнение 5
Способ отбортовки отверстия в соответствии с любым одним из Дополнений 1-4, в котором:
пуансон и опорный элемент имеют круглую столбчатую форму;
плечо пуансона соединено с наружным периферическим участком верхней поверхности пуансона; и
наружный диаметр опорного элемента не меньше, чем наружный диаметр верхней поверхности, и не больше, чем наружный диаметр пуансона.
Дополнение 6
Способ отбортовки отверстия в соответствии с любым одним из Дополнений 1-5, в котором:
опорный элемент имеет круглую столбчатую форму; и
на наружной периферической поверхности опорного элемента образован участок уменьшенного диаметра, имеющий меньший наружный диаметр на поверхности опорного элемента, расположенной напротив пуансона.
Дополнение 7
Способ отбортовки отверстия в соответствии с Дополнением 6, в котором участок уменьшенного диаметра выполнен в виде наклонного участка, который наклонен в направлении внутренней стороны, в радиальном направлении, опорного элемента при продвижении в направлении стороны пуансона.
Дополнение 8
Устройство для отбортовки отверстия, включающее в себя:
пуансон, который располагается на одной стороне, в направлении толщины листа, листовой заготовки, в которой образовано сквозное отверстие, и который перемещается относительно заготовки в направлении противоположной стороны к одной стороне, в направлении толщины листа, заготовки таким образом, чтобы выдавливать периферический край сквозного отверстия в заготовке, чтобы сформировать фланец; и
опорный элемент, который располагается напротив пуансона на противоположной стороне к одной стороне, в направлении толщины листа, заготовки, и который, вместе с пуансоном, прилагает давление к периферическому краю сквозного отверстия в заготовке во время выдавливания заготовки посредством пуансона.
Дополнение 9
Устройство для отбортовки отверстия в соответствии с Дополнением 8, в котором по меньшей мере к концевому участку периферического края сквозного отверстия прилагается давление посредством пуансона и опорного элемента.
Дополнение 10
Устройство для отбортовки отверстия в соответствии с Дополнением 8 или Дополнением 9, в котором:
дистанцирующий элемент обеспечен на верхней поверхности пуансона или на поверхности опорного элемента, расположенной напротив пуансона; и
толщина дистанцирующего элемента меньше, чем толщина листа заготовки.
Дополнение 11
Устройство для отбортовки отверстия в соответствии с любым одним из Дополнений 8-10, в котором:
участок стороны верхней поверхности пуансона имеет круглую столбчатую форму;
участок стороны противостоящей поверхности опорного элемента, расположенный напротив верхней поверхности, имеет круглую столбчатую форму;
плечо пуансона соединено с наружным периферическим участком верхней поверхности пуансона; и
наружный диаметр опорного элемента не меньше, чем наружный диаметр верхней поверхности, и не больше, чем наружный диаметр пуансона.
Дополнение 12
Устройство для отбортовки отверстия в соответствии с любым одним из Дополнений 8-11, в котором:
опорный элемент имеет круглую столбчатую форму; и
на наружной периферической поверхности опорного элемента образован участок уменьшенного диаметра, имеющий меньший наружный диаметр на поверхности опорного элемента, расположенной напротив пуансона.
Дополнение 13
Устройство для отбортовки отверстия в соответствии с Дополнением 12, в котором участок уменьшенного диаметра выполнен в виде наклонного участка, который наклонен в направлении внутренней стороны, в радиальном направлении, опорного элемента при продвижении в направлении стороны пуансона.
Дополнение 14
Устройство для отбортовки отверстия в соответствии с любым одним из Дополнений 8-13, дополнительно включающее в себя:
держатель, который располагается вокруг пуансона;
матрицу, которая располагается напротив держателя, которая открыта в направлении стороны пуансона, и которая включает в себя участок для вмещения, в который вмещается опорный элемент;
по меньшей мере одно из устройства для перемещения пуансона, которое перемещает пуансон, или устройства для перемещения матрицы, которое перемещает матрицу; и
контроллер, который управляет по меньшей мере одним из устройства для перемещения пуансона или устройства для перемещения матрицы,
при этом контроллер управляет по меньшей мере одним из устройства для перемещения пуансона или устройства для перемещения матрицы таким образом, чтобы сформировать фланец путем перемещения пуансона относительно заготовки в направлении противоположной стороны и выдавливания периферического края сквозного отверстия посредством пуансона в состоянии, в котором к периферическому краю сквозного отверстия прилагается давление в направлении толщины листа заготовки посредством пуансона, расположенного на одной стороне, в направлении толщины листа, заготовки, в которой образовано сквозное отверстие, и опорного элемента, расположенного на противоположной стороне к одной стороне, в направлении толщины листа, заготовки.
Дополнение 15
Устройство для отбортовки отверстия, включающее в себя:
пуансон, который включает в себя плоскую верхнюю поверхность по меньшей мере на периферии пуансона, и который включает в себя участок стороны верхней поверхности, имеющий круглую столбчатую форму;
держатель, который располагается вокруг пуансона;
матрицу, которая располагается напротив держателя, и которая включает в себя участок для вмещения, открытый в направлении стороны пуансона; и
опорный элемент, который располагается внутри участка для вмещения, который выполнен с возможностью перемещения в направлении штамповки, и который включает в себя противостоящую поверхность, расположенную напротив верхней поверхности пуансона.
Дополнение 16
Устройство для отбортовки отверстия в соответствии с Дополнением 15, в котором:
пуансон выполнен с возможностью перемещения в осевом направлении; и
опорный элемент имеет круглую столбчатую форму, располагается коаксиально с пуансоном, и выполнен с возможностью перемещения в осевом направлении, причем осевое направление представляет собой направление штамповки.
Дополнение 17
Устройство для отбортовки отверстия в соответствии с Дополнением 15 или Дополнением 16, в котором опорный элемент выполнен с возможностью перемещения по меньшей мере в позицию, в которой противостоящая поверхность выровнена с поверхностью входа в участок для вмещения в матрице.
Дополнение 18
Устройство для отбортовки отверстия в соответствии с любым одним из Дополнений 15-17, в котором дистанцирующий элемент обеспечен или на верхней поверхности или на противостоящей поверхности.
Дополнение 19
Устройство для отбортовки отверстия в соответствии с Дополнением 18, в котором толщина дистанцирующего элемента меньше, чем зазор, в радиальном направлении, между пуансоном и матрицей.
Дополнение 20
Устройство для отбортовки отверстия в соответствии с Дополнением 18 или Дополнением 19, в котором дистанцирующий элемент располагается на оси пуансона.
Дополнение 21
Устройство для отбортовки отверстия в соответствии с любым одним из Дополнений 15-20, в котором упрочненный поверхностный слой образован на противостоящей поверхности опорного элемента.
Дополнение 22
Устройство для отбортовки отверстия в соответствии с любым одним из Дополнений 15-21, в котором:
скошенное плечо пуансона обеспечено на угловом участке между верхней поверхностью и корпусной частью пуансона; и
наружный диаметр опорного элемента не меньше, чем наружный диаметр верхней поверхности, и не больше, чем наружный диаметр корпусной части.
Дополнение 23
Устройство для отбортовки отверстия в соответствии с любым одним из Дополнений 15-22, в котором корпусная часть опорного элемента на стороне пуансона имеет наклонный участок, имеющий наружный диаметр, который уменьшается при продвижении в направлении стороны пуансона.
Дополнение 24
Устройство для отбортовки отверстия в соответствии с Дополнением 23, когда зависит от Дополнения 22, в котором плечо пуансона и наклонный участок перекрывают друг друга в направлении штамповки.
Дополнение 25
Устройство для отбортовки отверстия в соответствии с любым одним из Дополнений 15-22, в котором на периферической наружной стороне противостоящей поверхности опорного элемента образована наклонная поверхность, которая наклонена в направлении от пуансона при продвижении в направлении периферической наружной стороны противостоящей поверхности.
Дополнение 26
Способ отбортовки отверстия для формирования трубчатого фланца на листовой заготовке, в которой образовано пилотное отверстие, при этом способ отбортовки отверстия включает в себя:
этап выдавливания, на котором формируют фланец путем перемещения пуансона, расположенного на одной стороне, в направлении толщины листа, заготовки, в направлении другой стороны, в направлении толщины листа, заготовки относительно заготовки и выдавливания периферического края пилотного отверстия,
при этом на этапе выдавливания пуансон и опорный элемент, расположенный напротив пуансона на другой стороне, в направлении толщины листа, заготовки, прилагают давление к периферическому краю пилотного отверстия в направлении толщины листа заготовки.
Дополнение 27
Устройство для отбортовки отверстия для формирования трубчатого фланца на листовой заготовке, в которой образовано пилотное отверстие, при этом устройство для отбортовки включает в себя:
пуансон, который располагается на одной стороне, в направлении толщины листа, заготовки, и который перемещается относительно заготовки в направлении другой стороны, в направлении толщины листа, заготовки таким образом, чтобы выдавливать периферический край пилотного отверстия в заготовке и сформировать фланец; и
опорный элемент, который располагается напротив пуансона на другой стороне, в направлении толщины листа, заготовки, и который, вместе с пуансоном, прилагает давление к периферическому краю пилотного отверстия в заготовке на этапе выдавливания, выполняемого на заготовке посредством пуансона.
В способе отбортовки отверстия в соответствии с Дополнением 26 и в устройстве для отбортовки отверстия в соответствии с Дополнением 27 пуансон располагается на одной стороне, в направлении толщины листа, заготовки, и опорный элемент располагается на другой стороне, в направлении толщины листа, заготовки таким образом, что пуансон и опорный элемент располагаются напротив друг друга в направлении толщины листа заготовки. Кроме того, на этапе выдавливания пуансон перемещается относительно заготовки в направлении другой стороны, в направлении толщины листа, заготовки таким образом, чтобы выдавливать периферический край пилотного отверстия в заготовке и сформировать фланец на заготовке.
Следует отметить, что на этапе выдавливания к периферическому краю пилотного отверстия в заготовке прилагается давление в направлении толщины листа заготовки посредством пуансона и опорного элемента. Другими словами, на этапе выдавливания при формировании фланца периферический край пилотного отверстия в заготовке сжимается в направлении толщины листа заготовки. Тем самым обеспечивается возможность подавлять растрескивание переднего концевого участка фланца. А именно, известно, что пластичность материала увеличивается, когда он находится в состоянии под действием гидростатического давления, в котором сжимающее усилие прилагается от окружающей материал среды. Периферический край пилотного отверстия таким образом при формировании фланца посредством пуансона может быть помещен в состояние под действием псевдо-гидростатического давления за счет сжатия периферического края пилотного отверстия в заготовке в направлении толщины листа, как было описано выше. Пластичность периферического края таким образом является более высокой, чем в случаях, в которых к периферическому краю не прилагается давление. Соответственно, формирование фланца выполняется в состоянии, в котором периферический край пилотного отверстия имеет увеличенную пластичность, тем самым обеспечивается возможность подавлять растрескивание переднего концевого участка фланца. Таким образом, способ отбортовки отверстия в соответствии с Дополнением 26 и устройство для отбортовки отверстия в соответствии с Дополнением 27 обеспечивают возможность подавлять растрескивание переднего концевого участка фланца без задания формы пуансона, приспособленной к форме пилотного отверстия в заготовке. Следует отметить, что в способе отбортовки отверстия и в устройстве для отбортовки отверстия в соответствии с настоящим изобретением, «под действием гидростатического давления» относится к любому состоянию, в котором сжимающее усилие прилагается к материалу от окружающей его среды при атмосферном давлении, без погружения материала в воду.
Дополнение 28
Устройство для отбортовки отверстия, включающее в себя:
пуансон столбчатой формы, который включает в себя плоскую верхнюю поверхность и плечо пуансона, соединенное с наружным периферическим участком верхней поверхности;
держатель, который располагается на наружной периферической стороне пуансона;
матрицу, которая располагается напротив пуансона и держателя, и которая включает в себя участок для вмещения, открытый в направлении стороны пуансона; и
опорный элемент, выполненный с возможностью перемещения внутри участка для вмещения в направлении, в котором опорный элемент располагается напротив пуансона, и который включает в себя противостоящую поверхность, расположенную напротив верхней поверхности пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСШИРЕНИЯ ОТВЕРСТИЯ, ФОРМОВОЧНЫЙ ИНСТРУМЕНТ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 2016 |
|
RU2687431C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЯ | 2016 |
|
RU2678849C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 1993 |
|
RU2105626C1 |
| ВОГНУТАЯ ТОРЦЕВАЯ КРЫШКА БАНКИ | 2017 |
|
RU2731858C2 |
| Пуансон для отбортовки отверстия | 1989 |
|
SU1690904A1 |
| Устройство для отбортовки отверстий | 1987 |
|
SU1530293A1 |
| Способ отбортовки отверстий | 1986 |
|
SU1430136A1 |
| Способ отбортовки отверстий | 1978 |
|
SU719747A1 |
| Штамп для отбортовки отверстий | 1990 |
|
SU1771848A1 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ ИЛИ ВЫЕМОК (ВАРИАНТЫ) | 2012 |
|
RU2607504C2 |
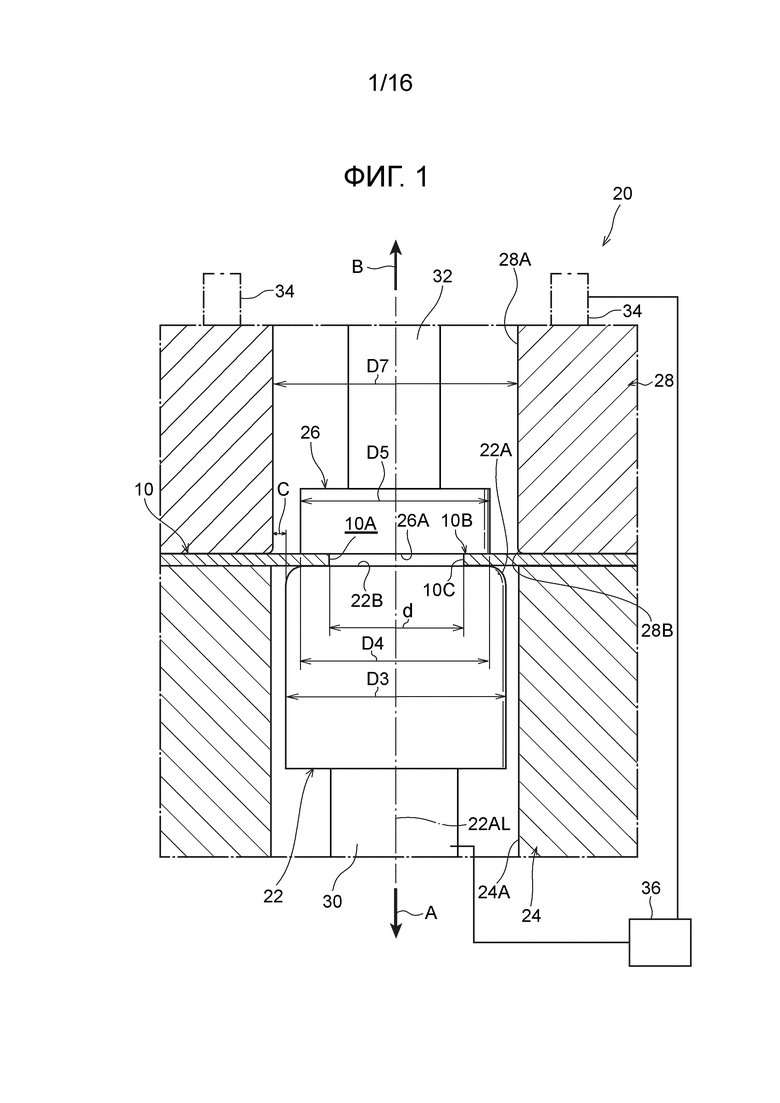
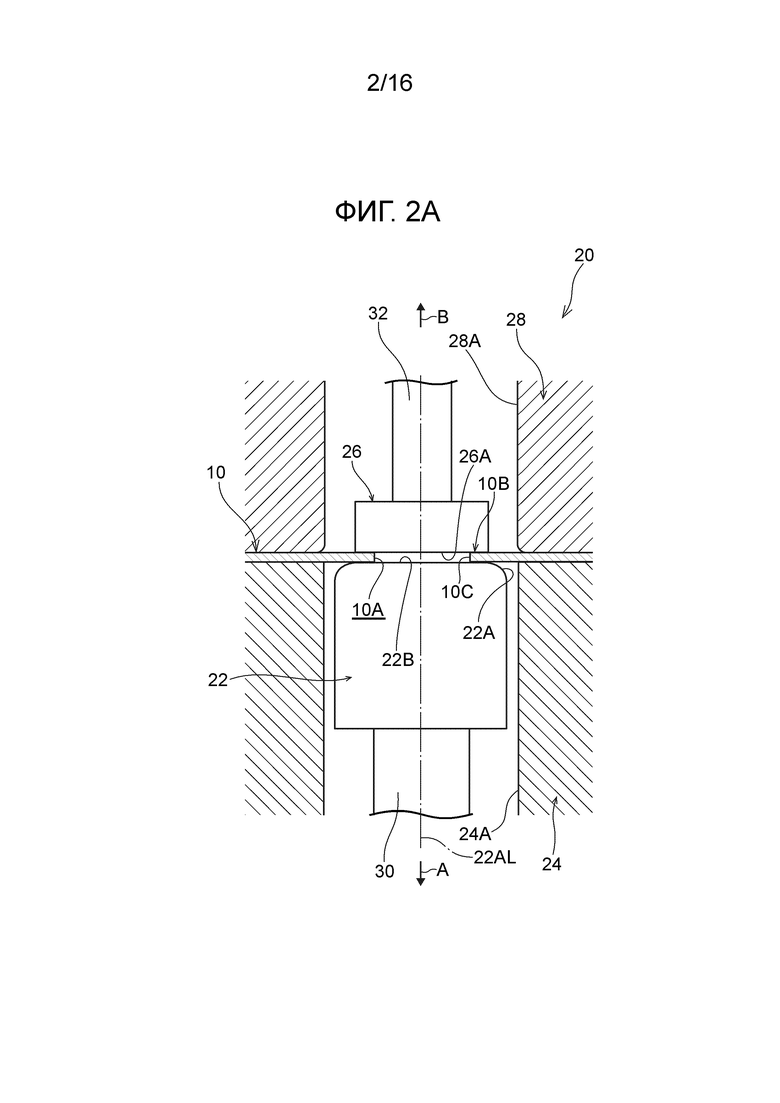
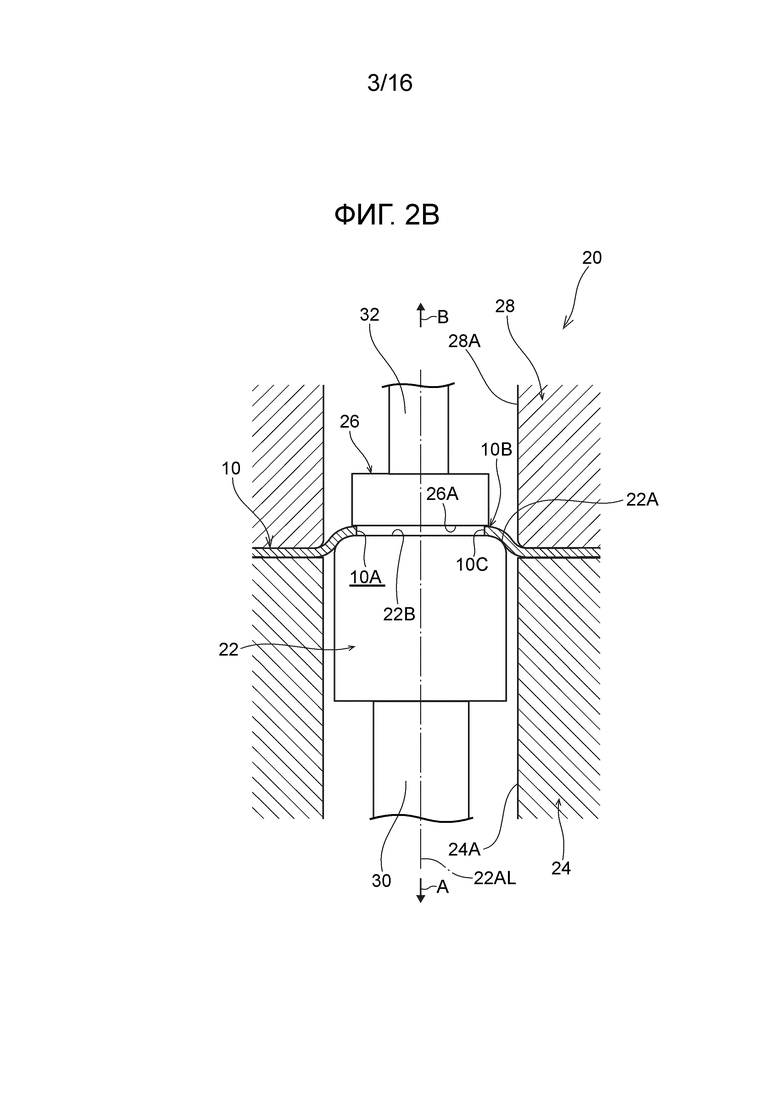
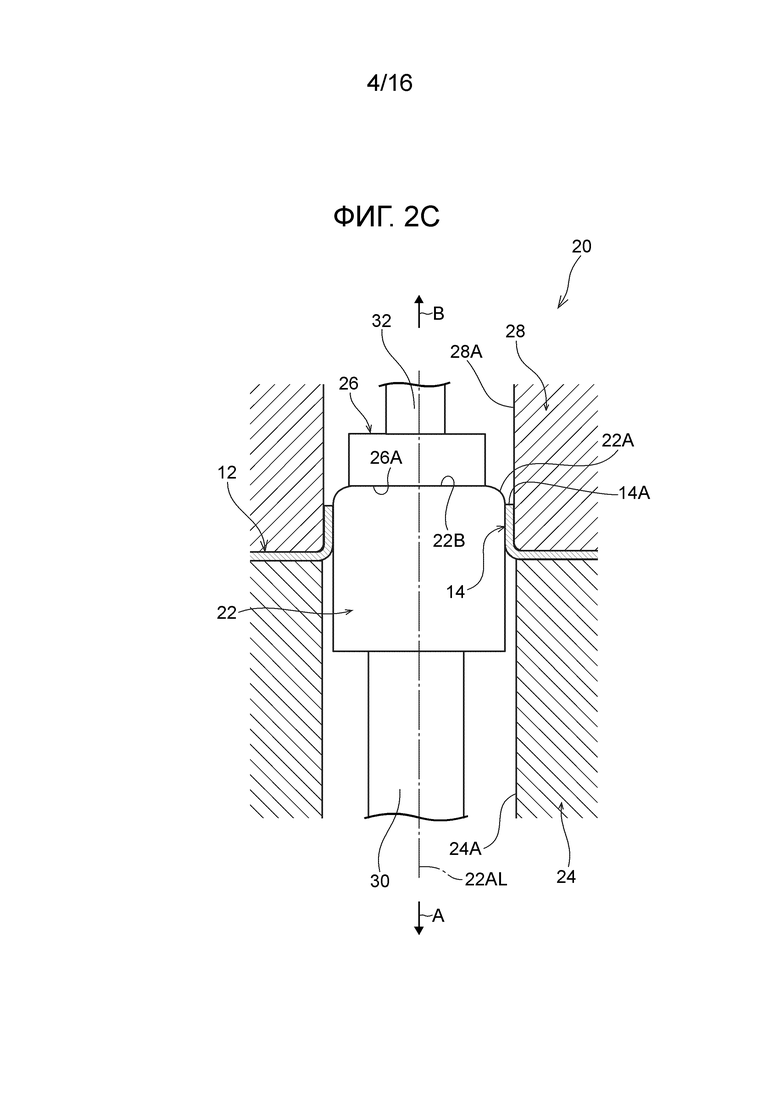
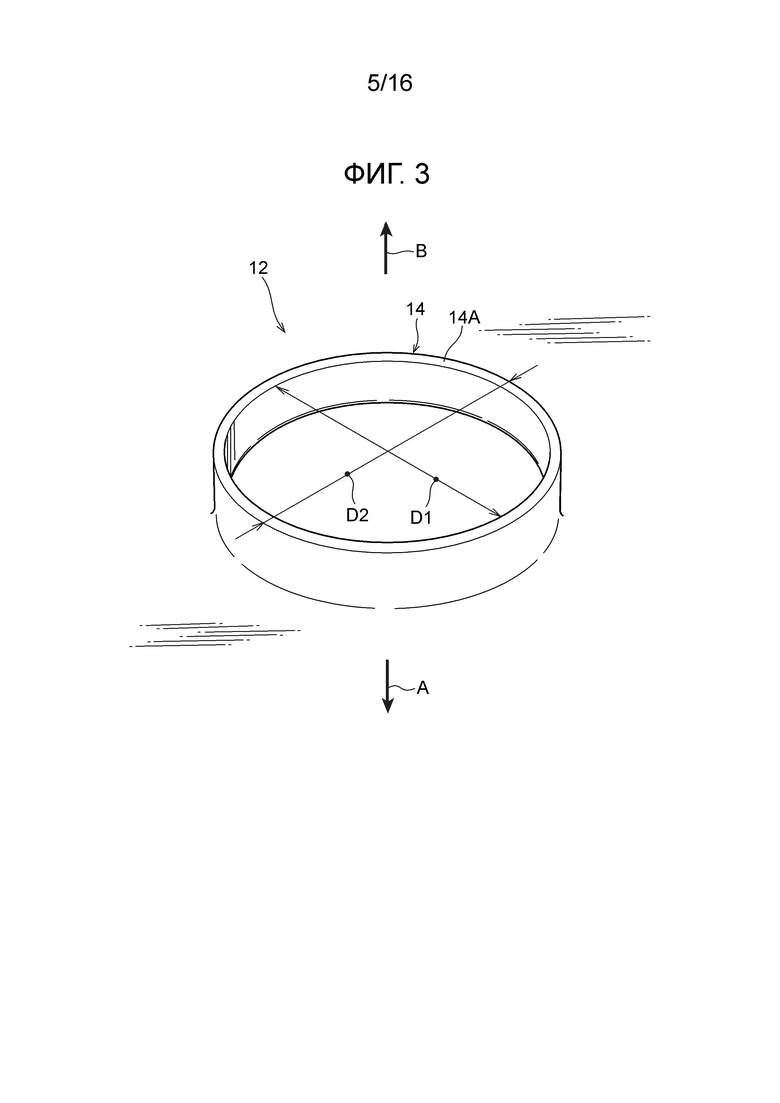
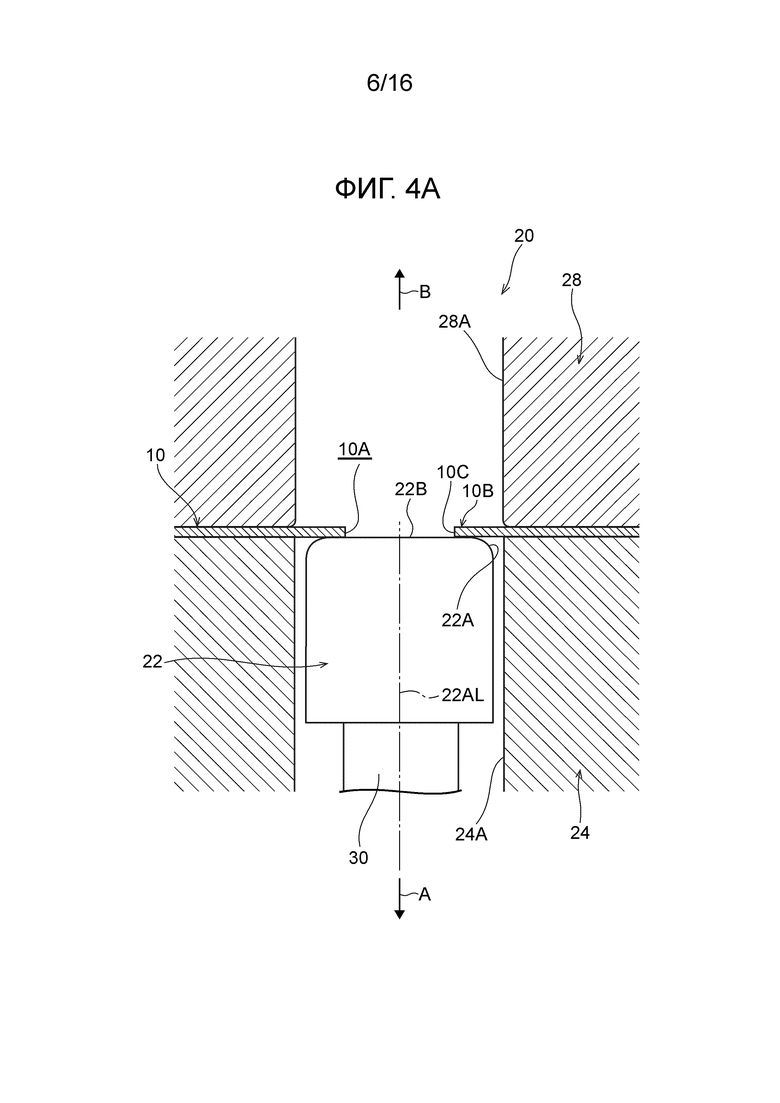
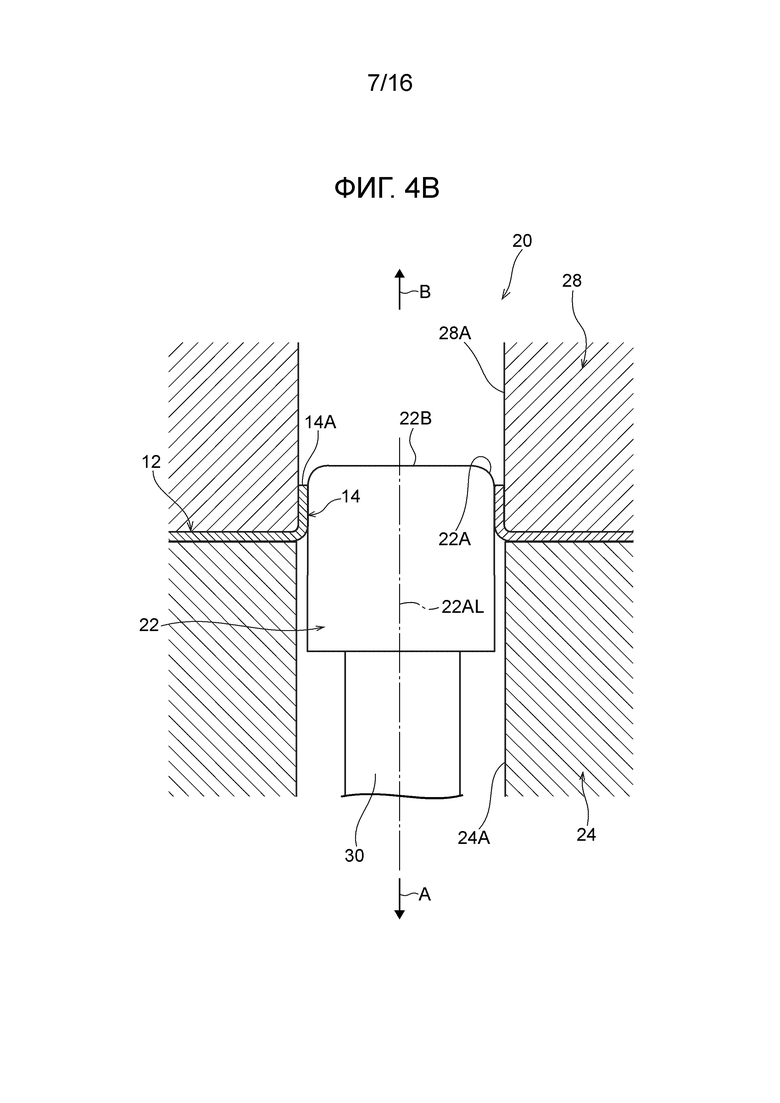
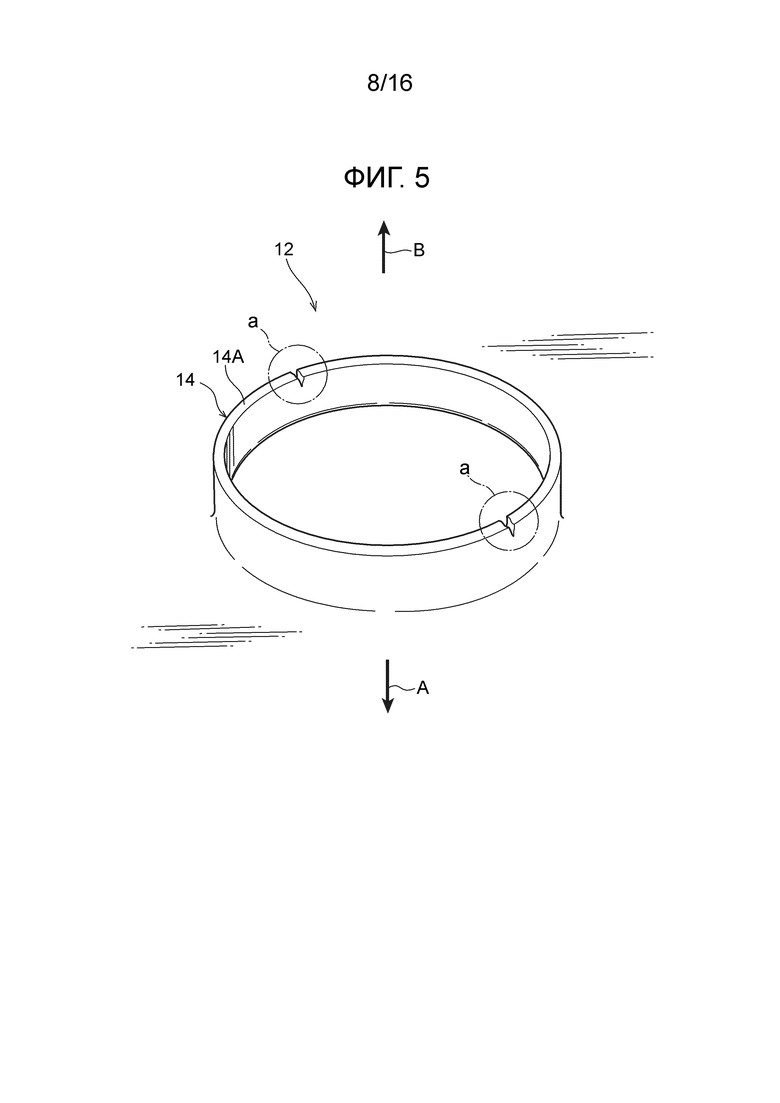
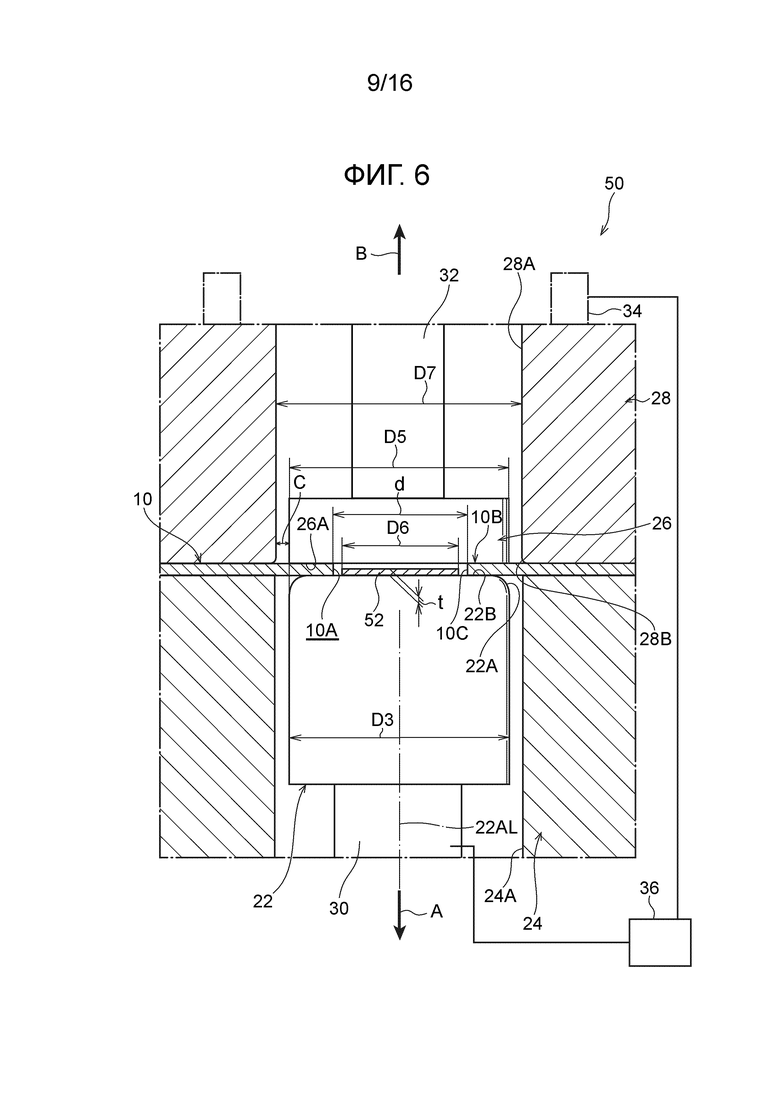
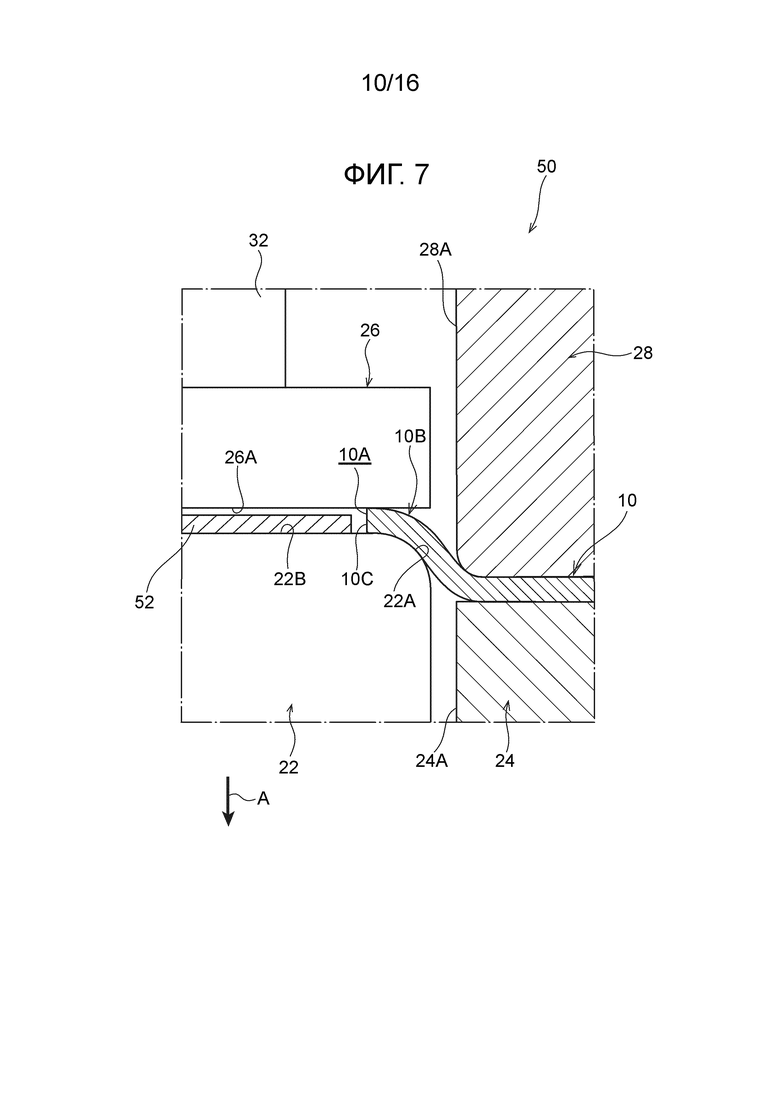
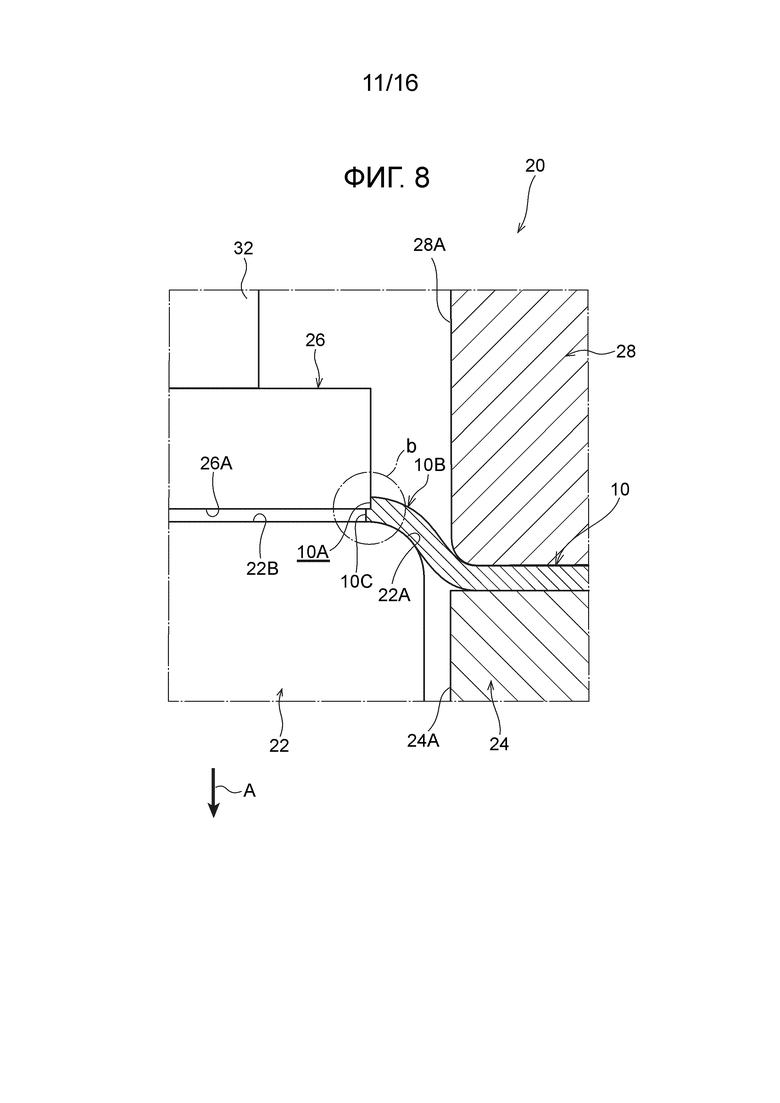
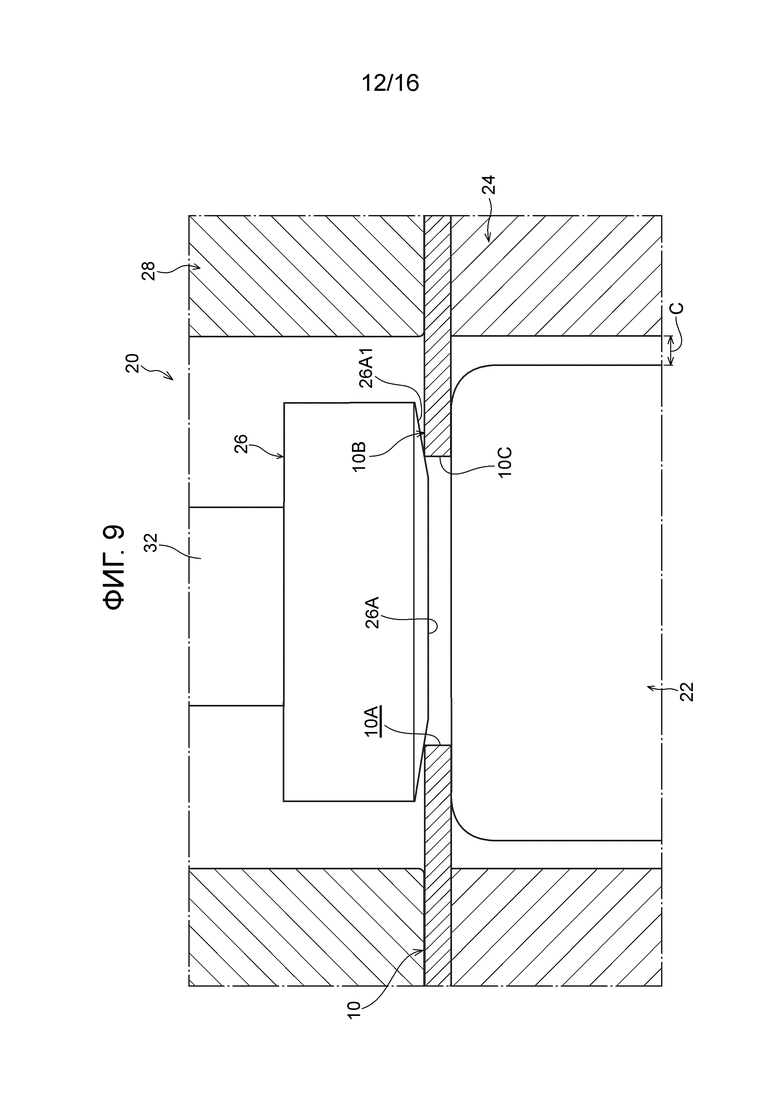
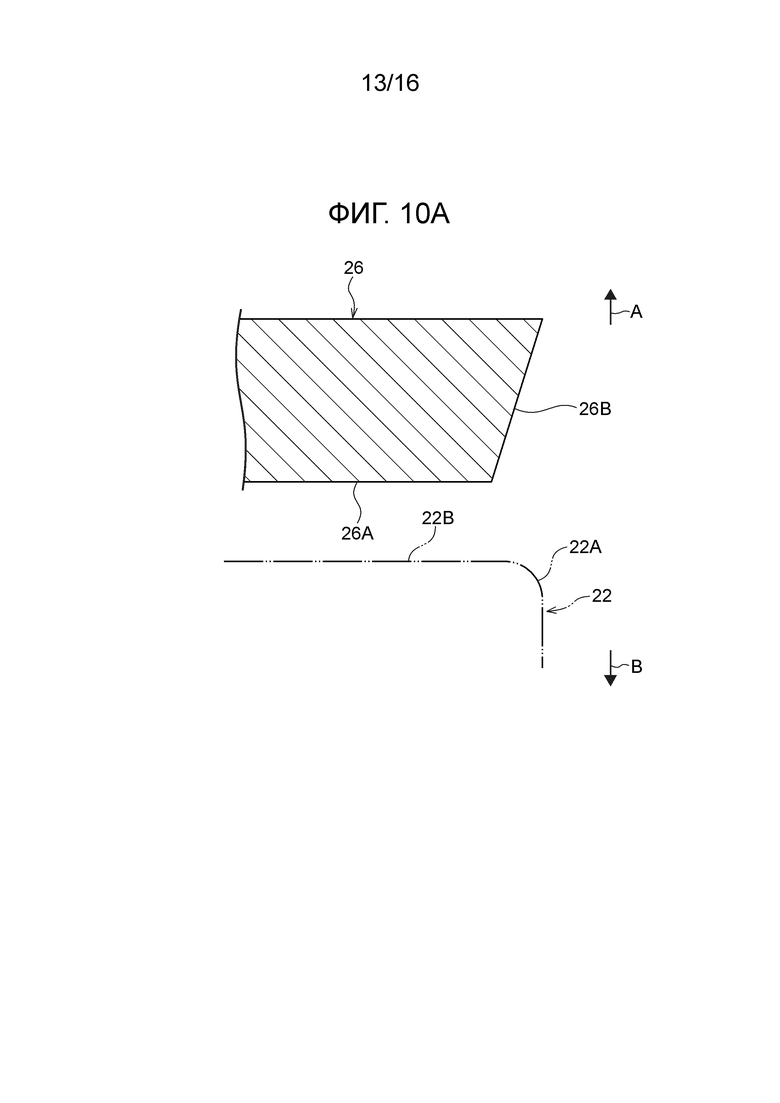
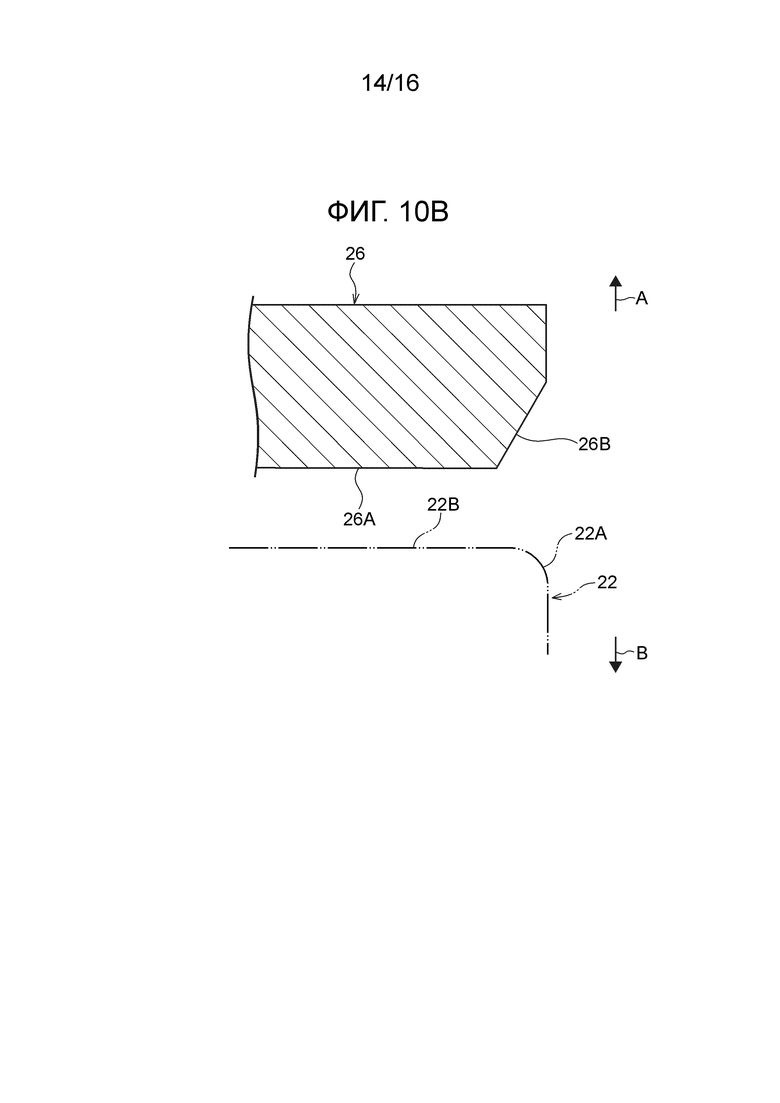
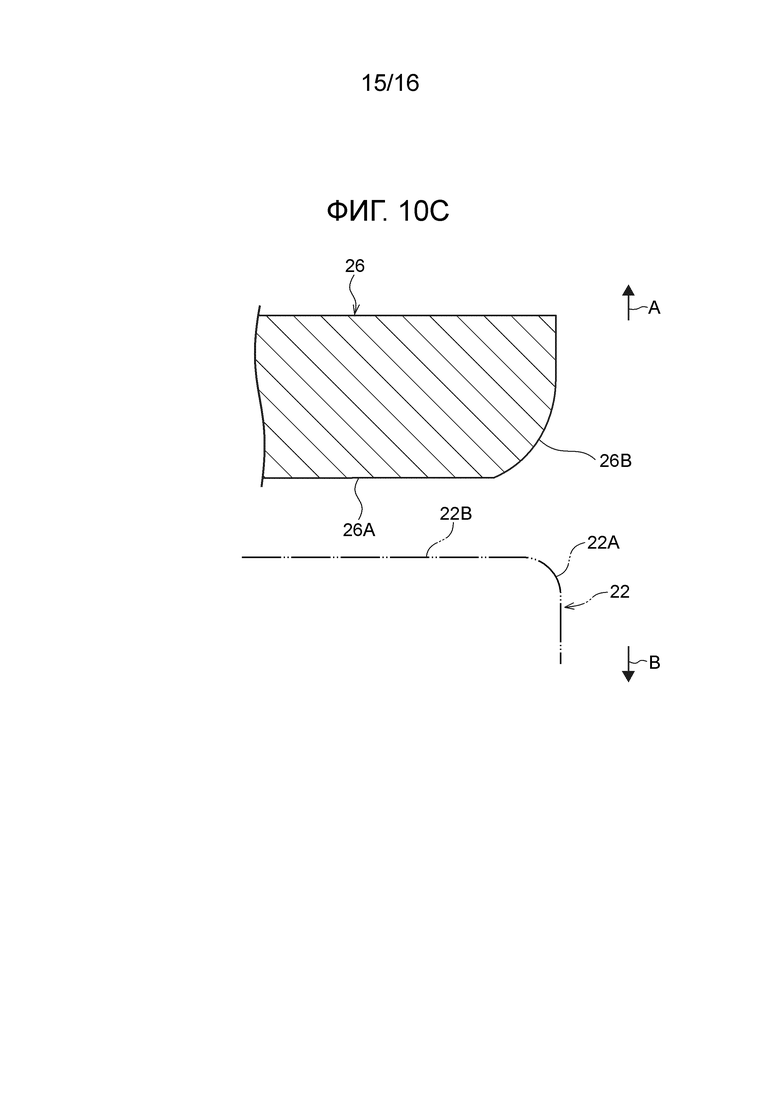
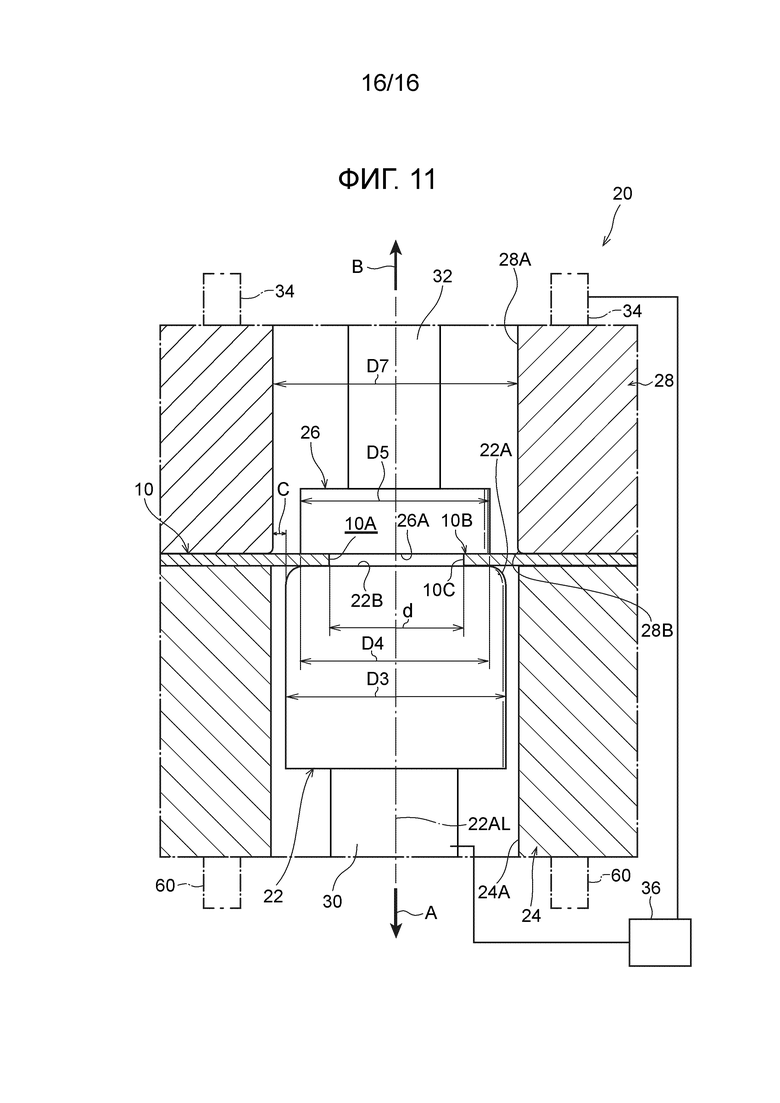
Изобретение относится к обработке металлов давлением и может быть использовано для отбортовки отверстия в листовой заготовке. На этапе размещения пуансон располагается на одной стороне листовой заготовки со сквозным отверстием, а опорный элемент располагают на ее противоположной стороне. На этапе выдавливания формируют фланец путем перемещения пуансона относительно заготовки в направлении противоположной стороны и выдавливания периферического края сквозного отверстия в заготовке посредством пуансона и опорного элемента в направлении толщины листа заготовки. Подавляется растрескивание переднего концевого участка фланца отбортовки отверстия, что улучшает качество листовых заготовок. 8 н. и 24 з.п. ф-лы,11 ил.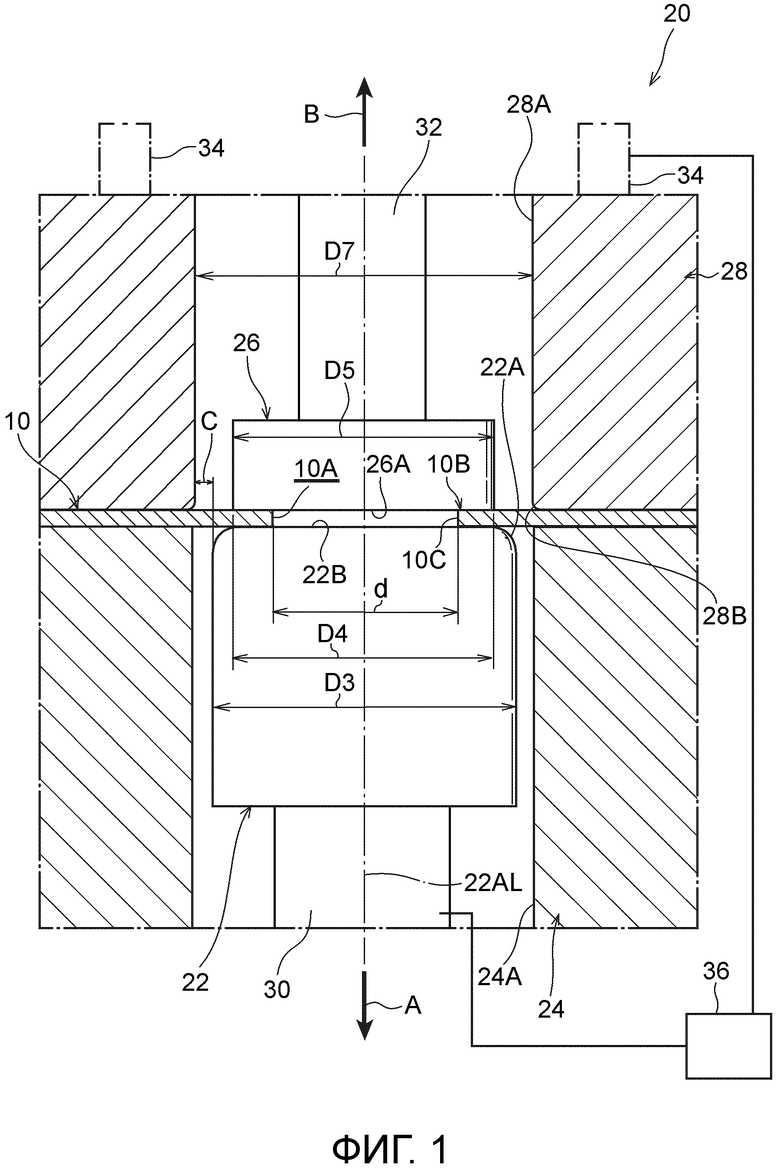
1. Способ отбортовки отверстия в металлической листовой заготовке, включающий использование пуансона с верхней поверхностью, опорного элемента и дистанцирующего элемента, толщина которого меньше толщины листовой заготовки, размещенного на верхней поверхности пуансона или на поверхности опорного элемента, расположенной напротив пуансона,
этап размещения металлической листовой заготовки со сквозным отверстием, на котором пуансон располагают коаксиально сквозному отверстию указанной металлической листовой заготовки на одной стороне в направлении ее толщины с обеспечением контакта с поверхностью периферического края сквозного отверстия, а опорный элемент располагают в направлении толщины на противоположной стороне указанной металлической листовой заготовки с обеспечением контакта с поверхностью периферического края сквозного отверстия, и
этап выдавливания, на котором пуансон перемещают относительно металлической листовой заготовки в направлении противоположной стороны, прикладывают давление к упомянутому периферическому краю сквозного отверстия в направлении толщины листовой заготовки посредством пуансона и опорного элемента и формируют фланец,
при этом на этапе выдавливания упомянутый дистанцирующий элемент располагают внутри сквозного отверстия упомянутой листовой заготовки.
2. Способ по п. 1, в котором к периферическому краю сквозного отверстия листовой заготовки прикладывают давление посредством пуансона и опорного элемента в направлении толщины листа заготовки с начала этапа выдавливания.
3. Способ по п.1, в котором на этапе выдавливания пуансон перемещают относительно листовой заготовки в направлении ее противоположной стороны и прикладывают давление по меньшей мере к концевому участку периферического края сквозного отверстия в направлении толщины листовой заготовки.
4. Способ отбортовки отверстия в металлической листовой заготовке, включающий использование пуансона с верхней поверхностью и опорного элемента, выполненного круглой столбчатой формы, при этом пуансон имеет плечо и соединенный с ним наружный периферический участок верхней поверхности, а опорный элемент имеет наружный диаметр, который не меньше наружного диаметра верхней поверхности пуансона и не больше его наружного диаметра,
этап размещения металлической листовой заготовки со сквозным отверстием, на котором пуансон располагают коаксиально сквозному отверстию указанной металлической листовой заготовки на одной стороне в направлении ее толщины с обеспечением контакта с поверхностью периферического края сквозного отверстия, а опорный элемент располагают в направлении толщины на противоположной к указанной одной стороне указанной металлической листовой заготовки с обеспечением контакта с поверхностью периферического края сквозного отверстия, и
этап выдавливания, на котором пуансон перемещают относительно металлической листовой заготовки в направлении противоположной стороны, прикладывают давление к упомянутому периферическому краю сквозного отверстия в направлении толщины листовой заготовки посредством пуансона и опорного элемента и формируют фланец.
5. Способ по п. 4, в котором к периферическому краю сквозного отверстия листовой заготовки прикладывают давление посредством пуансона и опорного элемента в направлении толщины листа заготовки с начала этапа выдавливания.
6. Способ по п. 4, в котором на этапе выдавливания пуансон перемещают относительно листовой заготовки в направлении ее противоположной стороны и прикладывают давление по меньшей мере к концевому участку периферического края сквозного отверстия в направлении толщины листовой заготовки.
7. Способ отбортовки отверстия в металлической листовой заготовке, включающий использование пуансона и опорного элемента, выполненного круглой столбчатой формы, и на наружной периферической поверхности которого образован участок уменьшенного диаметра, меньшего, чем наружный диаметр поверхности опорного элемента,
этап размещения металлической листовой заготовки со сквозным отверстием, на котором пуансон располагают коаксиально сквозному отверстию указанной металлической листовой заготовки на одной стороне в направлении ее толщины с обеспечением контакта с поверхностью периферического края сквозного отверстия, а опорный элемент располагают в направлении толщины на противоположной стороне указанной металлической листовой заготовки с обеспечением контакта с поверхностью периферического края сквозного отверстия, и
этап выдавливания, на котором пуансон перемещают относительно металлической листовой заготовки в направлении противоположной стороны, прикладывают давление к упомянутому периферическому краю сквозного отверстия в направлении толщины листовой заготовки посредством пуансона и опорного элемента и формируют фланец.
8. Способ по п. 7, в котором используют опорный элемент, участок уменьшенного диаметра которого выполнен в виде наклонного участка, наклоненного в направлении внутренней стороны в радиальном направлении опорного элемента в сторону пуансона.
9. Способ по п. 7 или 8, в котором к периферическому краю сквозного отверстия листовой заготовки прикладывают давление посредством пуансона и опорного элемента в направлении толщины листа заготовки с начала этапа выдавливания.
10. Способ по п.7 или 8, в котором на этапе выдавливания пуансон перемещают относительно листовой заготовки в направлении ее противоположной стороны и прикладывают давление по меньшей мере к концевому участку периферического края сквозного отверстия в направлении толщины листовой заготовки.
11. Устройство для отбортовки отверстия в металлической листовой заготовке, содержащее
пуансон с плоской верхней поверхностью, выполненной по меньшей мере на его периферии, включающей участок стороны круглой столбчатой формы,
расположенный вокруг пуансона держатель,
расположенную напротив держателя матрицу с участком для вмещения, открытым со стороны пуансона,
опорный элемент, расположенный внутри участка для вмещения, выполненный с возможностью перемещения в направлении штамповки и имеющий противостоящую поверхность, расположенную напротив верхней поверхности пуансона,
дистанцирующий элемент, размещенный на верхней поверхности пуансона или на противостоящей поверхности опорного элемента.
12. Устройство по п. 11, в котором толщина дистанцирующего элемента меньше зазора между пуансоном и матрицей в радиальном направлении.
13. Устройство по п. 11 или 12, в котором дистанцирующий элемент расположен на оси пуансона.
14. Устройство по п. 11 или 12, в котором на противостоящей поверхности опорного элемента образован упрочненный поверхностный слой.
15. Устройство по п. 11 или 12, в котором пуансон выполнен с возможностью перемещения в осевом направлении,
опорный элемент имеет круглую столбчатую форму, расположен коаксиально с пуансоном и выполнен с возможностью перемещения в осевом направлении,
причем осевое направление представляет собой направление штамповки.
16. Устройство по п. 11 или 12, в котором опорный элемент выполнен с возможностью перемещения по меньшей мере в позицию, в которой противостоящая поверхность выровнена с поверхностью входа в участок для вмещения в матрице.
17. Устройство для отбортовки отверстия в металлической листовой заготовке, содержащее пуансон с плоской верхней поверхностью, выполненной по меньшей мере на его периферии, включающей участок стороны круглой столбчатой формы, расположенный вокруг пуансона держатель,
расположенную напротив держателя матрицу с участком для вмещения, открытым в направлении стороны пуансона,
опорный элемент, расположенный внутри упомянутого участка для вмещения, выполненный с возможностью перемещения в направлении штамповки, и имеющий противостоящую поверхность, расположенную напротив верхней поверхности пуансона,
при этом пуансон выполнен со скошенным плечом на угловом участке между его верхней поверхностью и наружной периферической поверхностью, а
опорный элемент имеет наружный диаметр не менее наружного диаметра верхней поверхности и не более наружного диаметра наружной периферической поверхности.
18. Устройство по п. 17, в котором на противостоящей поверхности опорного элемента образован упрочненный поверхностный слой.
19. Устройство по п. 17, в котором пуансон выполнен с возможностью перемещения в осевом направлении,
опорный элемент имеет круглую столбчатую форму, расположен коаксиально с пуансоном и выполнен с возможностью перемещения в осевом направлении,
причем осевое направление представляет собой направление штамповки.
20. Устройство по п. 17, в котором опорный элемент выполнен с возможностью перемещения по меньшей мере в позицию, в которой противостоящая поверхность выровнена с поверхностью входа в участок для вмещения в матрице.
21. Устройство для отбортовки отверстия в металлической листовой заготовке, содержащее
пуансон с плоской верхней поверхностью, выполненной по меньшей мере на его периферии, включающей участок стороны круглой столбчатой формы, расположенный вокруг пуансона держатель,
расположенную напротив держателя матрицу, имеющую участок для вмещения, открытый в направлении стороны пуансона, и
опорный элемент, расположенный внутри участка для вмещения, выполненный с возможностью перемещения в направлении штамповки и имеющий противостоящую поверхность, расположенную напротив верхней поверхности пуансона,
при этом наружная периферическая поверхность опорного элемента со стороны пуансона имеет наклонный участок, наружный диаметр которого уменьшается в направлении стороны пуансона.
22. Устройство по п. 21, в котором на противостоящей поверхности опорного элемента образован упрочненный поверхностный слой.
23. Устройство по п. 21, в котором пуансон выполнен с возможностью перемещения в осевом направлении,
опорный элемент имеет круглую столбчатую форму, расположен коаксиально с пуансоном и выполнен с возможностью перемещения в осевом направлении,
причем осевое направление представляет собой направление штамповки.
24. Устройство по п. 21, в котором опорный элемент выполнен с возможностью перемещения по меньшей мере в позицию, в которой противостоящая поверхность выровнена с поверхностью входа в участок для вмещения в матрице.
25. Устройство для отбортовки отверстия в металлической листовой заготовке, содержащее
пуансон с плоской верхней поверхностью, выполненной по меньшей мере на его периферии, включающей участок стороны круглой столбчатой формы,
расположенный вокруг пуансона держатель,
расположенную напротив держателя матрицу, имеющую участок для вмещения, открытый в направлении стороны пуансона,
опорный элемент, расположенный внутри упомянутого участка для вмещения, выполненный с возможностью перемещения в направлении штамповки и имеющий противостоящую поверхность, расположенную напротив верхней поверхности пуансона,
при этом пуансон выполнен со скошенным плечом на угловом участке между верхней поверхностью и наружной периферической поверхностью пуансона,
опорный элемент имеет наружный диаметр не менее наружного диаметра верхней поверхности пуансона и не более наружного диаметра его периферической поверхности,
а наружная периферическая поверхность опорного элемента со стороны пуансона имеет наклонный участок, наружный диаметр которого уменьшается в направлении стороны пуансона, и
причем плечо пуансона и наклонный участок опорного элемента перекрывают друг друга в направлении штамповки.
26. Устройство по п. 25, в котором на противостоящей поверхности опорного элемента образован упрочненный поверхностный слой.
27. Устройство по п. 25, в котором пуансон выполнен с возможностью перемещения в осевом направлении,
опорный элемент имеет круглую столбчатую форму, расположен коаксиально с пуансоном и выполнен с возможностью перемещения в осевом направлении,
причем осевое направление представляет собой направление штамповки.
28. Устройство по п. 25, в котором опорный элемент выполнен с возможностью перемещения по меньшей мере в позицию, в которой противостоящая поверхность выровнена с поверхностью входа в участок для вмещения в матрице.
29. Устройство для отбортовки отверстия в металлической листовой заготовке, содержащее:
пуансон с плоской верхней поверхностью, выполненной по меньшей мере на его периферии, включающей участок стороны круглой столбчатой формы,
расположенный вокруг пуансона держатель,
расположенную напротив держателя матрицу, имеющую участок для вмещения, открытый в направлении стороны пуансона, и
расположенный внутри участка для вмещения опорный элемент, выполненный с возможностью перемещения в направлении штамповки и имеющий противостоящую поверхность, расположенную напротив верхней поверхности пуансона,
при этом на периферической наружной стороне противостоящей поверхности опорного элемента образована наклонная поверхность, которая наклонена в направлении от пуансона к периферической наружной стороне противостоящей поверхности.
30. Устройство по п. 29, в котором на противостоящей поверхности опорного элемента образован упрочненный поверхностный слой.
31. Устройство по п. 29, в котором пуансон выполнен с возможностью перемещения в осевом направлении,
опорный элемент имеет круглую столбчатую форму, расположен коаксиально с пуансоном и выполнен с возможностью перемещения в осевом направлении,
причем осевое направление представляет собой направление штамповки.
32. Устройство по п. 29, в котором опорный элемент выполнен с возможностью перемещения по меньшей мере в позицию, в которой противостоящая поверхность выровнена с поверхностью входа в участок для вмещения в матрице.
| Способ отбортовки отверстий | 1978 |
|
SU719747A1 |
| Способ изготовления патрубков | 1979 |
|
SU835567A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2013 |
|
RU2548857C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282516C2 |

