Настоящее изобретение относится к усовершенствованному способу формования листовых компонентов из металлического сплава и, в частности, листовых деталей из алюминиевых сплавов. Способ особенно подходит для формования отформованных деталей, имеющих сложную форму, которая не может быть легко получена при использовании известных технологий.
Листовые компоненты из алюминиевого сплава, подвергаемые старению, обычно подвергают холодной формовке по режиму Т4 (термообработка на твердый раствор и закалка), а затем искусственному старению для повышения прочности, или по режиму Т6 (термообработка твердый раствор, закалка и последующее искусственное старение). Любой из этих двух режимов имеет ряд присущих ему недостатков, таких как упругое последействие и низкая формуемость, которые трудно решить. Горячая штамповка может увеличить формуемость и уменьшить упругое последействие, но она разрушает требуемую микроструктуру. Соответственно, для восстановления микроструктуры необходима термообработка после формования (SHT), но она приводит к деформации отформованных компонентов при закалке после SHT. Эти недостатки встречаются также при формовании технических компонентов при использовании других материалов.
В попытке преодолеть эти недостатки прилагались различные усилия, и были изобретены специальные способы преодоления конкретных проблем при формовании отдельных типов компонентов. Они изложены ниже.
Способ 1: Сверхпластичное формование (SPF) компонентов из листового металла
Это медленный изотермический способ формования выдуванием с помощью газа для производства компонентов сложной формы из листового металла, который используют в основном в аэрокосмической промышленности. Мелкозернистый лист металла и формообразующий инструмент нагревают вместе. Для получения соответствующей микроструктуры с целью достижения высокой прочности обычно требуется термообработка после формования (например, SHT+закалка+старение термообрабатываемых алюминиевых сплавов). Сверхпластичное поведение материала может наблюдаться только у конкретных материалов с мелкозернистой структурой, деформирующихся при заданной температуре и скорости деформации. (Lin. J., and Dunne, F. P. E., 2001, Modeling grain growth evolution and necking in superplastic blow-forming, Int. J. Of Mech. Sciences, Vol. 43, No 3, pp.595-609.)
Способ 2: Формование в режиме ползучести (CAF) панелей из алюминиевого сплава
Это тоже медленный способ, обычно используемый для формования деталей панелей крыльев летательных аппаратов с сочетанием формования и обработки старением. Время формования в режиме ползучести определяется в соответствии с требованием искусственного старения материала. Для способа обычно характерна небольшая пластичная деформация, при этом труднопреодолеваемой проблемой является упругое последействие. Для разработки инструментов CAF с использованием компьютеров с целью компенсации упругого последействия были предложены различные технологии, например, описанные в патентах США 5168169, 5341303 и 5729462.
Способ 3: Способ обработки металлических сплавов (FR 1556887) был предложен предпочтительно для алюминиевых сплавов применительно к экструзии сплавов в состоянии жидко-твердой смеси с целью производства профилей. При этом способе долю жидкого сплава выдерживают ниже 40% от 5 минут до 4 часов, так чтобы дендритная фаза по меньшей мере начала переходить в глобулярную форму. Закалку осуществляют на экструдате на выходе из штампа либо с помощью пульсирующего воздуха, либо путем распыления воды, смеси воздуха и воды, либо тумана. Отформованные детали затем подвергают искусственному старению при заданной температуре для старения. Эта технология трудноприменима для формования листового металла, так как (i) лист становится слишком мягким для обработки при этой температуре (жидкий сплав составляет около 40%), и (ii) указанный способ закалки трудно применить для деталей из отформованного листа.
Способ 4: Термообработка на твердый раствор, формование и закалка в холодном штампе (HFQ) описаны авторами настоящего изобретения в их более ранней заявке WO2008/059242. При этом способе заготовку из алюминиевого сплава подвергают термообработке на твердый раствор и быстро подают на ряд холодных штампов, которые немедленно закрывают для формования отформованного компонента. Отформованный компонент выдерживают в холодных штампах во время охлаждения отформованного компонента. Дальнейшие исследования выявили недостатки в этом способе, и настоящее изобретение представляет собой усовершенствование способа, описанного в WO2008/059242.
Согласно настоящему изобретению, предлагается способ формования листового компонента из алюминиевого сплава, включающий:
(i) нагрев листовой заготовки из алюминиевого сплава до температуры термообработки на твердый раствор (SHT) на станции нагрева и, в случае сплавов, не подвергаемых предварительной закалке с последующим старением, поддержание температуры SHT до завершения термообработки на твердый раствор;
(ii) подачу листовой заготовки на ряд холодных штампов и начало формования в течение 10 с с момента ее извлечения из станции нагрева, так что потери тепла от листовой заготовки уменьшаются до минимума,
(iii) закрывание холодных штампов для формования листовой заготовки в отформованный компонент, при этом формование происходит менее чем за 0,15 с, и
(iv) выдержку отформованного компонента в закрытых штампах во время охлаждения отформованного компонента.
Заявленный способ найдет применение для любого сплава с микроструктурой и механическими свойствами, которые могут быть успешно изменены путем термообработки на твердый раствор и старения.
Настоящее изобретение отличается от описанного в WO2008/059242, в частности, значительно более быстрым закрыванием штампа. В WO2008/059242 наиболее быстрое закрывание штампа составляло 2 с (т.е. более чем на порядок медленнее, чем самое медленное время, предусмотренное настоящим изобретением). Как будет более подробно описано ниже, авторы изобретения в ходе своих обширных исследований обнаружили, что такие короткие отрезки времени имеют решающее значение для успеха способа HFQ.
В некоторых вариантах осуществления закрывание штампа может происходить менее чем за 0,1 с или даже менее чем за 0,05 с.
Время выдержки отформованного компонента в охлажденном штампе может быть менее 4 с, менее 2 с или даже менее 1 с в зависимости от толщины компонента. Время выдержки должно быть достаточным только для достижения компонентом температуры, например, 250°С или менее, с тем чтобы обеспечить поддержание требуемой микроструктуры после извлечения из штампов. Следует понимать, что этот промежуток времени может быть очень коротким для тонких материалов.
В данном случае температура термообработки на твердый раствор (SHT) - это температура, при которой осуществляют SHT (как правило, при величинах около 50°С температуры ликвидуса сплава). SHT включает в себя растворение сплавленных элементов в максимально возможной степени в алюминиевой матрице.
Последующие этапы (II)-(IV) закалки предотвращают образование выделений (т.е. легирующие компоненты поддерживают в перенасыщенном растворе), а также предотвращают деформацию отформованного компонента.
Очевидно, температура SHT будет варьироваться в зависимости от сплава. Однако типичная температура будет находиться в диапазоне от 450° до 600°С и для некоторых сплавов в диапазоне от 500° до 550°C. В тех случаях, когда это требуется для завершения SHT, температура SHT, как правило, будет поддерживаться от 20 до 60 минут, например, 30 минут.
В случае предварительно состаренных сплавов, например, с закаленными по режиму термообработки Т4, упрочняющая фаза поддерживается в твердом растворе. Если нагрев произведен достаточно быстро, дисперсная фаза не претерпит значительных ухудшений в процессе нагрева и упрочняющая фаза перейдет в раствор, как только будет достигнута температура SHT. Таким образом, в случае с предварительно состаренными сплавами, скорость нагрева до температуры SHT может быть не менее 2°С/с или даже 3°C/с.
Время перехода (от нагрева к формованию) должно быть как можно более коротким и измеряться секундами, например, менее 5 секунд или даже менее 3 секунд.
В некоторых вариантах осуществления скорость охлаждения отформованного компонента в штампах такое, что отформованный компонент охлаждается ниже 200°С менее чем за 10 секунд. В некоторых вариантах осуществления штампы поддерживают при температуре не выше 150°C. Естественные потери тепла от штампов могут быть достаточными для поддержания их при достаточно низкой температуре. Однако в случае необходимости может быть применено дополнительное воздушное или водяное охлаждение.
Способ может включать дополнительный этап искусственного старения компонентов из термообрабатываемого алюминиевого сплава и включает нагрев отформованного компонента до температуры искусственного старения, а также выдержку при этой температуре для обеспечения дисперсионного твердения. Типичные температуры составляют от 150° до 250°C. Время старения может значительно варьироваться в зависимости от природы сплава. Типичное время старения составляет от 5 до 40 часов. Для автомобильных компонентов время старения может измеряться минутами, например 20 минут.
Термообрабатываемые алюминиевые сплавы, пригодные для использования согласно способу изобретения, включают в себя сплавы серий 2ХХХ, 6ХХХ и 7XXX. Конкретные примеры включают в себя AA6082 и 6111, обычно используемые в автомобильной промышленности, и AA7075, используемый для конструкций крыльев летательных аппаратов.
Нетермообрабатываемые алюминиевые сплавы, пригодные для использования в способе изобретения, включают в себя сплавы серии 5XXX, например AA 5754, закаляемый на твердый раствор сплав, для которого способ может оказаться предпочтительным в повышении его коррозионной стойкости.
Изобретение также касается отформованной детали, полученной способом согласно изобретению. Такие детали могут представлять собой автомобильные детали, например, двери или панели кузова.
Следует отметить, что горячая штамповка с закалкой в холодном штампе не является новой сама по себе. Такой способ известен специалистам в области стальных листов. Согласно способу, стальной лист нагревают в достаточной степени, чтобы превратить его в одну аустенитную фазу для достижения более высокой пластичности. При закалке в холодном штампе аустенит превращается в мартенсит, таким образом, достигается высокая прочность отформованного компонента. Этот способ разработан для специальных видов сталей, которые имеют высокую температуру мартенситного превращения при меньших требованиях к скорости охлаждения, и используется в основном при формовании компонентов защитной панели в автомобильной промышленности. (Aranda, LG, Ravier P., Chastel, Y., (2003). The 6th Int. ESAFORM Conference on Metal Forming, Salerno, Italy, 28-30, 199-202).
Варианты осуществления изобретения будут описаны ниже только в качестве примера со ссылкой на прилагаемые чертежи, на которых:
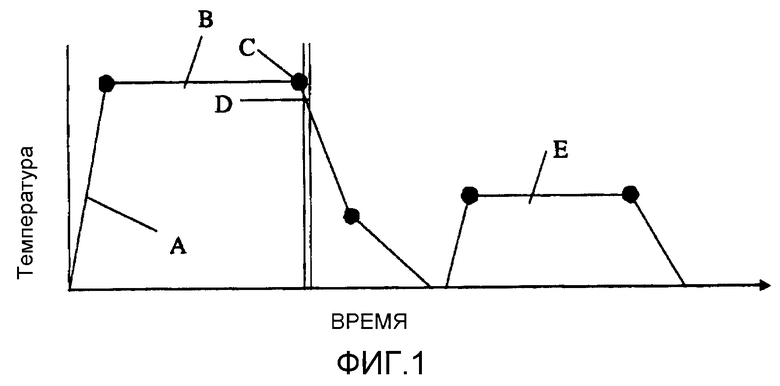
фиг.1 представляет собой схематичный вид температурного профиля компонента при осуществлении способа в соответствии с настоящим изобретением,
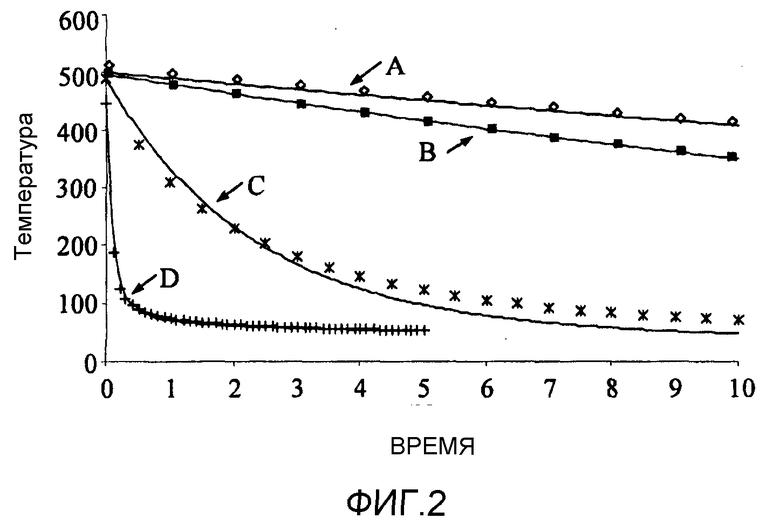
фиг.2 представляет собой график зависимости температуры и времени для компонента, находящегося между плоскими штампами из инструментальной стали, при воздействии различных контактных зазоров и величин давления,
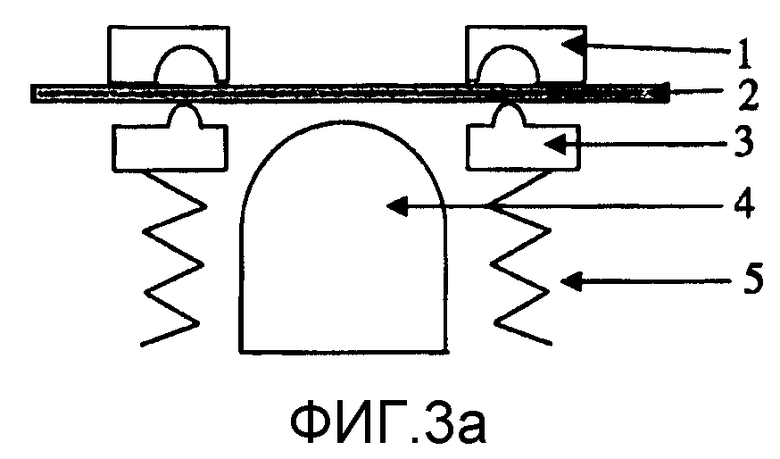
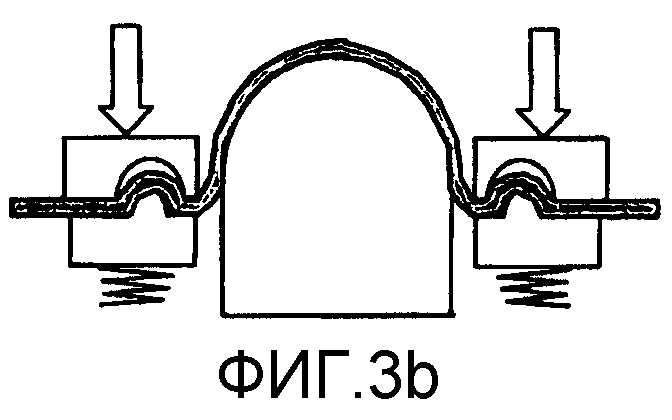
Фиг.3а и 3b иллюстрируют конструкцию штампа, используемого для оценки формуемости в различных условиях, в исходном состоянии (фиг.3a) и состоянии после формования (фиг.3b),
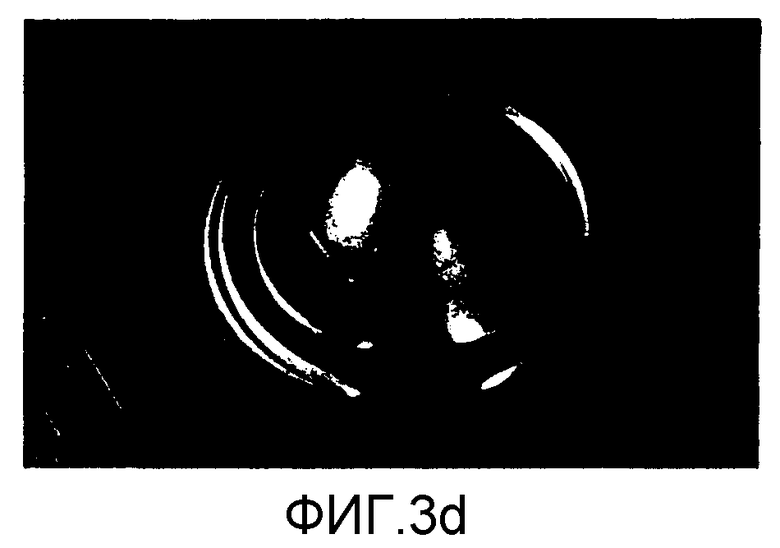
фиг.3с и 3d иллюстрируют результаты 2 с и 0,07 с способов формования соответственно, при использовании конструкции штампа, показанного на фиг.3а.
Способ схематично показан на фиг.1. Заготовку сначала нагревают до ее температуры SHT (А) (например, 525°С для AA6082), а затем материал выдерживают при этой температуре в течение требуемого периода времени (например, 30 минут для AA6082), если требуется полный цикл SHT (B). Прошедшую SHT листовую заготовку затем немедленно подают на пресс и размещают на нижнем штампе (С). Такой переход должен быть достаточно быстрым, чтобы обеспечить минимальные потери тепла от алюминия в окружающую среду (например, менее 5 секунд). Как только заготовка установлена на место, верхний штамп опускают так, чтобы провести формование компонента (D). Потери тепла во время способа формования также должны быть минимальными, что достигается за счет быстроты способа. Полностью отформованный компонент выдерживают между верхним и нижним штампами, пока материал не будет достаточно охлажден, что означает завершение способа закалки в холодном штампе. Затем осуществляют искусственное старение (E) для повышения прочности готового компонента (т.е. 9 часов при 190°C для АА6082). Старение может комбинироваться с отжигом, если не требуется последующая покраска отформованного изделия.
В варианте вышеуказанного способа сплав AA6082 нагревают со скоростью не менее 2°С/с до достижения температуры SHT. Этап SHT (B) опускают и заготовку немедленно подают на пресс для формования.
Для достижения эффективной закалки важно поддерживать температуру и верхнего, и нижнего штампов достаточно низкой. В приведенном выше примере температура штампов поддерживалась ниже 150°C. За счет того что алюминиевые сплавы имеют высокий коэффициент теплопередачи и низкую теплоемкость, потери тепла от алюминия на холодных штампах и в окружающую среду будут большими, что обеспечивает высокую скорость закалки. Это позволяет поддерживать состояние перенасыщенного твердого раствора в режиме закалки.
Ключевым параметром успеха способа формования является достаточно высокая скорость охлаждения при закалке в холодном штампе, так чтобы обеспечивалось управление формованием и ростом выделений. Таким образом, после искусственного старения можно производить высокопрочные детали из листового металла. Закалка в холодном штампе обычно не практикуется на дисперсионно-твердеющих сплавах, так как для достижения высоких скоростей охлаждения, как правило, экономически необходима закалка в воде, так чтобы можно было избежать образования выделений на границах зерен на этом этапе термообработки. Поскольку рассматриваемые сплавы допускают дисперсионное твердение, закалка в холодном штампе на самом деле обеспечивает максимальное количество элементов, допускающих выделение при старении в твердый раствор для улучшения свойств. Влияние закалки в холодном штампе (скорости охлаждения) непосредственно связано с температурой работающего штампа, толщиной листа из алюминиевого сплава и контактных условий (например, давления формования, степени очистки поверхности и смазки). Были проведены механические испытания с целью выяснения, является ли достаточной скорость охлаждения при использовании закалки в холодном штампе для достижения механических свойств материалов, прошедших термообработку.
Испытание 1 - Закалка между плоскими штампами из инструментальной стали
В этом исследовании были использованы 3 способа охлаждения и проведено сопоставление результатов. Сначала образцы листа AA6082 толщиной 1,5 мм нагревали до 525°С и выдерживали 30 минут при обработке SHT. Затем образцы были подвергнуты либо (i) закалке в воде, либо (ii) закалке между плоскими штампами из холодной стали, либо (iii) закалке на воздухе (естественному охлаждению). Для закалки между плоскими штампами из холодной стали круглый диск из листа сплава поместили между имеющими соответствующую форму штампами. Датчик температуры был прикреплен к листу сплава на его периферии для контролирования его температурного профиля. Были исследованы различные условия путем применения прокладок разной толщины между листом и штампами, или когда лист находится в контакте со штампами, а также при воздействии различных нагрузок на верхний штамп. Затем образцы выдерживали при 190°С в течение 9 часов.
Испытания на растяжение проводились на образцах, прошедших SHT и закалку различными средствами, и их результаты приведены в таблице 1. Закалка в холодном штампе без приложенного давления (отличного от веса штампа) показала растягивающее напряжение в 95% от значения, полученного при закалке в воде, которая, по общему мнению, обеспечивает лучшие характеристики закалки.
Замеры прочности для различных способов закалки
Температурный профиль, наблюдаемый при закалке в холодном штампе, показан на фиг.2. Кривые А-С соответствуют зазорам штампа 1,05 мм, 0,6 мм и 0,0 мм соответственно. Кривая D построена для зазора 0,0 мм с нагрузкой 170 МПа, приложенной к верхнему штампу. Из фиг.2 видно, что наблюдается быстрое охлаждение при наличии хорошего контакта между листами из сплава и штампами.
Испытание 2 - Формование полусферических деталей
Настройка инструмента схематично показана на фиг.3а. Заготовка 2 AA6082, нагретая до 525°C, а затем охлажденная до 450°C, была положена на держатель 3 нижней заготовки и удерживалась между держателем 3 нижней заготовки и держателем 1 верхней заготовки силой пружины 5. Заготовке была придана полусферическая форма с помощью пуансона 4 (при этом контролировалась скорость штамповки для определения времени формования), и она выдерживалась в ряде штампов в течение 10 секунд (фиг.3b). В этом исследовании были использованы два периода формования (т.е. 0,07 и 2 секунды) для формования одинакового листового материала из алюминиевого сплава. Начальная температура штампа составляла 22°С, искусственное охлаждение штампа при этом не использовалось. Глубина формования составляла 23 мм, что характерно для типичного промышленного применения.
Сравнительный пример, реализуемый при 2 с, не срабатывает, как показывает разрыв в куполе, проиллюстрированный на фиг.3с. Хотя достигается высокая пластичность, это не означает хорошую формуемость. Пластичностью является способность материала выдерживать деформации без разрушения. Формуемостью является способность материала создавать формы без разрушения. В данном случае формуемость можно рассматривать как способность иметь равномерную и пластичную деформацию в области формования. В сравнительном примере деформация быстро локализована, что вызывает раннее разрушение, хотя при этом наблюдается пластичная реакция.
Существует два механизма, которые воздействуют на улучшение формуемости при увеличении скорости:
1. Совершенствование равномерности температурного профиля
Это непосредственно касается времени формования, поскольку лист начнет быстро закаливаться локально, как только его области вступят в контакт с холодным штампом. Скорости закаливания до 500°С были обнаружены при условиях, предусмотренных в качестве типичных для технологии HFQ, что приводит к температурным градиентам по листу в несколько сотен градусов. Это намного больше того, что было до сих пор реализовано авторами изобретения. За счет формования за чрезвычайно короткий период передача тепла во время этапа формования способа уменьшена до минимума, и температурный профиль заготовки сохраняется близким к равномерному. Точная величина падения температуры будет зависеть от теплового контакта между листом и штампом, а также от толщины листа.
2. Совершенствование характеристик напряжения текучести материала
При деформации обычного листового металла при комнатной температуре он испытывает упрочнение. При деформации материал становится прочнее, и если больше деформации происходит в одной области, чем в другой, то деформированная область быстро распространится. Именно этот механизм деформационного упрочнения трансформирует хорошую пластичность материала в хорошую формуемость. При высокой температуре алюминий имеет очень небольшое деформационное упрочнение и, таким образом, быстро происходит локализация, которая не уравновешена упрочнением материала. К счастью, алюминий имеет вязкопластичную характеристику напряжения текучести (зависящую от скорости) при высоких температурах. Если какая-либо область деформируется значительно быстрее, чем соседние области, относительная прочность будет выше, и в силу этого деформация в определенной степени будет распространяться. Кроме того, за счет увеличения общей скорости способа материал будет иметь более высокое напряжение текучести, которое «тянет» материал вокруг штампа более эффективно. Наконец, деформационное упрочнение будет наиболее заметно при более высоких скоростях деформации, увеличивая до максимума имеющееся малое деформационное упрочнение. Это связано со скоростью формования, которая связана со временем формования через глубину формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2783714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 2XXX | 2021 |
|
RU2826059C1 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2785724C1 |
| Al-Mg-Si-ПОЛОСА ДЛЯ ПРИМЕНЕНИЙ С ВЫСОКИМИ ТРЕБОВАНИЯМИ К ФОРМУЕМОСТИ | 2010 |
|
RU2516214C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2042735C1 |
| ПРОДУКЦИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2015 |
|
RU2689830C2 |
| АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ С ВЫСОКОЙ ПРОЧНОСТЬЮ, ВЫСОКОЙ ДЕФОРМИРУЕМОСТЬЮ И НИЗКОЙ СТОИМОСТЬЮ | 2015 |
|
RU2716722C2 |
| МНОГОСЛОЙНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2440205C2 |
| ИЗДЕЛИЕ ИЗ Al-Zn-Mg СПЛАВА С ПОНИЖЕННОЙ ЧУВСТВИТЕЛЬНОСТЬЮ К ЗАКАЛКЕ | 2009 |
|
RU2503735C2 |
| СПЛАВ Al-Zn-Mg-Cu | 2004 |
|
RU2353693C2 |

Изобретение относится к способу формования листового компонента из алюминиевого сплава. Способ включает нагрев листовой заготовки из алюминиевого сплава до температуры термообработки на твердый раствор (SHT) на станции нагрева и, в случае сплавов, не подвергаемых предварительной закалке с последующим старением, поддержание температуры SHT до завершения термообработки на твердый раствор, подачу листовой заготовки в течение 10 с на ряд холодных штампов и формование таким образом, чтобы уменьшить до минимума потери тепла от листовой заготовки, закрывание холодных штампов для формования листовой заготовки в отформованный компонент, при этом формование осуществляют менее чем за 0,15 с, выдержку отформованного компонента в закрытых штампах во время охлаждения. Способ позволяет реализовать механизм деформационного упрочнения, позволяющий увеличить пластичность материала и улучшить его формуемость. 2 н. и 13 з.п. ф-лы, 6 ил.,1 табл.
1. Способ формования листового компонента из алюминиевого сплава, включающий:
(i) нагрев листовой заготовки из алюминиевого сплава до температуры термообработки на твердый раствор (SHT) на станции нагрева и, в случае сплавов, не подвергаемых предварительной закалке с последующим старением, поддержание температуры SHT до завершения термообработки на твердый раствор;
(ii) подачу листовой заготовки на ряд холодных штампов и начало формования в течение 10 с с момента ее извлечения из станции нагрева таким образом, чтобы минимизировать потери тепла листовой заготовки,
(iii) закрывание холодных штампов для формования листовой заготовки в отформованный компонент, при этом формование осуществляют менее чем за 0,15 с, и
(iv) выдержку отформованного компонента в закрытых штампах во время охлаждения отформованного компонента.
2. Способ по п.1, в котором время выдержки отформованного компонента в закрытых штампах является достаточным для достижения отформованным компонентом температуры 250°С или ниже.
3. Способ по п.2, в котором время выдержки отформованного компонента в закрытых штампах составляет менее 4 с.
4. Способ по любому из пп.1-3, в котором температура термообработки на твердый раствор (SHT) составляет от 450 до 600°C.
5. Способ по п.4, в котором температура термообработки на твердый раствор (SHT) составляет от 500 до 550°C.
6. Способ по п.1, в котором время выдержки при температуре SHT составляет от 20 до 60 минут.
7. Способ по п.1, в котором скорость нагрева до температуры SHT составляет по меньшей мере 2°С/с.
8. Способ по п.1, в котором время перемещения листовой заготовки в холодные штампы составляет менее 5 с.
9. Способ по п.1, в котором отформованный компонент охлаждают ниже 200°С менее чем за 10 секунд.
10. Способ по п.1, в котором температуру штампов при формовании компонента поддерживают не выше 150°C.
11. Способ по п.1, который включает дополнительный этап искусственного старения путем нагрева отформованного компонента до температуры искусственного старения и выдержки отформованного компонента при этой температуре для обеспечения дисперсионного твердения.
12. Способ по п.1, в котором в качестве алюминиевого сплава для листовой заготовки используют термообрабатываемые алюминиевые сплавы серий 2ХХХ, 6ХХХ и 7XXX.
13. Способ по п.1, в котором в качестве алюминиевого сплава для листовой заготовки используют нетермообрабатываемый алюминиевый сплав серии 5XXX.
14. Отформованная деталь в виде листового компонента, отличающаяся тем, что она получена способом по любому из пп.1-13.
15. Деталь по п.14, которая является компонентом автомобиля.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 4687524 A1, 18.08.1987 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1999 |
|
RU2158783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА ДЛЯ ПРОИЗВОДСТВА БАНОК ДЛЯ НАПИТКОВ | 1996 |
|
RU2181149C2 |

