Изобретение относится к оборудованию для прессования длинномерных изделий различной конфигурации из пластмассы и может быть использовано в машиностроении, в частности, на предприятиях авиационной промышленности для формования лонжерона лопасти несущего винта вертолета из композиционных материалов.
Ближайшим аналогом (прототипом) заявляемого изобретения является пресс для формования пластмассовых изделий сложной конфигурации, содержащий корпус, гидропривод, разъемную пресс-форму с неподвижной и откидной формообразующими стенками и формообразующей верхней крышкой (авторское свидетельство №213328 от 06.08.1966, «Пресс для формования пластмассовых изделий сложной конфигурации»).
Недостатком устройства является низкое качество формуемых изделий. Заготовка лонжерона лопасти несущего винта вертолета перед формованием имеет многослойную структуру, например, из стеклоткани, пропитанной связующим. При использовании известного пресса происходит смещение слоев верхней поверхности, так как поверхность формообразующей верхней крышки входит в контакт с формуемой заготовкой не одновременно по всей поверхности формования, что приводит к смещению слоев заготовки в противоположную сторону от оси поворота крышки и, как следствие, - к неравномерной плотности материала после формования.
Известный пресс не может обеспечить независимую подпрессовку заготовки в одном из двух взаимно перпендикулярных направлений, что необходимо при формовании лонжерона, так как перемещение двух подвижных частей пресс-формы осуществляется через систему рычагов от одного гидроцилиндра в определенной последовательности: вначале закрывается крышка, затем - боковая стенка. Кроме того, в известном прессе требуется полностью поддерживать давление в гидроцилиндре на протяжении всего процесса формования, чтобы обеспечить надежное смыкание частей пресс-формы, что ведет к большому расходу энергоресурсов.
Задачей предлагаемого изобретения является повышение качества формуемого изделия и экономия энергоресурсов.
Технический результат достигается за счет того, что в прессе для формования пластмассовых изделий сложной конфигурации, содержащем корпус, гидропривод, разъемную пресс-форму с неподвижной и откидной формообразующими стенками и формообразующей верхней крышкой, гидропривод выполнен в виде двух гидроцилиндров, откидная стенка шарнирно закреплена на одном конце рычага, установленного в нижней части корпуса, а другой конец рычага шарнирно связан со штоком первого гидроцилиндра, верхняя крышка шарнирно подвешена на одном конце рычага, установленного в верхней части корпуса, а другой конец рычага шарнирно связан со штоком второго гидроцилиндра, корпус в верхней части со стороны неподвижной стенки оснащен откидной стяжкой, фиксирующей замыкание пресс-формы. Каждая подвижная часть пресс-формы перемещается от индивидуального гидроцилиндра, шарнирно установленного в корпусе пресс-формы.
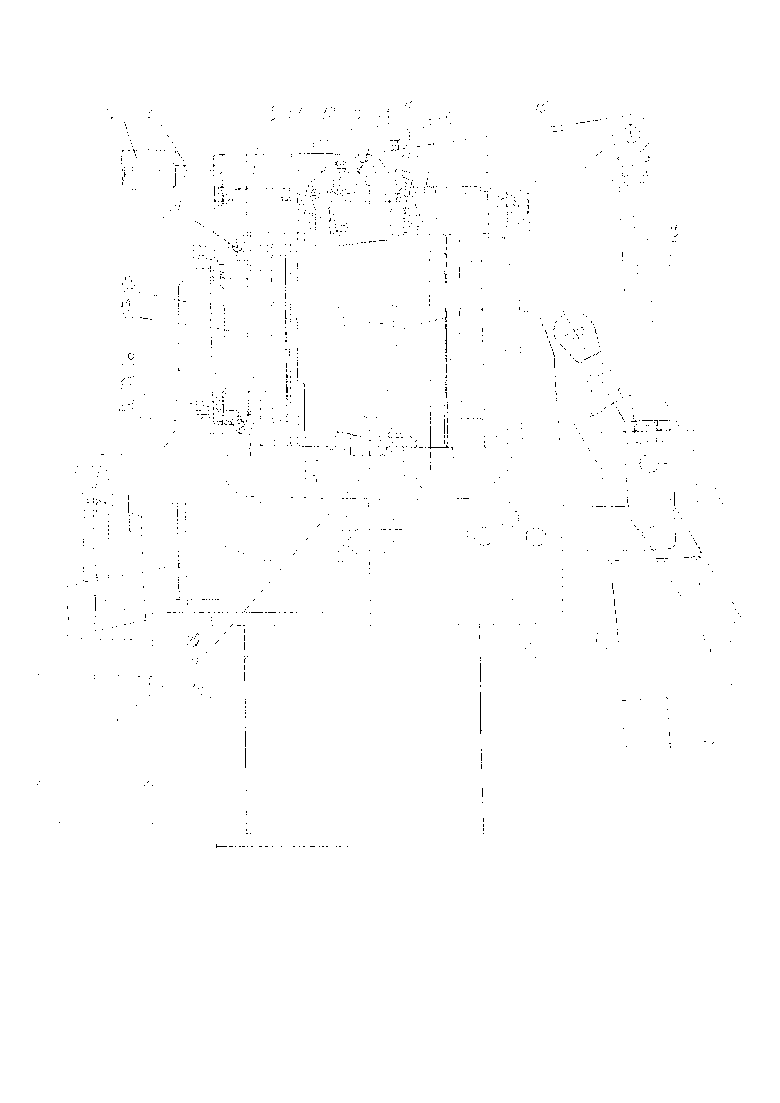
На фигуре изображен общий вид пресса для формования пластмассовых изделий сложной конфигурации.
Пресс включает основание 1, корпус 2, гидроцилиндры 3, 4, шарнирно установленные в корпусе 2, и разъемную пресс-форму состоящую из неподвижной формообразующей стенки 5, откидной формообразующей стенки 6, формообразующей верхней крышки 7. Пресс содержит две откидные стяжки 8, расположенные симметрично по его длине, один конец которых шарнирно установлен в верхней части корпуса 2 со стороны неподвижной формообразующей стенки 5, а второй конец имеет винтовую нарезку с гайкой 9 и ключом 10 для затяжки гайки 9. Винты 11 ограничивают угол качания формообразующей верхней крышки 7. В центральной части откидной стяжки 8 установлены упорные винты 12. Откидная формообразующая стенка 6 закреплена на рычаге 13, установленном на оси 14 в корпусе 2 и шарнирно соединенным со штоком гидроцилиндра 4. Формообразующая верхняя крышка 7 шарнирно подвешена на одном конце рычага 15, установленного на оси в верхней части корпуса 2 и вторым своим концом соединенного со штоком гидроцилиндра 3. Рычаг 15 оснащен винтами 11. Неподвижная формообразующая стенка 5 имеет цилиндрические ловители-штифты 16, 17. Формообразующие части пресс-формы снабжены плоскими низкотемпературными нагревателями 18, 19, 20, 21.
В зависимости от длины формуемого изделия пресс может содержать одну или две пары цилиндров 3, 4 и рычагов 13, 15, симметрично установленных по его длине.
Для изготовления длинномерных стеклопластиковых изделий, например, лонжеронов лопасти несущего винта вертолетов пресс-форма может быть выполнена многосекционной, при этом секции стыкуются между собой по контуру формообразующих поверхностей и закрепляются высокоточными болтовыми соединениями 22, 23, 24 с жесткими допусками на межцентровые расстояния.
Пресс для формования пластмассовых изделий сложной конфигурации работает следующим образом. При подаче масла в штоковые полости гидроцилиндров 3.4 пресс-форма открывается. Данная конструкция позволяет формовать изделие, как из заготовки, имеющей многослойную структуру из стеклоленты, пропитанной связующим, так и из рассыпного материала.
Многослойная заготовка устанавливается на неподвижную стенку вплотную к формообразующей поверхности с помощью подъемных устройств. При подаче масла в заштоковые полости гидроцилиндров 3, 4 пресс-форма закрывается. Последовательность закрытия откидной формообразующей стенки 6 и формообразующей верхней крышки 7 определяется при отработке техпроцесса формования.
Если изделие формуется из рассыпного материала, то вначале закрывается откидная формообразующая стенка 6 до смыкания с неподвижной формообразующей стенкой 5, затем закладывается расчетное количество материала, который равномерно распределяется по объему, после чего закрывается формообразующая верхняя крышка 7.
В случае неполного смыкания пресс-формы включается предварительный обогрев, при котором исходный материал размягчается, и подвижные части пресс-формы под действием давления гидроцилиндров доводятся до полного смыкания между собой. На этом этапе формования имеется возможность подпрессовывать формуемое изделие в необходимом (горизонтальном или вертикальном) направлении, так как подвижные части пресс-формы перемещаются от индивидуальных гидроцилиндров. При этом формообразующая верхняя крышка 7 упирается в верхнюю поверхность неподвижной формообразующей стенки 5, а откидная формообразующая стенка 6 - в вертикальную поверхность разъема неподвижной формообразующей стенки 5 внизу и в боковую поверхность формообразующей верхней крышки 7 вверху, что предотвращает дальнейшее перемещение подвижных частей пресс-формы и предохраняет изделие от переформовки, ведущей к изменению формы и размеров, неравномерности состава и плотности материала изделия.
При закрытии пресс-формы происходит ориентация подвижных частей относительно неподвижной формообразующей стенки 5 ловителями-штифтами 16, 17, что обеспечивает совмещение формообразующих поверхностей.
Гидроцилиндр 4 осуществляет перемещение откидной формообразующей стенки 6, установленной на рычаге 13, до смыкания с неподвижной формообразующей стенкой 5 и формообразующей верхней крышкой 7. Ось 14 поворота рычага откидной стенки расположена в плоскости разъема формообразующих стенок 5, 6, что обеспечивает одновременное прилегание всей формообразующей поверхности к заготовке и отсутствие смещения материала заготовки в сторону, противоположную оси поворота откидной стенки.
Шток гидроцилиндра 3 шарнирно связан с одним плечом рычага 15, установленного на оси в верхней части корпуса 2, а второе плечо рычага 15 связано с формообразующей верхней крышкой 7. Шарнирный способ крепления формообразующей верхней крышки 7 к рычагу 15 позволяет ей входить в зону между двумя формообразующими стенками вертикально за счет покачивания в определенных пределах, отрегулированных при наладке пресса упорными винтами 12, что обеспечивает полное прилегание формообразующей поверхности к заготовке и предотвращает, соответственно, смещение материала заготовки в сторону, противоположную оси поворота рычага 15.
Замкнутое состояние пресс-формы фиксируется откидной стяжкой 8, при опускании которой левый ее конец входит в паз откидной формообразующей стенки 6, гайка 9 с помощью ключа 10 навинчивается на резьбовую часть откидной стяжки 8 до упора и при этом вводится в отверстие откидной формообразующей стенки 6, что препятствует самопроизвольному откидыванию откидной стяжки 8 и обеспечивает надежное запирание пресс-формы в замкнутом состоянии. Винты 11, установленные в средней части откидной стяжки 8, доводятся до упора в формообразующую верхнюю крышку 7, предотвращая возможность ее размыкания с неподвижной и откидной формообразующими стенками 5, 6, что позволяет отключить подачу масла под давлением в гидроцилиндры 3, 4 и, соответственно, обеспечить экономию энергоресурсов.
Предлагаемое конструктивное решение, при котором подвижные части пресс-формы перемещаются от индивидуальных гидроцилиндров, дает возможность подпрессовывать формуемое изделие в необходимом направлении, а неподвижная часть пресс-формы имеет ловители, обеспечивающие совмещение формообразующих поверхностей, и является ограничением для перемещения подвижных частей, предохраняя изделие от переформовки, то есть искажения его размеров, формы, равномерности состава и плотности материала. Шарнирная подвеска верхней формообразующей крышки и расположение оси поворота откидной стенки в плоскости разъема подвижной и неподвижной стенок обеспечивает равномерное давление на формуемое изделие по все поверхности, что предотвращает смещение слоев материала, ведущее к неравномерности состава и плотности материала, искажению формы и изменению размеров изделия, а наличие стяжки предохраняет пресс-форму от самопроизвольного раскрытия и получения бракованного изделия в случае аварийного отключения гидростанции и дает возможность экономии энергоресурсов за счет отключения давления масла в гидроцилиндрах в процессе формования.
Раздельное управление подвижными частями пресс-формы дает возможность регулировать их положение независимо друг от друга даже вначале процесса нагрева заготовки, при котором происходит ее размягчение, что гарантирует полное смыкание всех частей пресс-формы и получение требуемого качества изделия по форме, размерам, составу и плотности материала.
Перечисленные факторы обеспечивают повышение качества изделия и экономию энергоресурсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для формования пластмассовых изделий сложной конфигурации | 2016 |
|
RU2663429C2 |
| Пресс для формования пластмассовых изделий сложной конфигурации | 1990 |
|
SU1728045A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2041820C1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| ПРЕСС ДЛЯ ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1968 |
|
SU213328A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТИ | 2020 |
|
RU2751702C1 |
| Пресс для изготовления изделий сложной конфигурации | 1976 |
|
SU596471A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 1999 |
|
RU2176955C2 |
| Способ изготовления слоистой конструкции из композиционного материала и устройство для его осуществления | 1990 |
|
SU1785910A1 |
| Кольцевой кантователь | 1990 |
|
SU1761420A1 |
Изобретение относится к оборудованию для прессования изделий различной конфигурации из пластмассы и может быть использовано в машиностроении, в частности на предприятиях авиационной промышленности для формования стеклопластиковых изделий. Пресс для формования пластмассовых изделий сложной конфигурации содержит корпус, два гидроцилиндра, разъемную пресс-форму с неподвижной и откидной формообразующими стенками, а также формообразующей нижней крышкой. Откидная стенка шарнирно установлена на рычагах в корпусе, шарнирно связана с одним гидроцилиндром и имеет в верхней части откидную стяжку, фиксирующую замыкание откидной и неподвижной стенок пресс-формы. Нижняя крышка шарнирно связана со штоком другого гидроцилиндра посредством рычага, имеющего регулируемый упор, ограничивающий перемещение крышки вертикально вверх. Техническим результатом изобретения является повышение качества формуемого изделия. 1 ил.
Пресс для формования пластмассовых изделий сложной конфигурации, содержащий корпус, гидропривод, разъемную пресс-форму с неподвижной и откидной формообразующими стенками и формообразующей верхней крышкой, отличающийся тем, что гидропривод выполнен в виде двух гидроцилиндров, откидная формообразующая стенка шарнирно закреплена на одном конце рычага, установленного в нижней части корпуса, а другой конец рычага шарнирно связан со штоком первого гидроцилиндра, формообразующая верхняя крышка шарнирно подвешена на одном конце рычага, установленного в верхней части корпуса, а другой конец рычага шарнирно связан со штоком второго гидроцилиндра, корпус в верхней части со стороны неподвижной стенки оснащен откидной стяжкой, фиксирующей замыкание пресс-формы.
| Резервуар с плавающей крышей | 1989 |
|
SU1728055A1 |
| ПРЕСС ДЛЯ ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 0 |
|
SU213328A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2041820C1 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ПЕРЕВОЗКИ КОНТЕЙНЕРОВ | 1992 |
|
RU2038229C1 |
| В.К.Завгородний | |||
| Механизация и автоматизация переработки пластических масс | |||
| Москва, Машиностроение, 1970, с.384-471 | |||
| DE 102013000320 A1, 10.07.2014. | |||

