со о
со ог
v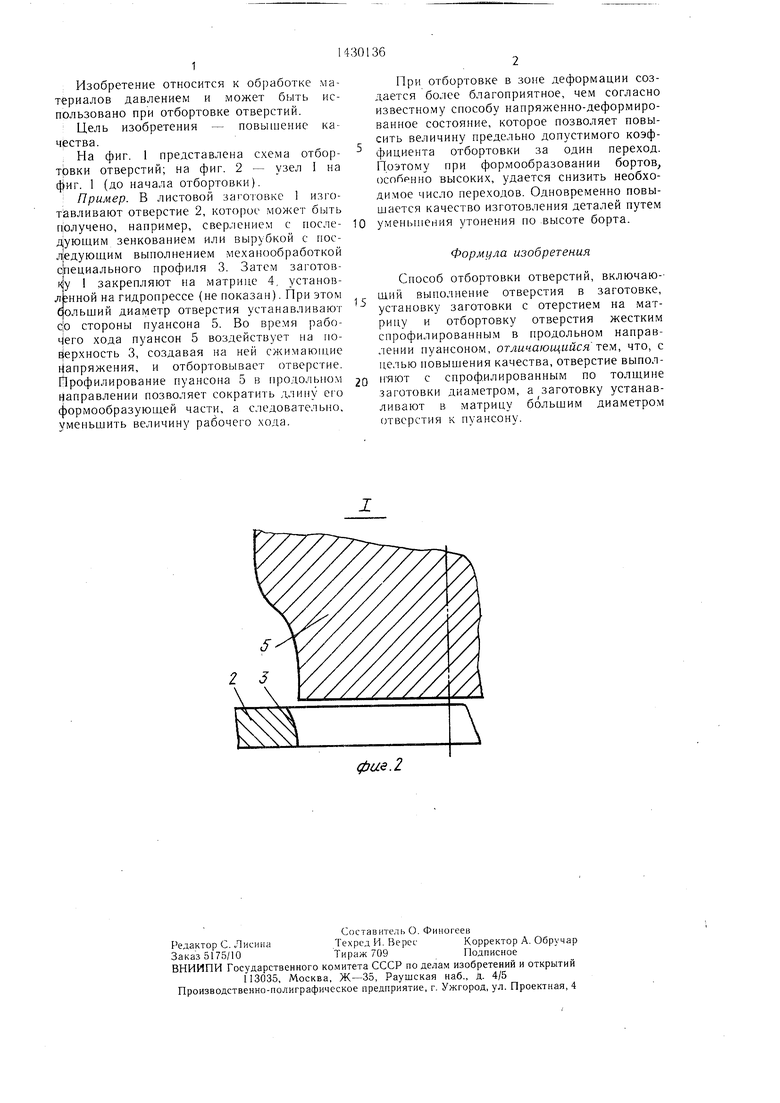
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки полуторовых деталей | 1983 |
|
SU1162525A1 |
| Способ изготовления из листа изделий типа полуобечайки с патрубком | 1982 |
|
SU1066695A1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОМ МАТЕРИАЛЕ | 2014 |
|
RU2590807C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 2010 |
|
RU2426615C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 1993 |
|
RU2105626C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
Изобретение относится к обработке металлов лав. гением, в частности к способам отбортовки отверстий в листовых заготовках. Цель изобретения - повьиление качества иродукции. Отверстие под отбортовку вьик), 1няется с С11р01|)и.ирс1паин15|м монотонно убьии1Ю1цнм но To. iHiHHO заго- товкн диаметром. Заготовка I устаиап- ;|иваетси в матрице 4 таким образом, чтобы больншй диаметр отверстия бы.ч обращен к также си|)офн. 111рованному в иро- дольиом нанрав,1ении иуаисону 5. При от- бортовке li зоне де(|)О|1мацин создается 6. ia- гонриятное наиряжен но-деформирован нос состояние, которое нозво.чяет иовыснт1 вс- . 1ичин иреде. 1ьн{) доиусти мого коэф()11инеи та отбортовки за один переход. Поэтому при |юрмообразоваиии бортов хдастся снизить иеобходи.мое чис/ю иереходов,. тю уменьн ает утонение бортов. 2 H. i.
ue. /
1
Изобретение относится к обработке материалов давлением и может быть использовано при отбортовке отверстий.
Цель изобретения - повышение ка- чрства.
, На фиг. 1 представлена с.хема отбор- тонки отверстий; на фиг. 2 - узел I на фиг. 1 (до начала отбортовки).
Пример. В листовой заготовке 1 изготавливают отверстие 2, которое может б1з1ть получено, например, сверлением с последующим зенкованием или вырубкой с пос- л1едующим выполнением механообработкой специального профиля 3. Затем заготов- 4у 1 закрепляют на матрице 4, установ- на гидропрессе (не показан). При этом б|ольший диаметр отверстия устанавливают стороны пуансона 5. Во время рабочего хода пуансон 5 воздействует на по- Е ерхность 3, создавая на ней сжимающие Напряжения, и отбортовывает отверстие. Профилирование пуансона 5 в продольном направлении позволяет сократить длину его формообразующей части, а следовательно, уменьшить величину рабочего хода.
2
При отбортовке в зоне деформации создается более благоприятное, чем согласно известному способу напряженно-деформированное состояние, которое позволяет повысить величину предельно допустимого коэф фициента отбортовки за один переход. Поэтому при формообразовании бортов, особенно высоких, удается снизить необходимое число переходов. Одновременно повышается качество изготовления деталей путем
10 уменьшения утонения по высоте борта.
Форм11ла изобретения
Способ отбортовки отверстий, включаю-- щий выполнение отверстия в заготовке, установку заготовки с отерстием на матрицу и отбортовку отверстия жестким спрофилированным в продольном направлении пуансоном, отличающийся тем, что, с целью повышения качества, отверстие выпол- 20 н яют с спроф.илированным по толщине заготовки диаметром, а заготовку устанавливают в матрицу большим диаметром отверстия к пуансону.
фае. 2
| самолетостроения | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Водяные лыжи | 1919 |
|
SU181A1 |
| др | |||
| Технология Машиностроение, | |||
