ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка испрашивает приоритет на основании предварительной патентной заявки США № 62/158,727, поданной 8 мая 2015 года, полное содержание которой включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к областям материаловедения, химии материалов, металлургии, алюминиевых сплавов, производства алюминия, транспортной промышленности, промышленности автотранспортных средств, автомобильной промышленности, производства автотранспорта и родственным областям.
УРОВЕНЬ ТЕХНИКИ
[0003] Термически обрабатываемые, дисперсионно-твердеющие алюминиевые сплавы, такие как алюминиевые сплавы 2xxx, 6xxx и 7xxx, используют для производства панелей в транспортных средствах, таких как автомобили. Такие сплавы обычно поставляют заводу-производителю автомобилей в форме алюминиевого листа в ковком состоянии (или состоянии термической обработки) T4, чтобы производитель мог изготовить автомобильные панели штамповкой или прессованием. Для изготовления функциональных автомобильных панелей, соответствующих необходимым характеристикам прочности, производитель должен выполнить термическую обработку автомобильных панелей, изготовленных из алюминиевого сплава в состоянии термообработки T4, для повышения их прочности и перевода алюминиевого сплава в состояние термообработки T6. При изготовлении автомобилей термическую обработку внешних автомобильных панелей зачастую осуществляют в процессе спекания краски на собранном кузове автотранспортного средства. Для внутренних автомобильных деталей зачастую необходима отдельная термическая обработка, называемая термической обработкой после обработки металла давлением («PFHT»).
[0004] Современные способы, используемые в промышленности автотранспортных средств для термической обработки прессованных алюминиевых автомобильных панелей для повышения их прочности, имеют значительные недостатки. Термическая обработка во время цикла спекания краски собранных кузовов автотранспортных средств требует применения окрасочных линий с достаточной тепловой мощностью для достижения необходимой температуры, особенно для толстых и внутренних конструкционных элементов автомобиля. Термическая обработка в процессе спекания краски затруднительна, особенно для внутренних автомобильных панелей, поскольку внешние панели действуют как теплозащитный экран, что приводит к неравномерному упрочнению различных частей кузова автотранспортного средства. Например, во время обычного цикла спекания краски внешние панели могут быть подвержены действию температуры от 170 до 185°С в течение примерно 20 минут, что приводит к их упрочнению «спеканием». Однако во время такого же цикла спекания краски панели для пола в собранном автомобильном кузове подвержены действию температуры лишь от 130 до 160°С в течение 10-15 минут, что не обеспечивает существенного упрочнения. Несмотря на свою действенность, PFHT является неэффективной. Например, для достижения полного состояния термообработки T6 в панелях с применением PFHT может потребоваться термообработка при температуре примерно 225°С в течение примерно 30 минут. PFHT влечет за собой высокие энергетические затраты, занимает много времени и требует дорогостоящих модификаций производственных линий. Другими словами, PFHT значительно увеличивает стоимость и продолжительность циклов производства автотранспортных средств.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] В настоящем изобретении предложены изделия из алюминиевых сплавов и сопутствующие продукты, а также способы, которые могут быть использованы в транспортной промышленности или в других отраслях для изготовления деталей из алюминиевых сплавов, таких как автомобильные панели. В более широком смысле, продукты и способы согласно настоящему изобретению могут быть использованы при изготовлении алюминиевых деталей, применяемых в различных машинах и механизмах.
[0006] Предусмотренные варианты реализации настоящего изобретения определены формулой изобретения, а не изложенным раскрытием сущности изобретения. Настоящее раскрытие сущности изобретения представляет собой общий обзор различных аспектов настоящего изобретения и вводит некоторые концепции, которые дополнительно описаны ниже в разделе «Осуществление изобретения». Изложенное раскрытие сущности изобретения не предназначено для определения ключевых или существенных признаков заявленного объекта изобретения, а также не предназначено для использования отдельно от остального описания для определения границ объема заявленного объекта изобретения. Объект изобретения следует понимать со ссылкой на соответствующие части полного описания, любые или все чертежи и каждый пункт формулы изобретения.
[0007] Термины «изобретение», «это изобретение», «данное изобретение» и «настоящее изобретение» в данном контексте предназначены для широкого упоминания всего объекта данной патентной заявки и представленной ниже формулы изобретения. Утверждения, содержащие указанные термины, не ограничивают объект изобретения, описанного в настоящем документе, и не ограничивают значение или объем формулы изобретения, представленной ниже.
[0008] Описан улучшенный способ термической обработки изделий из алюминиевых сплавов, полученных из термически обрабатываемых дисперсионно-твердеющих алюминиевых сплавов, таких как алюминиевые сплавы 2xxx, 6xxx и 7xxx. Способы термообработки, описанные в настоящем документе, обеспечивают улучшение механических характеристик обрабатываемого изделия из металлического сплава, например, увеличивая его прочность. Улучшенные способы термообработки занимают значительно меньше времени и подразумевают очень быстрое нагревание, по сравнению со способами, используемыми в настоящее время в автомобильной промышленности для термообработки алюминиевых панелей, такими как PFHT. Улучшенные способы термообработки могут быть осуществлены на сплавах, предварительно состаренных или не состаренных.
[0009] Описанные способы термообработки могут быть эффективно внедрены в производственные процессы для изготовления автомобильных деталей, таких как автомобильные панели из алюминиевых сплавов, и могут успешно заменять PFHT в циклах автомобильного производства. В то же время изделия из алюминиевых сплавов, обработанные описанными способами улучшенной термообработки, могут достигать характеристик прочности, сравнимых с характеристиками, достижимыми с применением PFHT. Описанные способы термообработки, которые могут быть упомянуты как «шоковая термическая обработка», могут быть легко внедрены в существующие линии автомобильного производства, используемые для изготовления прессованных алюминиевых панелей. Например, участки шоковой термообработки могут быть внедрены в линию прессов участка по выпуску автомобильных панелей для изготовления термообработанных алюминиевых автомобильных панелей в состоянии термообработки T6 или T61. Термин «состояние термообработки T61» используют для обозначения промежуточного состояния термообработки между T4 и T6, с более высоким пределом прочности при разрыве, но более низким удлинением, чем материал в состоянии термообработки T4, и с более низким пределом прочности при разрыве, но более высоким удлинением, чем материал в состоянии T6. Термин «состояние термообработки T4» относится к алюминиевому сплаву, полученному без промежуточного отжига в камерной печи и предварительного старения. Кроме того, автомобильные панели могут иметь состояние термообработки T8. Термин «состояние термообработки T8» используют для обозначения сплава, который был подвержен закалке с образованием твердого раствора, холодной обработке, а затем искусственному старению. Сплавы, используемые в способах, описанных в настоящем документе, могут быть предварительно состарены или не состарены.
[0010] Несмотря на хорошую пригодность для термообработки автомобильных панелей из алюминиевых сплавов во время их производства, улучшенные способы термообработки обычно больше подходят для термообработки различных изделий из алюминиевых сплавов, таких как штампованные или прессованные изделия из алюминиевых сплавов, для изменения их механических свойств, например, для повышения их прочности. Описанные способы могут обеспечивать внедрение шоковой термообработки в существующие процессы и линии по выпуску изделий из алюминиевых сплавов, таких как штампованные алюминиевые изделия, улучшая указанные процессы и готовые изделия ускоренным и экономичным образом. В некоторых примерах улучшенный способ термообработки осуществляют посредством контактного нагрева с применением нагретых инструментов соответствующей формы для нагревания заготовки алюминиевого изделия. В некоторых примерах заготовку алюминиевого изделия подвергают нескольким стадиям шоковой термообработки, которые могут быть осуществлены при различных температурах. Такая комбинация различных стадий шоковой термообработки обеспечивает достижение требуемых механических свойств (например, прочности) алюминиевого изделия за более короткое время, чем в обычных процессах термообработки. В одном примере после стадии штамповки штампованное изделие из алюминиевого сплава может быть подвержено двум или более различным стадиям контактного нагрева при двух различных температурах. В другом примере после стадии штамповки различные детали штампованного изделия из алюминиевого сплава могут быть подвержены стадиям локального контактного шокового нагрева для достижения различных свойств прочности в различных частях изделия из алюминиевого сплава. В настоящем документе описаны также изделия из алюминиевых сплавов, полученные улучшенными способами термообработки, такие как автомобильные панели из алюминиевых сплавов. Применение полученных автомобильных панелей из алюминиевых сплавов для производства автомобильных кузовов также входит в объем настоящего изобретения.
[0011] Ниже представлены некоторые примерные варианты реализации изобретения. Один из неограничивающих примеров представляет собой способ повышения прочности формованного изделия из алюминиевого сплава, полученного из дисперсионно-твердеющего термически обрабатываемого алюминиевого сплава, включающий нагревание один или более раз по меньшей мере части формованного изделия из алюминиевого сплава, полученного из дисперсионно-твердеющего термически обрабатываемого алюминиевого сплава, до температуры термической обработки 250-300°С со скоростью нагревания 10-220°С/с и выдерживание при указанной температуре термообработки в течение 60 с или менее. Другой пример представляет собой способ получения формованного изделия из алюминиевого сплава из листа из дисперсионно-твердеющего термически обрабатываемого алюминиевого сплава, включающий формование листа из алюминиевого сплава с получением формованного изделия из алюминиевого сплава, нагревание один или более раз по меньшей мере части формованного изделия из алюминиевого сплава до температуры термообработки 250-300°С со скоростью нагревания 10-220°С/с и выдерживание при указанной температуре термообработки в течение 60 с или менее. На стадии штамповки формование может представлять собой формование посредством штампования, прессования или прессования в форме листа из алюминиевого сплава. В указанных выше примерах температура термической обработки может быть выдержана в течение 5-30 или 10-15 секунд. Дисперсионно-твердеющий термически обрабатываемый алюминиевый сплав может представлять собой алюминиевый сплав серии 2xxx, 6xxx или 7xxx. Дисперсионно-твердеющий термически обрабатываемый алюминиевый сплав может быть в состоянии термообработки T4 до стадии нагревания и/или в состоянии термообработки T6 или T61 после стадии нагревания. Предел прочности при разрыве дисперсионно-твердеющего, термически обрабатываемого алюминиевого сплава может увеличиваться после стадии нагревания по меньшей мере на 30-50 МПа. Нагревание может быть осуществлено в виде кондуктивного нагрева. По меньшей мере часть формованного изделия из алюминиевого сплава может быть нагрета с помощью одного или более нагретых штампов комплементарной формы. Формованное изделие из алюминиевого сплава может быть нагрето полностью или частично. Например, две или более части формованного изделия из алюминиевого сплава могут быть нагреты при одинаковой или различных температурах. Примерный способ может включать по меньшей мере две стадии нагревания при двух различных температурах и/или в течение различных интервалов времени. Например, способ может включать по меньшей мере две стадии нагревания при двух различных температурах. Температура второй стадии нагревания может быть ниже, чем температура первой стадии нагревания. В описанных выше способах формованное изделие из алюминиевого сплава может представлять собой автомобильную панель, но не обязательно является ей. Другим примером является криволинейный профиль из алюминиевого сплава, полученный описанными способами, такими как примерные способы, рассмотренные выше. Криволинейный профиль из алюминиевого сплава может представлять собой панель автомобильного транспортного средства, такую как автомобильная панель, или любой другой подходящий продукт. Другим неограничивающим примером является применение автомобильной панели для изготовления кузова автотранспортного средства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] На фиг. 1 представлено схематическое изображение способа штампования и термообработки алюминиевого листа.
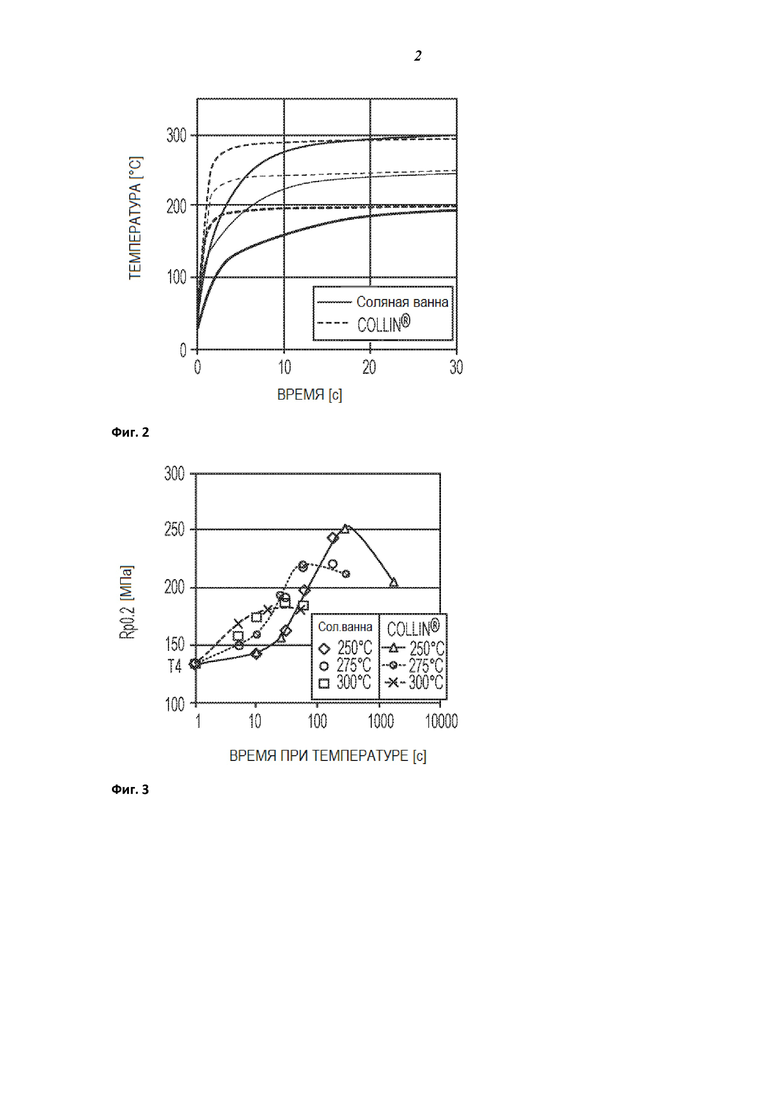
[0013] На фиг. 2 представлена диаграмма зависимости температуры от времени для образцов сплава AA6451, подверженных термообработке посредством погружения в соляную ванну (сплошные линии) или горячего прессования Collin® (пунктирные линии).
[0014] На фиг. 3 представлена диаграмма зависимости Rp0.2 от времени для образцов сплава AA6451, подверженных термообработке посредством погружения в соляную ванну и в прессе Collin®.
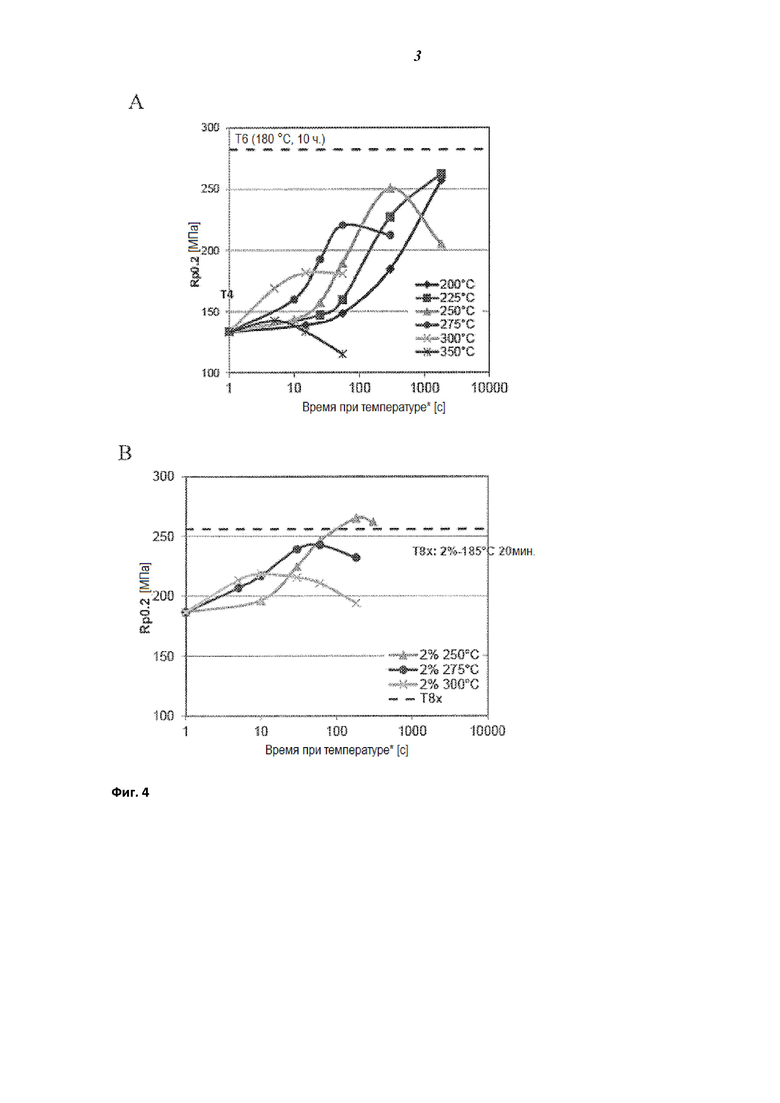
[0015] На фиг. 4A-B представлены диаграммы зависимости Rp0.2 от времени для образцов сплава AA6451, подверженных термообработке посредством погружения в соляную ванну (температура более 300°С) или в прессе Collin® (температура 300°С и ниже).
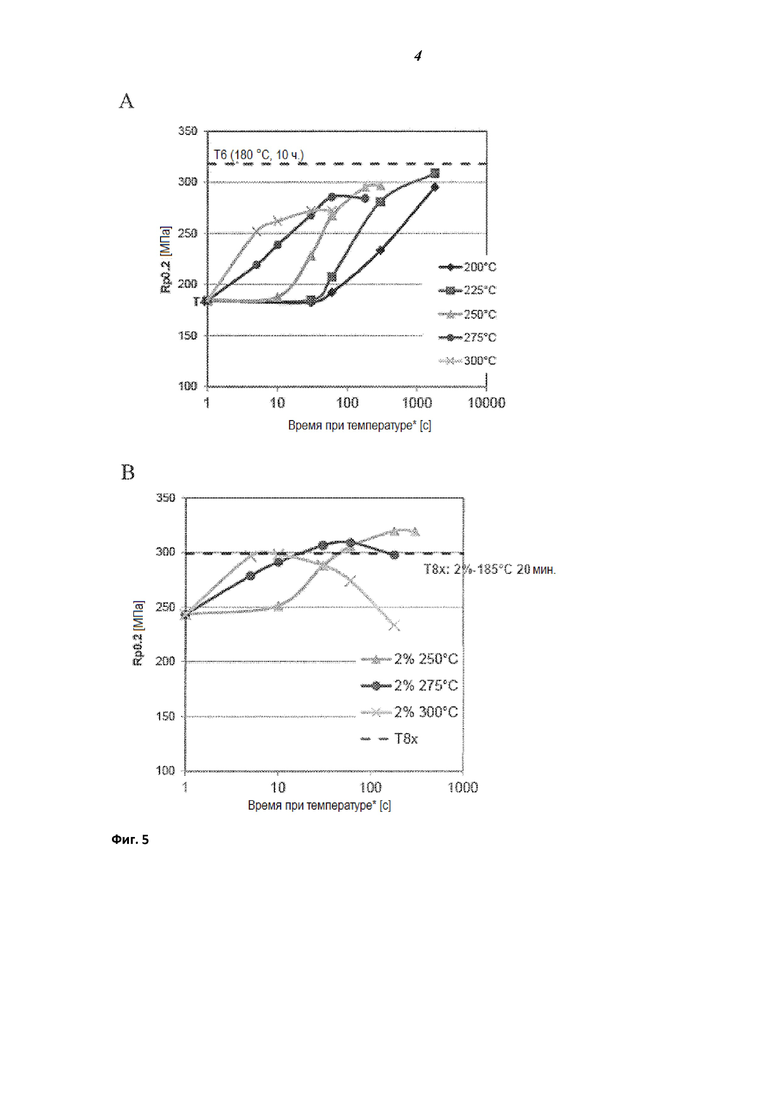
[0016] На фиг. 5A-B представлены диаграммы зависимости Rp0.2 от времени для образцов экспериментального сплава, подверженных термообработке в прессе Collin® при различных температурах и в течение различных интервалов времени.
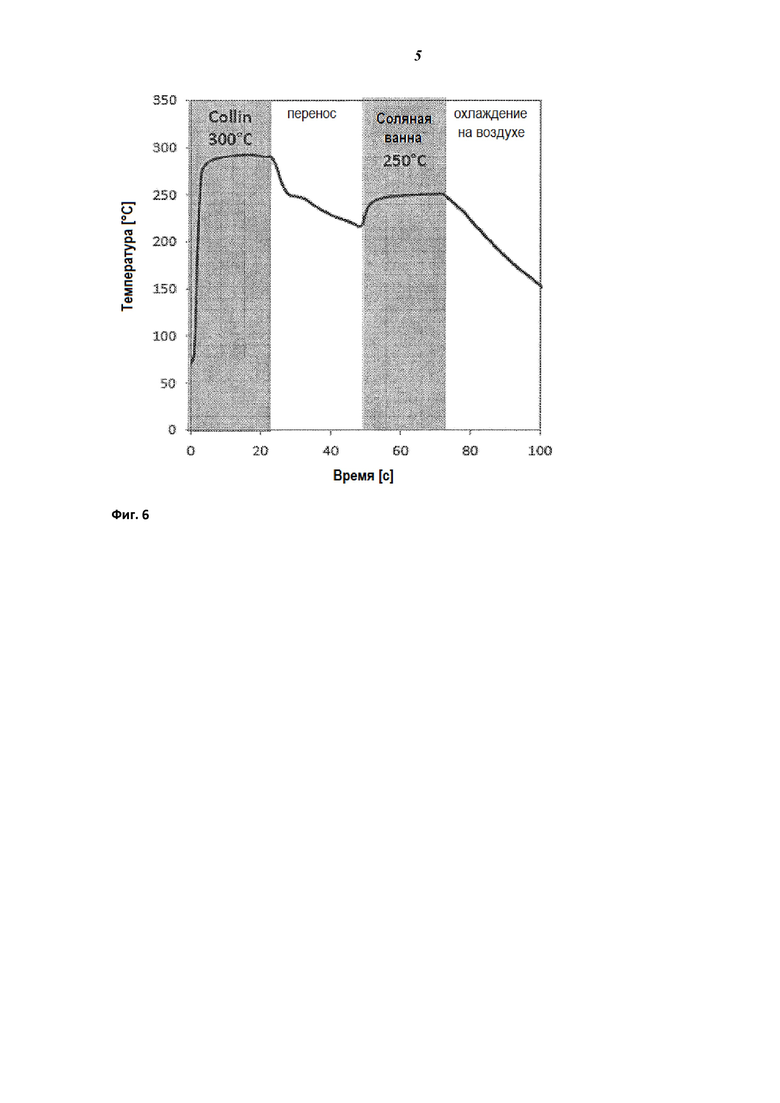
[0017] На фиг. 6 представлен примерный двустадийный способ термообработки, выполненный на образце сплава AA6451, включающий термообработку в прессе Collin® и последующую термообработку погружением в соляную ванну.
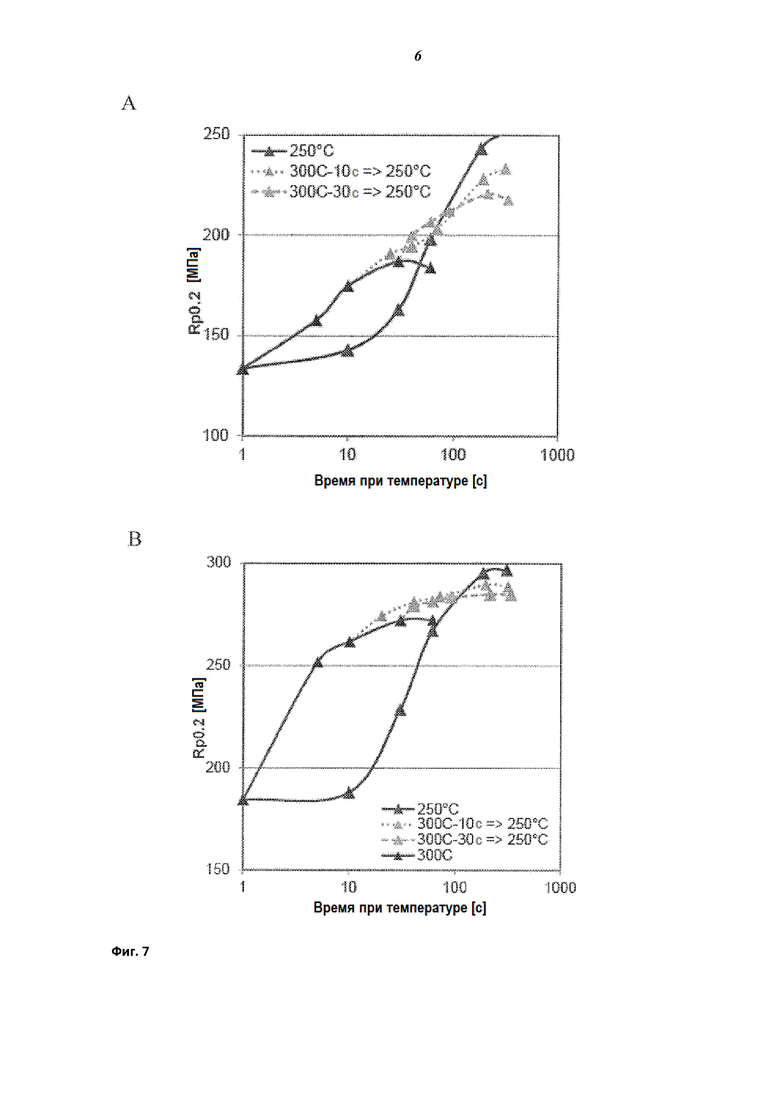
[0018] На фиг. 7A-B представлены диаграммы зависимости Rp0.2 от времени для образцов сплава AA6451 (диаграмма A) и экспериментального сплава (диаграмма B), подверженных различных процессам термической обработки.
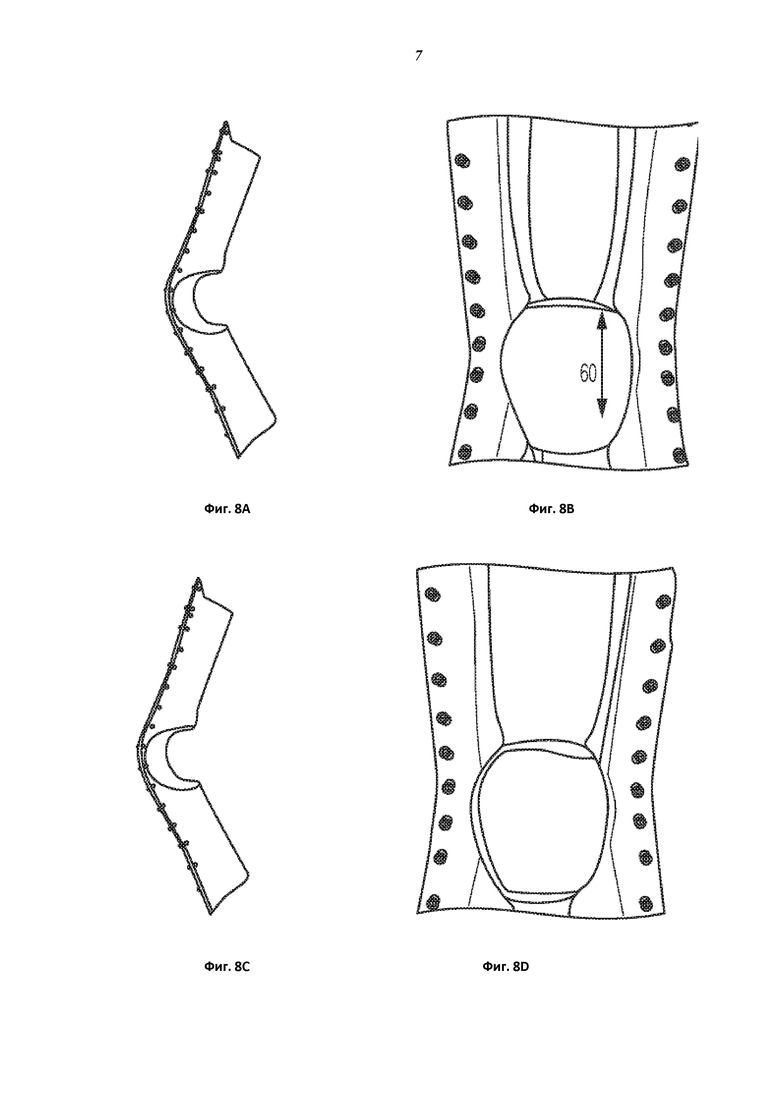
[0019] На фиг. 8A-D представлены схематические изображения трубок для разрушения из сплава, обработанного шоковой термообработкой (изображения A и B), и из сплава в состоянии термообработки T4 (изображения C и D) после горизонтального испытания на разрушение.
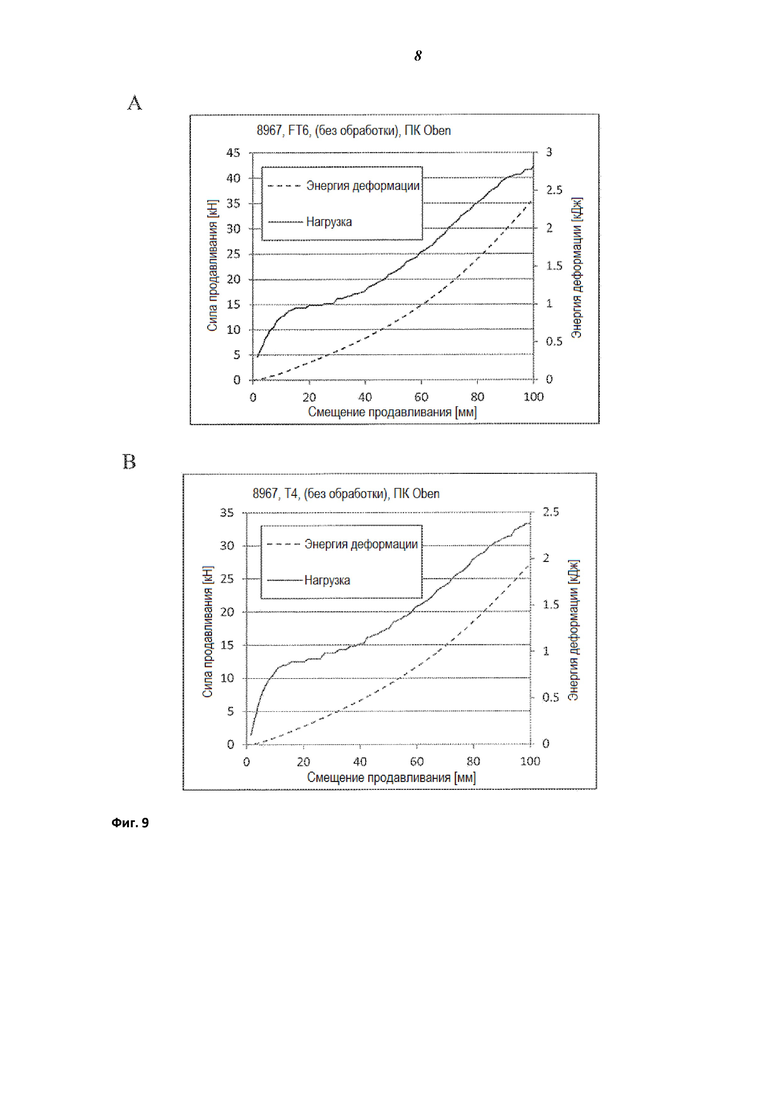
[0020] На фиг. 9A-B представлены диаграммы энергии деформации и нагрузки в зависимости от смещения для указанных сплавов в горизонтальном испытании на разрушение.
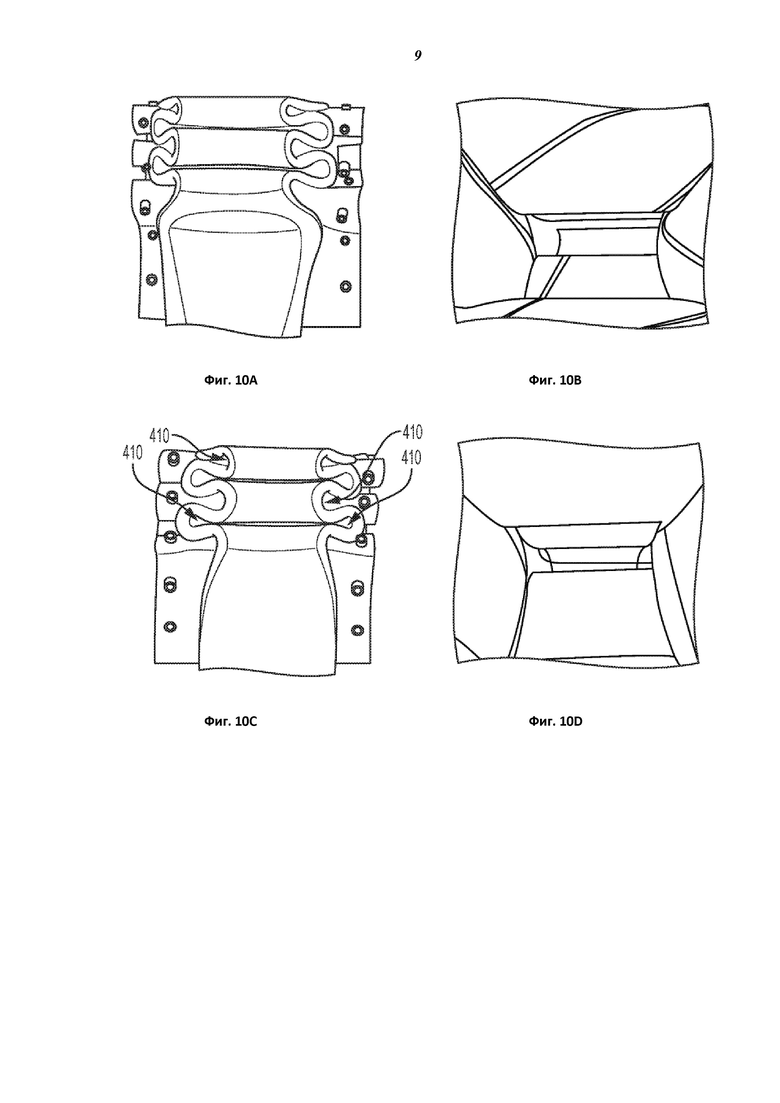
[0021] На фиг. 10A-D представлены схематические изображения трубок для разрушения из сплава, обработанного шоковой термообработкой (изображения A и B), и из сплава с обычной термической обработкой (изображения C и D) после вертикального испытания на разрушение.
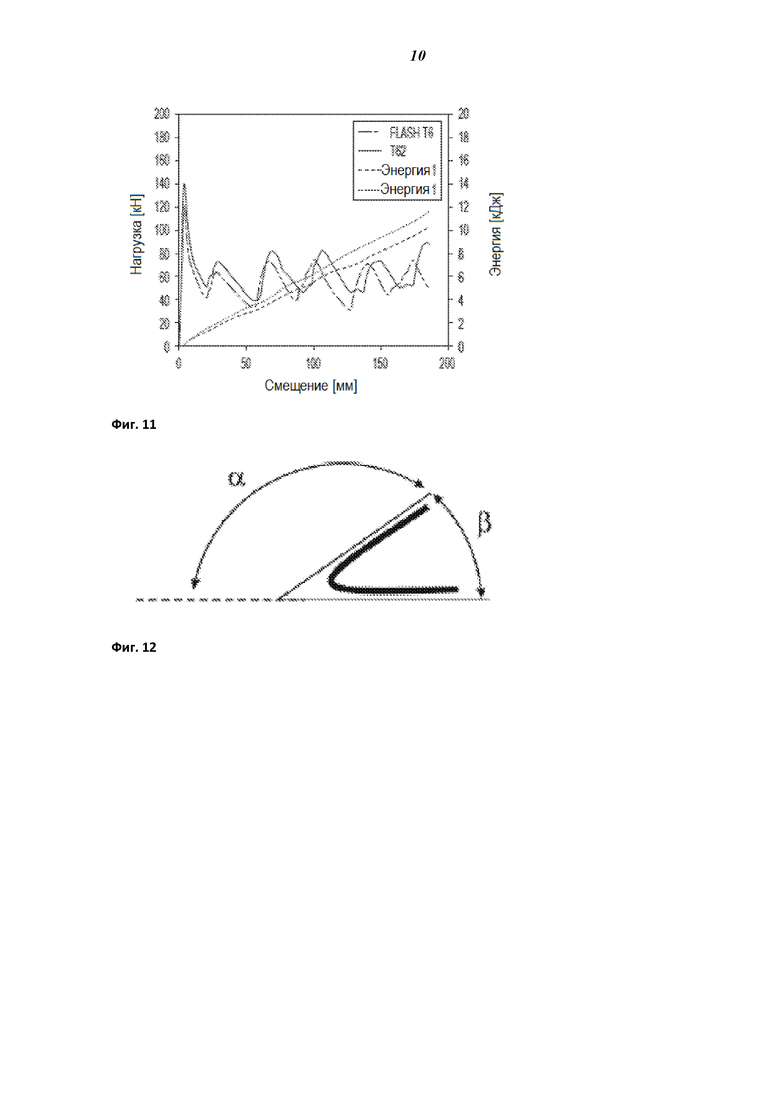
[0022] На фиг. 11 представлена диаграмма зависимости нагрузки и энергии от смещения для указанных сплавов в вертикальном испытании на разрушение.
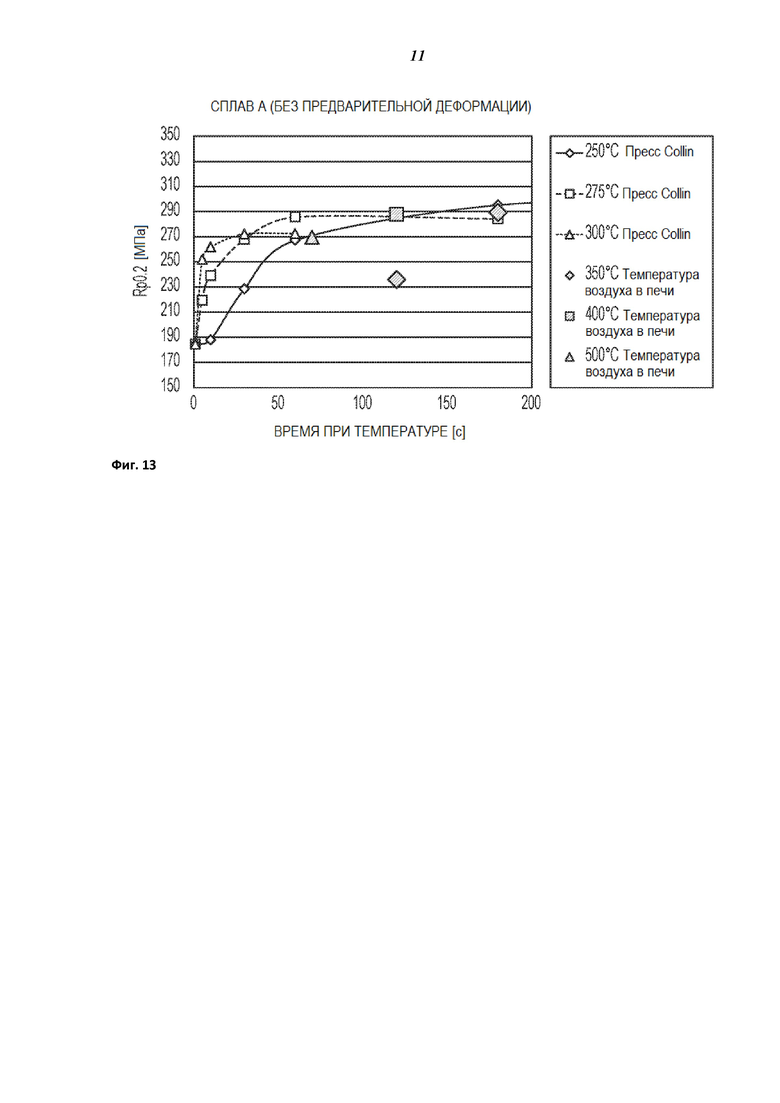
[0023] На фиг. 12 представлена схема испытания характеристик изгибания.
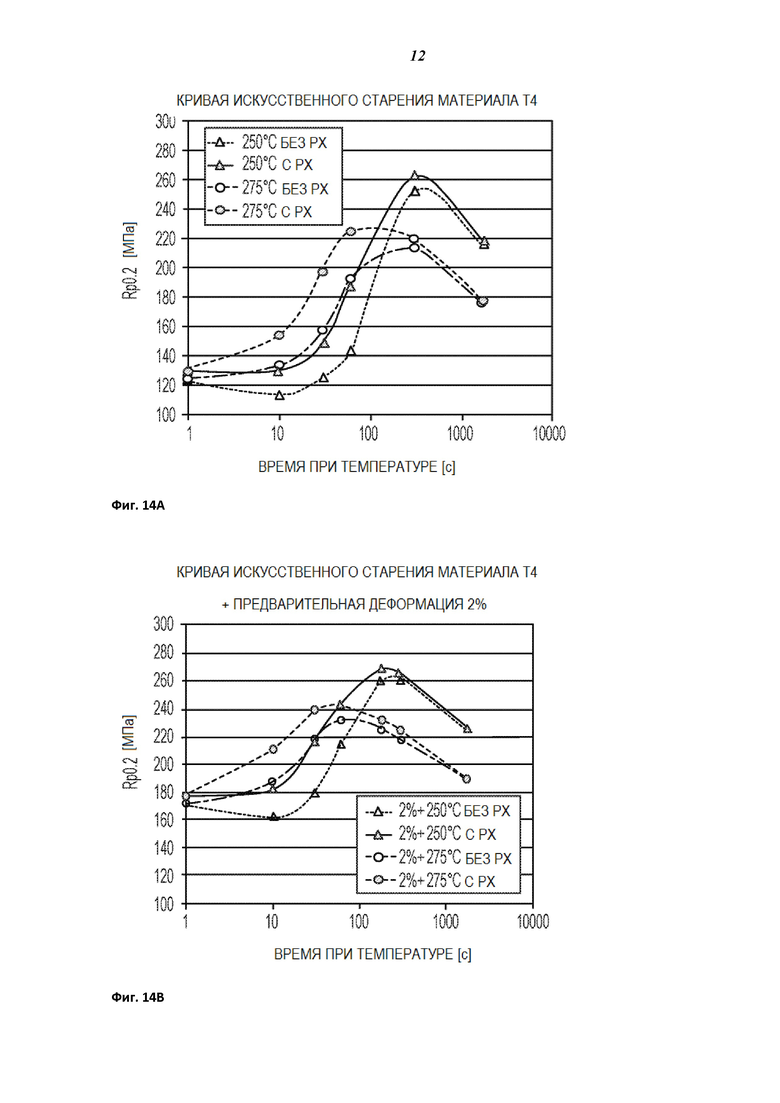
[0024] На фиг. 13 представлена диаграмма зависимости Rp0.2 от времени для сплавов, обработанных при различных температурах в прессе Collin® или горячим воздухом при различных температурах.
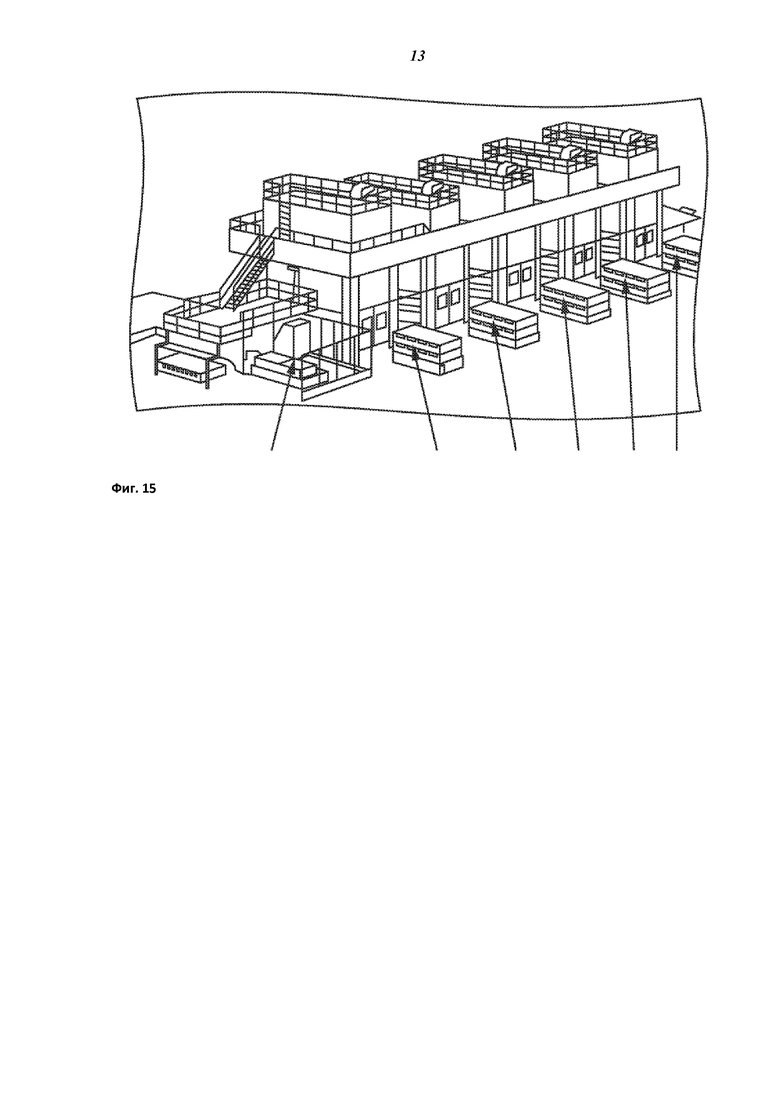
[0025] На фиг. 14A-B представлены диаграммы зависимости Rp0.2 от времени при различных температурах для предварительно состаренных и не состаренных сплавах в состоянии термообработки T4 и T4 с предварительной деформацией 2%.
[0026] На фиг. 15 представлено схематическое изображение интеграции шоковой термической обработки в линию прессовой штамповки.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0027] В настоящем документе описаны способы повышения прочности термически обрабатываемых дисперсионно-твердеющих алюминиевых сплавов, таких как алюминиевые сплавы 2xxx, 6xxx и 7xxx, часто используемых для изготовления автомобильных панелей. Способы повышения прочности термически обрабатываемых дисперсионно-твердеющих алюминиевых сплавов включают стадию термической обработки, называемую «шоковой термической обработкой», которая включает термообработку при 200-350°С, которую осуществляют при высокой скорости нагревания (например, 10-220°С/с) в течение короткого периода времени (например, в течение 60 секунд или менее, в течение 5-30 секунд или в течение 5-15 секунд). Способы шоковой термообработки, описанные в настоящем документе, обеспечивают повышение прочности термически обрабатываемых алюминиевых сплавов при использовании более короткого времени нагревания и более высоких скоростей нагревания, по сравнению с обычными процессами термообработки, такими как PFHT, обычно используемыми в автомобильной промышленности. В некоторых примерах шоковую термообработку осуществляют посредством контактного нагрева изделия из алюминиевого сплава между нагретыми штампами пресса, хотя могут быть использованные другие способы нагревания, более подробно описанные ниже.
[0028] Благодаря использованию короткого времени нагрева, шоковая термообработка в соответствии с некоторыми примерами может быть успешно внедрена в производственные линии и процессы, используемые в автомобильной промышленности для изготовления алюминиевых автомобильных деталей, таких как панели автомобильного кузова. Описанные способы шоковой термообработки не ограничены автомобильной промышленностью или, в более широком смысле, промышленностью автомобильных транспортных средств, и могут быть использованы в других отраслях промышленности, которые включают изготовление алюминиевых изделий. В одном примере формованное изделие из алюминиевого сплава (или его часть) получают из дисперсионно-твердеющего термически обрабатываемого алюминиевого сплава, такого как алюминиевый сплав серии 2xxx, 6xxx или 7xxx, и затем нагревают один или более раз до температуры 250-350°С в течение 60 секунд или менее. В другом примере способ включает формование изделия из листа дисперсионно-твердеющего, термически обрабатываемого алюминиевого сплава, например, посредством штампования, прессования или прессования в форме листа из алюминиевого сплава с последующим нагреванием изделия одни или более раз до 250-350°С в течение 60 секунд или менее. Шоковая термообработка подробнее описана ниже.
Шоковая термообработка
[0029] Способы в соответствии с описанными примерами включают применение одной или более стадий шоковой термообработки для изделия из алюминиевого сплава. Шоковая термообработка в соответствии с примерами, описанными в настоящем документе, представляет собой термообработку, осуществляемую в соответствии с характеристическими параметрами, такими как температура, продолжительность или скорость нагрева, которые могут быть использованы для описания стадии или стадий шоковой термообработки. Одним из характеристических параметров является продолжительность времени, в течение которого изделие из алюминиевого сплава выдерживают при повышенной температуре (т.е. время выдерживания), которое может составлять, но не ограничивается этим, от 2 секунд до 10 минут, 60 секунд или менее, от 2 до 120 секунд, от 2 до 60 секунд, от 2 до 30 секунд, от 2 до 20 секунд, от 2 до 15 секунд, от 2 до 10 секунд, от 2 до 5 секунд, от 5 до 120 секунд, от 5 до 60 секунд, от 5 до 30 секунд, от 5 до 20 секунд, от 5 до 30 секунд, от 5 до 15 секунд, от 5 до 10 секунд, от 10 до 120 секунд, от 10 до 60 секунд, от 10 до 30 секунд, от 10 до 20 секунд или от 10 до 15 секунд. Некоторые примерные интервалы выдерживания в процессе шоковой термообработки составляют примерно 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55 секунд, 1 минуту (60 секунд) или 2 минуты (120 секунд). В процессе шоковой термообработки можно использовать более одной стадии шоковой термообработки. Например, в некоторых случаях можно осуществить от 2 до 5 стадий шоковой термообработки по 5 секунд, что обеспечивает совокупное время шоковой термообработки от 10 до 25 секунд. Каждая из нескольких стадий термообработки может быть осуществлена в течение одного из указанных выше интервалов времени; для различных стадий можно использовать разную продолжительность. В некоторых случаях совокупная или общая продолжительность нескольких стадий шоковой термообработки может быть больше, чем максимальное время выдерживания, указанное выше. Осуществление стадии термообработки в течение относительно короткого периода времени, такого как от 5 до 30 секунд, обеспечивает возможность эффективного внедрения стадии термообработки в некоторых технологические процессы и производственные линии, такие как линия по выпуску автомобильных панелей, без существенного нарушения таких линий и процессов. Шоковая термообработка, раскрытая в настоящем документе, может обеспечивать улучшение механических характеристик алюминиевого сплава, которые по меньшей мере сопоставимы с улучшениями, достигаемыми другими способами термообработки с использованием более продолжительного времени выдержки.
[0030] Более короткое время выдержки для шоковой термообработки может быть достигнуто посредством выбора температуры шоковой термообработки, так что требуемые изменения механических характеристик дисперсионно-твердеющего алюминиевого сплава изменяются за относительно короткое время. Механические свойства алюминиевого сплава, достигаемые при использовании шоковой термообработки в соответствии со способами, описанными в настоящем документе, могут быть специально подобраны посредством изменения температуры, времени или обоих параметров шоковой термообработки. В процессе шоковой термообработки, описанной в настоящем документе, используют примерные температуры от 200 до 350°C, от 200 до 325°C, от 200 до 320°C, от 200 до 310°C, от 200 до 270°C, от 250 до 350°C, от 250 до 325°C, от 250 до 320°C, от 250 до 310°C или от 250 до 270°C. Например, шоковая термообработка может быть осуществлена при 250°C, 255°C, 260°C, 265°C, 270°C, 275°C, 280°C, 285°C, 290°C, 295°C, 300°C, 305°C, 310°C, 315°C, 320°C или 325°C. Изменяя температуру шоковой термообработки, можно изменять механические характеристики, такие как предел прочности при разрыве, полученного алюминиевого сплава или изделия из алюминиевого сплава и/или скорость, с которой могут быть достигнуты указанные механические характеристики. Например, увеличение температуры шоковой термообработки в пределах подходящего диапазона, может приводить к более быстрому упрочнению алюминиевого сплава, характеризующемуся более быстрым увеличением предела прочности при разрыве. Так, преимущественное увеличение предела прочности при разрыве алюминиевого сплава может быть достигнуто за более короткое время. Более высокая температура выдержки может быть использована для достижения более выгодной кинетики повышения предела прочности при разрыве во время шоковой термообработки. В то же время повышенная температура шоковой термообработки может приводить к более низкому пиковому пределу прочности при разрыве, и это необходимо учитывать при выборе температуры шоковой термообработки. Использование комбинации двух или более стадий термообработки, проводимых при различных температурах шоковой термообработки, как более подробно описано ниже, является одним из подходов для достижения подходящих механических характеристик алюминиевого сплава или изделия из такого алюминиевого сплава. Выбор температуры или температур для одной или более стадий шоковой термообработки зависит также от природы алюминиевого сплава, например, от его состава и состояния (которое может характеризоваться состоянием термообработки) до шоковой термообработки.
[0031] В процессе шоковой термообработки в соответствии с одним из примеров используют скорость нагрева от 10 до 200°С/с, например, от 10 до 100°С/с, от 10 до 50°С/с, от 10 до 20°С/с. Скорость нагрева может быть обеспечена выбором подходящего способа или системы нагревания для нагрева изделия из алюминиевого сплава. В целом, способ или система нагревания, используемые в процессе шоковой термообработки, должны обеспечивать доставку достаточной энергии для достижения вышеуказанных скоростей нагрева. Например, для достижения высокой скорости нагрева, подходящей для описанной шоковой термообработки, могут быть использованы устройства и способы теплопроводного нагревания. Одним из примеров такого способа является контактный нагрев алюминиевого сплава с помощью нагретых инструментов комплементарной формы. Например, для шоковой термообработки изделие из алюминиевого сплава может быть обработано посредством приведения в контакт изделия из алюминиевого сплава с одним или более нагретыми штампами пресса, имеющими комплементарную форму, как показано на фиг. 1. На фиг. 1 представлено схематическое изображение способа штампования и термической обработки алюминиевого листа. На фиг. 1 изображен штамповочный пресс 100, имеющий два верхних штампа 110 и два нижних штампа 120, и формованные изделия 130, полученные прессованием между верхними штампами 110 и нижними штампами 120. На фиг. 1 дополнительно изображены формованные изделия 130, полученные с помощью штамповочного пресса 100, установленного в нагревательный пресс 200, имеющий нагретые верхние штампы 210 и нагретые нижние штампы 220. Нагретые верхние штампы 210 и нижние штампы 220 имеют такую форму, что они контактируют с поверхностью формованного изделия 130 без изменения штампами 210, 220 формы формованного изделия 130. В более широком смысле, контактный нагрев может быть осуществлен посредством любого контакта с нагретым объектом, веществом или телом. Одним из примеров является использование нагретых инструментов. Другим примером контактного процесса нагревания является погружное нагревание, которое может включать погружение изделия из алюминиевого сплава в нагретую жидкость («нагретую ванну»). Шоковая термообработка также может быть осуществлена бесконтактными способами нагревания, например, нагреванием излучением. Некоторые неограничивающие примеры процессов нагревания, которые могут быть использованы, представляют собой нагревание горячим воздухом, контактное нагревание, индукционное нагревание, резистивное нагревание, нагревание инфракрасным излучением и нагревание газовой горелкой. Например, инструмент или инструменты для контактного нагрева подходящего размера и формы могут быть приведены в контакт с частью или частями изделия из алюминиевого сплава для обеспечения локального нагрева части или частей изделия. В других примерах контактный нагревательный инструмент, такой как штамп нагретого пресса, может быть приведен в контакт со всем изделием, или может быть использована нагретая ванна для обеспечения нагревания всего изделия. В одном или более примерах шоковая термообработка может быть осуществлена только в отношении сформованной части предварительно штампованного алюминиевого изделия, но не в отношении его кромок, для сохранения способности к изгибанию/завальцовки кромок. Таким образом, для специализированной шоковой термообработки можно использовать такой дизайн и оптимизацию системы и способа нагревания, которые обеспечивают возможность управления тепловым потоком и/или достижения требуемых характеристик обработанного изделия.
[0032] Шоковая термообработка изделий из алюминиевого сплава влияет на одно или более механических свойств алюминиевого сплава. Механические характеристики алюминиевого сплава, улучшенные с помощью описанной шоковой термообработки, могут представлять собой одну или более характеристик прочности, такую как предел прочности при разрыве, максимальная прочность при растяжении и/или удлинение. В некоторых примерах прочность дисперсионно-твердеющего термически обрабатываемого алюминиевого сплава увеличивается в результате одной или более стадий шоковой термообработки. Например, предел прочности при разрыве образца алюминиевого сплава, измеренный как предел текучести при смещении 0,2% (Rp0.2), может быть увеличен по меньшей мере на 30-50 МПа, например, на 30-150 МПа или на 30-85 МПа. На различные механические свойства алюминиевого сплава можно влиять различными способами. Например, шоковая термообработка при определенных условиях может обеспечивать улучшение Rp0.2 алюминиевого сплава, сопоставимое с улучшением, достигаемым в способах термообработки, проводимых в течение более продолжительного времени, но максимальная прочность при растяжении (Rm) и/или удлинение, достигаемые в таких условиях, могут быть ниже, чем значения, достигаемые в более продолжительных способах термообработки. В другом примере, если шоковую термообработку проводят на алюминиевом изделии после штампования, может быть достигнут совокупный эффект деформационного упрочнения и термоупрочнения. Условия шоковой термообработки, такие как выбор используемой температуры или температур и количества стадий шоковой термообработки, выбирают так, чтобы они обеспечивали достижение механических свойств алюминиевого сплава, подходящих для конкретного применения. Например, условия шоковой термообработки, используемые при изготовлении автомобильных панелей, выбирают так, чтобы в результате получить автомобильные панели, обладающие подходящими свойствами разрушения.
[0033] В некоторых примерах используют более одной стадии шоковой термообработки. Две или более стадий шоковой термообработки, осуществляемые при двух или более различных температурах, в течение различных интервалов времени и/или с различной скоростью нагрева, могут быть использованы для достижения требуемых характеристик прочности алюминиевого сплава. Например, можно использовать две, три, четыре или пять стадий шоковой термообработки при двух или более различных температурах, в течение различных интервалов времени и/или с разной скоростью нагрева. Выбор условий шоковой термообработки, таких как температура, скорость нагрева и/или продолжительность, может влиять на свойства, такие как предел прочности при разрыве, алюминиевого сплава, подверженного шоковой термообработке, или изделия, изготовленного из такого сплава. Например, объединение 2-5 стадий шоковой термообработки, проводимых на детали из алюминиевого сплава при 250-350°С (различные стадии шоковой термообработки могут быть проведены при разных температурах), каждую из которых проводят в течение 5 секунд, приводит к совокупному времени шоковой термообработки от 10 до 25 секунд и увеличению предела прочности при разрыве от 30 до 150 МПа, в зависимости от природы алюминиевого сплава.
[0034] Как описано в настоящем документе, более высокие температуры шоковой термообработки приводят к более быстрому увеличению предела прочности при разрыве, что позволяет сократить время шоковой термообработки, но может приводить к более низкому максимальному пределу прочности при разрыве алюминиевого сплава, подверженного шоковой термообработке. Таким образом, требуемая комбинация свойств алюминиевого сплава может быть достигнута посредством подбора условий шоковой термообработки и/или объединения нескольких стадий шоковой термообработки. Например, способ, объединяющий одну или более стадий шоковой термообработки, проводимых при более высокой температуре, и одной или более стадий термообработки, проводимых при более низкой температуре, может обеспечивать получение сплава с более высоким пределом прочности при разрыве за более короткое время, чем способ с применением одной шоковой термообработки при одной из таких температур.
[0035] В некоторых примерах первую стадию шоковой термообработки проводят при более высокой температуре, чем вторую стадию шоковой термообработки. Например, первая стадия может быть проведена при 300°С, а вторая стадия термообработки может быть проведена при 250°С. В другом примере различные части штампованного изделия из алюминиевого сплава могут быть подвержены различным локальным условиям шоковой термообработки с применением, например, инструментов для контактного нагрева разной температуры, что приводит к достижению различных прочностных свойств в различных частях изделия из алюминиевого сплава. Кроме того, как подробнее описано ниже, комбинация нескольких более коротких стадий шоковой термообработки вместо одной более продолжительной стадии шоковой термообработки может быть использована для более эффективной интеграции процесса шоковой термообработки в линии и процессы по выпуску изделий из алюминиевых сплавов. Различные стадии шоковой термообработки могут быть осуществлены одним или разными способами нагрева, при одной или разных температурах нагревания и/или в течение одного или разных интервалов времени. Например, может быть использована комбинация контактного нагрева с помощью нагревательных инструментов и обработка в нагретой ванне. В случае использование двух или более стадий термообработки, указанные стадии могут быть использованы одновременно (например, при использовании локальной шоковой термообработки различных частей изделия), последовательно или могут перекрываться по времени.
Алюминиевые сплавы и изделия из алюминиевых сплавов
[0036] Шоковая термическая обработка, описанная в настоящем документе, может быть осуществлена для любого дисперсионно-твердеющего алюминиевого сплава (например, алюминиевого сплава, содержащего Al, Mg, Si и, при необходимости, Cu, и способного демонстрировать дисперсионное твердение). Алюминиевые сплавы, которые могут быть подвержены описанной шоковой термообработке, включают дисперсионно-твердеющие алюминиевые сплавы, такие как сплавы серии 2xxx, 6xxx и 7xxx. Примерные алюминиевые сплавы, которые могут быть подвержены шоковой термообработке, помимо алюминия, могут содержать следующие компоненты: Si: от 0,4 до 1,5 масс. %, Mg: от 0,3 до 1,5 масс. %, Cu: от 0 до 1,5 масс. %, Mn: от 0 до 0,40 масс. %, Cr: от 0 до 0,30 масс. % и до 0,15 масс. % примесей. Сплавы могут содержать альтернативные или дополнительные компоненты, при условии, что такие сплавы являются дисперсионно-твердеющими сплавами.
[0037] Состав алюминиевого сплава может влиять на его реакцию на шоковую термообработку. Например, на увеличение предела прочности при разрыве после термообработки может влиять содержание фаз Mg или Cu-Si-Mg, присутствующих в сплаве. Подходящие алюминиевые сплавы для шоковой термообработки, описанной в настоящем документе, могут быть выполнены в состоянии без термообработки (например, состояние T4), или они могут быть выполнены в состоянии частичной термообработки (например, состояние T61) и могут быть дополнительно термически обработаны в соответствии с раскрытыми способами для повышения их прочности. Сплавы могут быть предварительно состарены или не состарены. В некоторых примерах термически обрабатываемые дисперсионно-твердеющие алюминиевые сплавы, подверженные шоковой термообработке, выполнены в виде алюминиевого листа в ковком состоянии T4 или в виде изделий, изготовленных из такого листа. Состояние или состояние термообработки, обозначенное T4, относится к алюминиевому сплаву, полученному без промежуточного отжига в камерной печи и предварительного старения. Алюминиевые сплавы, подверженные стадиям шоковой термообработки, описанным в настоящем документе, не обязательно должны быть выполнены в состоянии T4. Например, если алюминиевый сплав выполнен в виде материала, который искусственно состарен после штампования, то он находится в состоянии термообработки T8. И если алюминиевый сплав выполнен в виде материала, который искусственно состарен до штампования, то он находится в состоянии термообработки T9. Такие материалы алюминиевых сплавов могут быть подвержены шоковой термообработке в соответствии со способами, описанными в настоящем документе. После шоковой термообработки лист из алюминиевого сплава или изделия, изготовленные из такого листа, находятся в состоянии термообработки T6 или в частичном состоянии термообработки T6 (состояние T61) и демонстрируют улучшение характеристик прочности, характерные для таких состояний. Как отмечено выше, обозначение «состояние термообработки T6» означает алюминиевый сплав, который подвержен термообработке с образованием твердого раствора и искусственно состарен до пиковой прочности. В некоторых других примерах изделия, подверженные шоковой термообработке, первоначально выполнены в частичном состоянии термообработки (состояние T61) и находятся в состоянии T61 или T6 после шоковой термообработки. Даже если обозначение состояния термообработки металлического сплава не изменяется после шоковой обработки, как в том случае, когда изделие находится в состоянии T61 до и после шоковой термообработки, шоковая термообработка тем не менее приводит к изменению свойств алюминиевого сплава, например, увеличению его предела прочности при разрыве.
[0038] Изделия из алюминиевых сплавов, подходящие для шоковой термообработки в соответствии со способами, описанными в настоящем документе, включают изделия из алюминиевых сплавов, формованные или штампованные из листов из алюминиевого сплава. Лист из алюминиевого сплава может представлять собой рулонный алюминиевый лист, полученный из заготовок или полос из алюминиевого сплава. Лист из алюминиевого сплава, из которого получают изделия из алюминиевого сплава, выполняют в подходящем состоянии термообработки, таком как состояние T4 или T61. Формованные или штампованные изделия из алюминиевого сплава включают двух- и трехмерно сформованные изделия из алюминиевого сплава. Одним из примеров формованного или штампованного изделия из алюминиевого сплава является плоское изделие, вырезанное из листа из алюминиевого сплава без дальнейшего формования. Другим примером формованного или штампованного изделия из алюминиевого сплава является неплоское изделие из алюминиевого сплава, полученное способом, который включает одну или более стадий трехмерного формования, таких как сгибание, штампование, прессование, прессование в форме или вытяжка. Такое неплоское изделие из алюминиевого сплава может быть упомянуто как «штампованное», «прессованное», «прессованное в форме», «вытянутое», «трехмерно формованное» или другими подобными терминами. Изделие из алюминиевого сплава может быть сформовано способом «холодного формования», что означает отсутствие дополнительного нагревания изделия до или во время формования, или способом «горячего формования», что означает, что изделие нагревают до или во время формования, или формование осуществляют при повышенной температуре. Например, изделие из алюминиевого сплава, полученное горячим формованием, может быть нагрето до температуры или сформовано при температуре от 150 до 250°С, от 250 до 350°С или от 350 до 500°С.
[0039] Изделия из алюминиевых сплавов, полученные или изготовленные способами, описанными в настоящем документе, включены в объем настоящего изобретения. Термин «изделие из алюминиевого сплава» может относиться к изделиям, полученным до шоковой термообработки, к изделиям, обработанным или подверженным шоковой термообработке, а также к изделиям после шоковой термообработки, включая окрашенные изделия или изделия с покрытием. Поскольку шоковая термообработки может быть успешно использована в промышленности автомобильных транспортных средств, включая производство автомобилей, то изделия из алюминиевых сплавов и способы их изготовления включают детали автомобильных транспортных средств, такие как панели автомобильных кузовов. Некоторые примеры деталей автомобильных транспортных средств, которые входят в объем настоящего раскрытия, представляют собой панели для пола, задние стенки, качающиеся рычаги, капоты двигателя, брызговики, крыши, дверные панели, центральные стойки, лонжероны, боковые борта кузова, качающиеся рычаги или детали для разрушения. Термин «автомобильное транспортное средство» и соответствующие термины не ограничены автомобилями и включают, но не ограничиваются ими, различные классы транспортных средств, такие как автомобили, легковые автомобили, автобусы, мотоциклы, вездеходы, легкие грузовики, грузовики и тяжелые грузовики. Изделия из алюминиевых сплавов не ограничены деталями автомобильных транспортных средств; предусмотрены и включены другие типы алюминиевых изделий, изготавливаемых в соответствии со способами, описанными в настоящем документе. Например, способы шоковой термообработки могут быть успешно использованы в производстве различных деталей механических и других устройств или машин, включая самолеты, корабли и другие средства передвижения по воде, оружие, инструменты, корпуса электронных устройств и др.
[0040] Изделия из алюминиевых сплавов, описанные в настоящем документе, могут быть составлены или собраны из нескольких деталей. Например, включены детали автомобильного транспортного средства, собранные из более чем одной детали (например, автомобильный капот, включая внутреннюю и внешнюю панель, автомобильная дверь, включая внутреннюю и внешнюю панель, или по меньшей мере частично собранный кузов автомобиля, включая множество панелей). Кроме того, такие изделия из алюминиевых сплавов, составленные или собранные из нескольких деталей, могут быть подходящими для шоковой термообработки в соответствии со способами, описанными в настоящем документе, после их сборки или частичной сборки. Кроме того, в некоторых случаях изделия из алюминиевых сплавов могут содержать не алюминиевые детали или части, такие как детали или части, содержащие или изготовленные из других металлов или металлических сплавов (например, стали или титановых сплавов).
Способы и системы
[0041] Способы получения изделий из алюминиевых сплавов могут включать одну или более стадий, описанных в настоящем документе. Изделия из алюминиевых сплавов получают из листа из алюминиевого сплава. В некоторых случаях лист из алюминиевого сплава может быть разделен на части, например, посредством его разрезания на детали-прототипы изделий из алюминиевого сплава или формы, называемые «заготовками», такие как «штамповочные заготовки», означающие заготовки для штампования. Соответственно, описанные способы могут включать стадию или стадии получения прототипа или заготовки для изделия из алюминиевого сплава. Затем заготовки формуют в алюминиевые изделия требуемой формы с помощью подходящего способа. Неограничивающие примеры процессов формования для получения изделий из алюминиевых сплавов включают разрезание, штампование, прессование, прессование в форме, вытяжку или другие способы, которые могут обеспечивать получение двух- или трехмерных форм. Например, способ может включать стадию разрезания алюминиевого листа на «штамповочные заготовки» для дальнейшего формования в штамповочном прессе. Способ может включать стадию формования листа из алюминиевого сплава или заготовки посредством штампования. На технологической стадии штампования или прессования, описанной в общих чертах, заготовку формуют посредством ее прессования между двумя штампами комплементарной формы.
[0042] Способы, описанные в настоящем документе, включают одну или более стадий шоковой термообработки. Указанные способы могут включать шоковую термообработку в качестве отдельной стадии или в комбинации с другими стадиями. Например, указанный способ может включать стадию формования изделия из алюминиевого сплава и одну или более стадий термообработки формованного изделия из алюминиевого сплава в соответствии с характеристическими параметрами (температурой, временем нагревания и/или скоростью нагрева) шоковой термообработки. Описанные способы могут обеспечивать внедрение шоковой термообработки в существующие процессы и линии по выпуску изделий из алюминиевых сплавов, таких как штампованные алюминиевые изделия (например, штампованные автомобильные детали из алюминиевых сплавов), улучшая указанные процессы и готовые изделия ускоренным и экономичным образом. Устройства и системы для осуществления указанных способов и получения изделий, описанных в настоящем документе, входят в объем настоящего изобретения.
[0043] Примером является способ получения штампованного изделия из алюминиевого сплава, такого как панель автомобильного транспортного средства, который включает несколько (две или более, например, две, три, четыре, пять, шесть или более) стадий штампования изделия в последовательности штамповочных прессов («линии прессов»). Стадии штампования представляют собой так называемые стадии «холодного формования», что означает отсутствие дополнительного нагрева изделия. Штамповочную заготовку выполняют до первой стадии штамповки. Способ включает одну или более стадий шоковой термообработки, осуществляемых в разных технологических точках относительно одной или более стадий штампования. По меньшей мере одна стадия шоковой термообработки может быть осуществлена на штамповочной заготовке до первой стадии штампования (то есть на входе в линию прессов). В таком случае заготовка, которая может быть выполнена в состоянии термообработки T4, может быть переведена в состояние T6 или T61 после вышеописанной стадии шоковой термообработки и до первой технологической стадии. По меньшей мере одна стадия шоковой термообработки может быть осуществлена после последней стадии штампования (то есть на выходе из линии прессов). В таком случае штампованное изделие может быть переведено в полное состояние термообработки T6 на стадии шоковой термообработки в конце указанной линии. Стадии шоковой термообработки также могут быть включены после одной или более из первой или промежуточных технологических стадий. Например, если линия прессования содержит пять штамповочных прессов и соответствующих штамповочных стадий, то такие стадии промежуточной шоковой термообработки могут быть включены после одной или более из первой, второй, третьей и четвертой промежуточных стадий штампования. В том случае, если включены промежуточные стадии шоковой термообработки, изделие может быть в состоянии термообработки T4 или T61 до осуществления промежуточной стадии шоковой термообработки, и может быть в состоянии T61 или T6 после осуществления промежуточной стадии шоковой термообработки. Стадии шоковой термообработки могут быть включены в производственный процесс в различных комбинациях. Например, при использовании одной или более промежуточных стадий шоковой термообработки, стадии шоковой термообработки могут быть включены также в начале и в конце линии прессов, как описано выше. При принятии решения относительно конкретной комбинации и расположения стадий шоковой термообработки в производственном процессе могут быть учтены различные соображения. Например, если стадия или стадии шоковой термообработки включены до стадии или стадий штампования, то формование посредством штампования может стать более трудным, но готовое изделие может приобрести более высокие прочностные характеристики, по сравнению с другими вариантами выполнения производственной линии.
[0044] Решение относительно продолжительности и других параметров стадий шоковой термообработки, количества и точек внедрения стадий шоковой термообработки и соответствующих установок, которые должны быть включены в производственные процессы или системы, принимают на основании различных соображений. Например, как описано выше, требуемое сочетание свойств алюминиевого сплава может быть достигнуто подбором условий шоковой термообработки. Соответственно, решение относительно количества стадий шоковой термообработки и их параметров по меньшей мере отчасти может быть основано на требуемых свойствах изделия из алюминиевого сплава. Например, более продолжительная шоковая термообработка может быть более уместна для достижения более высоких свойств разрушения, которые могут быть необходимы для автомобильных панелей. Другой фактор, влияющий на принятие решения, представляет собой эффективную интеграцию стадий шоковой термообработки в промышленный, производственный или технологический процесс. Например, стадии шоковой термообработки относительно короткой продолжительности, например, от 5 до 20 секунд или от 10 до 20 секунд, могут быть интегрированы без существенного нарушения линии прессов в качестве промежуточных стадий, осуществляемых между стадиями прессования. С другой сторон, более продолжительная (например, от 30 до 60 секунд или более) стадия шоковой термообработки может быть более эффективно интегрирована в качестве дополнительной стадии в конце линии прессов. На основании требований производственного цикла, в некоторых случаях решение может быть принято в пользу нескольких более коротких стадий шоковой термообработки для их интеграции в качестве промежуточных стадий. Как описано выше, стадии шокового нагревания, интегрированные в процесс, могут быть осуществлены при одной или разных температурах в течение разных интервалов времени. Например, две или более стадии или установки шоковой термообработки для термообработки при разных температурах могут быть интегрированы в производственную линию по выпуску автомобильных панелей. В одном примере в производственную линию по выпуску автомобильных панелей включены две установки термообработки, осуществляющие шоковую термообработку при 275°С и 300°С, соответственно, каждая по 5 секунд.
[0045] Шоковая термообработка может быть осуществлена на отдельном специальном оборудовании (системе, установке, машине или устройстве). Описаны также системы для получения или изготовления изделий из алюминиевых сплавов, которые содержат оборудование для шоковой термообработки. Одна из примерных систем представляет собой линию прессов для изготовления штампованных изделий из алюминиевых сплавов, таких как панели из алюминиевых сплавов, которая содержит установки или системы для шоковой термообработки в различных точках линии, например, как описано в различных примерах, рассмотренных выше.
[0046] Шоковая термообработка может быть осуществлена на собранных или частично собранных изделиях или деталях. Например, шоковая термообработка может быть осуществлена на автомобильных деталях, таких как капоты или двери, после их сборки. В другом примере локальная или частичная шоковая термообработка может быть осуществлена на полностью или частично собранных автомобильных кузовах, например, с помощью контактных нагревательных инструментов, приводимых в контакт с частью или частями кузова. В качестве примера, части собранного или частично собранного автомобильного кузова, которые не достигают достаточно высокой температуры в процессе спекания краски, могут быть подвергнуты локальной шоковой термообработке до или после цикла спекания краски для повышения их прочности. В таких случаях стадия шоковой термообработки и соответствующая установка могут быть интегрированы в производственную линию в определенном месте во время или после сборки детали или кузова автомобиля. Выбор точки в сборочной линии для интеграции шоковой термообработки может быть сделан с учетом различных соображений. Например, шоковая термообработка может быть выполнена после сборки автомобильного кузова для сохранения наилучшей способности деталей кузова к клепанию во время сборки. В другом примере стадия шоковой термообработки может быть включена между любыми стадиями сборки кузова автомобиля, включая точку, выбранную с учетом таких неограничивающих соображений, как сохранение способности к клепанию или соединению деталей кузова до шоковой термообработки.
[0047] Способы производства или изготовления алюминиевого изделия, описанные в настоящем документе, могут включать стадию нанесения покрытия или окрашивания изделия из алюминиевого сплава с использованием подходящей краски или покрытия. Обычно формованное и подверженное шоковой термообработке изделие из алюминиевого сплава затем подвергают окрашиванию. Например, при использовании изделия из алюминиевого сплава в качестве панели автомобиля или другого автотранспортного средства, на кузов автотранспортного средства после сборки обычно наносят покрытие и/или окрашивают для защиты от коррозии и обеспечения эстетических свойств. Краска и/или покрытие может быть нанесено распылением или погружением. После их нанесения краску и/или покрытие обычно обрабатывают в процессе, обычно называемым «спеканием». Способы, описанные в настоящем документе, могут включать стадию спекания краски, которая может быть упомянута как «спекание краски», «цикл спекания краски» или другими родственными терминами. Спекание краски обычно включает термическую обработку при 160-200°С в течение периода времени до 1 часа, например, от 20 до 30 минут. Изделия из алюминиевых сплавов могут быть подвержены циклу спекания краски или сопоставимому циклу термообработки даже без окрашивания или нанесения покрытия. Например, неокрашенная автомобильная панель и/или панель без покрытия может быть подвержена циклу спекания краски как часть собранного кузова автотранспортного средства. Как описано в настоящем документе, цикл спекания краски может влиять на старение алюминиевого сплава, из которого изготовлено изделие, и, следовательно, влиять на его механические свойства, такие как прочность. Соответственно, цикл спекания краски или подобная стадия термической обработки может быть использована в способах, описанных в настоящем документе, в качестве дополнительной стадии термообработки, что означает, что такой процесс может включать спекание краски или подобную стадию термообработки, помимо стадии шоковой термообработки.
Преимущества
[0048] Способы, описанные в настоящем документе, среди прочего, подходят для изготовления панелей для автотранспортных средств из алюминиевых сплавов и могут заменять PFHT в цикле производства автомобилей. Шоковая термообработка значительно короче, чем PFHT, и может быть легко внедрена в существующие производственные процессы и производственные линии по выпуску автомобилей. Шоковая термообработка, в целом, применима для термической обработки различных изделий из алюминиевых сплавов, таких как штампованные или прессованные изделия из алюминиевых сплавов, для повышения их прочности. Шоковая термообработка может успешно заменять стандартные стадии термической обработки, используемые при производстве изделий из алюминиевых сплавов для повышения их прочности, или может быть использована в дополнение к обычным стадиям термообработки. Преимущество замены стандартной стадии термообработки, такой как PFHT, на способ шоковой термообработки, описанный в настоящем документе, заключается в том, что способ шоковой термообработки может быть одним или более из: энергосберегающего способа благодаря более короткому времени термообработки; менее продолжительного способа; и/или способа, легко внедряемого в существующий производственный процесс, например, внедряемого в существующую линию прессов при темпах производства линии прессов. Преимущество такой интеграции заключается в том, что линия прессов в таком случае может обеспечивать выпуск штампованных или прессованных изделий из алюминиевых сплавов, таких как панели для автотранспортных средств, в состоянии термообработки T6 или T61, которые могут быть направлены на следующую технологическую стадию после линии прессов. Способы шоковой термообработки, описанные в настоящем документе, также могут быть легко адаптированы под конкретные требования, что обеспечивает улучшенную гибкость производственных процессов. Например, стадия шоковой термообработки может быть легко и эффективна интегрирована в производственный цикл по выпуску автомобилей для достижения требуемых характеристик выпускаемых изделий, в зависимости от потребностей.
[0049] Способ, описанный в настоящем документе, обеспечивает повышение прочности изделий из алюминиевых сплавов, подверженных шоковой термообработке. В свою очередь, повышенная прочность может обеспечивать возможность снижения толщины (размера) алюминиевых изделий, таких как автомобильные панели, снижая их массу и стоимость материалов. Кроме того, улучшенные прочностные характеристики алюминиевых сплавов, достигаемые с помощью описанной шоковой термообработки, могут расширять применение алюминиевых сплавов в различных отраслях промышленности, таких как промышленность автотранспортных средств, в частности, автомобильная промышленность.
[0050] Следующие примеры служат для дополнительной иллюстрации настоящего изобретения, но при этом они не представляют собой какое-либо его ограничение. Напротив, могут быть использованы различные варианты реализации, модификации и их эквиваленты, которые после прочтения настоящего описания могут стать понятны для специалистов в данной области техники без отклонения от общей идеи настоящего изобретения.
Примеры
[0051] В следующих примерах листы из алюминиевого сплава AA6451 и листы из композиции экспериментального сплава (упомянутого в настоящем документе как «сплав A») получали в состоянии термообработки T4 и в состоянии термообработки T4 с предварительной деформацией 2% для имитации состояния после штамповки. Сплав A имел следующий состав: 0,95-1,05 масс. % Si, 0,14-0,25 масс. % Fe, 0,046-0,1 масс. % Mn, 0,95-1,05 масс. % Mg, 0,130-0,170 масс. % Cr, 0-0,034 масс. % Ni, 0-0,1 масс. % Zn и 0,012-0,028 Ti, а остальное Al и примеси. Образцы термически обрабатывали погружением в соляную ванну и/или горячим прессованием, или прессованием в плиточном прессе. В случае соляной ванны образцы нагревали посредством погружения в соляную ванну, содержащую расплавленную смесь нитратов щелочных металлов при стабильной температуре. В следующих примерах для процесса горячего прессования использовали пресс Collin®. Пресс нагревали до стабильной температуры, образцы помещали между двумя плитами пресса и создавали давление. Давление обеспечивало очень быстрый нагрев образца.
ПРИМЕР 1
Сравнение способов термообработки
[0052] Для сравнения способов нагревания с применением соляной ванны и горячего прессования, использованных в некоторых из следующих примеров, образцы AA6451 нагревали с помощью соляной ванны и горячего прессования. Данные записывали при температуре соляной ванны и горячего пресса 200°С, 250°С и 300°С. Оба способа термообработки обеспечивали быстрое нагревание образцов, как показано на фиг. 2. Сплошные линии на фиг. 2 демонстрируют температуру образца, нагретого в соляной ванне, а пунктирные линии демонстрируют температуру образца, нагретого горячим прессом. Время, необходимое для достижения требуемой температуры термообработки, составляло примерно 15 секунд для соляной ванны и примерно 5 секунд для штампования, как показано на фиг. 2.
[0053] Способы с применением соляной ванны и горячего пресса обеспечивали сравнимое упрочнение образцов сплава. Измеряли предел текучести при смещении 0,2% (Rp0.2) образцов для контролирования процесса упрочнения при температуре 250°С, 275°C и 300°C для каждого способа термообработки, как показано на фиг. 3. По оси x указано врем, в течение которого сплав выдерживали при указанной температуре. Время нагревания до указанной температуры не включали, но оно может быть определено по данным, представленным на фиг. 2, и составляет 15 секунд для погружения в соляную ванну и 5 секунд для горячего пресса. На фиг. 3 показано, что в способах с применением соляной ванны и горячего пресса можно ожидать почти одинаковое упрочнение сплава. Поэтому в следующих примерах, несмотря на использование только одного способа при каждой температуре, результаты являются, в целом, иллюстративными для нагревания при указанной температуре, независимо от используемого способа нагрева.
ПРИМЕР 2
Предел прочности при разрыве, достигаемый при различных температурах
[0054] Определяли пиковый предел прочности при разрыве при различных температурах, подвергая образцы AA6451 и образцы сплава A термической обработке при различных температурах в диапазоне температур термообработки от 200 до 350°С и измеряя предел прочности при смещении 2%, Rp2.0. На фиг. 4 и 5 показано, что оба сплава, сплав AA6451 и сплав A, несмотря на более быстрое достижение пика Rp0.2 при более высоких температурах, при увеличении температуры термообработки с 200°С до 350°С демонстрировали снижение пика Rp0.2 для сплава AA6451 и сплава A. Образцы сплавов подвергали термообработке погружением в соляную ванну при температуре более 300°С и в прессе Collin® при температуре 300°С и ниже. Использование разных способов нагревания при различных температурах обусловлено ограничением доступного оборудования и не влияет на результаты, как показано в примере 1, в котором достигнуто одинаковое упрочнение с применением двух способов нагрева. На фиг. 4 и 5 по оси x указано время, в течение которого сплав выдерживали при указанной температуре, не включая время нагрева.
[0055] На фиг. 4A представлены экспериментальные результаты для сплава AA6451 в состоянии термообработки T4, подверженного термической обработке при различных температурах. Горизонтальная пунктирная линия на диаграмме A является базисной линией, показывающей Rp0.2, достигаемый для образца того же сплава в состоянии T6 после термообработки при 180°С в течение 10 часов.
[0056] На фиг. 4B представлены экспериментальные результаты для сплава AA6451 в состоянии термообработки T4 с предварительной деформацией 2%, подверженного термической обработке при различных температурах. Горизонтальная пунктирная линия на диаграмме B является базисной линией, показывающей Rp0.2, достигаемый для образца того же сплава в состоянии T4 с предварительной деформацией после термообработки при 185°С в течение 20 минут до перехода сплава в состояние T8X. Как показано на фиг. 4B, для образца AA6451 в состоянии T4 с предварительной деформацией 2% термообработка в течение примерно 1 минуты (общее время в прессе) при 275°C обеспечивает Rp0.2 примерно 240 МПа, что близко к Rp0.2, обычно достигаемому во время имитированного процесса упрочнения спеканием (нагревание при 185°С в течение 20 минут) для того же сплава. Таким образом, при использовании шокового процесса для T6 деталь, изготовленная из указанного сплава и не подверженная стандартному спеканию краски, такая как внутренняя деталь, закрытая внешними частями в процессе спекания краски, может достигать такой же прочности, как детали, обработанные спеканием краски, изготовленные из того же сплава.
[0057] На фиг. 5A представлены экспериментальные результаты для сплава A в состоянии термообработки T4, подверженного термической обработке при различных температурах. Горизонтальная пунктирная линия на диаграмме A является базисной линией, показывающей Rp0.2, достигаемый для образца того же сплава в состоянии T6 после термообработки при 180°С в течение 10 часов.
[0058] На фиг. 5B представлены экспериментальные результаты для сплава A в состоянии термообработки T4 с предварительной деформацией 2%, подверженного термической обработке при различных температурах. Горизонтальная пунктирная линия на диаграмме B является базисной линией, показывающей Rp0.2, достигаемый для образца того же сплава в состоянии T4 с предварительной деформацией после термообработки при 185°С в течение 20 минут до перехода сплава в состояние T8X. Как показано на фиг. 5B, для образца сплава A в состоянии T4 с предварительной деформацией 2% термообработка в течение 10-15 секунд (общее время в прессе) при 300°C обеспечивает Rp0.2 примерно 300 МПа, что соответствует Rp0.2, обычно достигаемому во время имитированного процесса упрочнения спеканием (нагревание при 185°С в течение 20 минут) для того же сплава. Таким образом, при использовании шокового процесса для T6 деталь, изготовленная из указанного сплава и не подверженная стандартному спеканию краски, такая как внутренняя деталь, закрытая внешними частями в процессе спекания краски, может достигать такой же прочности, как детали, обработанные спеканием краски, изготовленные из того же сплава.
[0059] Некоторые увеличенные значения Rp0.2, достигнутые при испытании условий термообработки, представлены в таблице 1.
Таблица 1. Увеличение Rp0.2, достигнутое при испытании условий термообработки
ПРИМЕР 3
Комбинированная термообработка образцов алюминиевых сплавов
[0060] Образцы листов из AA6451 и сплава A подвергали двустадийной термообработке, которая включала термообработку в прессе Collin® (10 или 30 секунд при 300°С) и обработку в соляной ванне (различное время при 250°С) с последующим охлаждением на воздухе. Примерная двустадийная обработка представлена на фиг. 6, на которой изображена диаграмма зависимости температуры листа из сплава от времени нагревания образца из AA6451, включая термообработку в прессе Collin® при 300°С в течение 30 секунд, перенос в соляную ванну и термообработку в соляной ванне при 250°С в течение 20 секунд.
[0061] Образцы из AA6451 и образцы из сплава A подвергали различным одностадийным или двустадийным термическим обработкам. Образцы сплавов нагревали процессе одностадийной термообработки в соляной ванне при 250°С; в процессе двустадийной термической обработки, включающей обработку в прессе Collin® при 300°С в течение 10 секунд с последующей обработкой в соляной ванне при 250°С; в процессе двустадийной термообработки, включающей обработку в прессе Collin® при 300°С в течение 10 или 30 секунд с последующей обработкой в соляной ванне при 250°С; или в процессе одностадийной термообработки в прессе Collin® при 300°С. По оси x указано время выдерживания образца сплава при каждой температуре, не включая время нагревания. Как показано на фиг. 7, для AA6451 и сплава A более высокие значения Rp0.2 были достигнуты в обоих двустадийных процессах, чем в одностадийном процессе при 300°С. Значение Rp0.2 увеличивалось гораздо быстрее во время первоначальной стадии нагревания (при 300°С) в двустадийных процессах и в одностадийном процессе при 300°С, чем в течение такого же периода времени в одностадийном процессе при 205°С. Но значение Rp0.2 увеличивалось быстрее во время обоих двустадийных процессов после перехода на вторую стадию нагревания при 250°С, чем в течение такого же периода времени во время одностадийного процесса при 300°С.
ПРИМЕР 4
Испытания на разрушение сплавов, подверженных шоковой термообработке
[0062]Способность к разрушению образца сплава, обработанного способами, описанными в настоящем документе, сравнивали с образцом того же сплава, не подверженного термообработке (т.е. в состоянии T4). Указанный образец сплава имел следующий состав: Si 1,0, Fe 0,2, Cu 1,0, Mg 1,0, Mn 0,08, Cr 0,14, все значения указаны в масс. %, до 0,15 масс. % примесей, а остальное алюминий, и такой сплав упомянут в настоящем документе как «сплав B».
[0063] Лист (толщиной 2 мм) из сплава B нагревали в печи при 500°С в течение 90 с (не включая время нагревания листа до 500°С) для достижения состояния «шоковой термообработки T6» листа. Затем лист сгибали и скрепляли болтами с получением трубки для разрушения. Вторую трубку для разрушения изготавливали из листа (толщиной 2 мм) из сплава B в состоянии термообработки T4. Трубки испытывали в квазистатических 3-точечных условиях сгиба (горизонтальное испытание на разрушение).
[0064] На фиг. 8 представлены иллюстрации экспериментальных трубок для разрушения после горизонтальных испытаний на разрушение. На фиг. 8A и 8B представлен сплав B в состоянии шоковой термообработки T6. На фиг. 8C и 8D представлен сплав B в состоянии T4. Как показано на фиг. 8, обе трубки прошли испытание. На фиг. 9 изображена приложенная сила продавливания (кН) и энергия деформации (кДж) в зависимости от смещения продавливания (мм) для горизонтальных испытаний на разрушение. На фиг. 9A представлена диаграмма зависимости силы и энергии деформации от смещения для сплава B в состоянии шоковой термообработки T6, а на фиг. 9B представлена диаграмма зависимости силы и энергии деформации от смещения для сплава B в состоянии термообработки T4. Как показано на фиг. 9, сплав в состоянии шоковой термообработки T6 поглощал на 26% больше энергии, чем сплав в состоянии термообработки T4 (2,4 кДж против 1,9 кДж).
[0065] Представленные испытания демонстрируют, что материалы, обработанные способами, описанными в настоящем документе, обладают хорошей способностью к разрушению. Материалы, обработанные способами, описанными в настоящем документе, абсорбируют больше энергии в момент разрушения, чем материал T4, но не так много, как стандартный материал T6.
[0066] Сравнивали также способность к разрушению образца из алюминиевого сплава, обработанного способами, описанными в настоящем документе, и образца из того же сплава, обработанного стандартной термообработкой. Сплав имел следующий состав: 0,91 Si, 0,21 Fe, 0,08 Cu, 0,14 Mn, 0,68 Mg, 0,04 Cr и 0,030 Ti, все значения указаны в масс. %, до 0,15 масс. % примесей, а остальное алюминий, и такой сплав упомянут в настоящем документе как «сплав C».
[0067] Лист (толщиной 2,5 мм) из сплава C в состоянии термообработки T4 нагревали в процессе шоковой термообработки в соляной ванне при 275°С в течение 1 минуты (не включая 25 секунд нагревания листа до 275°С) для достижения состояния «шоковой термообработки T6» листа. Затем лист сгибали и скрепляли болтами с получением трубки для разрушения. Вторую трубку для разрушения изготавливали из листа (толщиной 2,5 мм) из сплава C в состоянии термообработки T4. После формования трубку нагревали при 180°С в течение 25 минут для достижения состояния термообработки трубки T62, по определению ISO 2107. Дополнительные условия нагревания выбирали для достижения такого же значения Rp0.2 трубки в состоянии T62, как у трубки в состоянии шоковой термообработки T6, т.е. примерно 200 МПа. Трубки испытывали посредством вертикального сжатия в прессе при постоянной квазистатической скорости (вертикальные испытания на разрушение).
[0068] На фиг. 10 представлены иллюстрации экспериментальных трубок для разрушения после вертикальных испытаний на разрушение. На фиг. 10A и 10C представлен вид сбоку трубок для разрушения после испытания, а на фиг. 10B и 10D представлен вид снизу трубок для разрушения после испытания. На фиг. 10A и 10B представлены трубки из сплава C в состоянии шоковой термообработки T6 после испытания. На фиг. 10C и 10D представлены трубки из сплава C в состоянии термообработки T62 после испытания. Трубки для разрушения в состоянии шоковой термообработки T6 успешно сгибались после разрушения, не проявляя разрывов или трещин в вертикальном испытании на разрушение, тогда как эталонные трубки для разрушения демонстрировали поверхностные трещины в области 410, обозначенной на фиг. 10C. Нагрузку и энергию измеряли как функцию от смещения материала сплава. На фиг. 11 представлена диаграмма зависимости нагрузки и энергии от смещения материалов в состоянии шоковой термообработки T6 и в состоянии T62, которая показывает, что трубка в состоянии шоковой термообработки T6 поглощает меньше энергии во время испытания на разрушение.
[0069] По сравнению с обычной термообработкой, шоковая термообработка обеспечивает получение сплава с более низким пределом прочности при растяжении, измеренным по ISO 6892-1, но немного более высокими характеристиками изгибания, измеренными по ISO 7438 (общий стандарт сгибаемости) и VDA 238-100 для аналогичного Rp0.2. На фиг. 12 представлено схематическое изображение испытания свойств сгибания, выполненного в соответствии с VDA 238-100. В таблице 4 приведены результаты испытаний.
Таблица 4
ПРИМЕР 5
Шоковая термообработка с применением горячего воздуха
[0070] Шоковая термообработка горячим воздухом может обеспечивать такое же упрочнение, как шоковая термообработка в горячем прессе. Образцы сплава A нагревали с помощью пресса Collin®, нагретого до 250°C, 275°C или 300°C, или с помощью горячего воздуха при 350°C, 400°C или 500°C.
[0071] На фиг. 13 представлена диаграмма, демонстрирующая увеличение Rp0.2 в зависимости от времени для образцов, нагретых разными методами нагрева. Значение Rp0.2 увеличивалось быстрее в случае использования горячего пресса, но при использовании горячего воздуха было достигнуто такое же максимальное значение Rp0.2 всего лишь за примерно 120 секунд.
ПРИМЕР 6
Шоковая термообработка предварительно состаренных и не состаренных материалов
[0072] Предварительно состаренные и не состаренные образцы AA6451 в состоянии термообработки T4 подвергали шоковой термообработке в прессе Collin® при 250°C и 275°C. Предварительно состаренные и не состаренные образцы AA6451 в состоянии термообработки T4 с предварительной деформацией 2% также нагревали в прессе Collin® при 250°C и 275°C. На фиг. 14 представлены кривые старения образцов. На фиг. 14A представлена зависимость Rp0.2 (МПа) от времени для материалов T4, где «PX» означает предварительное старение, а на фиг. 14B представлена зависимость Rp0.2 от времени для материалов T4 + 2% предварительной деформации, где «PX» также означает предварительное старение. После шоковой термообработки предварительно состаренный AA6451 в состоянии T4, который обрабатывали при 250°С и 275°С, демонстрировал более высокую прочность, чем аналогичные образцы, не подверженные предварительному старению. Подобный образом, после шоковой термообработки предварительно состаренный AA6451 в состоянии T4 с предварительной деформацией 2%, который обрабатывали при 250°С и 275°С, демонстрировал более высокую прочность, чем аналогичные образцы, не подверженные предварительному старению.
ПРИМЕР 7
Интеграция шоковой термообработки в процесс производства автомобилей
[0073] Стадии шоковой термообработки могут быть интегрированы в производственную линию по выпуску прессованных автомобильных панелей. Стадии шоковой термообработки могут быть интегрированы в любом месте, где такая обработка может быть целесообразной. Например, стадии шоковой термообработки могут быть интегрированы после установки прессования, в одном или более положениях между прессами в группе прессовых установок и/или после последней установки прессования в группе. Один из примеров производственной линии схематически изображен на фиг. 15. Последовательность прессов выстроена в виде пяти установок прессования. Производственная линия, изображенная на фиг. 15, содержит до пяти установок прессования (прессов), необходимых для достижения конечной формы панели. Во время примерного процесса существует период ожидания до или между установками прессования, что обусловлено необходимостью перемещения панелей в установку прессования. Одна или более стадий шоковой термообработки могут быть реализованы во время указанных периодов ожидания, как показано стрелками на фиг. 15. Продолжительность времени соответствует скорости штамповки. В одном случае стадия шоковой термообработки интегрирована в производственный цикл посредством добавления установки контактного нагрева после последней установки прессования. В другом случае стадия шоковой термообработки интегрирована в производственный цикл посредством добавления установки контактного нагрева между четвертой и пятой установками прессования. В другом случае в производственную линию внедрены несколько стадий шоковой термообработки посредством добавления установки контактного нагрева после каждой установки прессования или между установками прессования. На контактных установках, интегрированных между установками прессования, шоковую термообработку проводят в течение 5-30 секунд. Если для стадии шоковой термообработки необходимо более 30 секунд, например, от 30 до 60 секунд, то такую стадию добавляют на установке контактного нагрева, интегрированной после последней установки прессования. Интеграция шоковой термообработки в производственную линию обеспечивает снижение производственных затрат.
[0074] Все патенты, патентные заявки, публикации и тезисы, цитированные выше, включены в настоящий документ посредством ссылки в полном объеме. Для осуществления различных целей настоящего изобретения описаны некоторые варианты реализации. Такие варианты реализации лишь иллюстрируют принципы настоящего изобретения. Их многочисленные модификации и изменения понятны специалистам в данной области техники без отклонения от общей идеи и объема настоящего изобретения, определенных в следующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Al-Mg-Si-ПОЛОСА ДЛЯ ПРИМЕНЕНИЙ С ВЫСОКИМИ ТРЕБОВАНИЯМИ К ФОРМУЕМОСТИ | 2010 |
|
RU2516214C2 |
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2691081C1 |
| МНОГОЦЕЛЕВЫЕ ТЕРМООБРАБАТЫВАЕМЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ И СВЯЗАННЫЕ С НИМИ ПРОЦЕССЫ И ОБЛАСТИ ПРИМЕНЕНИЯ | 2015 |
|
RU2676817C2 |
| ИЗДЕЛИЕ ИЗ Al-Zn-Mg СПЛАВА С ПОНИЖЕННОЙ ЧУВСТВИТЕЛЬНОСТЬЮ К ЗАКАЛКЕ | 2009 |
|
RU2503735C2 |
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2717434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2024 |
|
RU2839583C1 |
| АЛЮМИНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С ВНУТРЕННИМ СЛОЕМ ИЗ СПЛАВА- ALMGSI | 2012 |
|
RU2569519C2 |
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2720277C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЛИСТОВЫХ КОМПОНЕНТОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2009 |
|
RU2524017C2 |
| Термоформованный компонент с превосходной адгезией покрытия и способ его изготовления | 2020 |
|
RU2820955C1 |

Изобретение относится к алюминиевым сплавам, используемым в промышленности автотранспортных средств. Способ получения изделия из алюминиевого сплава включает формование листа из дисперсионно-твердеющего термически обрабатываемого алюминиевого сплава для получения из алюминиевого сплава формованного изделия, имеющего одну или более частей; нагревание по меньшей мере одной части формованного изделия из алюминиевого сплава, имеющего одну или более частей, два или более раз до температуры термообработки от 250 до 300°С при скорости нагревания от 10 до 220°С/с и поддерживание температуры каждой термообработки в течение 60 с или менее, причем по меньшей мере одна часть формованного изделия из алюминиевого сплава содержит дисперсионно-твердеющий термически обрабатываемый алюминиевый сплав. Изобретение направлено на повышение прочности изделий из термически обрабатываемых дисперсионно-твердеющих алюминиевых сплавов. 3 н. и 15 з.п. ф-лы, 15 ил., 2 табл., 7 пр.
1. Способ получения формованного изделия из алюминиевого сплава, включающий:
- формование листа из дисперсионно-твердеющего термически обрабатываемого алюминиевого сплава для получения из алюминиевого сплава формованного изделия, имеющего одну или более частей;
- нагревание по меньшей мере одной части формованного изделия из алюминиевого сплава, имеющего одну или более частей, два или более раз до температуры термообработки от 250 до 300°С при скорости нагревания от 10 до 220°С/с; и
- поддерживание температуры каждой термообработки в течение 60 с или менее, причем по меньшей мере одна часть формованного изделия из алюминиевого сплава содержит дисперсионно-твердеющий термически обрабатываемый алюминиевый сплав.
2. Способ по п. 1, отличающийся тем, что формование включает штампование, прессование и/или прессование в форме листа из алюминиевого сплава.
3. Способ по п. 1 или 2, отличающийся тем, что выдержку при температуре каждой термообработки осуществляют в течение от 5 до 30 секунд.
4. Способ по любому из пп. 1-3, отличающийся тем, что дисперсионно-твердеющий термически обрабатываемый алюминиевый сплав представляет собой алюминиевый сплав серии 2ххх, 6ххх или 7ххх.
5. Способ по любому из пп. 1-4, отличающийся тем, что дисперсионно-твердеющий термически обрабатываемый алюминиевый сплав до стадий нагревания находится в состоянии термообработки Т4.
6. Способ по любому из пп. 1-5, отличающийся тем, что дисперсионно-твердеющий термически обрабатываемый алюминиевый сплав после стадий нагревания находится в состоянии термообработки Т6 или Т61.
7. Способ по любому из пп. 1-6, отличающийся тем, что предел прочности при разрыве дисперсионно-твердеющего термически обрабатываемого алюминиевого сплава увеличивается после стадий нагревания по меньшей мере на 30-50 МПа.
8. Способ по любому из пп. 1-7, отличающийся тем, что нагревание представляет собой кондуктивный нагрев.
9. Способ по любому из пп. 1-8, отличающийся тем, что нагревание осуществляют с помощью одного или более нагретых штампов комплементарной формы.
10. Способ по любому из пп. 1-9, отличающийся тем, что по меньшей мере одна часть представляет собой цельное формованное изделие из алюминиевого сплава.
11. Способ по любому из пп. 1-10, отличающийся тем, что по меньшей мере одна часть представляет собой по меньшей мере две части и при этом указанные по меньшей мере две части формованного изделия из алюминиевого сплава нагревают при одной или различных температурах.
12. Способ по п. 1, отличающийся тем, что нагревание осуществляют два раза, причем интервал времени второй термообработки отличен от интервала времени первой термообработки.
13. Способ по п. 1, отличающийся тем, что нагревание осуществляют два раза, причем температура первой термообработки и температура второй термообработки представляют собой две различные температуры.
14. Способ по п. 13, отличающийся тем, что вторая температура термообработки ниже, чем первая температура термообработки.
15. Способ по любому из пп. 1-14, отличающийся тем, что формованное изделие из алюминиевого сплава представляет собой панель автотранспортного средства.
16. Термически обрабатываемое формованное изделие из алюминиевого сплава, полученное способом по любому из пп. 1-15.
17. Термически обрабатываемое формованное изделие из алюминиевого сплава по п. 16, которое представляет собой панель автотранспортного средства.
18. Кузов автотранспортного средства, содержащий панель автотранспортного средства по п. 17.
| US 2015007909 A1, 08.01.2015 | |||
| Способ повышения стойкости каратели против намокания при хранении | 1947 |
|
SU70115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИИ ПРИ ПОМОЩИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОЛСТЫХ ЛИСТОВ | 2003 |
|
RU2341585C2 |
| УПРОЩЕННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ КАТАНЫХ ПРОДУКТОВ ИЗ СПЛАВОВ Al-Zn-Mg И ПРОДУКТЫ, ПОЛУЧЕННЫЕ ДАННЫМ СПОСОБОМ | 2003 |
|
RU2326182C2 |

