Изобретение относится к К1еталлур гии, а именно к непрерывной разливке металлов и сплавов. Известен ролик тянущей клети установки непрерывной разливки металлов с гладкрй наружной поверхностью 13. Недостатком такого ролика являет ся необходимость поддержания высоко го давления (80-90 атм) в гидравлическом устройстве для обеспечения вытягивания литых заготовок без про буксовки ролика. Кроме тога, значительное давление ролика на заготовк приводит к образованию в ней горячих трещин. Наиболее близким к предлагаемому по технической сущности и достигаемому рез льтату является ролик тяну щей клети установки непрерывной раз ливки металлов,на поверхности которого наплавкой, спеканием или насадкой труб создаётся наруясное покрытие, в котором имеются кольцевые канавки полукруглого, треугольного или прямоугольного сечений С21. Недостатками известного ролика являются необходимость дополнительной операции по созданию наружного покрытия ролика путем наплавки, спе кания или насадки труб, возникновение в ролике- болыанх термических напряжений вследствие неравномерного теплоотвода, ролик не обеспечивает достаточно полное удаление ока лины с .поверхности литацс заготовок, ,что ухудшает качество их поверхност неравномерная деформация литой заготовки, приводящая к yxyjajaeнию качества ее внутреннего стр 1ения. , Цель изобретения - повышение ка1чества; поверхности и внутренней стру туры литых заготовок. , Поставленная цель достигается тем что в ролике тянущей клети установки непрерьйной разливки -металлов, содержащем профилированные кольце- г вые выступы на наружной поверхности выступы выполнены в виде зуба трапециевидного сечения с шагом 1/201/30 диаметра ролика цри отношениях ШИ13ИНЫ; зуба к шагу, высоты зуба к его ширине и высоты зуба к шагу со ответственно 0,,5 О,35-1,0 и 0,5-1,0, причем рабочая поверхность выступов зуба : выполнена накатанной. . . . ; -. . .- . / Трапециевидная форма сечения зуба увеличивает срок службы ролика, создает наиболее благоприятные условия для. удаления окалины с поверх ности литых заготовок и обеспечивает возможность регулирования в ши .роких пределах давления ролика на заготовку. Пределы шага зуба 1/20-1/30 дис1метра ролика создают наиболее благоприятные условия для удаления ока-.. ЛИНЫ с поверхности заготовки. При шаге меньшем 1/30 диаметра ролика окалина остается в его впадинах, а при шаге большем 1/20 - окалина неполностью скалывается с поверхности заготовки. Отношения ширины зуба к шагу, высоты зуба к его ширине и высоты зуба к шагу определены экспериментально из условий удаления окалины с поверхности литых заготовок и исключения продавливакадего действия зуба ролика на горячий поверхностный слой металла литой заготовки. При значениях перечисленных соотношений , соответственно меньше 0,25; 0,35 и 0,5 происходит продавливанйе горячего поверхностного слоя литой заготовки зубом ролика и ухудшение .качества ее поверхности. При значениях перечисленных па- раметров, соответственно больше 0,5, 1,0 и 1,0 резко увеличивается ширина рабочей площадки зуба ролика, что затрудняет удаление окалины с поверхности заготовки. Кроме того, увеличивается обжатие заготовки и вероятность образования внутренних горячих трещин. . Накатка рабочей поверхности вьюту-i па зуба уменьшает вероятность пробуксовки ролика и обеспечивает возможность натягивания заготовок с меньшими обжатиями, что улучшает качество микроструктуры литого металла. На чертеже изображен предлагаемый ролик тянущей клети установки непрерывной разливки металлов, частичный ра.зрез. . Ролик 1 содержит специальные выступы 2, выполненные в виде зуба траЬециевидного сечения по всей длине ролика. Шастуша 2 входят в соприкосновение с вытягиваемой заготовкой рабочей поверхностью 3, выполненной накатанной. . . . . - ч , . ,, . . Накатку рабочей поверхности выступов производят специешьнь роликом. Глубина накатки 0,Э-1,1 мм. Следы от накатки на литых заготовках гаяеют определенную глубину, ширину и частоту повторения. Однако глубина этих следов не превьвиает величины волнистости на заготовках, вызываемой кЭчаиием кристаллизатора, и составляет е более 0,2-0,3 мм. Исйользование вытягивающих роликов {тедлагаемой коиструкции обеспечивает у0ел|{чение выхода годных литых заготовок и дает возможность работать на солее низких давлениях,
:- - :Ч :V- . в187в4 . v.--.;/ v.v ; ;-;:-: ; yv -;l - vt-v:
л1то повышает СТОЙКОСТЬ роликов и на-({Шаемый экономический эффект прн
режность paOoiia веёй вытягивающей сне- объале щ оиэ одства 200 етс; т в roiJ вторячного охлаждения.составит руб./
РОЛИК ТЯНУЩЕЙ КЛЕТИ УСТА- НОВКИ НЕПРЕШВНОП РАЗЛИВКИ МЕТАЛЛОВ, содержащий профилированные койьцевыё выступы на наружной поверхности, о т л и ч а ю ш и и с я тем, что, с целью иовьваения качества поверхности и внутренней стр уктури литых заготовок, выступы вьшолнены в виде зуба трапециевидного сечения с шагом 1/20-1/30 диаметра ролиКа при отношениях ширины зуба к aiary, высоты зуба к его ширине и высоты зуба к шагу соответственно 0, 0,35-1,0 и 0,5-1,0, причем рабочая поверхность выступов зуба шполнена накатанной. g Ш оо 00 4;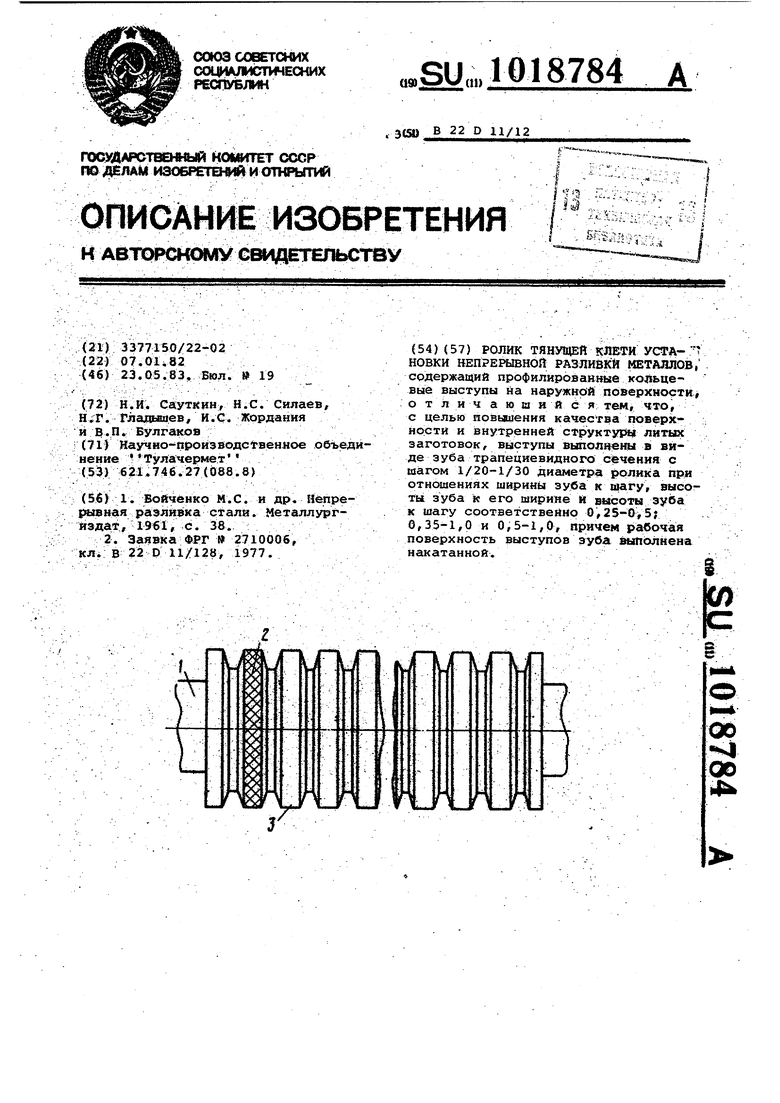
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бойчёнко М.С | |||
| и др | |||
| Непрерывная раэлйвха | |||
| Металлургтяэяалс, 1361f с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИСПЫТАНИЯ ЁМКОСТИ НА ГЕРМЕТИЧНОСТЬ | 2017 |
|
RU2710006C2 |
