Изобретение относится к электрохимикомеханическому формированию износостойких покрытий на стальных поверхностях, в частности методом электрохимикомеханического упрочнения, и может быть использовано в машиностроении, в нефте- и газодобывающей, нефтехимической и химической отраслях промышленности.
Известен электролит для электрохимикомеханического упрочнения, содержащий соединение: натриевое жидкое стекло 40% в воде [1].
Однако покрытия, сформированные в указанном электролите, имеют невысокие показатели противоизносных и антифрикционных свойств.
Известен щелочной электролит для микродугового анодирования алюминия и его сплавов [2], включающий гидроксид калия, натриевое жидкое стекло и пероксид водорода.
Однако известный электролит позволяет формировать износостойкое покрытие, обладающее невысокими антифрикционными свойствами, что повышает износ сопрягаемой с ним детали в сопряжении.
Наиболее близким к предлагаемому изобретению по составу компонентов и признаков является электролит для получения антифрикционного износостойкого покрытия [3], включающий гидроксид калия, натриевое жидкое стекло, пероксид водорода и дисульфид молибдена дисперсностью 5-50 мкм при следующем соотношении компонентов, г/л: гидроксид калия - 2-3, натриевое жидкое стекло - 8-10, пероксид водорода - 2,5-10, дисульфид молибдена - 15-25, вода - остальное.
Однако известный электролит не позволяет получить покрытие с достаточно хорошими противозадирными, антифрикционными и противоизносными свойствами при электрохимикомеханическом упрочнении.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Технической задачей, на решение которой направлено изобретение, является повышение противоизносных, противозадирных свойств и прочности покрытия. Улучшение этих свойств позволяет повысить ресурс трущихся деталей в сопряжении и уменьшить потери на трение.
Поставленная задача достигается тем, что в известный электролит для электрохимикомеханического упрочнения сталей, в состав которого входят гидроксид калия, натриевое жидкое стекло, пероксид водорода и вода, дополнительно вводят наноуглеродный порошок дисперсностью 8-15 нм, и серпентин дисперсностью 10-40 мкм, при следующем соотношении компонентов, г/л: натриевое жидкое стекло - 8-10, пероксид водорода - 2,5-10, гидроксид калия - 2-3, наноуглеродный порошок - 5-10, серпентин - 10-30, вода - остальное.
Для получения электролита были приготовлены 5 смесей компонентов, содержащие каждая (в г/л): гидроксид калия - 2,5, натриевое жидкое стекло - 8,5, пероксид водорода - 6,5, наноуглеродный порошок - 5-10, остальное вода отличающиеся друг от друга содержанием серпентина, равным в каждом электролите последовательно (в г/л) 10, 20, 30.
Электролит представляет собой водный раствор гидроксида калия (марки "ч", ГОСТ 9285-78), натриевого жидкого стекла (ГОСТ 13078-81, модуль = 3,0-3,4; плотность = 1,4-1,5 г/см3), пероксида водорода (30%-ный водный раствор), наноуглеродного порошка дисперсностью 8-15 нм, серпентина дисперсностью до 40 мкм. Электролиты готовили простым смешиванием компонентов.
Практическое применение иллюстрируется следующим примером, в котором проводили электрохимикомеханическое упрочнение дорожек качения подшипников в среде электролитов. Для проведения испытаний использовались серийные конические подшипники 7308 ГОСТ 27365-87, у которых предельно предельная частота вращения при пластичном смазочном материале nпред=4500 об/мин, а динамическая грузоподъемность С=66000Н, статическая грузоподъемность Со=47500Н. В качестве смазки использовался ЦИАТИМ-201 ГОСТ 6261-1А с температурой каплепадения tк=173°С. Упрочнение дорожек качения проводили на 6 подшипниках: 3 подшипника упрочняли в среде электролита с содержанием серпентина, равным в каждом последовательно (в г/л) 10, 20, 30 и 3 подшипника упрочняли в электролите по [3]. Режим упрочнения следующий: усилие прижатия меднографитного анода к обрабатываемой поверхности (дорожке качения) 20-40 МПа, линейная скорость обрабатываемой поверхности 0,1-0,4 м/с, плотность тока, проходящего по цепи анод - деталь 0,8-1 А/мм2, поступательное перемещение вдоль обрабатываемой поверхности 0,5-2,5 мм/об, время обработки составило: 40 сек кольцо внутреннее, 50 сек кольцо наружное [1].
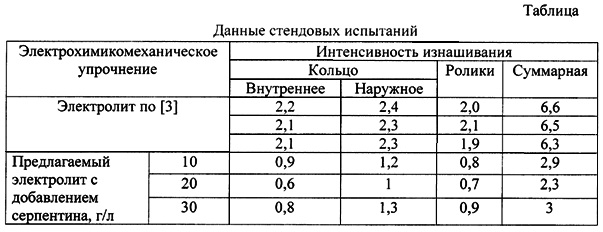
Стендовые трибологические испытания подшипников проводили на машине трения СМТ-2 по схеме "вал-втулка" с загрузочным устройством для создания радиальной и осевой нагрузки [4]. Испытания подшипников проводились при радиальной нагрузке Fr=5 кН, осевой нагрузке Fa=2,5 кН, частоте вращения 1500 об/мин, на пути трения 100 км. Повторяемость всех опытов - четырехкратная. Интенсивность изнашивания определялась весовым методом. Величина весового износа измерялась на аналитических весах ВЛР-200 с точностью до 0,05 мг. Полученные данные обработаны и результаты приведены в таблице.
Представленные в табл.результаты сравнительных испытаний позволяют заключить, что наилучшую износостойкость имеют покрытия, получаемые в электролите, с содержанием концентрацией серпентина от 10-30 г/л, максимальное повышение износостойкости достигается с концентрацией серпентина 20 г/л, что уменьшает интенсивность изнашивания упрочненных подшипников в среднем в 2 раза по сравнению с подшипниками упрочненными электролитом по [3].
Источники информации
1. Макаренко Н.Г. Электрохимическое упрочнение и восстановление деталей трибосистем / Н.Г. Макаренко, - Научное издание. - Омск: «Омский научный вестник», 2004. - С. 113-116, С. 170-178.
2. А.с. SU 1767044, C25D 11/06.
3. П. RU 2198249, C25D 11/02.
4. Гаркунов Д.Н. Триботехника (конструирование, изготовление и эксплуатация машин): Учебник. - 5-е изд., перераб. и доп. - М.: «Издательство МСХА», 2002. 632 с., ил. 250. ISBN 5-94327-093-0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СОСТАВ ЭЛЕКТРОЛИТА ДЛЯ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2001 |
|
RU2198249C2 |
| ЭЛЕКТРОЛИТ ДЛЯ МИКРОДУГОВОГО АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2147323C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487200C1 |
| ЭЛЕКТРОЛИТ ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2426823C1 |
| Устройство для рафинирования расплавленных металлов | 1990 |
|
SU1767001A1 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2470082C1 |
| Электролит для микродугового анодирования алюминия и его сплавов | 1990 |
|
SU1767044A1 |
| ЭЛЕКТРОЛИТ НИКЕЛИРОВАНИЯ | 2011 |
|
RU2449063C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ КОМПОЗИЦИОННОГО ХРОМОВОГО ПОКРЫТИЯ | 2009 |
|
RU2422563C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕРАЗЪЕМНЫХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2280550C1 |
Изобретение относится к области гальванотехники и может быть использовано в машиностроении, нефте- и газодобывающей, нефтехимической и химической отраслях промышленности. Электролит включает гидроксид калия, натриевое жидкое стекло, пероксид водорода и воду, при этом он дополнительно содержит серпентин дисперсностью 5-40 мкм и наноуглеродный порошок дисперсностью 8-15 нм при следующем соотношении компонентов, г/л: гидроксид калия 2-3, натриевое жидкое стекло 8-10, пероксид водорода 2,5-10, серпентин 10-30, наноуглеродный порошок 10-15 и воду - остальное. Технический результат: повышение противоизносных, противозадирных свойств и прочности покрытия. 1 табл.
Электролит для электрохимикомеханического упрочнения сталей, включающий гидроксид калия, натриевое жидкое стекло, пероксид водорода и воду, отличающийся тем, что он дополнительно содержит серпентин дисперсностью 5-40 мкм и наноуглеродный порошок дисперсностью 8-15 нм, при следующем соотношении компонентов, г/л:
| СПОСОБ И СОСТАВ ЭЛЕКТРОЛИТА ДЛЯ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2001 |
|
RU2198249C2 |
| Электролит для микродугового анодирования алюминия и его сплавов | 1990 |
|
SU1767044A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ КОМПОЗИЦИОННОГО ХРОМОВОГО ПОКРЫТИЯ | 2009 |
|
RU2422563C1 |
| ЭЛЕКТРОХИМИЧЕСКОЕ ОСАЖДЕНИЕ ФУЛЛЕРЕНОВОЙ ПЛЕНКИ НА ТОКОПРОВОДЯЩИХ МАТЕРИАЛАХ | 2012 |
|
RU2510675C1 |
| CN 102002747 A, 06.04.2011. | |||

