Изобретение относится к производству резиновых технических изделий и предназначено для изготовления клиновых ремней, в частности вариаторных зубчатых ремней, применяемых в машиностроении и транспорте.
Широко распространены пресс-формы для изготовления клиновых ремней путем объемного сжатия заготовки клинового ремня за счет взаимного перемещения одной полуформы относительно другой в процессе вулканизации, образующие замкнутую формообразующую полость, например, по авторскому свидетельству СССР N 1699785, В 29 С 35/02.
Известны конструкции пресс-форм по авторским свидетельствам СССР N 1565707, N 1675111 и N 1699785, в которых используются упругие формообразующие элементы для повышения качества изготовляемых ремней за счет обеспечения высокого давления формования.
Технология изготовления оберточных зубчатых клиновых вариаторных ремней на Екатеринбургском заводе резинотехнических изделий включает в себя операцию по нарезанию зубьев на специальном станке фасонной фрезой.
Известна пресс-форма для изготовления клиновых, преимущественно зубчатых ремней по патенту ФРГ (ДЕ) N 3622754, МКИ 4 В 29 D 29/08, 1988, содержащая жесткие и неподвижные корпус и крышку, установленные с образованием формообразующей полости, размещенные в ней формующие элементы, выполненные в виде подвижных относительно корпуса формующих поперечную форму зуба формующих элементов и контактирующих с ними формующих элементов для формирования внутренней поверхности ремня, съемную коническую втулку, установленную в направляющей, смонтированной в корпусе пресс-формы с возможностью аксиального перемещения и пропущенную через отверстие, выполненное в крышке.
Клиновые ремни с оберткой, изготовленные в пресс-формах путем объемного формования без растяжения кордового слоя, имеют высокие показатели по прочности связи несущего слоя со слоем растяжения и со слоем сжатия, удовлетворяют, как правило, требованиям ГОСТ 5813-93, ГОСТ 12841-83 по ресурсу, но имеют большие значения полного и остаточного удлинений. Большие значения полного и остаточного удлинений в процессе эксплуатации ремней требуют периодического контроля и регулировки натяжения клиноременной передачи.
По результатам испытаний резинотехнических изделий с рабочими прокладками из синтетических тканей установлено, что наилучшие технические показатели по полному и остаточным удлинениям имеют резинотехнические изделия, у которых в процессе вулканизации рабочие прокладки находятся в деформированном - растянутом состоянии.
Все перечисленные аналоги заявляемого технического решения не позволяют производить вулканизацию заготовки клинового ремня в деформированном - растянутом состоянии.
Сущностью изобретения является то, что в пресс-форме для изготовления клиновых, преимущественно зубчатых ремней, содержащей жесткие и неподвижные корпус и крышку, установленные с образованием формообразующей полости, размещенные в ней формующие элементы, выполненные в виде подвижных относительно корпуса формующих поперечную форму зуба формующих элементов и контактирующих с ними формующих элементов для формирования внутренней поверхности ремня, съемную коническую втулку, установленную в направляющей, смонтированной в корпусе пресс-формы с возможностью аксиального перемещения, и пропущенную через отверстие, выполненное в крышке, согласно изобретению формирующие элементы для формирования внутренней поверхности ремня выполнены подвижными относительно корпуса и с возможностью контакта по контактирующим между собой поверхностям с формирующим поперечную форму зуба формующими элементами с образованием плоской клиновой пары, а каждый второй формующий элемент сопряжен со съемной конической втулкой, причем несопряженные с конической втулкой формующие элементы выполнены в виде усеченных по радиусу секторов.
В прототипе (ДЕ 3622754) перемещение прижимных элементов при формовании возможно только к геометрическому центру, что не дает возможность при формовании и вулканизации обеспечить необходимое растяжение формуемой заготовки, а обеспечивает только объемное сжатие в формообразующей полости без растяжения заготовки.
Технический результат достигается тем, что заготовка клинового ремня при вулканизации в пресс-форме заявляемой конструкции растягивается формующими элементами в радиальном направлении на заданную величину, одновременно обеспечивается объемное сжатие резиновой смеси заготовки в формообразующей полости.
Заявляемая конструкция пресс-формы позволяет вулканизировать заготовку клинового ремня в растянутом состоянии, что существенно улучшает технические показатели изготавливаемого клинового ремня.
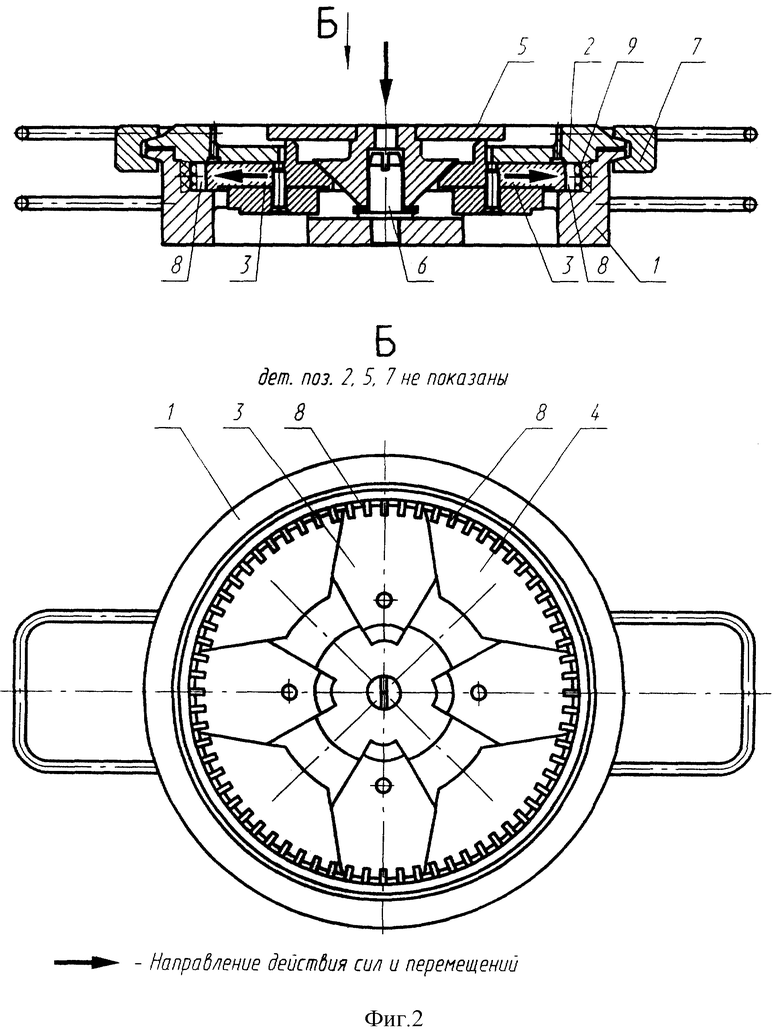
На фиг.1 изображена заявляемая пресс-форма в исходном состоянии; на фиг. 2 - то же, в положении конца формования.
Пресс-форма для изготовления клиновых зубчатых ремней состоит из жестких и неподвижных корпуса 1 и крышки 2, установленных с образованием формообразующей полости, размещенных в ней формующих элементов 3, 4, выполненных в виде подвижных относительно корпуса 1 формующих поперечную форму зуба формующих элементов 3 и контактирующих с ними формующих элементов 4 для формования внутренней поверхности ремня, съемной конической втулки 5, установленной в направляющей 6, смонтированной в корпусе 1 пресс-формы с возможностью аксиального перемещения и пропущенной через отверстие, выполненное в крышке 2. Формующие элементы 4 выполнены подвижными относительно корпуса 1 и с возможностью контакта по контактирующим между собой поверхностям с формующими элементами 3 с образованием плоской клиновой пары. Каждый второй формующий элемент сопряжен со съемной конической втулкой 5. Несопряженные с конической втулкой 5 формующие элементы выполнены в виде усеченных по радиусу секторов.
Формующие элементы 3 и 4 в поперечном сечении копируют форму формуемого изделия. Формующие элементы 3 и 4 снабжены зубьями 8, в поперечном сечении копирующие форму и размеры впадин формуемого зубчатого ремня, количество и шаг расположения которых соответствует геометрическим размерам формуемого ремня 9.
Формующие элементы 3 и 4 (фиг. 1, вид А) образуют друг с другом плоские клиновые пары по взаимным сопрягаемым поверхностям.
Формующий элемент 3 сопряжен со съемной конической втулкой 5 и назван ведущим, так как при перемещении втулки 5 по направляющей 6 - аксиально перемещается относительно корпуса 1 и крышки 2 - формующий элемент 3 начинает перемещаться относительно корпуса 1 радиально.
При перемещении подвижного ведущего формующего элемента 3, сопрягаемые с ним по плоским коническим поверхностям ведомые формующие элементы 4, начинают перемещаться радиально относительно корпуса.
Перемещение элементов 3 относительно корпуса 1 ограничивается ходом конической втулки 5, сопрягаемой с элементами 3 по конической поверхности, а перемещение элементов 4 относительно корпуса 1 определяется геометрическими параметрами плоской клиновой пары, образуемой между элементами 3 и 4 сопрягаемыми поверхностями.
Плоский торец конической втулки 5 в конце рабочего хода устанавливается в одну плоскость с верхним торцем крышки 2.
Пресс-форма работает следующим образом.
Заготовку ремня 9 закладывают в полость, образуемую между корпусом 1 и подвижными элементами 3 и 4, сведенными к центру корпуса 1. Устанавливается крышка 2 на корпус 1 и закрепляется фиксатором 7.
Пресс-форму без конической втулки 5 устанавливают между нагревательными плитами вулканизационного пресса для нагрева. После нагрева вулканизируемой заготовки до необходимой температуры, определяемой применяемой при изготовлении ремня резиновой смесью, нагревательные плиты вулканизационного пресса размыкаются и устанавливают коническую втулку 5 в направляющую 6. Вновь смыкаются нагревательные плиты вулканизационного пресса до соприкосновения с торцем крышки 2 (см. фиг.2).
При смыкании нагревательных плит вулканизационного пресса коническая втулка 5 перемещается по направляющей 6 и перемещает радиально относительно корпуса 1 ведущие формующие элементы 3.
Формующие элементы 3, перемещаясь, начинают перемещать ведомые формующие элементы 4 по контактирующим друг с другом поверхностям, образующим клиновую пару.
Формующие элементы 3 и 4 сжимают в замкнутой полости пресс-формы заготовку клинового ремня в нагретом состоянии, одновременно формуя впадины зубчатого ремня и растягивая до расчетной величины кордонесущий слой формуемого зубчатого ремня.
После окончания режима вулканизации нагревательные плиты вулканизационного пресса размыкают, снимают коническую втулку 5, фиксатор 7 и крышку 2. Из корпуса 1 извлекают изготовленный клиновой зубчатый ремень.
После чистки внутренних полостей пресс-формы сжатым воздухом цикл изготовления ремней пресс-формой вновь повторяют.
На заявляемую конструкцию пресс-формы разработаны рабочие чертежи, начато изготовление пресс-формы.
Заявляемая конструкция пресс-формы позволит изготавливать зубчатые вариаторные ремни с наименьшим полным и остаточными удлинениями, так как вулканизация заготовки ремня происходит при растянутом на расчетные величины кордовом слое, и формование зубьев ремня происходит в момент вулканизации с сохранением оберточного слоя, что повышает долговечность работы изготавливаемого ремня.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031789C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1999 |
|
RU2157317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1999 |
|
RU2174468C2 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| Вулканизационное устройство | 1977 |
|
SU738894A1 |
| Устройство для изготовления зубчатых ремней | 1990 |
|
SU1729771A1 |
| ПРЕСС-ФОРМА К ВУЛКАНИЗАЦИОННОМУПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХПОЛОСОВЫХ ЗУБЧАТЫХ РЕЗИНОВЫХ ЗАГОТОВОКПЕРЕМЕННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1972 |
|
SU426859A1 |
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |
Изобретение касается производства резиновых технических изделий, в частности клиновых ремней. Пресс-форма для изготовления клиновых ремней, преимущественно зубчатых, содержит жесткие и неподвижные корпус и крышку, установленные с образованием формообразующей полости. В последней размещены формующие элементы. Одни формующие элементы предназначены для формования поперечной формы зуба и выполнены подвижными относительно корпуса. Другие формующие элементы предназначены для формования внутренней поверхности ремня и выполнены подвижными относительно корпуса и с возможностью контакта по контактирующим между собой поверхностям с формующими поперечную форму зуба формующими элементами с образованием плоской клиновой пары. Пресс-форма содержит съемную коническую втулку, установленную в направляющей. Направляющая смонтирована в корпусе пресс-формы с возможностью аксиального перемещения и пропущена через отверстие, выполненное в крышке. Каждый второй формующий элемент сопряжен со съемной конической втулкой. Несопряженные с последней формующие элементы выполнены в виде усеченных по радиусу секторов. Пресс-форма позволяет изготовливать клиновые ремни с наименьшим полным и остаточными удлинениями, т.к. вулканизация ремня происходит при растянутом на расчетные величины кордовом слое и формование зубьев ремня происходит в момент вулканизации с сохранением оберточного слоя, что повышает долговечность работы ремня. 2 ил.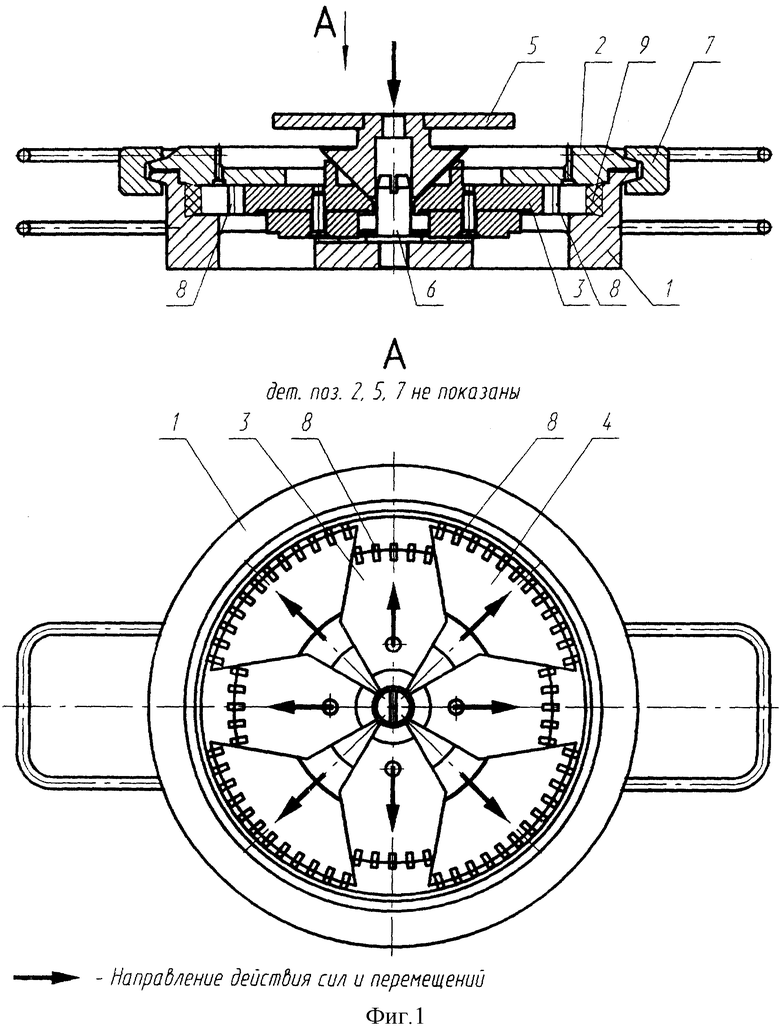
Пресс-форма для изготовления клиновых, преимущественно зубчатых, ремней, содержащая жесткие и неподвижные корпус и крышку, установленные с образованием формообразующей полости, размещенные в ней формующие элементы, выполненные в виде подвижных относительно корпуса формующих поперечную форму зуба формующих элементов и контактирующих с ними формующих элементов для формования внутренней поверхности ремня, съемную коническую втулку, установленную в направляющей, смонтированной в корпусе пресс-формы с возможностью аксиального перемещения и пропущенную через отверстие, выполненное в крышке, отличающаяся тем, что формующие элементы для формования внутренней поверхности ремня выполнены подвижными относительно корпуса и с возможностью контакта по контактирующим между собой поверхностям с формующими поперечную форму зуба формующими элементами с образованием плоской клиновой пары, а каждый второй формующий элемент сопряжен со съемной конической втулкой, причем несопряженные с конической втулкой формующие элементы выполнены в виде усеченных по радиусу секторов.
| DE 3622754 А1, 28.01.1988 | |||
| US 1998816 А, 23.04.1935 | |||
| Широкодиапазонный калибровочный вибростенд | 1981 |
|
SU954835A1 |
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |
| Устройство для изготовления бесконечных зубчатых ремней | 1989 |
|
SU1632786A1 |
| БАРАБАН ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИКЛИНОВЫХ РЕМНЕЙ | 0 |
|
SU330983A1 |
| US 3634572 А, 11.01.1972. | |||
