Изобретение относится к обработке листовых металлов давлением, а именно к способам получения и отбортовки отверстий и может быть использовано в самолетостроении и других отраслях машиностроения.
Известен способ получения и отбортовки отверстий в листовых заготовках, при котором в заготовке вытягивают необходимый участок, а затем в дне его пробивают отверстие и образуют борт 1.
Недостатком известного способа является образование трещин по кромке отверстия при малой степени деформации, вызываемое действием тангенциальных растягивающих нагрузок.
Цель изобретения - увеличение высоты стенок: борта и исключение образования трещин на кромке.
Эта цель достигается тем, что одновременно с процессом образования борта к поверхности материала, охватывающей отверстие, прилагают радиальные усилия, направленные от центр а к периферии деформированного участка. Усилия создают преимущественно путем воздействия давлением текучей средьь
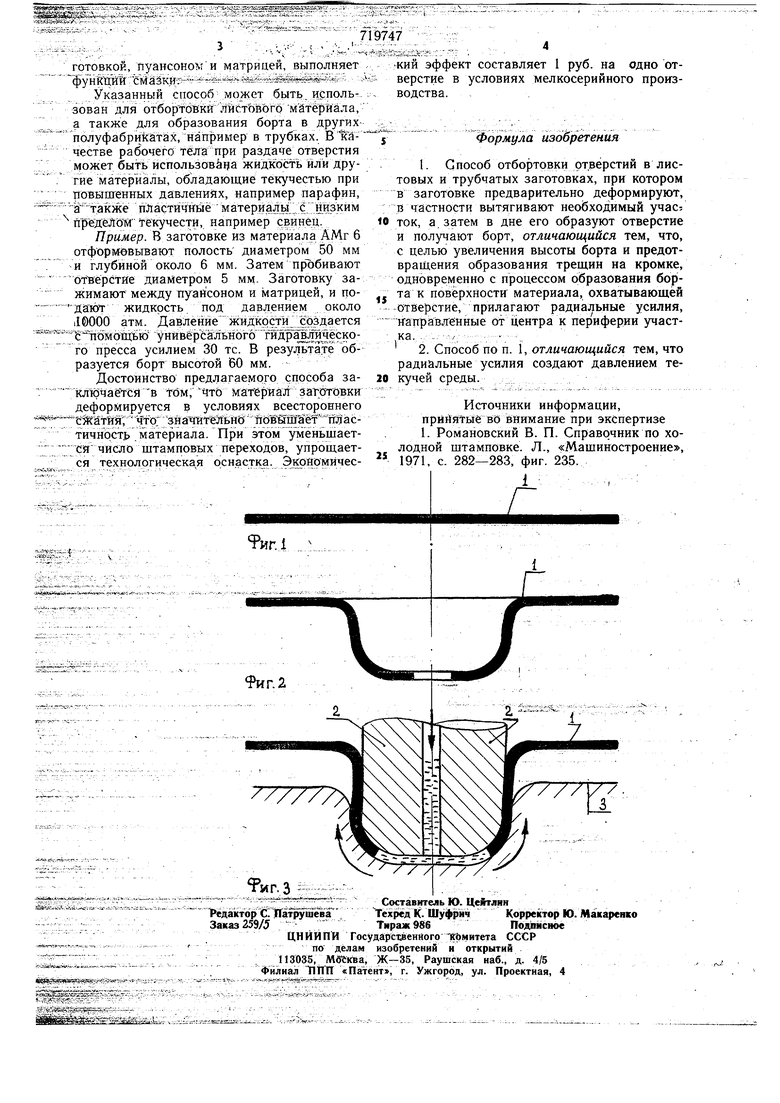
На фиг. 1 показано сечение исходной заготовки; на фиг. 2 - сечение полуфабриката после предварительного деформирования и образования отверстия; на фиг. 3 полуфабрикат в момент образования борта и воздействия на него жидкостью.
В заготовке 1 в зоне последующ&й обработки производят вытяжку (при малом наружном диаметре исходной заготовки) или формовку (при большом диаметре). Вытяж-. ку или формовку производят на глубину-, равную илн несколько превышающую 5-6 толщин заготовки. После этого в заготовке пробивают или сверлят отверстие.
После образования отверстия отформованную часть заготовки зажимают между пуансоном 2 и матрицей 3, форма полости которой соответствует форме выпуклой поверхности заготовки. Через отверстие в пуансоне подают жидкость под давлением. Жидкость, воздействуя на кромку отверстия, раздает последнее. При этом материал дна отформованной зоны перемещается в радиальном направлении и выдавливается в зазор между пуансоном и матрицей, образуя стенку. Часть жидкости, попадающая между за
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Способ изготовления полых изделий с отверстием в донной части | 1991 |
|
SU1817720A3 |
| Устройство для отбортовки отверстий в листовом материале | 1979 |
|
SU858977A1 |
| МЕТАЛЛИЧЕСКИЙ ШТАМПОВАННЫЙ СЕПАРАТОР КОНИЧЕСКОГО РОЛИКОПОДШИПНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2087766C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 2010 |
|
RU2426615C1 |
| Штамп совмещенного действия | 1991 |
|
SU1814577A3 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| Способ изготовления полых стаканообразных изделий | 1983 |
|
SU1088842A1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
