К
L
XI
х|
00
4
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для отбортовки | 1991 |
|
SU1819709A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Устройство для автоматического набора на роторный вал листов роторного железа | 1961 |
|
SU144220A1 |
| Узел направления деформирующего пуансона штампа | 1989 |
|
SU1816529A1 |
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
Использование: обработка предварительно пробитых отверстий в листовом материале. Сущность: наличие в штампе втулки 4 с антифрикицонной шайбой 5, пружины 12, коромысла 11, штифтов и соответствующих отверстий 8 и пазов 7. обеспечивает заданное сложное взаимное перемещение рабочих элементов штампа при простом прямолинейном перемещении пуансоно- держателя. При этом отбортовка производится пуансоном 2 с дополнительной подачей материала в зону отбортовки с периферии отверстия нажимным пуансоном 3. Зил.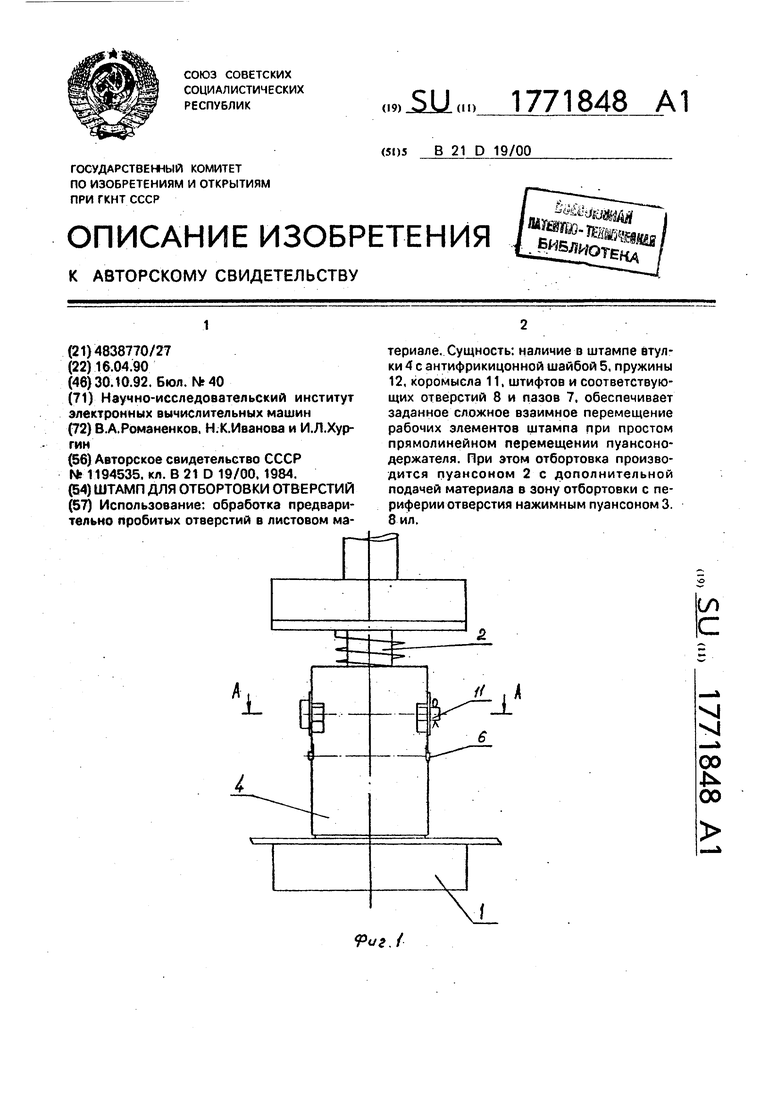
./
Изобретение относится к обработке металлов давлением, к обработке внутреннего контура с предварительно пробитым отверстием.
Известен способ формовки деталей с фланцем, где описывается устройство, в котором нажимное кольцо выжимает материал к центру, а отбортовочный пуансон формует борт увеличенной высоты. Устройство нельзя применить на механическом прессе. Цель - обеспечить возможность использования штампа в прессах простого действия, включая ручные.
Это достигается тем, что в штампе для отбортовки отверстий, содержащем матрицу, пуансонодержатель, закрепленный в нем отбортовочный пуансон, нажимной пуансон, охватывающий отбортовочный пуансон, имеется втулка, антифрикционная шайба, пружина, коромысло и штифты, в отбортовочном пуансоне перпендикулярно его продольной оси выполнено сквозное диаметральное, расширяющееся к периферии отверстие, в боковых стенках нажимного пуансона вблизи его торца, обращенного к пуансонодержателю, выполнены сквозные радиальные диаметрально расположенные байонетные пазы, при этом втулка охватывает нажимной пуансон, антифрикционная шайба установлена на ее торце, обращенным к зеркалу матрицы, в центральной части боковых стенок втулки выполнено два сквозных радиальных диаметрально расположенных винтовых паза, в боковых стенках втулки вблизи ее торца, обращенного к пуансонодержателю и расположенного с зазором относительно него, выполнены два сквозных радиально диаметрально расположенных отверстия прямоугольного сечения. Пружина размещена между пуансонодержателем и торцем нажимного пуансона, обращенного к пуансонодержателю. и охватывает отбортовочный пуансон, причем один торец пружины обращен к пуансонодержателю и его концевая часть закреплена в пуансонодержателе, а другой ее торец опирается на торец нажимного пуансона и его концевая часть закреплена во втулке, коромысло расположено в упомянутых сквозных радиальных отверстиях пуансонов и втулки с возможностью взаимодействия со стенками этих отверстий, а штифты закреплены в центральной части нажимного пуансона с возможностью их взаимодействия с винтовыми канавками охватывающей его втулки причем продольные оси штифтов расположены перпендикулярно продольной оси пуансонов.
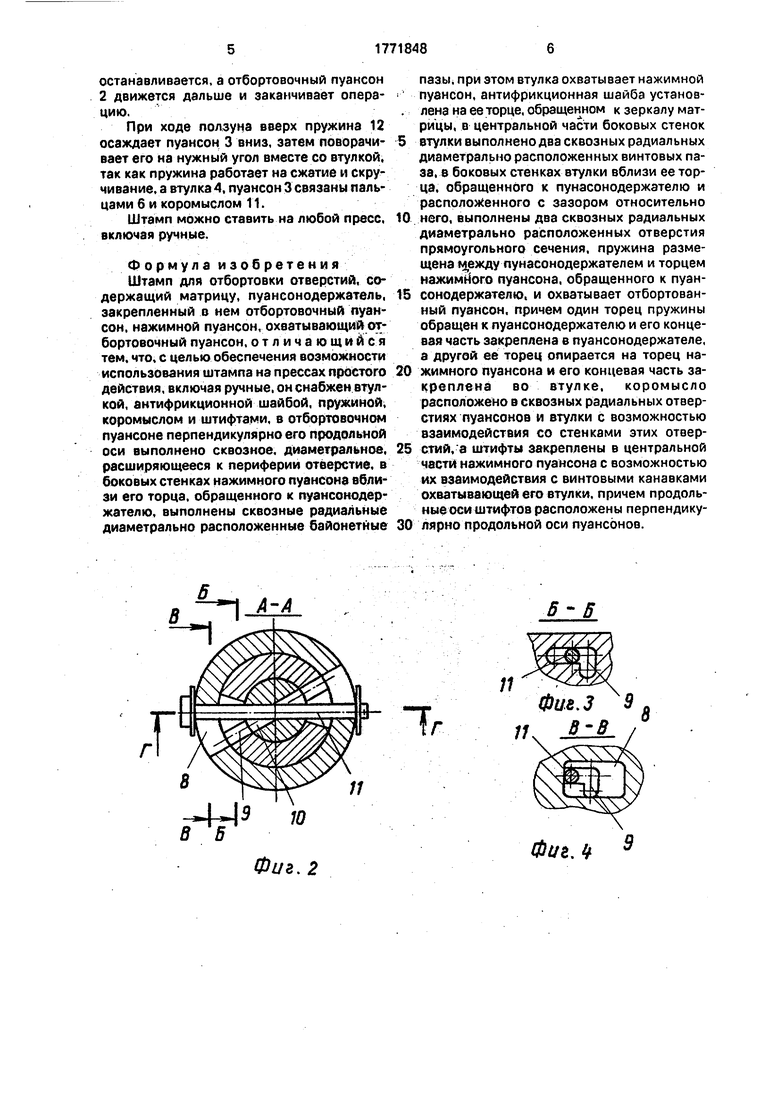
На фиг. 1 изображено устройство в работе (в момент касания материала двумя
пуансонами), общи вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - боковая
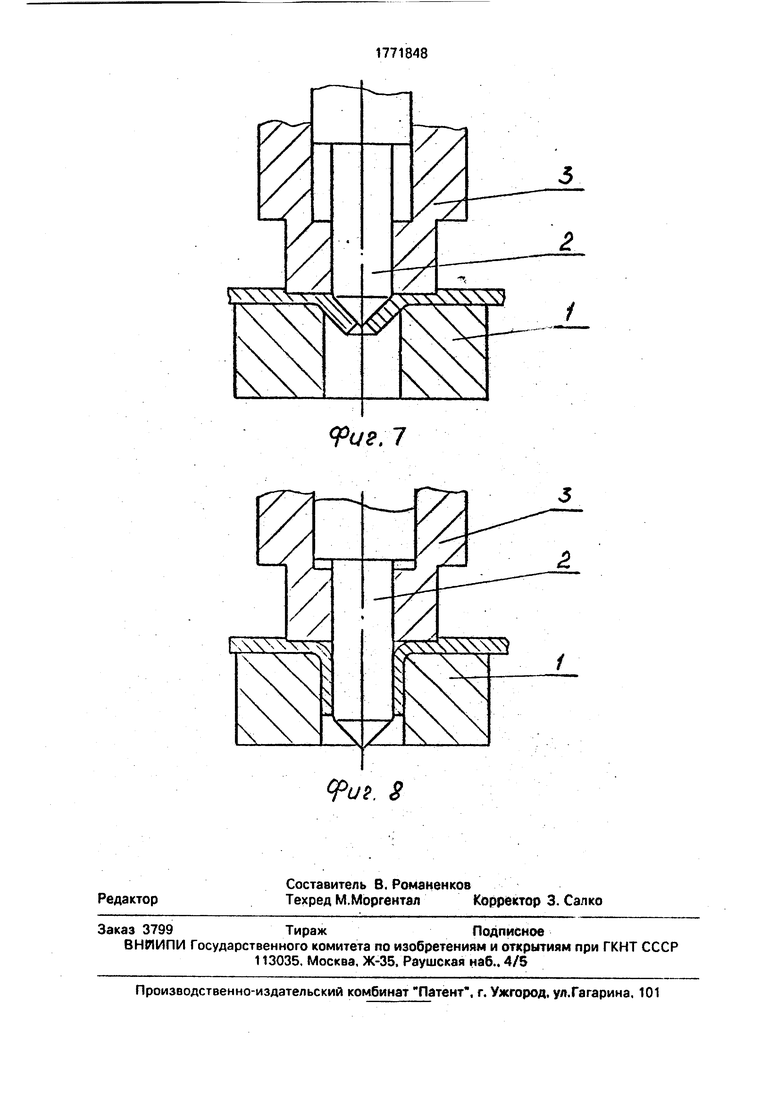
5 проекция фиг. 2; на фиг. 7 - схема расположения формообразующих частей в конце первой фазы; на фиг. 8 - то же, по окончании формовки.
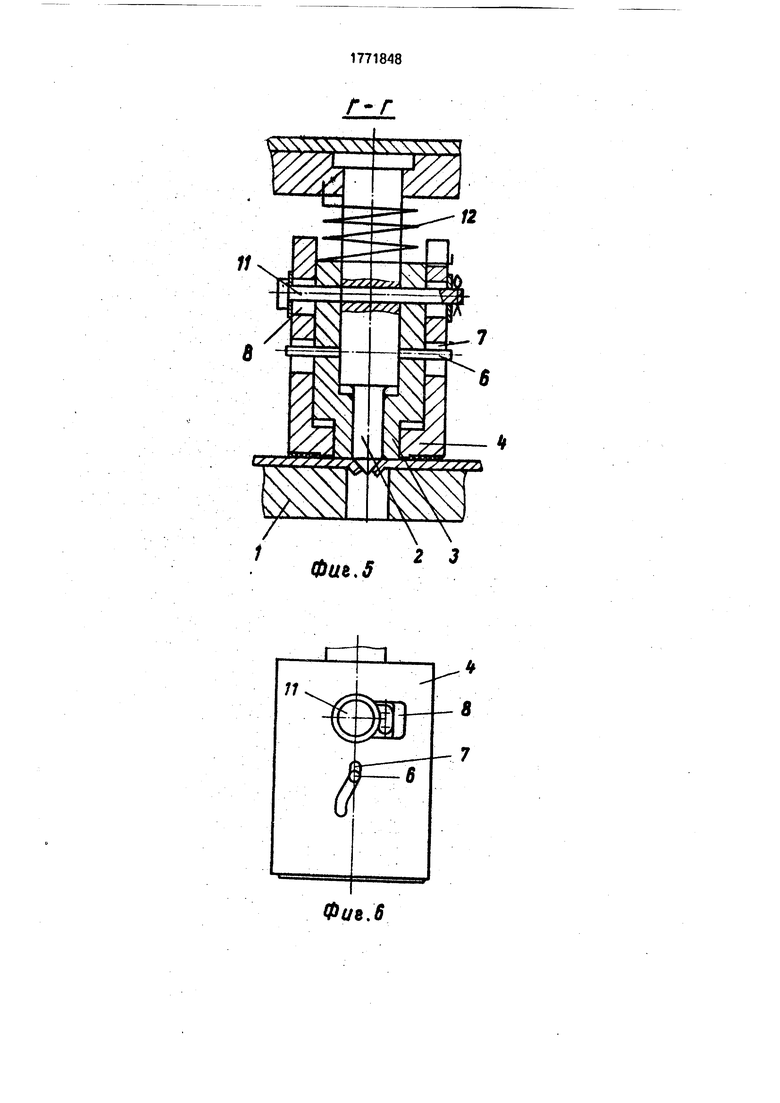
Штамп содержит матрицу 1 (фиг. 1), же0 стко закрепленный в пуансонодержателе отбортовочный пуансон 2, насаженный на с возможностью перемещения по вертикали нажимной пуансон 3 (фиг. 2), на котором также с возможностью перемещения по
5 вертикали оси сидит втулка 4, в нижнем торце которой закреплена антифрикционная шайба 5. штифты б, запрессованные в пуансоне 3, наружными концами входят в винтовые канавки 7, расположенные на втулке 4.
0 Через окно 8 втулки 4, байонетный паз 9 пуансона 3 и веерообразное отверстие 10 пуансона 2, проходит коромысло 11. Пружина 12, закрепленная одним концом в пуансонодержателе, другим - во втулке 4.
5 насажена на пуансон 2.
Штамп работает следующим образом. В исходном положении пуансон 2 и втулка 4 выдаются перед пуансоном 3 и при ходе ползуна вниз первыми касаются мате0 риала заготовки. Пуансон 2 начинает отбор- товку (по заранее пробитому отверстию) и производит гибку борта под некоторым углом, создавая условия для течения металла, а втулка 4 поворачивается на материале за5 готовки вокруг своей оси под давлением штифтов б, находящихся в винтовой канавке 7. Антифрикционная шайба 5 уменьшает сопротивление трения.
Поворачиваясь вокруг своей оси, втулка
0 4 тянет за собой коромысло 11, концы которого находятся в окнах 8, средняя часть поворачивается в веерообразном отверстии 10 пуансона 2, а промежуточная часть скользит в байонетном пазу 9 нажимного пуансо5 на 3. После соприкосновения с материалом пуансона 3 процесс продолжается в тех же параметрах, но в образующийся борт пуансон 3 вытесняет материал с периферии отверстия (фиг, 7), т.е. вниз двигаются оба
0 пуансона, причем пуансон 3 только под действием коромысла 11.
Поскольку втулка 4 продолжает вращаться, то штифты б подходят к прямолинейному участку винтовой канавки 7 и. как
5 бы проваливаются в него, одновременно проваливается и коромысло 11 в вертикальный участок байонетного паза 9. Поскольку коромысло 11 больше не давит на пуансон 3, а двигается по вертикальному участку байонетного паза 9, то пуансон 3
останавливается, а отбортовочный пуансон 2 движется дальше и заканчивает операцию.
При ходе ползуна вверх пружина 12 осаждает пуансон 3 вниз, затем поворачивает его на нужный угол вместе со втулкой, так как пружина работает на сжатие и скручивание, а втулка 4, пуансон 3 связаны пальцами 6 и коромыслом 11.
Штамп можно ставить на любой пресс, включая ручные.
Формула изобретения Штамп для отбортовки отверстий, содержащий матрицу, пуансонодержатель, закрепленный о нем отбортовочный пуансон, нажимной пуансон, охватывающий отбортовочный пуансон, отличающийся тем, что, с целью обеспечения возможности использования штампа на прессах простого действия, включая ручные, он снабжен втулкой, антифрикционной шайбой, пружиной, коромыслом и штифтами, в отбортовочном пуансоне перпендикулярно его продольной оси выполнено сквозное, диаметральное, расширяющееся к периферии отверстие, в боковых стенках нажимного пуансона вблизи его торца, обращенного к пуансонодер- жателю, выполнены сквозные радиальные диаметрально расположенные байонетные
А-А
гУ°
Фиг. 2
пазы, при этом втулка охватывает нажимной пуансон, антифрикционная шайба установ- лена на ее торце, обращенном к зеркалу матрицы, в центральной части боковых стенок
втулки выполнено два сквозных радиальных диаметрально расположенных винтовых паза, в боковых стенках втулки вблизи ее торца, обращенного к пунасонодержателю и расположенного с зазором относительно
него, выполнены два сквозных радиальных диаметрально расположенных отверстия прямоугольного сечения, пружина размещена между пунасонодержателем и торцем нажимного пуансона, обращенного к пуансонодержателю, и охватывает отбортованный пуансон, причем один торец пружины обращен к пуансонодержателю и его концевая часть закреплена в пуансонодержателе, а другой ее торец опирается на торец нажимного пуансона и его концевая часть закреплена во втулке, коромысло расположено в сквозных радиальных отверстиях пуансонов и втулки с возможностью взаимодействия со стенками этих отверстий, а штифты закреплены в центральной части нажимного пуансона с возможностью их взаимодействия с винтовыми канавками охватывающей его втулки, причем продольные оси штифтов расположены перпендикулярно продольной оси пуансонов.
В- 6
Тг
Фиг. 4
Ok
Фие.7
| Способ формовки деталей с фланцем | 1984 |
|
SU1194535A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
