Изобретение относится к способу производства сэндвич-панели из волокон минеральной ваты.
В патентном документе WO 92/10602 раскрыт способ производства сердцевины сэндвич-панели, состоящей из соединенных ламелей из волокон минеральной ваты, где общее направление волокон в ламелях преимущественно находится под прямыми углами к основным поверхностям получаемой в результате сэндвич-панели, что повышает прочность на сжатие. В патентном документе WO 2005/124048 раскрыта армированная сердцевина сэндвич-панели, где в сердцевине предусмотрены упрочняющие элементы для повышения прочности на сжатие.
Для улучшения термоизоляционных характеристик подобной панели желательно уменьшать плотность, что также является выгодным с точки зрения затрат. Однако, если плотность сердцевины, то есть базового слоя, снижена, то прочность на сжатие также снижается. Таким образом, задача заявляемого изобретения состоит в предложении способа производства панелей из волокон минеральной ваты с повышенной прочностью на сжатие с сохранением низкой стоимости производства.
Данную задачу решают посредством способа производства сердцевины сэндвич-панели, выполненной из волокон минеральной ваты, из отвержденного продукта из минеральных волокон, причем указанный способ содержит этапы, на которых:
- обеспечивают наличие отвержденного продукта из минеральных волокон с двойной плотностью, содержащего верхний слой, содержащий минеральные волокна с первой плотностью, и базовый слой, содержащий минеральные волокна со второй плотностью, которая по меньшей мере в два раза меньше, чем указанная первая плотность, причем указанный верхний слой и указанный базовый слой имеют различные ориентации волокон,
- нарезают указанный продукт из минеральных волокон на группу ламелей,
- поворачивают указанные ламели на 90 градусов,
- вновь соединяют ламели таким образом, что верхние слои с высокой плотности сориентированы вертикально.
Предлагаемый способ представляет собой простой способ производства панели с сердцевиной, имеющей повышенную прочность на сжатие, то есть базового слоя. В результате нарезания продукта на ламели и последующего поворота ламелей вокруг собственной продольной оси на 90 градусов верхний слой высокой плотности продукта из минеральных волокон двойной плотности образует армирующие стрингеры, обеспечивающие необходимую прочность на сжатие панели.
Согласно изобретению обнаружено преимущество, состоящее в том, что прочность на сжатие панели может быть легко выбрана и реализована без каких-либо значительных дополнительных производственных затрат, поскольку толщина верхнего слоя высокой плотности может легко регулироваться во время производства продукта из минеральных волокон, например, в соответствии с патентным документом WO 2014/090670.
Обычно, не считается необходимым соединять смежные ламели, однако в отдельных случаях применения это может считаться выгодным, например, если сердцевина сэндвич-панели может подвергаться воздействию сдвига. В подобном случае этап, на котором ламели вновь соединяют после поворота содержит этап приклеивания нарезанных и повернутых ламелей друг к другу с помощью нанесения адгезива.
Продукт из минеральных волокон двойной плотности предпочтительно формируют на следующих этапах:
- снабжают верхний слой полотном, содержащим неотвержденную минеральную вату,
- снабжают базовый слой полотном, содержащим отвержденную минеральную вату,
- соединяют неотвержденное полотно верхнего слоя и отвержденное полотно базового слоя для образования собранного ламината и затем отверждают полотно верхнего слоя в вулканизационной печи путем транспортирования собранного ламината в вулканизационную печь, содержащую верхний конвейер и нижний конвейер, для отверждения собранного ламината, причем указанный собранный ламинат позиционируют между указанными верхним и нижним конвейерами, причем при входе в вулканизационную печь осуществляют сжатие неотвержденного полотна верхнего слоя по меньшей мере на 50%.
В соответствии с данным способом подготовки продукта из волокон минеральной ваты ориентация волокон в верхнем слое является по существу горизонтальной до этапа нарезания. Аналогичным образом, ориентация волокон в базовом слое является по существу вертикальной до этапа нарезания. В ходе описываемого способа подготовки после сжатия верхнему слою предпочтительно придана первая плотность, превышающая, по меньшей мере в два-три раза, вторую плотность базового слоя.
В варианте осуществления изобретения первая плотность составляет от 150 до 300 кг/м3, предпочтительно приблизительно от 230 до 250 кг/м3. Дополнительно, вторая плотность составляет от 50 до 100 кг/м3, предпочтительно приблизительно от 65 до 70 кг/м3.
Предпочтительным аспектом предлагаемого изобретения является сердцевина панели из волокон минеральной ваты, причем панель содержит первый и второй удлиненные элементы, параллельные друг другу, при этом первые удлиненные элементы имеют первую плотность и выполнены с ориентацией волокон, параллельной верхней и нижней поверхностям панели, вторые удлиненные элементы имеют вторую плотность и выполнены с ориентацией волокон, по существу ортогональной верхней и нижней поверхностям.
Предпочтительно, ширина первых зон составляет от 80 до 90 мм, предпочтительно 85 мм, и ширина вторых зон составляет от 15 до 20, предпочтительно 17 мм.
На сэндвич-панель из волокон из минеральной ваты могут быть нанесены облицовки различного типа и из различного материала, например, облицовки, армированные стекловолокном или облицовки, армированные древесным волокном. Подобные облицовки могут быть относительно жесткими и прочными, но, предпочтительно, достаточно податливыми, чтобы поставляться в рулонах для облегчения массового производства.
Предпочтительным вариантом осуществления является сэндвич-панель, содержащая сердцевину сэндвич-панели вышеуказанного типа, дополнительно содержащая металлическую облицовку на верхней и нижней поверхностях сердцевины сэндвич-панели.
Далее изобретение описано более подробно с ссылками на чертежи, на которых изображено следующее.
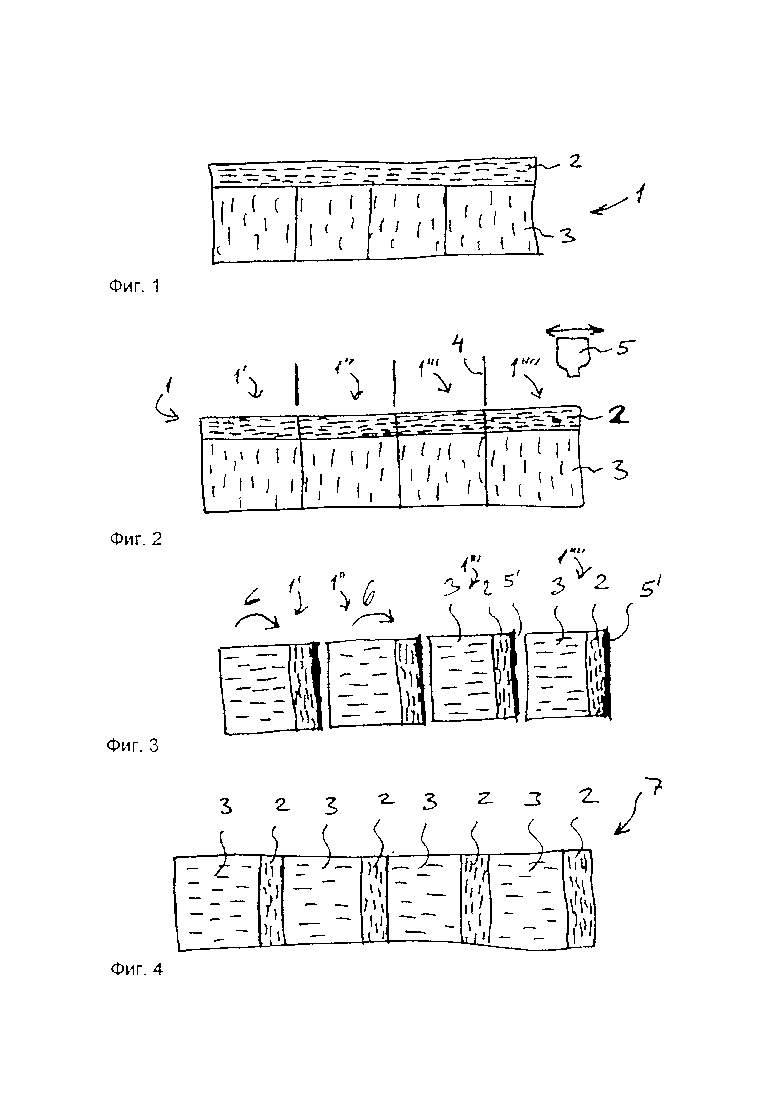
На фиг. 1 изображено схематичное поперечное сечение панели из волокон из минеральной ваты в соответствии с предшествующим уровнем техники;
На фиг. 2-3 изображены этапы предлагаемого способа; и
На фиг. 4 изображена сэндвич-панель из волокон из минеральной ваты, выполненная в соответствии с изобретением.
На фиг. 1 изображен отвержденный продукт 1 из минеральной ваты, предпочтительно изготовленный по способу производства в соответствии в патентным документом WO 2014/090670. Данный продукт из минеральных волокон представляет собой панель двойной плотности, содержащую верхний слой 2, содержащий минеральные волокна с первой плотностью, и базовый слой 3, содержащий минеральные волокна с второй плотностью, значительно более низкой, чем указанная первая плотность. При этом верхний слой 2 и базовый слой 3 имеют различные ориентации волокон. Верхний слой 2 имеет минеральные волокна, сориентированные в целом горизонтально, а базовый слой 3 имеет вертикальную ориентацию волокон. Вертикальная ориентация волокон в базовом слое 3 предпочтительно достигается путем производства полотна из минеральных волокон с горизонтальной ориентацией волокон с последующим нарезанием данного полотна на ламели и затем сборкой данных ламелей в базовый слой 3 продукта, как описано в патентном документе WO 2014/090670.
Продукт из отвержденных минеральных волокон двойной плотности, схематично изображенный на фиг. 1, представляет собой исходную панель для способа производства сэндвич-панели из волокон из минеральной ваты в соответствии с предпочтительным вариантом осуществления изобретения.
В соответствии с данным вариантом осуществления, продукт 1 нарезают на ламели 1', 1'', 1''', 1'''', как показано на фиг. 2. Нарезание выполняют подходящими режущими инструментами 4, например, ленточной пилой или другим подобным инструментом. Также может быть предусмотрен апликатор 5 для нанесения адгезива 5', например, клея, например, на верхнюю поверхность продукта 1. Адгезив 5' может быть нанесен либо на верхнюю или нижнюю поверхность, либо на обе поверхности в зависимости от применения. Для того, чтобы не мешать нарезанию, этап нанесения адгезива 5' может быть предпочтительно выполнен после этапа нарезания продукта 1 на ламели 1', 1'', 1''', 1''''. Однако, изобретением предусмотрено, что в зависимости от типа адгезива 5' порядок указанных двух этапов, то есть нарезания и нанесения адгезива, может быть изменен, или этап нанесения адгезива может быть пропущен, поскольку ламели могут быть перманентно соединены друг с другом без нанесения адгезива, который может снижать огнезащитные свойства готового продукта.
После нарезания ламели 1', 1'', 1''', 1'''' поворачивают на 90 градусов подходящим поворачивающим действием 6, как указано на фиг. 3, таким образом, что верхний слой 2 с высокой плотностью сориентирован вертикально, и затем ламели 1', 1'', 1''', 1'''' вновь соединяют друг с другом. Ламели 1', 1'', 1''', 1'''' имеют нанесенный слой адгезива 5' по меньшей мере на верхней части верхнего слоя 2, и в результате ламели 1', 1'', 1''', 1'''' склеивают друг с другом для образования, как показано на фиг. 4, сэндвич-панели 7 с вертикально расположенными слоями высокой плотности и зонами 3 низкой плотности между ними.
В результате слои 2 высокой плотности образуют армирующие стрингеры, которые обеспечивают высокую прочность на сжатие сэндвич-панели.
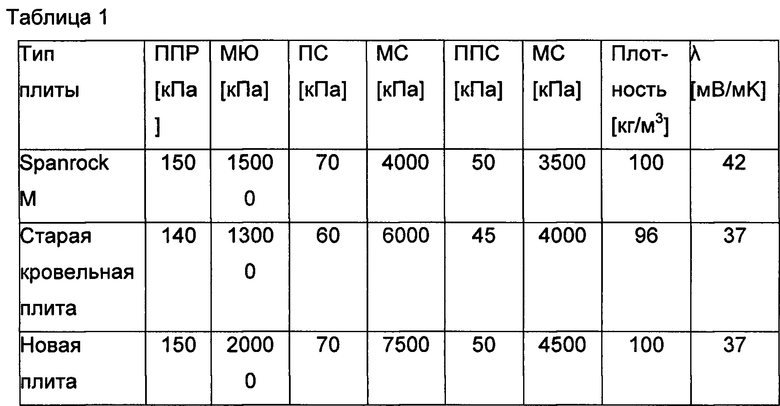
В сравнительном испытании были испытаны три плиты на прочность и модуль в трех измерениях, то есть были измерены предел прочности на растяжение (ППР) и модуль Юнга (МЮ), прочность на сжатие (ПС) и объемный модуль упругости (ОМУ), а также предел прочности на сдвиг (ППС) и модуль сдвига (МС) и суммарная плотность и коэффициент теплопроводности (λ). Результаты испытаний приведены в Таблице 1.
Продукт Spanrock М был использован в качестве эталона. Данная плита предназначена для точного нарезания ламелей для получения материала сердцевины для сэндвич-панелей и других многослойных систем. Кровельная плита, называемая "старой кровельной плитой", изготовлена по способу, раскрытому в патентном документе WO 2014/090670, и "новая плита" изготовлена в соответствии с настоящим изобретением.
Размеры новой плиты: толщина верхнего слоя - 17 мм, плотность верхнего слоя - 230 кг/м3, толщина нижнего слоя - 85 мм, а плотность - 70 кг/м3. Толщина всех продуктов в сравнительных испытаниях составляет 102 мм.
В целом, термины "горизонтальный" или "вертикальный" или другие подобные обозначения направления, используемые в данной заявке, следует понимать как относительные, то есть термин "вертикальный" относится к направлению по толщине полотна, панели или продукта, а "горизонтальный" относится к направлению, перпендикулярному толщине полотна, панели или продукта.
Выше изобретение описано с ссылкой на предпочтительный вариант осуществления. Однако подразумевается, что могут быть созданы и другие его варианты в рамках объема правовой охраны, определяемого прилагаемой формулой изобретения.
Предлагаемое изобретение относится к способу производства сердцевины сэндвич-панелей, выполненной из волокон минеральной ваты, из продукта из отвержденных минеральных волокон, причем способ содержит этапы, на которых: обеспечивают наличие продукта из отвержденных минеральных волокон двойной плотности, содержащего верхний слой, содержащий минеральные волокна с первой плотностью, и базовый слой, содержащий минеральные волокна со второй плотностью, которая по меньшей мере в два раза меньше, чем указанная первая плотность, причем указанный верхний слой и указанный базовый слой имеют различные ориентации волокон; нарезают указанный продукт из минеральных волокон на группу ламелей, поворачивают указанные ламели на 90°; вновь соединяют ламели так, что верхние слои с высокой плотностью сориентированы вертикально. 3 н. и 8 з.п. ф-лы, 4 ил., 1 табл.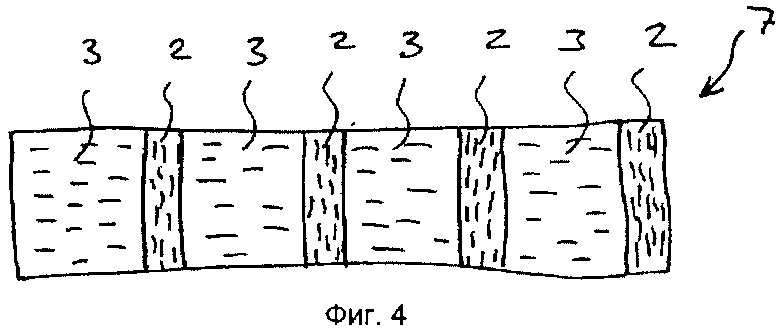
1. Способ производства сердцевины сэндвич-панели, выполненной из волокон минеральной ваты, из отвержденного продукта из минеральных волокон, причем указанный способ содержит этапы, на которых:
- обеспечивают наличие отвержденного продукта из минеральных волокон с двойной плотностью, содержащего верхний слой, содержащий минеральные волокна с первой плотностью, и базовый слой, содержащий минеральные волокна со второй плотностью, которая по меньшей мере в два раза меньше указанной первой плотности, причем указанный верхний слой и указанный базовый слой имеют различные ориентации волокон;
- нарезают указанный продукт из минеральных волокон на группу ламелей;
- поворачивают указанные ламели на 90° и
- вновь соединяют ламели так, что верхние слои с высокой плотностью сориентированы вертикально.
2. Способ по п. 1, причем этап соединения вновь включает в себя приклеивание нарезанных и повернутых ламелей друг к другу с помощью нанесения адгезива.
3. Способ по любому из пп. 1 и 2, причем указанный продукт из отвержденных минеральных волокон формируют на этапах, на которых:
- снабжают верхний слой полотном, содержащим неотвержденную минеральную вату;
- снабжают базовый слой полотном, содержащим отвержденную минеральную вату;
- соединяют неотвержденное полотно верхнего слоя и отвержденное полотно базового слоя для образования собранного ламината;
- отверждают полотно верхнего слоя в вулканизационной печи путем транспортирования собранного ламината в вулканизационную печь, содержащую верхний конвейер и нижний конвейер, для отверждения собранного ламината, причем собранный ламинат позиционируют между указанными верхним и нижним конвейерами;
причем при входе в вулканизационную печь осуществляют сжатие неотвержденного полотна верхнего слоя по меньшей мере на 50%.
4. Способ по п. 3, причем ориентация волокон в верхнем слое является по существу горизонтальной до этапа нарезания.
5. Способ по любому из пп. 3-4, причем ориентация волокон в базовом слое является по существу вертикальной до этапа нарезания.
6. Способ по любому из пп. 3-5, причем после сжатия верхнему слою придают первую плотность, превышающую в два или три раза вторую плотность базового слоя.
7. Способ по любому из пп. 1-6, причем указанная первая плотность составляет от 150 до 300 кг/м3, предпочтительно приблизительно от 230 до 250 кг/м3.
8. Способ по любому из пп. 1-6, причем вторая плотность составляет от 50 до 100 кг/м3, предпочтительно приблизительно от 65 до 70 кг/м3.
9. Сердцевина панели из волокон минеральной ваты, полученная при осуществлении способа по любому из пп. 1-8, причем панель содержит первый и второй удлиненные элементы, параллельные друг другу, при этом первые удлиненные элементы имеют первую плотность и выполнены с ориентацией волокон, параллельной верхней и нижней поверхностям панели, вторые удлиненные элементы имеют вторую плотность и выполнены с ориентацией волокон, по существу ортогональной верхней и нижней поверхностям.
10. Панель по п. 9, причем ширина первых зон составляет от 80 до 90 мм, предпочтительно 85 мм, и ширина вторых зон составляет от 15 до 20, предпочтительно 17 мм.
11. Сэндвич-панель, содержащая сердцевину сэндвич-панели по п. 9 или 10 и дополнительно содержащая металлическую облицовку на верхней и нижней поверхностях сердцевины сэндвич-панели.
| WO 2003054264 A1, 03.07.2003 | |||
| WO 1992010602 A1, 25.06.1992 | |||
| US 4552793 A1, 12.11.1985 | |||
| WO 2014090670 A1, 19.06.2014 | |||
| WO 2007085260 A1, 02.08.2007 | |||
| СТРОИТЕЛЬНАЯ СЭНДВИЧ-ПАНЕЛЬ | 2004 |
|
RU2280132C1 |
| СЭНДВИЧ-ПАНЕЛЬ ИЗ БЕТОНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2418920C2 |

