Изобретение относится к прокатному производству и может быть использовано при прокатке листов на толстолистовом реверсивном стане, содержащем черновую и чистовую прокатные клети.
Прокатку толстолистовой стали осуществляют на реверсивных станах, содержащих черновую клеть дуо и чистовую клеть кварто. Валки черновых клетей дуо для улучшения условий захвата заготовки, имеющей изначально большую толщину, имеют вдвое больший диаметр бочки по сравнению с рабочими валками клетей кварто [1].
Известны способы прокатки листовой стали на нереверсивных станах, согласно которым осуществляют обжатие плоской заготовки по толщине с многократным преобразованием формы поверхности от плоской к рифленой и от рифленой к плоской, с получением рифов на поверхности за счет обжатия парой валков с опоясывающими кольцевыми выступами на их бочках [2, 3].
Недостатки известных способов состоят в том, что они не пригодны для прокатки с макросдвиговой деформацией толстых листов на реверсивных станах с черновой и чистовой клетями, поскольку рабочие валки чистовой клети, которые не должны иметь опоясывающих кольцевых выступов для финишного преобразования формы поверхности от рифленой к плоской, не обеспечивают захват толстой заготовки после прохода в черновой клети, валки которой в этом случае должны иметь опоясывающие кольцевые выступы.
Наиболее близким аналогом к предлагаемому изобретению является способ прокатки толстолистовой стали на реверсивном стане, включающий нагрев и многопроходное обжатие плоской заготовки по толщине парой валков черновой клети, и последующее многопроходное обжатие в чистовой клети кварто с гладкими валками [4].
Недостатки такого способа прокатки состоят в том, что толстолистовая сталь имеет низкие механические (прочностные, пластические, вязкостные) и функциональные свойства.
Техническая задача, решаемая изобретением, состоит в повышении механических и функциональных свойств листов, прокатываемых на толстолистовых реверсивных станах.
Для решения технической задачи в известном способе прокатки толстолистовой стали на реверсивном стане, включающем многопроходное обжатие плоской заготовки по толщине с формированием рифов на ее поверхностях парой валков черновой клети с опоясывающими выступами, и последующее многопроходное обжатие в чистовой клети с гладкими валками, согласно предложению опоясывающие выступы выполнены на половине длины бочки валков черновой клети, причем между проходами в черновой клети заготовку поворачивают в ее плоскости на угол 180°, и на поверхности заготовки формируют рифы высотой 3-20 мм. Опоясывающие выступы у валков в паре расположены на их противоположных сторонах и могут иметь форму витков спирали.
Следует отметить, что ограничительный признак «с опоясывающими выступами», является очевидно известным из уровня техники [2, 3].
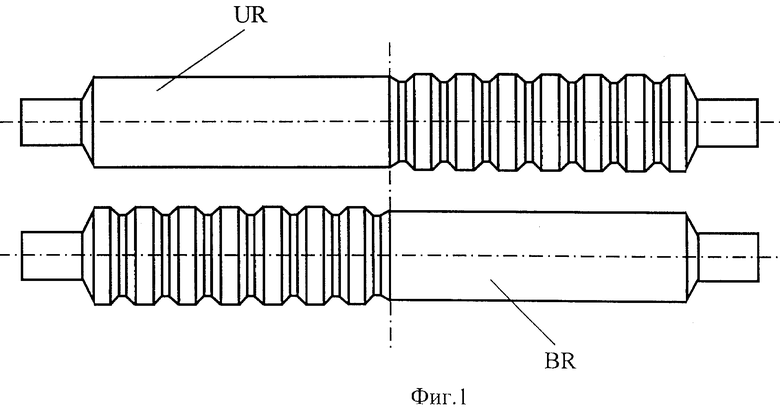
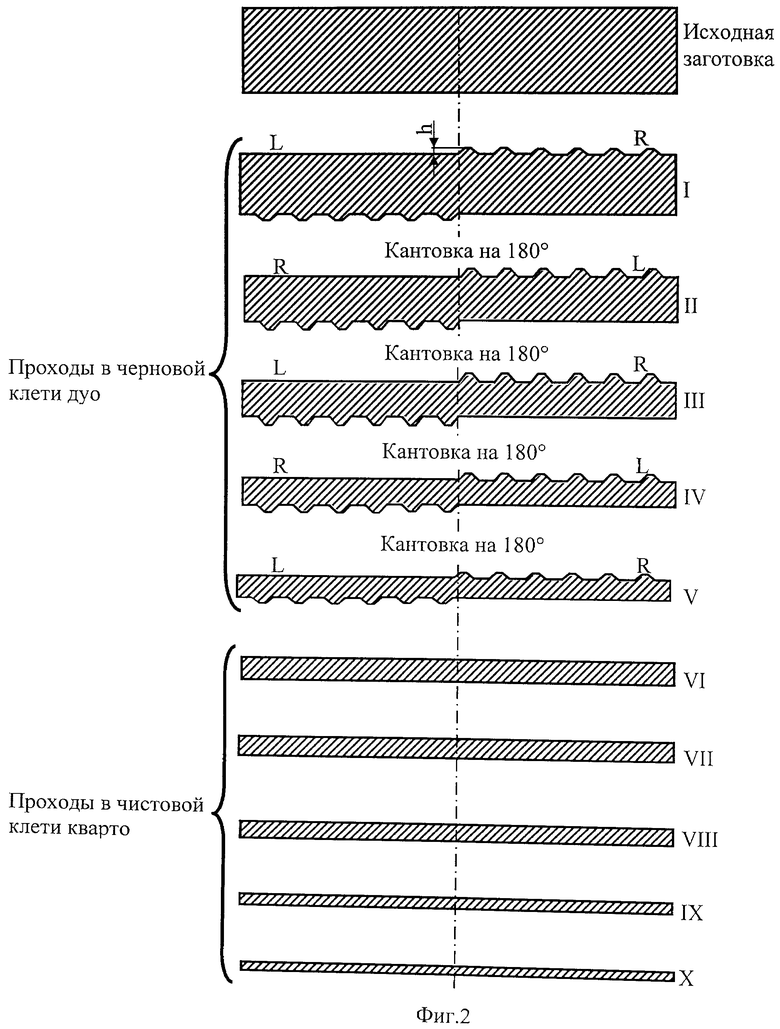
На фиг.1 изображен комплект валков (верхний UR и нижний BR) с опоясывающими выступами черновой реверсивной клети дуо, вид спереди; на фиг.2 - схема преобразования профиля поперечного сечения заготовки по проходам, обозначенным римскими цифрами: I-V в черновой клети и VI-X в чистовой клети; L - изначально левая сторона заготовки, R - изначально правая ее сторона.
Сущность предлагаемого изобретения состоит в следующем. При обжатии плоской заготовки, задаваемой по оси прокатки, в черновом проходе половина ширины заготовки, взаимодействующая с соответствующей стороной валка, на котором выполнены опоясывающие выступы, приобретает рифленую форму с высотой рифов h=3-20 мм. Другая половина ширины заготовки после обжатия остается гладкой. Перед следующим проходом заготовку поворачивают в ее плоскости на угол 180 градусов, осуществляют реверс черновой клети и прокатывают заготовку в обратном направлении. В результате поворота рифленая часть заготовки будет обращена к гладкой стороне бочки того же валка, а гладкая ее часть - к стороне бочки, на которой выполнены опоясывающие выступы. За счет этого при обжатии изначально рифленая часть заготовки приобретет гладкую форму, а гладкая - рифленую. Затем заготовку вновь поворачивают на угол 180 градусов, и вновь обжимают в валках черновой клети. Чередующиеся обжатия с поворотом заготовки между проходами в черновой клети на угол 180 градусов обеспечивают многоцикловую трансформацию поверхностей заготовки от рифленого состояния к гладкому, и наоборот. Возникающие макросдиговые деформации приводят к глубокой механической проработке заготовки, измельчению кристаллитов, диспергированию зерен микроструктуры аустенита. Это, в свою очередь, обеспечивает формирование мелкозернистой структуры фазовых составляющих в листовом прокате, образующихся при полиморфных превращений аустенита (перлита, мартенсита, игольчатого феррита, карбонитридных частиц и др.), ведет к повышению механических свойств (прочностных, пластических, вязкостных), а также улучшает функциональные свойства (термостойкость и стойкость против сероводородного растрескивания) листов.
Экспериментально установлено, что при высоте рифов h менее 3 мм не достигается повышения механических и функциональных свойств толстолистовой стали. При высоте рифов h более 30 мм обжатие заготовки в гладких валках сопровождается образованием складок, что приводит к расслоям на толстолистовой стали.
Для сталей, у которых при кристаллизации плоской литой заготовки формируются строчечные неметаллические включения и осевая ликвация, целесообразно использовать в черновой клети валки, у которых опоясывающие выступы имеют форму витков спирали. В этом случае локальные обжатия по толщине и естественное уширение заготовки способствует эффективному разрушению ликвации и строчечности включений, что дополнительно повышает механические и функциональные свойства толстых листов.
Примеры реализации предложенного способа
1. В черновую двухвалковую реверсивную клеть толстолистового стана 2800 заваливают комплект (пару) валков с номинальным диаметром 1450 мм. При этом левая половина бочки верхнего валка UR гладкая, а на правой его стороне выполнены кольцевые опоясывающие выступы. У нижнего валка BR, наоборот, на левой половине бочки выполнены кольцевые опоясывающие выступы, а правая половина бочки гладкая.
В чистовую реверсивную клеть кварто заваливают пару рабочих валков с гладкими бочками диаметром 800 мм.
Исходную плоскую заготовку (сляб) толщиной 110 мм из штрипсовой низколегированной стали марки 17Г2 нагревают в методической печи до температуры t=1230°C, задают по оси прокатки в валки черновой клети дуо и осуществляют первый проход. В процессе прокатки кольцевые опоясывающие выступы верхнего валка UR (фиг.1) формируют на правой верхней R половине по ширине заготовки систему продольных рифов (выступов) высотой h=9 мм, тогда как ее левая по ширине половина L после обжатия остается гладкой. Одновременно с этим нижний валок BR (фиг.1) формирует рифы высотой h=9 мм на левой L нижней половине заготовки, правая нижняя половина R остается гладкой (профиль I на фиг.2). Повышенные локальные обжатия, создаваемые опоясывающими кольцевыми выступами верхнего UR и нижнего BR валков, обеспечивают интенсификацию макросдвиговых деформаций обеих L и R половин заготовки.
По завершению первого чернового прохода заготовку с помощью конических кантующих роликов разворачивают (кантуют) на 180° в ее плоскости, осуществляют реверс клети, и задают заготовку для второго прохода задним концом вперед.
При втором проходе в результате разворота на 180° бывшая гладкой левая верхняя L половина заготовки будет обжата стороной верхнего валка UR, на которой расположены опоясывающие кольцевые выступы, а бывшая правая верхняя половина R с рифами будет обжата гладкой его стороной. Аналогичная картина имеет место с нижней стороны заготовки: гладкая нижняя половина R заготовки будет обжата стороной нижнего валка BR, на которой выполнены кольцевые опоясывающие выступы. В результате второго прохода будет сформирован поперечный профиль II на фиг.2 с высотой рифов h=9 мм. Таким образом, и при втором проходе имеют место интенсивные макросдвиговые деформации обеих L и R половин по ширине заготовки.
По завершению второго прохода заготовку вновь разворачивают (кантуют) на угол 180°, реверсируют черновую клеть и производят третий проход (профиль III), затем разворачивают и осуществляют четвертый проход (профиль IV), разворачивают и осуществляют пятый проход (профиль V). Во всех черновых проходах валки черновой клети диаметром 1450 мм осуществляют надежный захват заготовки при абсолютном обжатии по толщине за проход 15-40 мм. Многократное создание и раскатка рифов высотой h=9 мм на заготовке в черновых проходах интенсифицирует макросдвиговые деформации и в режиме циклирования по проходам диспергирует микроструктуру низколегированной стали.
После завершения черновых проходов заготовку задают в чистовую реверсивную клеть кварто с гладкими рабочими валками и докатывают за пять проходов в лист конечной толщины 20 мм (профили VI-X на фиг.2).
Благодаря чистовым проходам в гладких рабочих валках достигается полное устранение (закатка) наследственного проявления следов рифов на поверхностях листа.
2. Все те же операции, что и в варианте 1, только на правой стороне половины бочки верхнего валка UR и левой половине нижнего валка BR выполнены опоясывающие выступы в форме спирали (винтовой линии). Угол подъема спирали составляет 45°.
В таблице приведены механические и функциональные свойства листов, прокатанных по предложенному и известным способам.
Из данных, представленных в таблице, следует, что реализация предложенного способа при использовании валков черновой клети дуо как с кольцевыми, так и спиральными опоясывающими выступами, с формированием рифов высотой h=3-20 мм, обеспечивает повышение механических и функциональных свойств листов, прокатываемых на толстолистовых реверсивных станах.
Технико-экономические преимущества предложенного способа состоят в том, что он позволяет реализовать прокатку с макросдвиговыми деформациями на существующем технологическом оборудовании. Промышленные эксперименты подтвердили, что высота рифов, формируемых на заготовке, для исключения дефектообразования и обеспечения максимально высоких показателей механических и функциональных свойств листов, должна быть в пределах 3-20 мм. В качестве базового объекта при определении технико-экономических преимуществ предложенного способа принята существующая технология [4] прокатки толстолистовой стали на реверсивном стане 2800 с «гладкими» валками в черновой и чистовой клетях. Реализация предложенного способа обеспечивает повышение рентабельности производства толстолистовой стали на 15-17% как за счет улучшения качественных показателей металлопродукции, так и за счет снижения расхода легирующих материалов при обеспечении равнопрочных свойств листов.
Литературные источники, использованные при составлении заявки на изобретение:
1. В.Г.Антипин и др. Прокатные станы. Справочник. Том 3. М., Металлургия, 1992, с.48-49.
2. Авт. свид. СССР №869871, МПК B21B 1/22, 1981 г.
3. Авт. свид. ССР №719716, МПК B21B 1/38, 1980 г.
4. П.И.Полухин и др. Прокатное производство. М., Металлургия, 1982 г., с.360-366.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОГО ЛИСТА ИЗ НЕПРЕРЫВНО-ЛИТОГО СЛЯБА | 2017 |
|
RU2694443C2 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2010 |
|
RU2455089C1 |
| СПОСОБ ПРОКАТКИ СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2465079C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС С ОДНОСТОРОННИМ РИФЛЕНИЕМ | 2010 |
|
RU2445179C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС С ОДНОСТОРОННИМ ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ | 2012 |
|
RU2482930C1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2414974C1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1989 |
|
SU1678470A1 |
| Способ прокатки листов | 1985 |
|
SU1297957A1 |
Изобретение предназначено для повышения механических и функциональных свойств листов, прокатываемых на толстолистовых реверсивных станах, содержащих черновую и чистовую прокатные клети. Способ включает многопроходное обжатие плоской заготовки по толщине с формированием рифов на ее поверхностях парой валков черновой клети с опоясывающими выступами, и последующее многопроходное обжатие в чистовой клети с гладкими валками. Формирование мелкозернистой структуры фазовых составляющих в прокате обеспечивается за счет того, что опоясывающие выступы выполнены на половине длины бочки валков черновой клети, причем между проходами в черновой клети заготовку поворачивают в ее плоскости на угол 180°, и на поверхности заготовки формируют рифы высотой 3-20 мм, опоясывающие выступы у валков в паре расположены на их противоположных сторонах и могут иметь форму витков спирали. 3 з.п. ф-лы, 2 ил., 1 табл.
1. Способ прокатки толстолистовой стали на реверсивном стане, включающий многопроходное обжатие плоской заготовки по толщине с формированием рифов на ее поверхностях парой валков черновой клети с опоясывающими выступами и последующее многопроходное обжатие в чистовой клети с гладкими валками, отличающийся тем, что опоясывающие выступы выполнены на половине длины бочки валков черновой клети, причем между проходами в черновой клети заготовку поворачивают в ее плоскости на угол 180°.
2. Способ по п.1, отличающийся тем, что на поверхности заготовки формируют рифы высотой 3-20 мм.
3. Способ по п.1, отличающийся тем, что опоясывающие выступы у валков в паре расположены на их противоположных сторонах.
4. Способ по п.1, отличающийся тем, что опоясывающие выступы имеют форму витков спирали.
| Способ прокатки | 1980 |
|
SU869871A1 |
| Валок для горячей прокатки полосы | 1985 |
|
SU1306612A1 |
| Способ прокатки слитков и заготовок | 1987 |
|
SU1480906A1 |
| Валок для прокатки рифленного листа | 1975 |
|
SU524579A1 |
| US 3007231 А, 07.11.1961. | |||

