Изобретение относится к технологии и оборудованию для изготовления одноцветных и многоцветных изделий по цифровой модели изделия методом послойной печати расплавленными полимерными нитями (FDM) и может быть использован в различных областях человеческой деятельности.
Известен способ послойной печати одноцветных и многоцветных изделий, включающий проведение предварительного этапа подготовки графической модели одноцветных и многоцветных изделий с помощью компьютера и соответствующего программного средства и этап печати изделий на 3D-принтере, посредством печатающей головки с соплом, в которую подают строительный материал в виде полимерной нити выбранного цвета, разогревают ее посредством нагревателя и подают соплом на подлежащую печати поверхность [1].
Недостатком данного способа послойной печати одноцветных и многоцветных изделий, является низкая производительность, так как печать ведется только той цветной полимерной нитью, которая установлена в печатающей головке. При печати полимерными нитями других цветов возникают перерывы в работе, вызванные необходимостью замены полимерной нити.
Недостатком данного способа также является то, что для изготовления художественно-декоративных и промышленных изделий с большой палитрой цветов требуется использовать большое количество полимерных нитей различных цветов.
Кроме этого, недостатком указанного способа является то, что он не позволяет эффективно использовать печатающую головку, имеющую сопло с выходным отверстием малого диаметра от 0.2 до 0.5 мм, из-за недостаточноймощности выталкивания расплава полимерной нити из сопла, а также частого забивания выходного отверстия сопла нерасплавившимися фракциями полимерных нитей и загрязняющими их частицами.
Вышеуказанные недостатки снижают технологические и эксплуатационные возможности, производительность, художественную выразительность и качество изделий, требуют большого количества полимерных нитей различных цветов, сужают ассортимент выпускаемой продукции данным способом.
Известен способ послойной печати одноцветных и многоцветных изделий, включающий проведение предварительного этапа подготовки графической модели одноцветных и многоцветных изделий с помощью компьютера и соответствующего программного средства и этап печати изделий на 3D-принтере, посредством двух печатающих головок с соплами, в каждую из которых подают строительный материал в виде полимерной нити выбранного цвета, разогревают их посредством нагревателя и поочередно подают соплами на подлежащую печати поверхность [2].
Данный способ послойной печати одноцветных и многоцветных изделий позволяет изготавливать цветные изделие двумя печатающими головками с полимерными нитями двух цветов.
Недостатком данного способа является то, что при использовании двух печатающих головок увеличиваются габариты и масса 3D-принтера, снижается скорость работы, уменьшаются размеры области печати и усложняется программирование изделия и его изготовление, так как для его построения требует сдвоенный набор команд.
Недостатком данного способа также является то, что при печати полимерными нитями других цветов возникают перерывы в работе, вызванные необходимостью замены полимерных нитей.
Также недостатком данного способа является то, что для изготовления художественно-декоративных и промышленных изделий с большой палитройцветов требуется использовать большой набор полимерных нитей различных цветов.
Кроме этого, недостатком указанного способа является то, что он не позволяет эффективно использовать печатающие головки имеющими сопла с выходными отверстиями малого диаметра от 0.2 до 0.5 мм, из-за недостаточной мощности выталкивания расплава полимерных нитей из сопел, а также частого забивания выходного отверстий сопел нерасплавившимися фракциями полимерных нитей и загрязняющимися их частицами.
Все эти вышеуказанные недостатки снижают технологические и эксплуатационные возможности, производительность, художественную выразительность и качество изделий, требуют большого количества полимерных нитей различных цветов, сужают ассортимент выпускаемой продукции данным способом.
Известен также способ послойной печати одноцветных и многоцветных изделий, включающий проведение предварительного этапа подготовки графической модели одноцветных и многоцветных изделий с помощью компьютера и соответствующего программного средства и этап печати изделий на 3D-принтере, посредством печатающей головки с двумя соплами, в каждую из которых подают строительный материал в виде полимерной нити выбранного цвета, разогревают их посредством нагревателей, и поочередно подают двумя соплами на подлежащую печати поверхность [3].
Данный способ послойной печати одноцветных и многоцветных изделий, позволяет изготавливать цветные изделия полимерными нитями двух цветов, которые установлены в печатающей головке содержащей два сопла, попеременно включая одно из ее сопел посредством микроконтроллерного блока управления и подавая расплавленную нить под давлением в активное сопло.
Недостатком данного способа является низкая производительность, так как печать ведется цветными полимерными нитями, которые установлены в печатающей головке. При печати полимерными нитями других цветов необходима замена полимерных нитей.
Недостатком данного способа также является то, что при использовании печатающей головки с двумя соплами увеличиваются его габариты и масса, снижается скорость работы и размеры области печати, усложняется программирование изделия и его изготовление, так как для этого требует сдвоенный набор команд.
Также недостатком данного способа является то, что, для изготовления художественно-декоративные и промышленные изделия с большой палитрой цветов, требуется использовать большой набор полимерных нитей различных цветов.
Кроме этого, указанный способ не позволяет эффективно использовать печатающую головку с двумя соплами имеющими выходные отверстия малого диаметра от 0.2 до 0.5 мм, из-за недостаточной мощности выталкивания расплава полимерных нитей из сопел и забивания их выходного отверстия нерасплавившимися фракциями полимерных нитей и загрязняющими их частицами.
Вышеуказанные недостатки снижают технологические и эксплуатационные возможности способа, художественную выразительность и качество изделий, требуют большого количества полимерных нитей различных цветов, а также сужают ассортимент выпускаемой продукции данным способом.
Наиболее близким к предлагаемому изобретению, является способ послойной печати одноцветных и многоцветных изделий, включающий проведение предварительного этапа подготовки графической модели одноцветных и многоцветных изделий с помощью компьютера и соответствующего программного средства и этап печати изделий на 3D-принтере, посредством печатающей головки с соплом, в которую подают строительный материал в виде полимерных нитей выбранных цветов, разогревают их посредством нагревателя, смешивают и подают соплом на подлежащую печати поверхность [4].
Данный способ послойной печати одноцветных и многоцветных изделий, позволяет изготавливать одноцветные и многоцветные изделия полимерными нитями, выбранного набора цветов - синего, красного и зеленого цвета и другими цветами, полученными смешиванием их расплавов в сопле.
Недостатком данного способа является то, что он не позволяет эффективно получить качественную смесь заданного изделием цвета, так как в сопло сложно дозировано подать расплав каждой полимерной нити, чтобы получить из их требуемый изделием цвет, а также качественно смешать их в сопле, так как смешивания происходит самопроизвольно в сопле, имеющим небольшие геометрические размеры.
Недостатком данного способа также является то, что он не позволяет, полимерными нитями выбранных цветов, качественно изготавливать плоские и объемные одноцветные и многоцветные изделия с большой цветной палитрой.
Также, недостатком указанного способа является то, что для предотвращения теплоотвода от корпуса печатающей головки к системе подачи полимерных нитей, используют сложную и громоздкую систему термостабилизации, состоящую из связанных с каналами корпуса трубчатых термобарьеров с радиаторами и охлаждающего их вентилятора.
Кроме этого, указанный способ не позволяет эффективно использовать печатающую головку с соплом, имеющим выходное отверстие малого диаметра от 0.2 до 0.5 мм, которые обеспечивают хорошую детализацию, четкость граней и чистоту поверхности изделия. Причины этого, недостаточная мощность выталкивания расплава полимерных нитей из сопла и забивания выходного отверстия сопла нерасплавившимися фракциями полимерных нитей и загрязняющимися их частицами.
Кроме этого, в данном способе не раскрыто средство, как цвета полимерных нитей выбираются и подготавливают для смешивания, чтобы получить качественный расплав смеси заданного изделием цвета.
Все вышеуказанные недостатки не позволяют эффективно и качественно изготавливать плоские, типа панно, и трехмерные одноцветные и многоцветные изделия, снижают технологические и эксплуатационные возможности, производительность, художественную выразительность, требует дополнительного количества полимерных нитей различных цветов.
Технической задачей предлагаемого изобретения является создание усовершенствованного способа послойной печати одноцветных и многоцветных изделий, позволяющего эффективно изготавливать как плоские, типа панно, так и трехмерные цветные изделия с большой палитрой цветов, с одновременным повышением технологических и эксплуатационных возможностей, производительности, художественной выразительности и качества изделий, за счет изменения конструкции печатающей головки и использования дополнительного программного средства для составления рецептур смешивания полимерных нитей выбранных цветов.
Технический результат от использования предлагаемого технического решения заключается:
- в повышении эффективности изготовления как плоских, так и трехмерных одноцветных и многоцветных изделий с большой палитрой цветов;
- в повышении точности воспроизведения цветов изделий;
- в увеличении скорости изготовления изделий;
- в повышение качества изготовленных изделий;
- в улучшении условий его эксплуатации;
- в унификации набора цветов полимерных нитей, для построения одноцветных и многоцветных изделий различных цветов.
Указанный технический результат достигается тем, что способ послойной печати одноцветных и многоцветных изделий, включающий проведениепредварительного этапа подготовки графической модели одноцветных и многоцветных изделий с помощью компьютера и соответствующего программного средства и этап печати изделий на 3D-принтере, посредством печатающей головки с соплом, в которую подают строительный материал в виде полимерных нитей выбранных цветов, разогревают их посредством нагревателя, смешивают и подают соплом на подлежащую печати поверхность, согласно изобретению, используют печатающую головку, состоящую из корпуса с каналами для подачи полимерных нитей, связанную с корпусом и соплом, смесительную систему, содержащую кольцевую камеру и расположенный в ней с возможностью вращения узел смешивания, узел резки полимерных нитей, содержащий связанный с корпусом, неподвижный нож, выполненный с отверстиями, соответствующими каналам корпуса, и установленный на узле смешивания, ножевой элемент, решетку, выполненную съемной и установленную в нижней части кольцевой камеры, и нагреватель, установленный на кольцевой камере, и дополнительное программное средство для составления рецептур смешивания соответствующих количеств полимерных нитей выбранных цветов, для получения требуемых изделием цветов, при этом перед печатью одноцветных или многоцветных изделий дополнительным программным средством составляют рецептуры смешивания соответствующих количеств полимерных нитей выбранных цветов, для получения требуемого изделием цвета, а в процессе печати подают заданное рецептурой количество полимерных нитей выбранных цветов в смесительную систему, одновременно измельчают их узлом резки, расплавляют их посредством нагревателя, перемешивают узлом смешивания и подают в сопло.
Кроме того, цвета полимерных нитей представляют собой три основные цвета - желтый, синий, красный или три основные цвета - желтый, синий, красный и составные цвета- оранжевый, зеленый, фиолетовый, выбранные в соответствии с общеизвестным цветовым кругом, и дополнительно черный и белый.
Кроме того, используют печатающую головку, содержащую неподвижный нож, выполненный в виде круглой пластины с отверстиями, соответствующими каналам корпуса, и ножевой элемент, выполненный с по меньшей мере одним лезвием, предпочтительно с двухсторонней заточкой лезвия.
Кроме того, используют печатающую головку, содержащую неподвижный нож, выполненный в виде кольца с радиально расположенными отверстиями, и ножевой элемент, выполненный в виде диска с режущими зубьями.
Кроме того, используют печатающую головку, содержащую решетку, выполненную в виде диска с отверстиями и центральным отверстием для насаживания узла смешивания.
Кроме того, используют печатающую головку, содержащую узел смешивания, выполненный в виде вала с винтовой лопастью и перемешивающим органом, состоящим из лопастей, выполненных в виде пластин, установленных с возможностью взаимодействия своими торцевыми частями с поверхностью решетки.
Кроме того, используют дополнительное программное средство, состоящее из таблицы смешивания цветов и машиносчитываемой инструкции по составлению рецептур смешивания цветов полимерных нитей.
Кроме того, для создания цветных цифровых моделей изделий существующих объектов, используют, сканирующую систему, со специализированным программным средством, связанную проводной и/или беспроводной связью с компьютером.
Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом заключается в следующем.
Выполнение печатающей головки, связанной с корпусом и соплом, смесительной системой, состоящей из кольцевой камеры и расположенного вней с возможностью вращения узла смешивания, повышает технологические и эксплуатационные возможности устройства, художественную выразительность и качество готовых изделий.
Выполнение печатающей головки с узлом резки полимерных нитей, содержащим связанный с корпусом, неподвижный нож, выполненный с отверстиями, соответствующими каналам корпуса, и установленный на узле смешивания, ножевой элемент, позволяет гарантированно нарезать заданное количество полимерных нитей выбранных цветов, для получения из них расплавов требуемых изделием цветов, а также отказаться от сложной и громоздкой системы термостабилизации, что повышает технологические, эксплуатационные возможности устройства, производительность и качество.
Выполнение печатающей головки с решеткой, выполненной съемной и установка ее в нижней части кольцевой камеры, улучшает перемешивание смеси расплавов пластиковых нитей за счет создания противодавления в кольцевой камере его гидравлическим сопротивлением, а также способствует предотвращению забивания сопла крупными частицами расплава полимерных нитей, при взаимодействии рабочей поверхности решетки с узлом смешивания и тем самым повышает технологические и эксплуатационные возможности устройства.
Установка нагревателя на кольцевой камере, позволяет отказаться от сложной и громоздкой системы термостабилизации, и тем самым повышает технологические и эксплуатационные возможности устройства.
Использования дополнительного программного средства для составления рецептур смешивания соответствующих количеств полимерных нитей выбранных цветов, позволяет эффективно составлять требуемые изделием цвета, и тем самым повышает технологические, эксплуатационные возможности, производительность и качество.
Составление перед печатью одноцветных и многоцветных изделий дополнительным программным средством рецептур смешивания соответствующих количеств полимерных нитей выбранных цветов, для получения требуемого изделием цвета, повышает технологические, эксплуатационные возможности устройства, производительность и качество, а также позволяет расширить ассортимент выпускаемой продукции данным способом.
Подача в процессе печати заданное рецептурой количество полимерных нитей выбранных цветов в смесительную систему, одновременное их измельчение узлом резки, расплавление их посредством нагревателя, перемешивание узлом смешивания и подача в сопло, повышает технологические, эксплуатационные возможности устройства, производительность и качество изделий.
Выбор цветов полимерных нитей представляющих собой три основные цвета - желтый, синий, красный и три или основные цвета - желтый, синий, красный и составные цвета- оранжевый, зеленый, фиолетовый, выбранные в соответствии с общеизвестным цветовым кругом, и дополнительно черный и белый, что позволяет изготавливать одноцветные и многоцветные изделия практически с любой цветной палитрой, ограниченным количеством применяемого цветного материала.
Использование печатающей головки, содержащей неподвижный нож выполненный в виде круглой пластины с отверстиями, соответствующими каналам корпуса, и ножевого элемента выполненного с по меньшей мере одним лезвием, предпочтительно с двухсторонней заточкой лезвия, расширяет эксплуатационные возможности устройства.
Использование печатающей головки, содержащей неподвижный нож, выполненный в виде кольца с радиально расположенными отверстиями, и ножевого элемента, выполненного в виде диска с режущими зубьями, расширяет эксплуатационные возможности.
Использование печатающей головки, содержащей решетку, выполненную в виде диска с отверстиями и центральным отверстием для насаживания узласмешивания, позволяет эффективно измельчать не расплавившиеся фракции полимерных нитей различной плотности и загрязняющие их частицы, и тем самым способствует предотвращению забивания сопла, что повышает технологические, и эксплуатационные возможности.
Использование печатающей головки, содержащей узел смешивания, выполненный в виде вала с винтовой лопастью и перемешивающим органом, состоящим из лопастей, выполненных в виде пластин, установленных с возможностью взаимодействия своими торцевыми частями с поверхностью решетки, позволяет эффективно перемешивать и измельчать нерасплавившиеся фракции полимерных нитей различной плотности и загрязняюще их частицы, что способствует предотвращению забивания отверстий решетки и сопла, и тем самым повышает технологические и эксплуатационные возможности устройства.
Использование дополнительного программного средства, состоящего из таблицы смешивания цветов и машиносчитываемой инструкции по составлению рецептур смешивания цветов полимерных нитей, позволяет эффективно составлять требуемые изделием цвета, и тем самым повышает технологические, эксплуатационные возможности, производительность и качество.
Использование для создания цветных цифровых моделей изделий существующих объектов, сканирующую систему, со специализированным программным средством, связанную проводной и/или беспроводной связью с компьютером, ускоряет процесс построения изделия и тем самым расширяет технологические и эксплуатационные возможности устройства.
Сопоставление заявляемого технического решения с прототипом показывает, что способ послойной печати одноцветных и многоцветных изделий отличается от прототипа новыми существенными признаками.
- используют печатающую головку, состоящую из корпуса с каналами для подачи полимерных нитей, связанную с корпусом и соплом, смесительнуюсистему, содержащую кольцевую камеру и расположенный в ней с возможностью вращения узел смешивания, узел резки полимерных нитей, содержащий связанный с корпусом, неподвижный нож, выполненный с отверстиями, соответствующими каналам корпуса, и установленный на узле смешивания, ножевой элемент, решетку, выполненную съемной и установленную в нижней части кольцевой камеры, и нагреватель, установленный на кольцевой камере;
- используют дополнительное программное средство для составления рецептур смешивания соответствующих количеств полимерных нитей выбранных цветов, для получения требуемых изделием цветов;
- перед печатью одноцветных и многоцветных изделий дополнительным программным средством составляют рецептуры смешивания соответствующих количеств полимерных нитей выбранных цветов, для получения требуемого изделием цвета;
- в процессе печати подают заданное рецептурой количество полимерных нитей выбранных цветов в смесительную систему, одновременно измельчают их узлом резки, расплавляют их посредством нагревателя, перемешивают узлом смешивания и подают в сопло.
Сопоставление заявляемого технического решения с прототипом показывает, что способ послойной печати одноцветных и многоцветных изделий отличается от прототипа новыми существенными признаками.
Сопоставление заявляемого технического решения с известными из уровня техники показывает, что отличительные признаки заявленного способа не вытекают из известного уровня техники.
Следовательно, заявляемое техническое решение соответствует критерию патентоспособности «новизна» и «изобретательский уровень».
Изложенная сущность заявляемого изобретения поясняется чертежами, на которых схематично представлены:
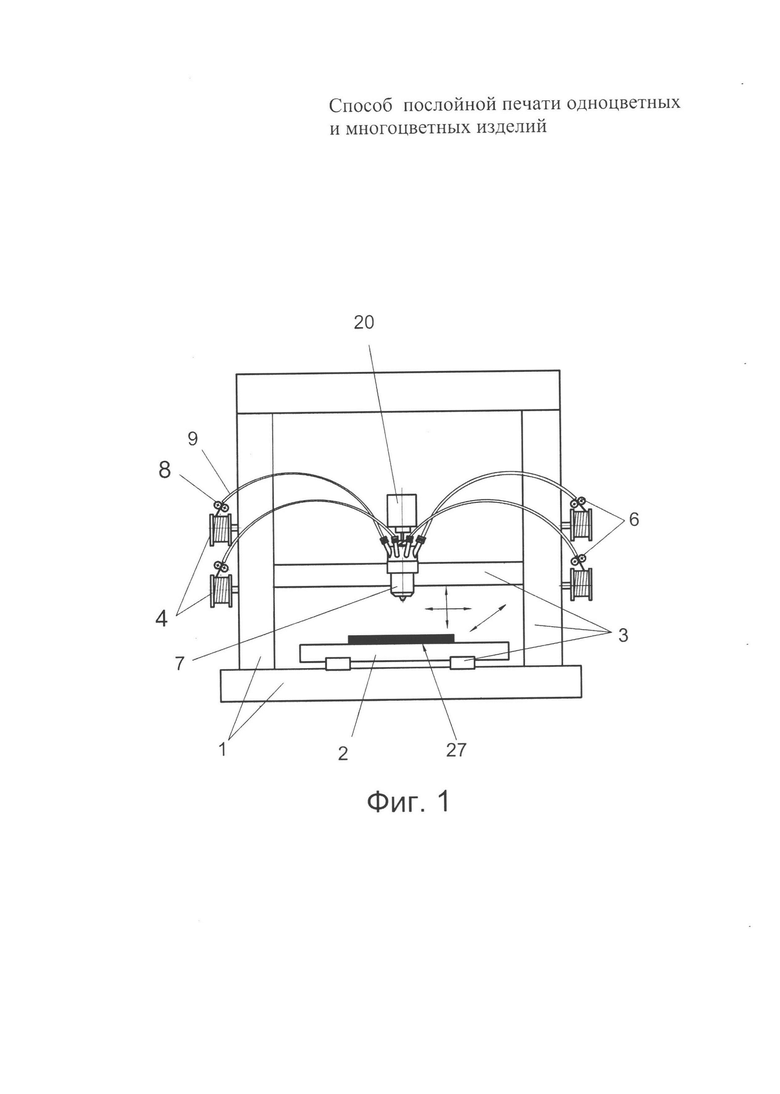
Фиг. 1 - общий вид устройства для осуществления способа послойной печати одноцветных и многоцветных изделий;
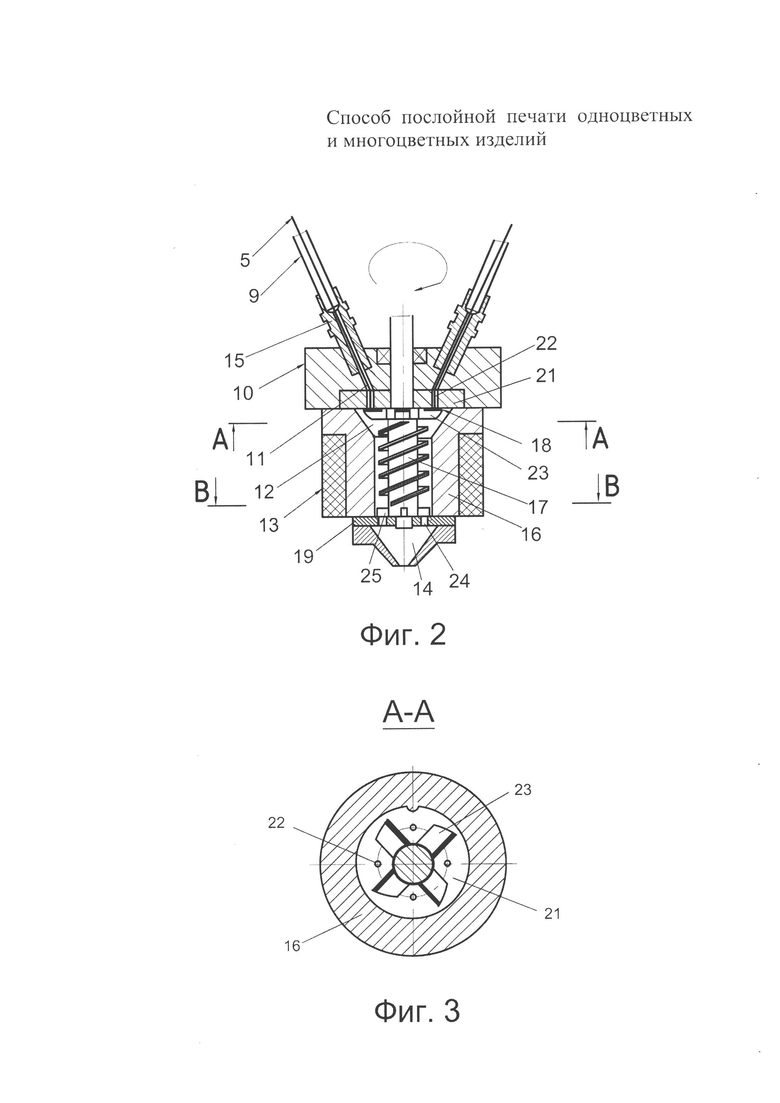
Фиг. 2 - схематическое изображение в разрезе печатающей головки, выполненной с узлом резки полимерных нитей, содержащим неподвижный нож в виде круглой пластины с отверстиями, и ножевой элемент выполненный четырехлезвийным;
Фиг. 3 - сечение А-А на фиг. 2;
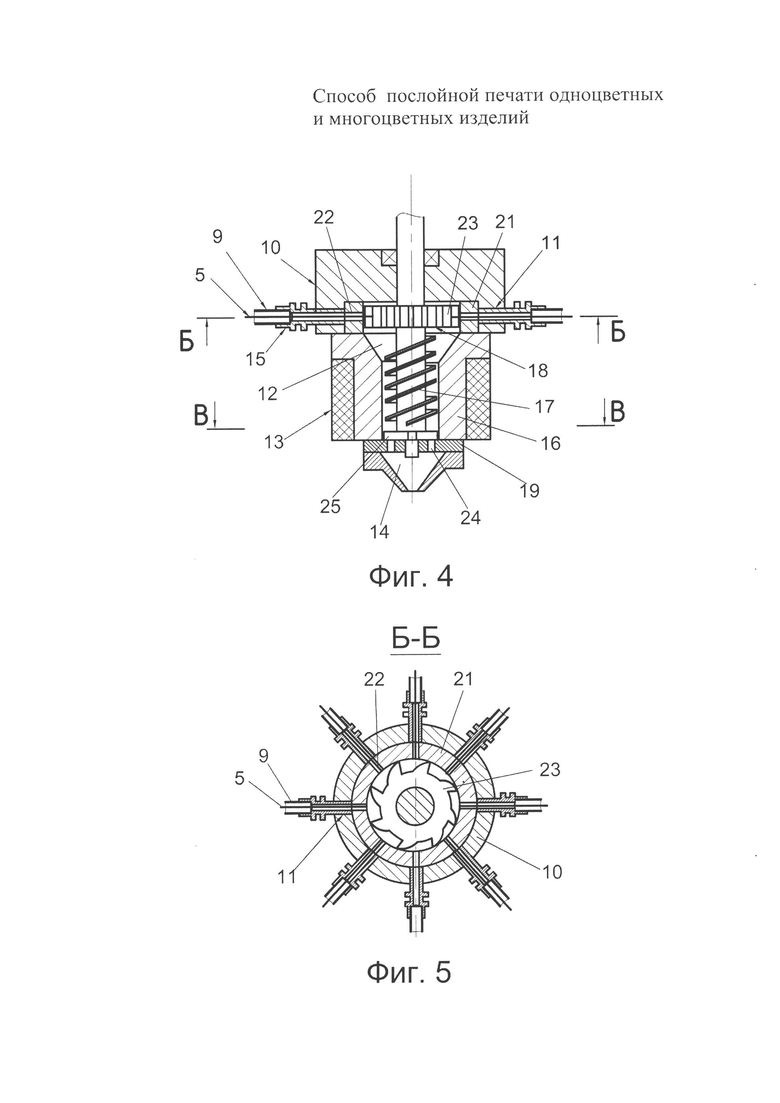
Фиг. 4 - схематическое изображение в разрезе печатающей головки, выполненной с узлом резки полимерных нитей, содержащим неподвижный нож в виде кольца, с радиально расположенными отверстиями, и ножевой элемент в виде диска с режущими зубьями;
Фиг. 5 - сечение Б-Б на фиг. 4.
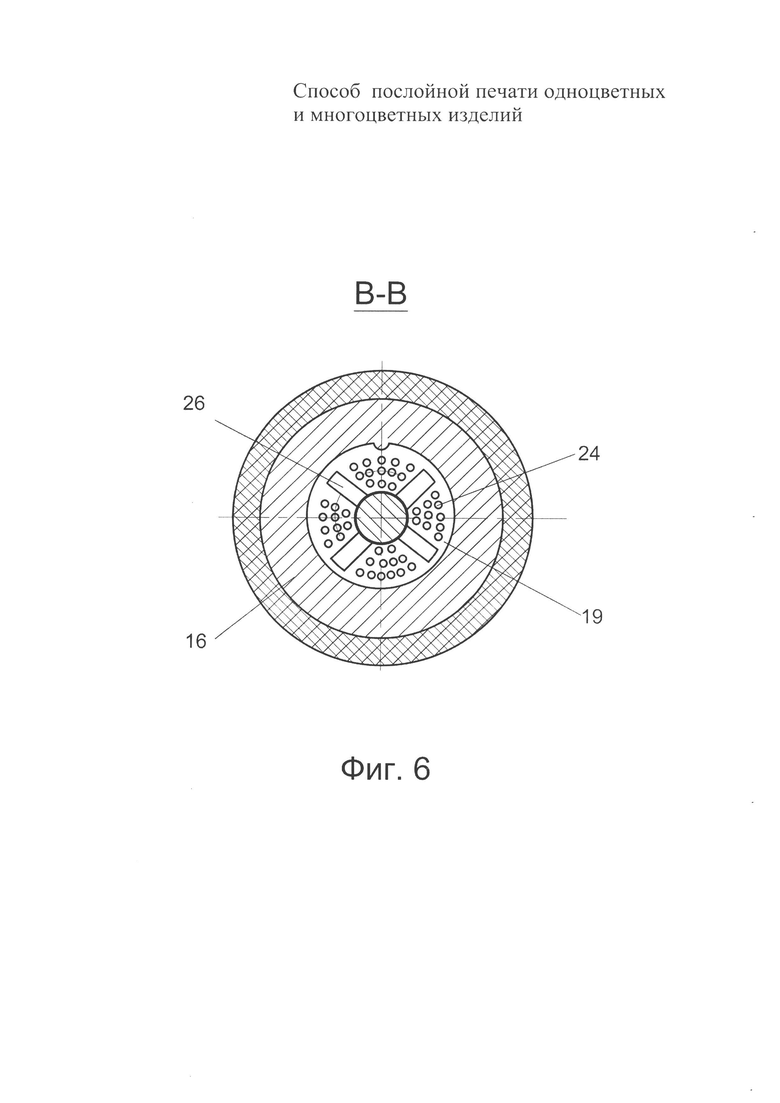
Фиг. 6 - сечение В-В на фиг. 2 и фиг. 4.
Устройство для послойного изготовления одноцветных и многоцветных изделий содержит несущую часть 1, рабочий стол 2, систему трехмерного позиционирования 3, систему управления с программным средством, катушки 4 с полимерными нитями 5 выбранных цветов, систему подачи 6 полимерных нитей 5, печатающую головку 7.
Система подачи 6 полимерных нитей 5 содержит узлы подачи 8 и направляющие трубки 9 для каждой полимерной нити 5.
Узлы подачи 8 включают в себя прижимной ролик и подающую шестерню (не обозначены) с приводом, в виде шагового электродвигателя (не показан).
Печатающая головка 7 содержит корпус 10 с каналами 11 для подачи полимерных нитей 5, смесительную систему 12, нагреватель 13 и сопло 14.
Направляющие трубки 9 выполнены из полимерного материала и могут быть непосредственно связаны с каналами 11 корпуса 10 или посредством дополнительных мундштуков 15.
Смесительная система 12 состоит из кольцевой камеры 16, узла смешивания 17, узла резки 18 полимерных нитей 5 и решетки 19.
Узел смешивания 17 содержит привод 20, соединенный с системой управления. Привод 20 узла смешивания 17 может быть выполнен или в виде электродвигателя или мотор-редуктора.
Узел смешивания 17 может быть выполнен с возможностью одностороннего вращения или предпочтительно с возможностью реверсивного вращения и с регулируемой частотой вращения.
Узел смешивания 17 установлен в корпусе 10 на упорном подшипнике (не обозначен).
Узел резки 18 полимерных нитей 5, содержит неподвижный нож 21 выполненный с отверстиями 22, соответствующими каналам 11 корпуса 10, и ножевой элемент 23, Неподвижный нож 21 закреплен в корпусе 10, а ножевой элемент 23 установлен на узле смешивания 17.
Решетка 19 выполнена съемной и установленной в нижней части кольцевой камеры 16 с возможностью взаимодействия с узлом смешивания 17.
Система управления содержит компьютер (не показан) с программными средствами и/или контроллер (не показаны). Контроллер управляет движением печатающей головки 7, движением рабочего стола 2 и системой подачи 6 пластиковых нитей 5.
Система управления содержит дополнительное программное средство для составления рецептур смешивания соответствующих количеств полимерных нитей 5 выбранных цветов, для получения требуемых изделием цветов.
Система подачи 6 полимерных нитей 5 выполнена с возможностью, одновременной дозированной подачи полимерных нитей 5, выбранных для смешивания цветов, в соответствующие им каналы 11 корпуса 10.
Нагреватель 13 установлен на кольцевой камере 16 и связан с системой управления.
Рабочий стол 2 выполнен с обогревающим устройством (не показано). Цвета полимерных нитей выбраны в соответствии с общеизвестным цветовым кругом, включающим основные -желтый, синий, красный иливключающим основные - желтый, синий, красный и составные цвета - оранжевый, зеленый, фиолетовый и дополнительно выбраны полимерные нити - черного и белого цвета.
Цветовой круг показывает, как цвета связаны между собой, и позволяет по определенным правилам сочетания этих цветов получить все остальные цвета, за исключением черного и белого цвета.
Заданным набором цветов полимерных нитей 5, выбранных в соответствии с общеизвестным цветовым кругом, и дополнительно выбранных полимерных нитей 5 черного и белого цвета можно получать, при смешивании их расплавов в смесительной системе 12, практически любые цвета для изготовления одноцветных и многоцветных плоских изделий, типа панно, или объемных изделий.
Корпус 10 выполнен из материала с небольшой теплопроводностью, например, нержавеющей стали или композиционного материала.
Узел резки 18 полимерных нитей 5 может быть выполнен с неподвижным ножом 21 и ножевым элементом 23 различной конструкции, позволяющими эффективно измельчать полимерные нити 5 различной плотности (фиг. 2-5).
Узел резки 18 может быть выполнен с неподвижным ножом 21 выполненным в виде круглой пластины с отверстиями 22 с режущими кромками, соответствующими каналам корпуса 10, и ножевым элементом 23, выполненным с по меньшей мере одним лезвием, предпочтительно с двухсторонней заточкой лезвия (фиг. 2-3).
Узел резки 18 может быть выполнен с неподвижным ножом 21 выполненным в виде кольца с радиально расположенными отверстиями с режущими кромками, соответствующими каналам корпуса 10, и ножевым элементом 23, выполнен в виде диска с режущими зубьями (фиг. 4-5).
Кроме этого узел резки 18 может быть выполнен с неподвижным ножом 21 в виде втулочных ножей (втулок с отверстием с режущими кромками), закрепленных в каналах 11 корпуса 10 (на фиг. 4-5 не показаны).
Решетка 19 выполнена в виде диска с отверстиями 24 и центральным отверстием для насаживания узла смешивания 17. Отверстия 24 решетки 19 выполнены с режущими кромками.
Решетка 19 улучшает перемешивание смеси расплавов полимерных нитей 5 за счет создания противодавления в кольцевой камере 16 его гидравлическим сопротивлением, а своим сквозным сектором способствует предотвращению забивания сопла 14 крупными частицами расплава.
Узел смешивания 17 выполнен в виде вала с винтовой лопастью и перемешивающим органом 25. Перемешивающий орган 25 состоит из лопастей 26 (фиг. 6), выполненных в виде пластин, установленных с возможностью взаимодействия своими торцевыми частями с поверхностью решетки. Пластины выполнены с режущими кромками в нижней части их фронтальной плоскости.
Перемешивающий орган 25, режущими кромками лопастей 26 взаимодействуя с поверхностью решетки 19, одновременно размешивает и измельчает крупные нерасплавившиеся фракции полимерных нитей 5 и загрязняющие их частицы, и тем самым предотвращает забивание решетки 19 и сопла 14. Степень измельчения регулируется решеткой 19 с соответствующим сквозным сектором.
Для изготовления изделий различной конструкции и рисунка используют сменное сопло 14 с выходными отверстием сопла: 0,2, 0,3, 0,4, 0,5, 0,8, 1 мм.
Сопло 14 может быть закреплено на кольцевой камере 16 или резьбовым соединением, или винтами или накидной гайкой (не показаны).
Для создания цветных цифровых моделей изделий существующих объектов, устройство для послойного изготовления одноцветных и многоцветных изделий, снабжено сканирующей системой (не показана) соспециализированным программным средством, связной проводной и/или беспроводной связью с системой управления.
Сканирующая система позволяют создавать точные копии одноцветных или многоцветных изделий существующих объектов и получать необходимую информацию о них в цифровом виде как стационарно, непосредственного взаимодействия с исследуемым объектом, так и на удалении.
Управление процессом сканирования ведется с компьютера (не показан), с помощью которого также можно вносить определенные корректировки полученной 2D- 3D-модели изделия (менять разрешение, цвет и прочее).
Перемещение печатающей головки 7 и рабочего стола 2 по соответствующим им координатам показано стрелками (фиг. 1)
3D-принтер для послойной печати одноцветных и многоцветных изделий может быть выполнен с системой трехмерного позиционирования 3, состоящей из системы позиционирования печатающей головки 7 по координатам У и Z и системы позиционирования рабочего стола 2 по координате X (фиг. 1).
3D-принтер для послойной печати одноцветных и многоцветных изделий, также может быть выполнен с системой трехмерного позиционирования 3, состоящей из системы позиционирования печатающей головки 7 по координатам X У Z (не показано) относительно неподвижного стола 2.
Печать одноцветных и многоцветных изделий осуществляют на подложке 27 размещенной на рабочем столе 2.
В качестве подложки 27 используют различные материалы, обладающие хорошей адгезией для закрепления изготавливаемых изделий.
Устройство для осуществления способа послойной печати одноцветных и многоцветных изделий работает следующим образом.
Перед началом печати на персональном компьютере с помощью соответствующего графического программного обеспечения (например, Компас 3D, AutoCad, SolidWorks, Blender, 3ds Max, Google SketchUp) формируют для плоских изделий, одноцветную или многоцветную - графическую 2D - модель изделия, а для трехмерных изделий - графическую-3D-модель изделия.
Создание цветной цифровой 2D-модели и 3D-модели одноцветных или многоцветных изделий существующих объектов осуществляют известным образом при помощи сканирующей системы, выполненной со специализированным программным средством и связанной проводной и/или беспроводной связью с компьютером.
Созданную цветную цифровую 2D-модель или 3D-моделиь изделия загружают в контроллер через сетевой интерфейс или переносной носитель.
Размещают подложку 27 на рабочем столе 2. Разогревают кольцевую камеру 16, поверхность рабочего стола 2 до заданных температур и запускают печать одноцветного или многоцветного изделия.
Печатная головка 7 и стол 2 совершают поиск нулевых координат по осям XYZ, и далее запускается сам процесс печати изделия на рабочем столе 2.
При этом, система управления с программными средствами автоматически задает нагревателю 13 температуру нагрева полимерных нитей 5 в смесительной системе 12.
Дополнительное программное средство, содержащие таблицу цветов и машиносчитываемую инструкцию по составлению рецептур смешивания, формирует рецепт смешивания соответствующих количеств полимерных нитей 5 для получения из них расплава выбранного из таблицы цвета.
В качестве таблиц цветов можно использовать известные компьютерные таблицы смешивания цветов, или создают новые таблицы смешивания цветов под предлагаемую технологию построения одноцветных и многоцветных изделий.
Системой подачи 6, ее узлами подачи 8 и направляющими трубками 9 с катушек 4 подают, на заданную длину, необходимое количество полимерных нитей 5 выбранных цветов через соответствующие им каналы 11 корпуса 10 иотверстия 22 неподвижного ножа 21 в смесительную систему 12 в ее кольцевую камеру 16.
В кольцевой камере 16 узлом резки 18 полимерных нитей 5, содержащим неподвижный нож 21, и размещенный на валу узла смешивания 17, ножевой элемент 23, отрубают поступающие отрезки полимерных нитей 5 выбранных цветов.
Измельченные полимерные нити 5 выбранных цветов расплавляют посредством нагревателя 13 и перемешивают их расплавы узлом смешивания 17 в кольцевой камере 16.
Решетка 19 улучшает перемешивание смеси расплавов полимерных нитей 5 за счет создания противодавления в кольцевой камере 16 его гидравлическим сопротивлением, а своим сквозным сектором способствует предотвращению забивания сопла 14 крупными частицами расплава. Полученный гомогенный расплав полимерных нитей 5 заданного цвета, узлом смешивания 17 подают через решетку 19 в сопло 14 печатающей головки 7.
Печатающая головка 7 перемещается в соответствии с данными для построения, которые представляют изделие. Расплав полимерных нитей 5 соплом 14 подают на подложку 27, и формируют таким образом текущий слой требуемого цвета изготавливаемого изделия.
Так слой за слоем по созданной одноцветной или многоцветной цветной цифровой 2D-модели и 3D-моделии изделия на рабочем столе 2 печатают плоское объемное художественно-декоративное или промышленное изделие.
Для печати одноцветных и многоцветных плоских и объемных художественно-декоративных и промышленных изделий различной конструкции и рисунка, используют необходимые для этой печати сменное сопло 14 с выходными отверстием сопла: 0,2, 0,3, 0,4, 0,5, 06, 0,8, 1 мм.
При использовании печатающей головки 7 с соплом 14 выполненным с выходным отверстием диаметром более 0,8 мм, можно осуществлять печать изделия печатающей головкой 7 со снятой решеткой 19.
Печать одноцветных объемных художественно-декоративных и промышленных изделий имеющего в наборе цвета, можно осуществлять одной полимерной нитью 5, при этом полимерную нить 5 непрерывно подают, измельчают, разогревают, перемешивают и подают расплав в сопло 14 печатающей головки 7.
Предлагаемое изобретение позволяет более эффективно и качественно изготавливать как плоские, типа панно, так и трехмерные цветные изделия с большой палитрой цветов, набором пластиковых нитей выбранных цветов, повысить технологические и эксплуатационные возможности, художественную выразительность, скорость изготовления изделий, а также расширить ассортимент выпускаемой продукции данным способом.
Заявляемое техническое решение пригодно к осуществлению промышленным способом с использованием существующих технологий производства.
Таким образом, заявляемое техническое решение соответствует условию патентоспособности «промышленная применимость».
Источники информации:
1. Патент РФ №164639, МПК B41F 17/00 публ. 10.09.2016.
2. Патент РФ №173739, МПК B41F 17/00 публ. 07.09.2017.
3. Патент РФ №2609179, МПК В29С 67/04, B33Y 10/00, B33Y 40/00, В29С 41/32, B41F 17/00, публ. 30.01.2017.
4. 3-in-1-out mix color 3D printing hotend источник, сайт http://virtualfrontier.co/tricolor.html (прототип) Информация получена из сети Интеренет 21.03.2018 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система и способ проектирования и разработки текстурированных оптически анизотропных материалов | 2022 |
|
RU2808698C1 |
| СПОСОБ ПЕЧАТИ НА СТРУЙНОМ 3D-ПРИНТЕРЕ | 2015 |
|
RU2609179C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| Способ и печатающая головка для аддитивного производства изделий | 2023 |
|
RU2819913C1 |
| СПОСОБ АДДИТИВНОЙ ЭКСТРУЗИИ ОБЪЁМНЫХ ИЗДЕЛИЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750995C2 |
Изобретение относится к технологии и оборудованию для изготовления одноцветных и многоцветных изделий по цифровой модели изделия методом послойной печати расплавленными полимерными нитями (FDM) и может быть использовано в различных областях человеческой деятельности. Способ послойной печати одноцветных и многоцветных изделий включает проведение предварительного этапа подготовки графической модели одноцветных и многоцветных изделий и этап печати изделий на 3D-принтере, посредством печатающей головки с соплом, в которую подают строительный материал в виде полимерных нитей выбранных цветов, разогревают, смешивают их и подают соплом на подлежащую печати поверхность. Используют печатающую головку, состоящую из корпуса с каналами для подачи полимерных нитей, смесительную систему, содержащую кольцевую камеру и расположенный в ней с возможностью вращения узел смешивания, узел резки полимерных нитей, решетку и нагреватель, установленный на кольцевой камере, Перед печатью одноцветных и многоцветных изделий дополнительным программным обеспечением составляют рецептуры смешивания соответствующих количеств полимерных нитей выбранных цветов для получения требуемого изделием цвета. В процессе печати подают заданное рецептурой количество полимерных нитей выбранных цветов в смесительную систему, одновременно измельчают их узлом резки, расплавляют их посредством нагревателя, перемешивают и подают расплав полимерных нитей узлом смешивания в сопло. Технический результат заключается в возможности более эффективно и качественно изготавливать одноцветные и многоцветные изделия с большой палитрой цветов, выбранным набором цветов полимерных нитей, а также повышении технологических возможностей, производительности, художественной выразительности. 7 з.п. ф-лы, 6 ил.
1. Способ послойной печати одноцветных и многоцветных изделий, включающий проведение предварительного этапа подготовки графической модели одноцветных и многоцветных изделий с помощью компьютера и соответствующего программного средства и этап печати изделий на 3D-принтере, посредством печатающей головки с соплом, в которую подают строительный материал в виде полимерных нитей выбранных цветов, разогревают их посредством нагревателя, смешивают и подают соплом на подлежащую печати поверхность, отличающийся тем, что используют печатающую головку, состоящую из корпуса с каналами для подачи полимерных нитей, связанную с корпусом и соплом, смесительную систему, содержащую кольцевую камеру и расположенный в ней с возможностью вращения узел смешивания, узел резки полимерных нитей, содержащий связанный с корпусом, неподвижный нож, выполненный с отверстиями, соответствующими каналам корпуса, и установленный на узле смешивания, ножевой элемент, решетку, выполненную съемной и установленную в нижней части кольцевой камеры, и нагреватель, установленный на кольцевой камере, и дополнительное программное средство для составления рецептур смешивания соответствующих количеств полимерных нитей выбранных цветов, для получения требуемых изделием цветов, при этом перед печатью одноцветных или многоцветных изделий дополнительным программным средством составляют рецептуры смешивания соответствующих количеств полимерных нитей выбранных цветов для получения требуемого изделием цвета, а в процессе печати подают заданное рецептурой количество полимерных нитей выбранных цветов в смесительную систему, одновременно измельчают их узлом резки, расплавляют их посредством нагревателя, перемешивают узлом смешивания и подают в сопло.
2. Способ по п. 1, отличающийся тем, что цвета полимерных нитей представляют собой три основных цвета - желтый, синий, красный или три основных цвета - желтый, синий, красный и составные цвета - оранжевый, зеленый, фиолетовый, выбранные в соответствии с общеизвестным цветовым кругом, и дополнительно черный и белый.
3. Способ по п. 1, отличающийся тем, что используют печатающую головку, содержащую неподвижный нож, выполненный в виде круглой пластины с отверстиями, соответствующими каналам корпуса, и ножевой элемент, выполненный с по меньшей мере одним лезвием, предпочтительно с двухсторонней заточкой лезвия.
4. Способ по пп. 1 и 3, отличающийся тем, что используют печатающую головку, содержащую неподвижный нож, выполненный в виде кольца с радиально расположенными отверстиями, и ножевой элемент, выполненный в виде диска с режущими зубьями.
5. Способ по п. 1, отличающийся тем, что используют печатающую головку, содержащую решетку, выполненную в виде диска с отверстиями и центральным отверстием для насаживания узла смешивания.
6. Способ по п. 1, отличающийся тем, что используют печатающую головку, содержащую узел смешивания, выполненный в виде вала с винтовой лопастью и перемешивающим органом, состоящим из лопастей, выполненных в виде пластин, установленных с возможностью взаимодействия своими торцевыми частями с поверхностью решетки.
7. Способ по п. 1, отличающийся тем, что используют дополнительное программное средство, состоящее из таблицы смешивания цветов и машиносчитываемой инструкции по составлению рецептур смешивания цветов полимерных нитей.
8. Способ по п. 1, отличающийся тем, что для создания цветных цифровых моделей изделий существующих объектов используют, сканирующую систему со специализированным программным средством, связанную проводной и/или беспроводной связью с компьютером.
| СПОСОБ ПЕЧАТИ НА СТРУЙНОМ 3D-ПРИНТЕРЕ | 2015 |
|
RU2609179C1 |
| СПОСОБ ПОЛУЧЕНИЯ 1,2-ДИРОДАНИЗОБУТИРАЦЕЛЛЮЛОЗЫ.. ПАТи:и'{5- I'' 9Ъ ТЕХ1!И^К;'Ай,,,-г -м'" ' •'" ЛЬ',Б..1-^''- ' • | 0 |
|
SU173739A1 |
| US 7625200 B2, 01.12.2009. | |||

