Область техники, к которой относится изобретение
Настоящее изобретение относится к титаново-медному материалу для электронных компонентов, который является подходящим для использования в электронных компонентах, в частности, соединителях, зажимах аккумуляторов, штепселях, реле, переключателях, модулях видеокамеры с автоматической фокусировкой, выводных рамках, и способу изготовления титаново-медного материала.
Уровень техники
В последние годы поступательно развивается миниатюризация электронных компонентов, таких как выводные рамки, соединители, которые используются в электротехническом или электронном оборудовании и автомобильных деталях, и имеет место ощутимая тенденция к получению узкого шага и малой высоты элементов из медных сплавов, составляющих электронные компоненты. Чем меньшим будет соединитель, тем меньшей будет ширина контактного штырька, и тем меньшим будет складчатый рабочий профиль. Поэтому от элементов из медных сплавов требуется демонстрация высокой прочности для получения необходимых характеристик пружины. В данном отношении в числе медных сплавов медный сплав, содержащий титан, (ниже в настоящем документе обозначаемый термином «титаново-медный материал») характеризуется относительно высокой прочностью и демонстрирует превосходные характеристики релаксации напряжений. Поэтому титаново-медный материал использовали в течение продолжительного времени в качестве материала для сигнальных зажимов, прочность которых является в особенности необходимой.
Титаново-медный материал представляет собой медный сплав, относящийся к типу с дисперсионным твердением. В случае образования перенасыщенного твердого раствора Ti (который представляет собой атом растворенного вещества) в результате проведения термообработки с образованием твердого раствора и проведения термообработки в течение относительно продолжительного периода времени при низкой температуре, начиная от данного состояния, будет развиваться модуляционная структура, в которой концентрация Ti в матричной фазе периодически флуктуирует, что в результате приводит к улучшению прочности вследствие спинодального распада. В данном случае проблема заключается в том, что прочность и обрабатываемость при изгибании представляют собой несовместимые свойства. То есть, в случае увеличения прочности ухудшится обрабатываемость при изгибании, и, наоборот, в случае делания упора на обрабатываемости при изгибании не может быть получена желательная прочность. В общем случае чем большей будет степень обжатия при холодной прокатке, тем большим будет введенное количество дислокаций, и тем большей будет плотность дислокаций. И, таким образом, увеличивается количество центров зародышеобразования, вносящих свой вклад в образование выделений, и может быть увеличена прочность после проведения состаривающей обработки. Однако, в случае чрезмерно большой степени обжатия ухудшится обрабатываемость при изгибании. По данной причине проблема заключалась в достижении как прочности, так и обрабатываемости при изгибании.
В данных обстоятельствах в патентном документе 1 (JP2013-100586A) раскрывается титаново-медный материал, содержащий Ti в количестве в диапазоне от 1,5 до 5,0% (масс.) и остаток, состоящий из меди и неизбежных примесей, и характеризующийся пределом прочности при растяжении, составляющим 800 МПа или более, где в случае проведения измерения при использовании метода ДОРЭ параллельно направлению толщины пластины на центральном участке в направлении толщины пластины, который соответствует позиции в поперечном сечении в диапазоне от 45 до 55% по отношению к толщине, и в случае анализирования ориентации кристаллов доля площади поверхности с кубической ориентацией {001} <100> составит 5% или более, доля площади поверхности с ориентацией латуни {110} <112> составит 40% или менее, а доля площади поверхности с ориентацией меди {112} <111> составит 20% или менее. В соответствии с данным раскрытием изобретения в результате контролируемого выдерживания ориентации кристаллов в пластине из медного сплава данным образом возможным является получение достаточной обрабатываемости при изгибании для изгибания с надрезом.
Кроме того, в патентном документе 2 (WO2012/029717) раскрывается материал листа из медного сплава, содержащий от 1,0 до 5,0% (масс.) Ti и остаток, состоящий из меди и неизбежных примесей, где при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ материал листа из медного сплава характеризуется тем, что доля площади поверхности с кубической ориентацией {001} <100> находится в диапазоне от 5 до 50%. В соответствии с раскрытием изобретения имеет место корреляция между степенью накопления кубической ориентации и обрабатываемостью при изгибании и в результате контролируемого выдерживания кубической ориентации может быть получен материал листа из медного сплава, характеризующийся превосходной обрабатываемостью при изгибании и превосходной прочностью.
Кроме того, как это раскрывается в патентном документе 3 (JP2015-190044A), на ступени до отделочной холодной прокатки в результате контролируемого выдерживания соотношения средний размер зерен кристаллов по максимальной стороне / средний размер зерен ниже определенного уровня и в результате уменьшения численной плотности грубых частиц вторичной фазы может быть улучшен уровень обрабатываемости при изгибании материала листа из медного сплава, и могут быть уменьшены вариации. Кроме того, в патентном документе 4 (JP2004-052008A) раскрывается материал титаново-медного сплава, содержащий Ti в количестве в диапазоне от 1,0 до 5,0% (масс.) и остаток, состоящий из меди и неизбежных примесей, и характеризующийся тем, что значение соотношения (отклонение для размера зерен кристаллов) / (средний размер зерен кристаллов) составляет 0,60 или менее, а механические свойства, такие как обрабатываемость при изгибании и характеристики релаксации напряжения материала титаново-медного сплава являются однородными и хорошими.
Раскрытие сущности изобретения
Разрешаемая техническая проблема
Между тем, в целях обеспечения получения ощущения щелчка во время установки некоторые из материалов для сигнальных зажимов предварительно подвергают воздействию технологического процесса расплющивания по обеим сторонам зажима в целях уменьшения толщины пластины, а после этого подвергают воздействию технологического процесса изгибания, как и прежде. В данный момент времени проблема заключается в том, что в результате введения технологической деформации вследствие проведения технологического процесса расплющивания обрабатываемость при изгибании ухудшается в сопоставлении с состоянием, в котором технологический процесс расплющивания не проводят. По данной причине сохранение обрабатываемости при изгибании даже в случае проведения технологического процесса расплющивания считается проблематичным. Несмотря на оказание изобретениями, описанными в патентных документах 1-4, определенного воздействия в направлении улучшения обрабатываемости при изгибании желательным является дополнительное улучшение в целях соответствия требованиям к обрабатываемости при изгибании титаново-медного материала для электронных компонентов, для которого используется технологический процесс расплющивания.
Поэтому одна цель настоящего изобретения заключается в улучшении обрабатываемости при изгибании титаново-медного материала для электронных компонентов и в предложении титаново-медного материала для электронных компонентов, который характеризуется превосходной обрабатываемостью при изгибании даже в случае проведения технологического процесса расплющивания, и в предложении способа его изготовления.
Разрешение проблемы
В целях разрешения вышеупомянутой технической проблемы изобретатели настоящего изобретения провели обширные исследования и сделали открытия, заключающиеся в том, что в целях улучшения обрабатываемости при изгибании титаново-медного материала для электронных компонентов, для которого используется технологический процесс расплющивания, важным является одновременное контролируемое выдерживание коэффициента вариации размера зерен кристаллов при определении в качестве границы зерен кристаллов разницы ориентаций, составляющей 5° или более, и доли площади поверхности с кубической ориентацией {001} <100>.
Вдобавок к этому, изобретатели также сделали открытие, заключающееся в том, что для реализации описанного выше контролируемого выдерживания при изготовлении титаново-медного материала в результате горячей прокатки слитка титаново-медного материала со следующими далее стадией холодной прокатки и конечной термообработкой с образованием твердого раствора необходимым является осуществление минимального уровня обработки за один проход и совокупной степени обработки на стадии холодной прокатки в пределах определенного диапазона при одновременном установлении скорости увеличения температуры и температуры нагревания на стадии конечной термообработки с образованием твердого раствора в пределах определенного диапазона.
Настоящее изобретение сделали на основе вышеупомянутых открытий.
В соответствии с этим, настоящее изобретение описывается следующим далее образом:
(1) Титаново-медный материал, содержащий от 2,0 до 4,5% (масс.) Ti и по меньшей мере один элемент в совокупности, выбираемый из группы, состоящей из Fe, Co, Ni, Cr, Zn, Zr, P, B, Mo, V, Nb, Mn, Mg и Si, в совокупности в количестве в диапазоне от 0 до 0,5% (масс.) в качестве третьего элемента (элементов) и остаток, состоящий из меди и неизбежных примесей,
где при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ в отношении поверхности, подвергнутой прокатке, коэффициент вариации размера зерен кристаллов составляет 45% или менее при определении в качестве границы зерен кристаллов разницы ориентаций, составляющей 5° или более, а доля площади поверхности с кубической ориентацией {001} <100> составляет 5% или менее.
(2) Титаново-медный материал, соответствующий позиции (1), где при проведении испытания на изгибание W в направлении Бэдвея при r/t = 1,0 в соответствии со стандартом JIS-H 3130 (2012) после холодной прокатки при уровне обработки 10% средняя шероховатость Ra внешней периферийной поверхности изогнутого участка составляет 1,0 мкм или менее.
(3) Титаново-медный материал, соответствующий позициям (1) или (2), где при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ в отношении поверхности, подвергнутой прокатке, средний размер зерен кристаллов находится в диапазоне от 2 до 30 мкм при определении в качестве границы зерен кристаллов разницы ориентаций, составляющей 5° или более.
(4) Титаново-медный материал, соответствующий любой одной позиции от (1) до (3), где при проведении испытания на растяжение в соответствии со стандартом JIS-Z 2241 (2011) 0,2%-ный предел текучести при растяжении в направлении, параллельном направлению прокатки, составляет 800 МПа или более.
(5) Электронный компонент, содержащий титаново-медный материал, соответствующий любой одной позиции от (1) до (4).
(6) Способ изготовления титаново-медного материала, соответствующего любой одной позиции от (1) до (4), при этом способ включает:
стадию горячей прокатки слитка из титаново-медного материала, при этом слиток содержит от 2,0 до 4,5% (масс.) Ti и по меньшей мере один элемент, выбираемый из группы, состоящей из Fe, Co, Ni, Cr, Zn, Zr, P, B, Mo, V, Nb, Mn, Mg и Si, в совокупности в количестве в диапазоне от 0 до 0,5% (масс.) в качестве третьего элемента (элементов) и остаток, состоящий из меди и неизбежных примесей;
стадию холодной прокатки; и впоследствии
стадию конечной термообработки с образованием твердого раствора;
где на стадии холодной прокатки до стадии конечной термообработки с образованием твердого раствора минимальный уровень обработки за один проход находится в диапазоне от 10 до 30%, а при определении совокупной степени обработки η в виде η = ln {(толщина до холодной прокатки) / (толщина после холодной прокатки)} η находится в диапазоне от 1,0 или более до менее, чем 3,0; и
где на стадии конечной термообработки с образованием твердого раствора при обозначении добавляемого количества (% (масс.)) Ti символом Х температура нагревания (°С) находится в диапазоне от (52 × Х + 610) до (52 × Х + 680), а скорость увеличения температуры при 400°С или более находится в диапазоне от 20 до 30°С/сек.
Эффект от изобретения
В соответствии с настоящим изобретением может быть улучшена обрабатываемость при изгибании титаново-медного материала для электронных компонентов, и могут быть предложены титаново-медный материал для электронных компонентов, который характеризуется превосходной обрабатываемостью при изгибании даже в случае проведения технологического процесса расплющивания, а также способ его изготовления.
Осуществление изобретения
Концентрация Ti
В титаново-медном материале, соответствующем настоящему изобретению, концентрацию Ti устанавливают в диапазоне от 2,0 до 4,5% (масс.). В титаново-медном материале в результате проведения обработки с образованием твердого раствора Ti затвердевает в матрице Cu, а в результате проведения состаривающей обработки в сплаве диспергируются мелкие выделения, что, тем самым, увеличивает прочность и проводимость.
В случае концентрации Ti, составляющей менее, чем 2,0% (масс.), образование выделений станет недостаточным, и желательная прочность не может быть получена. В случае превышения концентрацией Ti 4,5% (масс.) ухудшится перерабатываемость, и материал легко разрушится во время прокатки. Учитывая баланс прочности и обрабатываемости, предпочтительная концентрация Ti находится в диапазоне от 2,5 до 3,5% (масс.).
Третий элемент (элементы)
В титаново-медном материале, соответствующем настоящему изобретению, могут содержаться один или несколько третьих элементов (элемент), выбираемых из группы, состоящей из Fe, Co, Ni, Cr, Zn, Zr, P, B, Mo, V, Nb, Mn, Mg и Si, и, тем самым, может быть дополнительно улучшена прочность. Однако, в случае превышения совокупной концентрацией третьего элемента (элементов) 0,5% (масс.) ухудшится перерабатываемость, и материал легко разрушится во время прокатки. Поэтому данные третьи элементы могут содержаться в совокупном количестве в диапазоне от 0 до 0,5% (масс.). Учитывая баланс между прочностью и обрабатываемостью, предпочтительным является содержание одного или нескольких вышеупомянутых элементов в совокупном количестве в диапазоне от 0,1 до 0,4% (масс.). Кроме того, что касается каждого дополнительного элемента, то Zr, P, B, V, Mg и Si могут содержаться в количестве в диапазоне от 0,01 до 0,15% (масс.), Fe, Co, Ni, Cr, Mo, Nb и Mn – в количестве в диапазоне от 0,01 до 0,3% (масс.), а Zn – в количестве в диапазоне от 0,1 до 0,5% (масс.).
Коэффициент вариации размера зерен кристаллов
Титаново-медный материал, соответствующий настоящему изобретению, характеризуется тем, что относительная вариация размера зерен кристаллов является маленькой. Данную вариацию оценивают при использовании коэффициента вариации, рассчитываемого исходя из среднего размера зерен кристаллов и среднеквадратического отклонения, в частности, на основании формулы: среднеквадратическое отклонение / средний размер зерен кристаллов × 100. Значение коэффициента вариации устанавливают составляющим 45% или менее.
В случае попадания коэффициента вариации размера зерен кристаллов в пределы вышеупомянутого диапазона могут быть подавлены вариации размера зерен кристаллов, и дислокация станет однородной, а напряжение во время изгибания рассеивается, и можно будет ожидать улучшения обрабатываемости при изгибании. С данной точки зрения коэффициент вариации размера зерен кристаллов предпочтительно составляет 43% или менее, более предпочтительно 41% или менее, еще более предпочтительно 39% или менее.
Вдобавок к этому, средний размер зерен кристаллов и среднеквадратическое отклонение получают при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ (дифракция обратного рассеяния электронов) в отношении поверхности, подвергнутой прокатке, используя программное обеспечение для анализирования, прилагаемое к методу ДОРЭ, (например, продукт OIM Analysis, предлагаемый компанией TSL Solutions Co., Ltd.), где средний размер зерен кристаллов и среднеквадратическое отклонение рассчитывают при определении в качестве границы зерен разницы ориентаций, составляющей 5° или более.
В настоящем изобретении в качестве условий проведения измерения для измерения при использовании метода ДОРЭ применяли следующие далее условия.
(А) Условия для метода СЭМ
Условия для пучка: ускоряющее напряжение 15 кВ, величина тока облучения 5 × 10– 8 А
Рабочее расстояние: 25 мм
Поле обзора при наблюдении: 200 мкм × 200 мкм
Поверхность наблюдения: поверхность, подвергнутая прокатке
Предварительная обработка поверхности наблюдения: электролитическое полирование в растворе фосфорной кислоты 67% + серной кислоты 10% + воды в условиях 15 В × 60 секунд для обнажения структуры
(В) Условия для метода ДОРЭ
Программа измерения: OIM Data Collection
Программа анализирования данных: OIM Analysis (Ver. 5.3)
Ширина шага: 0,5 мкм
Доля площади поверхности с кубической ориентацией.
В титаново-медном материале, соответствующем настоящему изобретению, долю площади поверхности с кубической ориентацией {001} <100> контролируемо выдерживают составляющей 5% или менее. В случае доли площади поверхности с кубической ориентацией, составляющей 5% или менее, в комбинации с описанным выше коэффициентом вариации размера зерен кристаллов может быть улучшена обрабатываемость при изгибании титаново-медного материала, соответствующего настоящему изобретению.
Причина улучшения обрабатываемости при изгибании титаново-медного материала не ясна, но предположительно она заключается в нижеследующем. То есть, при проведении изгибания обычно происходит пластическое деформирование, и в зернах кристаллов накапливается деформация. Однако, кубическая ориентация с трудом подвергается пластическому деформированию, и деформация с трудом вводится в результате переработки при изгибании. В случае увеличения доли с кубической ориентацией накопление деформации станет несбалансированным, и вследствие локально накопившейся деформации образуются трещины. Наоборот, в случае маленькой доли с кубической ориентацией накопление деформации станет однородным, а обрабатываемость при изгибании улучшится. Кроме того, в результате уменьшения размера зерен кристаллов уменьшится величина деформации, накопленной для каждого размера зерен кристаллов, и улучшится изгибаемость.
В настоящем документе кубическая ориентация относится к состоянию, в котором плоскость (001) ориентирована в нормальном направлении (НН) к поверхности, подвергнутой прокатке, а плоскость (100) находится в направлении прокатки (НП) при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ в отношении поверхности, подвергнутой прокатке. Она указывается индексом {001} <100>.
Обрабатываемость при изгибании
Титаново-медный материал, соответствующий настоящему изобретению, может характеризоваться превосходной обрабатываемостью при изгибании. В одном варианте осуществления титаново-медного материала, соответствующего настоящему изобретению, в случае проведения холодной прокатки при уровне обработки 10%, что моделирует технологический процесс расплющивания, а впоследствии проведения испытания на изгибание W в направлении Бэдвея при r/t = 1,0 в соответствии со стандартом JIS-H 3130 (2012) после холодной прокатки средняя шероховатость Ra внешней периферийной поверхности изогнутого участка составляет 1,0 мкм или менее. Среднюю шероховатость Ra рассчитывают в соответствии со стандартом JIS-B 0601 (2013). Незначительность средней шероховатости изогнутого участка даже после изгибания означает затруднительность возникновения на изогнутом участке вредных трещин, которые могут вызывать разрушение. В общем случае средняя шероховатость Ra поверхности титаново-медного материала, соответствующего настоящему изобретению, до испытания на изгибание составляет 0,2 мкм или менее.
Уровень обработки, который моделирует технологический процесс расплющивания, основывается на следующем далее уравнении. В уравнении Т0 представляет собой толщину слитка до холодной прокатки, а Т представляет собой толщину слитка по завершении холодной прокатки.
Уровень обработки (%) = {(T0 – T) / T0} × 100
Средний размер зерен кристаллов
С точки зрения улучшения прочности, обрабатываемости при изгибании и усталостных характеристик хорошо сбалансированным образом в одном варианте осуществления титаново-медного материала, соответствующего настоящему изобретению, предпочтительным является контролируемое выдерживание среднего размера зерен кристаллов на поверхности, подвергнутой прокатке, в пределах диапазона от 2 до 30 мкм, более предпочтительно в диапазоне от 2 до 15 мкм, а еще более предпочтительно в диапазоне от 2 до 10 мкм.
Что касается среднего размера зерен кристаллов, использующегося для вычисления описанного выше коэффициента вариации размера зерен кристаллов, то средний размер зерен кристаллов обозначает средний размер зерен кристаллов, полученный при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ (дифракция обратного рассеяния электронов) в отношении поверхности, подвергнутой прокатке, используя программное обеспечение для анализирования, прилагаемое к методу ДОРЭ, (например, продукт OIM Analysis, предлагаемый компанией TSL Solutions Co., Ltd.), где средний размер зерен кристаллов рассчитывают при определении в качестве границы зерен разницы ориентаций, составляющей 5° или более.
0,2%-ный предел текучести при растяжении
В некоторых вариантах осуществления титаново-медного материала, соответствующего настоящему изобретению, 0,2%-ный предел текучести при растяжении в направлении, параллельном направлению прокатки, может составлять 800 МПа или более. 0,2%-ный предел текучести при растяжении титаново-медного материала, соответствующего настоящему изобретению, может составлять 850 МПа или более в одном предпочтительном варианте осуществления, 900 МПа или более в одном дополнительном предпочтительном варианте осуществления и 950 МПа или более в одном дополнительном предпочтительном варианте осуществления.
С точки зрения прочности, намечаемой в настоящем изобретении, на верхнее предельное значение 0,2%-ного предела текучести при растяжении конкретных ограничений не накладывают, но вследствие учета обременительности и дороговизны 0,2%-ный предел текучести при растяжении титаново-медного материала, соответствующего настоящему изобретению, в общем случае составляет 1300 МПа или менее, обычно 1200 МПа или менее, более часто 1100 МПа или менее.
В настоящем изобретении 0,2%-ный предел текучести при растяжении в направлении, параллельном направлению прокатки, измеряют в соответствии со стандартом JIS-Z 2241 (2011) (метод испытания металлического материала на растяжение).
Толщина титаново-медного материала
В одном варианте осуществления титаново-медного материала, соответствующего настоящему изобретению, толщина может составлять 1,0 мм или менее. В одном типичном варианте осуществления толщина может находиться в диапазоне от 0,02 до 0,8 мм, а в одном более типичном варианте осуществления толщина может находиться в диапазоне от 0,05 до 0,5 мм.
Применимость
Титаново-медный материал, соответствующий настоящему изобретению, может быть переработан в различные протяженные продукты из меди, такие как пластины, полосы, трубы, стержни и проволоки. Титаново-медный материал, соответствующий настоящему изобретению, предпочтительно используют в качестве проводящего материала или материала пружины в электронных компонентах, таких как переключатель, соединитель, модуль видеокамеры с автоматической фокусировкой, штепсель, зажим (в частности, зажим аккумулятора), реле и тому подобное, хотя на его область применения ограничений не накладывают. Данные электронные компоненты могут быть использованы, например, в качестве автомобильных деталей или деталей для электротехнического и электронного оборудования.
Способ изготовления
Ниже в настоящем документе будут последовательно описываться для каждой стадии предпочтительные примеры производства титаново-медного материала, соответствующего настоящему изобретению.
Получение слитка
Получение слитка в результате плавления и разливки в основном проводят в вакууме или в атмосфере инертного газа. В случае присутствия во время растворения нерастворенных остатков добавленного элемента (элементов) это не позволит реализовать эффективное воздействие, направленное на улучшение прочности. Поэтому в целях исключения нерастворенных остатков для третьих элементов, характеризующихся высокой температурой плавления, таких как Fe или Cr, после добавления элемента необходимо провести достаточное перемешивание и выдерживание в течение определенного периода времени. С другой стороны, поскольку элемент Ti является относительно растворимым в Cu, он может быть добавлен после растворения третьего элемента (элементов). Поэтому в целях производства слитка желательно сначала добавлять один или несколько элементов, выбираемых из группы, состоящей из Fe, Co, Ni, Cr, Zn, Zr, P, B, Mo, V, Nb, Mn, Mg и Si, в совокупности в количестве в диапазоне от 0 до 0,5% (масс.), а после этого добавлять Ti до концентрации в диапазоне от 2,0 до 4,5% (масс.).
Гомогенизирующий отжиг и горячая прокатка
Вследствие грубости ликвации с затвердеванием и кристаллизации, которые протекали во время получения слитка, желательно обеспечивать затвердевание включений в матрице в целях придания им меньшего размера, а более желательно исключения их по возможности в наибольшей степени в результате проведения гомогенизирующего отжига. Это обуславливается эффективностью предотвращения появления изгибных трещин. Говоря конкретно, после технологического процесса получения слитка предпочтительными являются проведение гомогенизирующего отжига в результате нагревания до температуры в диапазоне от 900 до 970°С и выдерживания в течение от 3 до 24 часов, а после этого проведение горячей прокатки. В целях предотвращения жидкометаллического охрупчивания предпочтительными являются установление температуры, составляющей 960°С или менее, до и во время горячей прокатки и установление температуры, составляющей 900°С или более, во время проходов от первоначальной толщины до совокупной степени обжатия 90%.
Холодная прокатка и отжиг
После горячей прокатки проводят холодную прокатку. Уровень обработки при холодной прокатке обычно составляет 30% или более.
Вслед за этим впоследствии может быть проведен отжиг. В данном случае условия отжига обычно представляют собой 900°С и 1-5 минут. Холодная прокатка и отжиг могут быть повторены по мере надобности могут быть повторены.
Первая термообработка с образованием твердого раствора
После надлежащего повторения холодной прокатки и отжига предпочтительным является проведение первой термообработки с образованием твердого раствора. В данном случае причина предварительного проведения термообработки с образованием твердого раствора заключается в уменьшении нагрузки на конечную обработку с образованием твердого раствора. То есть, при конечной термообработке с образованием твердого раствора вследствие уже солюционирования частиц вторичной фазы термообработка для твердого раствора частиц вторичной фазы не требуется, и только необходимо выдерживать данное состояние и, кроме того, стимулировать рекристаллизацию таким образом, чтобы легкая термообработка была бы достаточной. Говоря конкретно, первая термообработка с образованием твердого раствора может быть проведена при температуре нагревания в диапазоне от 850 до 900°С в течение от 2 до 10 минут. Также предпочтительными являются установление скорости нагревания и скорости охлаждения в данный момент времени по возможности наибольшими и предотвращение образования выделений частиц вторичной фазы в ходе данного технологического процесса. Следует обратить внимание на то, что первая термообработка с образованием твердого раствора может и не проводиться.
Промежуточная прокатка
На долю площади поверхности с кубической ориентацией и коэффициент вариации размера зерен кристаллов значительное воздействие оказывает рекристаллизация при конечной термообработке с образованием твердого раствора. Поскольку движущая сила рекристаллизации представляет собой деформацию, введенную в результате промежуточной прокатки, которая представляет собой предшествующий технологический процесс, становится важным контролируемое выдерживание минимального уровня обработки за один проход и совокупной степени обработки. В данном случае необходимо устанавливать минимальный уровень обработки за один проход в диапазоне от 10 до 30%, а при определении совокупной степени обработки η в виде η = ln {(толщина до холодной прокатки) / (толщина после холодной прокатки)} значение η необходимо устанавливать в диапазоне от 1,0 или более до менее, чем 3,0.
В случае минимального уровня обработки за один проход, составляющего менее, чем 10%, станет затруднительным контролируемое выдерживание доли площади поверхности с кубической ориентацией титаново-медного материала, полученного в заключение, составляющей 5% или менее, в то время как в случае превышения минимальным уровнем обработки за проход 30% материал разрушится, и производство станет затруднительным. С данной точки зрения минимальный уровень обработки за один проход предпочтительно находится в диапазоне от 13 до 27%, более предпочтительно от 16 до 24%.
Кроме того, в случае совокупной степени обработки η, составляющей менее, чем 1,0, станет затруднительным контролируемое выдерживание коэффициента вариации размера зерен кристаллов титаново-медного материала, полученного в заключение, составляющим 45% или менее, в то время как в случае совокупной степени переработки η, составляющей 3,0 или менее, также станет затруднительным контролируемое выдерживание коэффициента вариации размера зерен кристаллов титаново-медного материала, полученного в заключение, составляющим 45% или менее. С данной точки зрения совокупная степень обработки η предпочтительно находится в диапазоне от 1,3 до 2,7, более предпочтительно от 1,6 до 2,4.
Уровень обработки за один проход может быть получен на основании следующего далее уравнения. В уравнении Т0 представляет собой толщину слитка до холодной прокатки, а Т представляет собой толщину слитка по завершении холодной прокатки.
Уровень обработки (%) = {(T0 – T) / T0} × 100
Конечная термообработка с образованием твердого раствора
При конечной термообработке с образованием твердого раствора желательным является полное растворение выделений, но в случае нагревания до высокой температуры вплоть до полного исключения выделений зерна кристаллов будут иметь тенденцию к огрублению, таким образом, температуру нагревания устанавливают близкой к пределу растворимости в твердом растворе композиции частиц вторичной фазы. Говоря конкретно, при обозначении добавляемого количества (% (масс.)) Ti символом Х температуру нагревания (°С) устанавливают в диапазоне от (52 × Х + 610) до (52 × Х + 680). В случае температуры нагревания, составляющей менее, чем 52 × Х + 610, рекристаллизация станет недостаточной, а в случае превышения температурой нагревания 52 × Х + 680 размер зерен кристаллов станет грубым, и обрабатываемость при изгибании титаново-медного материала, полученного в заключение, значительно ухудшится. В данном случае необходимо контролируемо выдерживать скорость увеличения температуры при 400°С или более в диапазоне от 20 до 30°С/сек. В температурном диапазоне, составляющем 400°С или более, в случае скорости увеличения температуры, составляющей менее, чем 20°С/сек, в ходе технологического процесса увеличения температуры будет происходить образование выделений вследствие продолжительности времени нагревания, а в случае превышения скоростью увеличения температуры 30°С/сек вследствие сокращения времени будет иметь место нестабильная термообработка, и в результате станет затруднительным контролируемое выдерживание коэффициента вариации размера зерен кристаллов титаново-медного материала, полученного в заключение, составляющим 45% или менее.
В дополнение к этому, более короткое время нагревания при конечной термообработке с образованием твердого раствора может подавлять огрубление зерен кристаллов. Время нагревания может находиться в диапазоне, например, от 30 секунд до 10 минут, а обычно от 1 минуты до 8 минут. В течение данного периода времени даже в случае образования частиц вторичной фазы до тех пор, пока они будут тонко и однородно диспергированными, они будут почти что безвредными для прочности и обрабатываемости при изгибании. Однако, грубые частицы имеют тенденцию к дальнейшему росту при конечной состаривающей обработке, таким образом, в случае образования частиц вторичной фазы в течение данного периода времени они должны быть получены по возможности в наименьшем количестве и должны быть получены по возможности с наименьшим размером.
Отделочная холодная прокатка
За конечной термообработкой с образованием твердого раствора следует отделочная холодная прокатка. Несмотря на возможность увеличения прочности в результате отделочной холодной прокатки в целях получения обрабатываемости при изгибании, намечаемой в настоящем изобретении, желательным является установление степени обжатия в диапазоне от 5 до 50%, предпочтительно от 20 до 40%.
Состаривающая обработка
За отделочной холодной прокаткой следует состаривающая обработка. Предпочтительным является нагревание при температуре материала в диапазоне от 300 до 500°С в течение 1-50 часов, более предпочтительно при температуре материала в диапазоне от 350 до 450°С в течение от 10 до 30 часов. Состаривающую обработку предпочтительно проводят в инертной атмосфере, такой как Ar, N2, H2 и тому подобное, в целях подавления образования оксидной пленки.
Как это можно сказать, обобщая вышеизложенное, в одном варианте осуществления способа изготовления титаново-медного материала, соответствующего настоящему изобретению, способ включает:
стадию получения слитка из титаново-медного материала, при этом слиток содержит от 2,0 до 4,5% (масс.) Ti и по меньшей мере один элемент, выбираемый из группы, состоящей из Fe, Co, Ni, Cr, Zn, Zr, P, B, Mo, V, Nb, Mn, Mg и Si, в совокупности в количестве в диапазоне от 0 до 0,5% (масс.) в качестве третьего элемента (элементов) и остаток, состоящий из меди и неизбежных примесей;
стадию горячей прокатки слитка;
стадию холодной прокатки, где минимальный уровень обработки за один проход находится в диапазоне от 10 до 30%, а при определении совокупной степени обработки η в виде η = ln {(толщина до холодной прокатки) / (толщина после холодной прокатки)} η находится в диапазоне от 1,0 или более до менее, чем 3,0; и
стадию конечной термообработки с образованием твердого раствора, где при обозначении добавляемого количества (% (масс.)) Ti символом Х температура нагревания (°С) находится в диапазоне от (52 × Х + 610) до (52 × Х + 680), а скорость увеличения температуры при 400°С или более находится в диапазоне от 20 до 30°С/сек.
Специалисты в соответствующей области техники должны осознавать возможность надлежащего проведения между вышеупомянутыми стадиями таких стадий, как шлифование, полирование, дробеструйная обработка, кислотное промывание и тому подобное, для удаления окисной окалины на поверхности.
Примеры
Ниже в настоящем документе настоящее изобретение будет конкретно описываться при использовании примеров и сравнительных примеров. Однако, описания следующих далее примеров и сравнительных примеров представляют собой просто конкретные примеры для облегчения понимания технического содержания настоящего изобретения, и на технический объем настоящего изобретения данными конкретными примерами ограничения не накладывают.
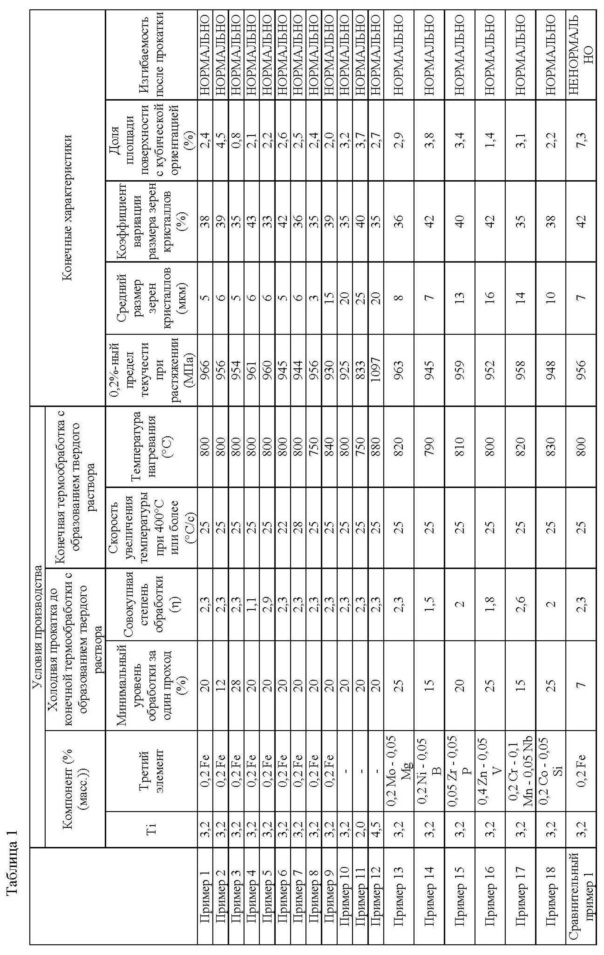
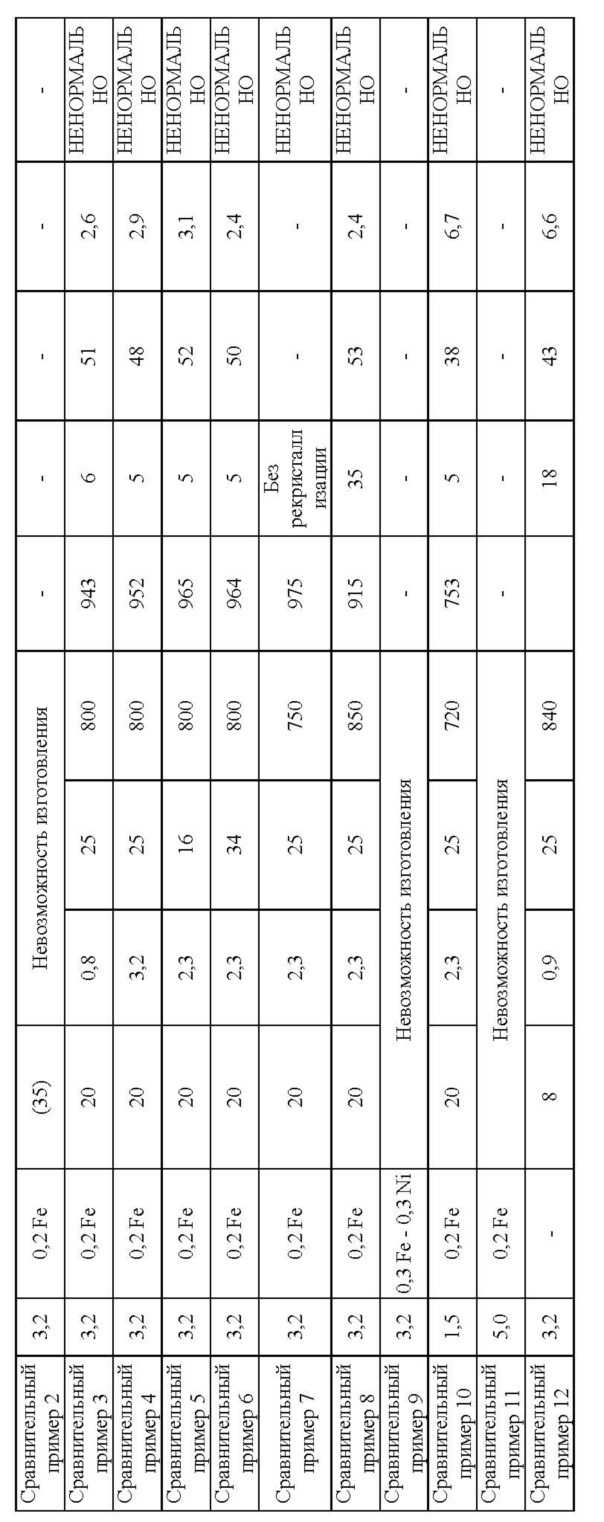
Сплавы, содержащие компоненты сплавов, продемонстрированные в таблице 1, и остаток, состоящий из меди и неизбежных примесей, использовали в качестве экспериментальных материалов и исследовали воздействие компонентов сплавов, производственных условий для холодной прокатки и последующей конечной термообработки с образованием твердого раствора на 0,2%-ный предел текучести при растяжении, коэффициент вариации размера зерен кристаллов, долю площади поверхности с кубической ориентацией и обрабатываемость при изгибании после прокатки.
Сначала 2,5 кг электролитической меди разжижали в печи для вакуумной плавки и добавляли третий элемент (элементы) при доле компонента в смеси, продемонстрированной в таблице 1, а после этого добавляли Ti при доле компонента в составе, продемонстрированной в той же самой таблице. После тщательного учета времени выдерживания после добавления в целях обеспечения отсутствия какого-либо остатка добавленных элементов материалы подавали в литейную форму в атмосфере Ar для производства слитков по приблизительно 2 кг каждый.
После гомогенизирующего отжига для слитка при 950°С в течение 3 часов проводили горячую прокатку при температуре в диапазоне от 900 до 950°С для получения горячекатаного листа, имеющего толщину 15 мм. После удаления окалины в результате фрезерования поверхности повторяли холодную прокатку и отжиг для получения толщин полос (в диапазоне от 0,3 до 3,3 мм) и в отношении полос проводили первую термообработку с образованием твердого раствора. Условия первой термообработки с образованием твердого раствора заключались в нагревании при 850°С в течение 10 минут, а после этого в водяном охлаждении. Впоследствии в условиях, продемонстрированных в таблице 1, проводили промежуточную холодную прокатку, после этого материал вводили в отжигательную печь, которая способна обеспечивать быстрое нагревание, и проводили конечную обработку с образованием твердого раствора со следующим далее водяным охлаждением. Условия нагревания в данный момент времени устанавливали таким образом, как это продемонстрировано в таблице 1. Вслед за этим после удаления окалины в результате кислотного промывания проводили отделочную холодную прокатку при степени обжатия 25% для получения толщины пластины 0,1 мм и в заключение проводили состаривающую обработку при 400°С × 20 часов в целях получения образцов для испытаний, соответственно, из примеров и сравнительных примеров.
В отношении полученных образцов для испытаний проводили следующие далее испытания.
0,2%-ный предел текучести при растяжении
Получали образец для испытаний в соответствии со стандартом JIS 13B и при использовании устройства для испытания на растяжение в соответствии с представленным выше методом измерения измеряли 0,2%-ный предел текучести при растяжении в направлении, параллельном направлению прокатки.
Средний размер зерен кристаллов
После полирования поверхности пластины (поверхности, подвергнутой прокатке) каждого образца для испытаний и травления ее при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ (дифракция обратного рассеяния электронов) в отношении поверхности, подвергнутой прокатке, используя программное обеспечение для анализирования, прилагаемое к методу ДОРЭ, (например, продукт OIM Analysis, предлагаемый компанией TSL Solutions Co., Ltd.), измеряли средний размер зерен кристаллов при определении в качестве границы зерен разницы ориентаций, составляющей 5° или более.
Коэффициент вариации размера зерен кристаллов
После полирования поверхности пластины (поверхности, подвергнутой прокатке) каждого образца для испытаний и травления ее при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ (дифракция обратного рассеяния электронов), используя программное обеспечение для анализирования, прилагаемое к методу ДОРЭ, (например, продукт OIM Analysis, предлагаемый компанией TSL Solutions Co., Ltd.), измеряли средний размер зерен кристаллов и среднеквадратическое отклонение в случае определения в качестве границы зерен разницы ориентаций, составляющей 5° или более, и за коэффициент вариации размера зерен кристаллов принимали величину среднеквадратическое отклонение / средний размер зерен кристаллов × 100.
Доля площади поверхности с кубической ориентацией (%)
После полирования поверхности пластины (поверхности, подвергнутой прокатке) каждого образца для испытаний и травления ее при анализировании ориентации кристаллов в результате проведения измерения при использовании метода ДОРЭ (дифракция обратного рассеяния электронов) измеряли долю площади поверхности (%) с кубической ориентацией. В случае попадания угла отклонения от кубической ориентации в пределы 15° рассмотрение проводили, как при кубической ориентации.
Изгибаемость после прокатки
Проводили холодную прокатку при уровне обработки 10%, что моделирует технологический процесс расплющивания, а впоследствии проводили испытание на изгибание W в направлении Бэдвея при r/t = 1,0 в соответствии со стандартом JIS-H 3130 (2012) после холодной прокатки. Наблюдали внешнюю периферийную поверхность изогнутого участка данного образца для испытаний. Что касается метода наблюдения, то внешнюю периферийную поверхность изогнутого участка фотографировали при использовании конфокального микроскопа HD100, изготовленного в компании Lasertec Corporation, и при использовании прилагаемого программного обеспечения измеряли и сопоставляли среднюю шероховатость Ra (в соответствии со стандартом JIS-B 0601: 2013). При наблюдении поверхности образца до изгибания при использовании конфокального микроскопа наличие нерегулярностей не подтверждалось, и в каждом случае средняя шероховатость Ra составляла 0,2 мкм или менее. Случай, в котором средняя шероховатость поверхности Ra после изгибания составляла 1,0 мкм или менее, оценивали термином «НОРМАЛЬНО», а случай, где Ra составлял более, чем 1,0 мкм, оценивали термином «НЕНОРМАЛЬНО».
Обсуждения
В примерах 1-18 коэффициент вариации размера зерен кристаллов составляет 45% или менее, а доля площади поверхности с кубической ориентацией составляет 5% или менее, таким образом, обрабатываемость при изгибании является превосходной. Кроме того, средний размер зерен кристаллов находился в диапазоне от 2 до 30 мкм, а 0,2%-ный предел текучести при растяжении составлял 800 МПа или более.
С другой стороны, в сравнительном примере 1 вследствие чрезмерно низкого минимального уровня обработки за один проход доля площади поверхности с кубической ориентацией выходила за пределы диапазона настоящего изобретения, и обрабатываемость при изгибании уступала тому, что имело место в примерах.
В сравнительном примере 2 минимальный уровень обработки за один проход был чрезмерно высоким, и в результате материал разрушался, и было невозможно продолжать производство.
Вследствие выхода совокупной степени обработки в сравнительном примере 3 и 4 за пределы диапазона настоящего изобретения коэффициент вариации размера зерен кристаллов выходил за пределы диапазона настоящего изобретения. Поэтому обрабатываемость при изгибании уступала тому, что имело место в примерах.
Вследствие выхода скорости увеличения температуры в сравнительных примерах 5 и 6 при 400°С или более за пределы диапазона настоящего изобретения коэффициент вариации размера зерен кристаллов выходил за пределы диапазона настоящего изобретения. Поэтому обрабатываемость при изгибании уступала тому, что имело место в примерах.
Вследствие чрезмерно низкой температуры нагревания в сравнительном примере 7 рекристаллизация была недостаточной, и титаново-медный материал, намечаемый для настоящего изобретения, не мог быть произведен.
Вследствие чрезмерно высокой температуры нагревания в сравнительном примере 8 коэффициент вариации размера зерен кристаллов превышал верхнее предельное значение настоящего изобретения. Поэтому обрабатываемость при изгибании уступала тому, что имело место в примерах.
Вследствие чрезмерно большого количества третьего элемента (элементов), добавляемого в сравнительном примере 9, материал растрескивался во время прокатки, и титаново-медный материал, намечаемый для настоящего изобретения, не мог быть произведен.
Вследствие чрезмерно маленького количества Ti, добавляемого в сравнительном примере 10, доля площади поверхности с кубической ориентацией превышала верхнее предельное значение настоящего изобретения. Поэтому обрабатываемость при изгибании уступала тому, что имело место в примерах.
Вследствие чрезмерно большого количества Ti, добавляемого в сравнительном примере 11, материал растрескивался во время прокатки, и титаново-медный материал, намечаемый для настоящего изобретения, не мог быть произведен.
Сравнительный пример 12 производили в соответствии с изобретением, соответствующим описанному выше патентному документу 4. В сравнительном примере 12 минимальный уровень обработки за один проход является низким, и совокупная степень обработки также является низкой. Помимо этого, температура нагревания является более высокой, чем диапазон настоящего изобретения. В результате доля площади поверхности с кубической ориентацией превышала верхнее предельное значение настоящего изобретения, и обрабатываемость прим изгибании уступала тому, что имело место в примерах.
Изобретение относится к металлургии, в частности к титаново-медным материалам для электронных компонентов. Может использоваться, например, в соединителях, зажимах аккумуляторов, штепселях, реле, переключателях, модулях видеокамеры. Титаново-медный материал содержит от 2,0 до 4,5 мас.% Ti, по меньшей мере один элемент, выбранный из группы: Fe, Co, Ni, Cr, Zn, Zr, P, B, Mo, V, Nb, Mn, Mg и Si, в суммарном количестве от 0 до 0,5 мас.%, медь и неизбежные примеси – остальное. В результате анализа ориентации кристаллов при проведения измерения методом дифракции обратного рассеяния электронов в отношении поверхности, подвергнутой прокатке коэффициент вариации размера зерен кристаллов составляет 45% или менее при определении в качестве границы зерен кристаллов разницы ориентаций, составляющей 5° или более. Доля площади поверхности с кубической ориентацией {001} <100> составляет 5% или менее. Обеспечивается улучшение обрабатываемости при изгибании титаново-медного материала. 3 н. и 3 з.п. ф-лы, 1 табл., 1 пр.
1. Титаново-медный материал, содержащий от 2,0 до 4,5 мас.% Ti и по меньшей мере один элемент, выбранный из группы, состоящей из Fe, Co, Ni, Cr, Zn, Zr, P, B, Mo, V, Nb, Mn, Mg и Si, в совокупности в количестве от 0 до 0,5 мас.% в качестве третьего элемента или элементов и медь и неизбежные примеси – остальное,
при этом при анализе ориентации кристаллов в результате проведения измерения методом дифракции обратного рассеяния электронов в отношении поверхности, подвергнутой прокатке, когда разница ориентаций в 5° или более определяется как граница зерен кристаллов, коэффициент вариации размера зерен кристаллов составляет 45% или менее, а доля площади поверхности с кубической ориентацией {001} <100> составляет 5% или менее.
2. Титаново-медный материал по п. 1, в котором при проведении испытания на изгибание W в направлении Бэдвея при r/t = 1,0 в соответствии со стандартом JIS-H 3130 (2012) после холодной прокатки при степени обработки 10% средняя шероховатость Ra внешней периферийной поверхности изогнутого участка составляет 1,0 мкм или менее.
3. Титаново-медный материал по п. 1 или 2, в котором при анализе ориентации кристаллов в результате проведения измерения при использовании метода дифракции обратного рассеяния электронов в отношении поверхности, подвергнутой прокатке, средний размер зерен кристаллов находится в диапазоне от 2 до 30 мкм при определении в качестве границы зерен кристаллов разницы ориентаций, составляющей 5° или более.
4. Титаново-медный материал по любому из пп. 1-3, в котором при проведении испытания на растяжение в соответствии со стандартом JIS-Z 2241 (2011) 0,2%-ный предел текучести при растяжении в направлении, параллельном направлению прокатки, составляет 800 МПа или более.
5. Электронный компонент, содержащий титаново-медный материал по любому из пп. 1-4.
6. Способ изготовления титаново-медного материала по любому из пп. 1-4, при этом способ включает:
стадию горячей прокатки слитка из титаново-медного материала, при этом слиток содержит от 2,0 до 4,5 мас.% Ti и по меньшей мере один элемент, выбранный из группы, состоящей из Fe, Co, Ni, Cr, Zn, Zr, P, B, Mo, V, Nb, Mn, Mg и Si, в совокупности в количестве от 0 до 0,5 мас.% в качестве третьего элемента или элементов и остальное, состоящее из меди и неизбежных примесей;
стадию холодной прокатки; и
последующую стадию конечной термообработки на твердый раствор;
при этом на стадии холодной прокатки до стадии конечной термообработки на твердый раствор минимальная степень обработки за один проход, являющаяся степенью обработки за один проход, которая имеет наименьшее значение степени обработки по сравнению с остальными проходами, находится в диапазоне от 10 до 30%, а при определении совокупной степени обработки η в виде η = ln {(толщина до холодной прокатки) / (толщина после холодной прокатки)}, η составляет 1,0 или более и менее, чем 3,0;
при этом на стадии конечной термообработки на твердый раствор при обозначении добавляемого количества (мас.%) Ti символом Х температура нагревания (°С) находится в диапазоне от (52 × Х + 610) до (52 × Х + 680), а скорость увеличения температуры при 400°С или более находится в диапазоне от 20 до 30°С/с.
| EP 3088541 A1, 02.11.2016 | |||
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2104139C1 |
| Меднохромотитановая лигатура | 1970 |
|
SU454751A3 |
| ЭЛЕКТРОЛИТИЧЕСКОЕ ОСАЖДЕНИЕ ЛИТИИРОВАННЫХ ОКСИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ ПРИ ИСПОЛЬЗОВАНИИ ИСХОДНЫХ ПРЕДШЕСТВЕННИКОВ С НИЗКОЙ СТЕПЕНЬЮ ЧИСТОТЫ | 2019 |
|
RU2784167C2 |
| US 8097102 B2, 17.01.2012 | |||
| СПОСОБ ПЕРЕДАЧИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ В ЛЕТАТЕЛЬНОМ АППАРАТЕ И ЭЛЕКТРОМЕХАНИЧЕСКАЯ КОНСТРУКЦИЯ ДЛЯ ПЕРЕДАЧИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2012 |
|
RU2610358C2 |

