Изобретение относится к электрохимическому формированию оксидных износостойких покрытий на алюминии и его сплавах, в частности методом микродугового анодирования, и может быть использовано в машиностроении, в нефте- и газодобывающей, нефтехимической и химической отраслях промышленности.
Известен способ получения износостойких покрытий микродуговым анодированием. Данные покрытия имеют структуру керамики. Керамические покрытия обладают высокой твердостью и износостойкостью.
Однако при работе в сопряжении с другими поверхностями трибологические характеристики узлов трения ухудшаются, их долговечность снижается [1].
Известен способ улучшения режимов трения при ротапринтном смазывании [2, 3].
Однако он требует дополнительных элементов, что усложняет конструкцию и повышает ее стоимость.
Известно использование пористых материалов трущихся деталей для улучшения режимов смазки и противозадирной стойкости [4].
Однако пористые материалы обладают неудовлетворительными противоизносными свойствами.
Известен электролит для нанесения керамических покрытий на сплавы алюминия в искровом разряде, преимущественно алюмофосфорномолибдатных покрытий, содержащий соединение молибдена и воду, в качестве соединения молибдена он содержит натрий фосфорномолибденовокислый (10-100 г/л) [5].
Однако покрытия, сформированные в указанном электролите, имеют невысокие показатели противоизносных и антифрикционных свойств.
Известен щелочной электролит для микродугового анодирования алюминия и его сплавов [6] , включающий гидрооксид калия, натриевое стекло и пероксид водорода.
Однако известный электролит позволяет формировать износостойкое покрытие, обладающее невысокими антифрикционными свойствами, что повышает износ сопрягаемой с ним детали в сопряжении.
Наиболее близким к предлагаемому изобретению по совокупности признаков является электролит для микродугового анодирования алюминия и его сплавов [7] , включающий гидроксид калия, натриевое жидкое стекло, пероксид водорода и оксид меди при следующем соотношении компонентов, г/л:
Гидроксид калия - 2 - 3
Натриевое жидкое стекло - 8 - 10
Пероксид водорода - 2,5 - 10
Оксид меди - 10 - 40
Вода - Остальное
Однако известный электролит не позволяет получить покрытие с достаточно хорошими противозадирными, антифрикционными и противоизносными свойствами. Восстановление оксида меди из электролита до металлической меди требует расходов пироксида водорода, не связанных с формированием керамического покрытия, и дополнительного расхода энергии. Неэффективность данного процесса подтверждается выходом 7-8% металлической меди, тогда как в исходном электролите содержится 10-40 г/л окиси меди. Медь является катализатором окислительных процессов, происходящих в смазочном материале, и приводит к сокращению срока службы последнего. По существующей классификации медь не является твердым смазочным материалом. Ее антифрикционность определяется малым сопротивлением срезу в тонком слое мягкого покрытия при относительном движении поверхности трения под нагрузкой [8]. В рассматриваемом случае медь не является сплошным покрытием поверхности трения. Кроме того, находящаяся в фазовом составе покрытия медь обладает низким антифрикционным эффектом.
Технической задачей, на решение которой направлено изобретение, является повышение антифрикционных, противоизносных, противозадирных свойств и прочности покрытия. Улучшение этих свойств позволяет повысить долговечность трущихся деталей в сопряжении и уменьшить потери на трение.
Поставленная задача достигается тем, что в способе получения антифрикционного износостойкого покрытия, включающем формирование покрытия путем микродугового анодирования алюминия и его сплавов в щелочном электролите, одновременно с формированием покрытия в его пористую структуру из состава электролита вводят неорганический слоистый твердый смазочный материал дисперсностью 5-50 мкм, обеспечивающий ротапринтную смазку поверхностей трения.
Поставленная задача достигается также тем, что в известный электролит для микродугового анодирования алюминия и его сплавов, в состав которого входят гидроксид калия, натриевое жидкое стекло, пероксид водорода и вода, дополнительно вводят неорганический слоистый твердый смазочный материал дисперсностью 5-50 мкм при следующем соотношении компонентов, г/л:
Гидроксид калия - 2 - 3
Натриевое жидкое стекло - 8 - 10
Пероксид водорода - 2,5 - 10
Неорганический слоистый твердый смазочный материал - 15 - 25
Вода - Остальное.
В качестве неорганического слоистого твердого смазочного материала он может содержать дисульфид молибдена.
Также в качестве неорганического слоистого твердого смазочного материала в пористую структуру покрытия можно ввести графит, диселенид молибдена, дисульфид вольфрама, диселенид вольфрама, дисульфид ниобия, диселенид ниобия, дисульфид тантала, диселенид тантала, дисульфид титана, диселенид титана, сульфид цинка, обеспечивающие ротапринтную смазку поверхностей трения, снижающие коэффициент трения между трущимися поверхностями, величину износа сопряжения и повышающие прочность покрытия.
Для получения электролитов были приготовлены 5 смесей компонентов, содержащие каждая (в г/л): гидроксид калия - 2,5, натриевое жидкое стекло - 9,0, пероксид водорода - 6,5, отличающиеся друг от друга содержанием дисульфида молибдена, равным в каждом электролите последовательно (в г/л) 10, 15, 20, 25, 30. Каждая смесь представляет собой водный раствор гидроксида калия (марки "ч", ГОСТ 9285-78), натриевого жидкого стекла (ГОСТ 13078-81, модуль = 3,0-3,4; плотность = 1,4-1,5 г/см3), пероксида водорода (30%-ный водный раствор) и дисульфида молибдена марки ДМ-1 (ТУ 48-19-133-75) дисперсностью до 50 мкм. Электролиты готовили простым смешиванием компонентов в равных частях воды.
В каждом электролите анодировали по 3 образца - ролика. Контробразец - колодку обрабатывали микродуговым анодированием по [6]. Режим формирования покрытий: плотность тока 10 А/дм2, напряжение 400-600 В, время анодирования 120 мин, температура электролита 20-60oС.
Образцы покрытий, полученные микродуговым анодированием, оценивали лабораторными методами. Испытания на антифрикционные, противоизносные и противозадирные свойства проводили на машине трения СМТ-1 по схеме "колодка - ролик". Колодку и ролик изготавливали из сплава Д-16 по размерам, рекомендованным в инструкции по эксплуатации машины трения. Удельное давление 4 МПа, частота вращения 600 мин-1, время испытания одного образца - 3 ч. Для смазывания использовали товарное масло M-8-B1 (ГОСТ 10541-78). Оценочными показателями работоспособности являлись коэффициент трения, температура, генерируемая в зоне трения, суммарная величина износа пары трения и максимальная нагрузка, при которой наблюдалось схватывание поверхностей трения, сопровождаемое задиром. Износ определяли весовым методом на весах ВЛР-200М.
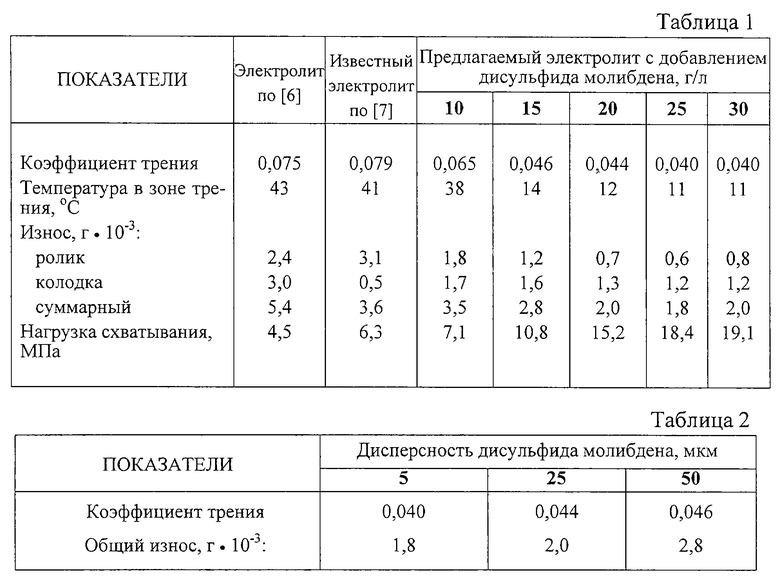
Результаты сравнительных испытаний образцов с антифрикционным износостойким слоем, полученных в известном и предлагаемом электролитах, приведены в табл. 1.
Представленные в табл.1 результаты сравнительных испытаний позволяют заключить, что применение в электролите неорганического слоистого твердого смазочного материала - дисульфида модибдена с концентрацией 15-25 г/л позволяет улучшить антифрикционные свойства практически в два раза, улучшить противоизносные свойства в два раза и повысить противозадирные свойства практически в три раза по сравнению с известным решением. При концентрации дисульфида молибдена менее 10 г/л наполнение пористой структуры менее 30% и получаемый эффект по сравнению с аналогом незначительный. При содержании более 25 г/л скорость изменения трибологических параметров снижается. Дисперсность до 50 мкм вводимого неорганического слоистого твердого смазочного материала - дисульфида молибдена определяется размером пор керамической структуры анодированной поверхности и степенью их заполнения твердой смазкой (табл.2).
Источники информации
1. С. В. Стребков, И.Г.Голубев, А.В.Грамолин. Обеспечение работоспособности оксидированных поверхностей деталей.//Механизация и электрификация сельского хозяйства. - 1997. 7. - С.30-31.
2. ГОСТ 27674-88. Трение, изнашивание и смазка. Термины и определения.
3. Трение, изнашивание и смазка. Справочник. В 2-х кн. Кн. 2. /Под ред. И.В.Крагельского и В.В.Алисина. - М.: Машиностроение, 1978. - С. 144-145.
4. Д.Н.Гаркунов. Триботехника. - М.: Машиностроение, 1985. - С. 319-331.
5. А.с. SU 964026, С 25 D 11/02.
6. А.с. SU 1767044, C 25 D 11/06.
7. П. RU 2147323, C 25 D 11/06.
8. Справочник по триботехнике: В 3 т. Т. 2. Смазочные материалы, техника смазки, опоры скольжения и качения /Под общ. Ред. М. Хебды, А.В. Чичинадзе. - М.: Машиностроение, 1990. - С. 145-149.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ МИКРОДУГОВОГО АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2147323C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ СТАЛЕЙ | 2017 |
|
RU2694683C2 |
| ЭЛЕКТРОЛИТ ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2426823C1 |
| СПОСОБ ОЦЕНКИ И ПОДДЕРЖАНИЯ НОРМАЛЬНЫХ РЕЖИМОВ ТРЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133837C1 |
| ПРИСАДКА К СМАЗОЧНЫМ МАТЕРИАЛАМ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2109799C1 |
| ПРОТИВОИЗНОСНАЯ СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2004 |
|
RU2264436C1 |
| Способ электролитического нанесения антифрикционного покрытия на алюминий и его сплавы | 2002 |
|
RU2220233C1 |
| ПРИСАДКА К СМАЗОЧНЫМ МАТЕРИАЛАМ | 1996 |
|
RU2109798C1 |
| ПОРОШКОВЫЙ АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЖЕЛЕЗА И СОСТАВ САМОСМАЗЫВАЮЩЕГОСЯ МАТЕРИАЛА ДЛЯ НЕГО | 1997 |
|
RU2114207C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2000 |
|
RU2193606C2 |
Изобретение относится к электрохимическому формированию оксидных износостойких покрытий на алюминии и его сплавах с улучшенными антифрикционными и противозадирными свойствами методом микродугового анодирования. Способ включает формирование покрытия путем микродугового анодирования путем введения в его пористую структуру из состава электролита неорганического слоистогой твердого смазочного материала дисперсностью 5-50 мкм, обеспечивающего ротапринтную смазку поверхностей трения. Электролит содержит, г/л: гидроксид калия - 2-3; натриевое жидкое стекло - 8-10; пероксид водорода - 2,5-10; дисульфид молибдена - 15-25; вода - остальное. Способ позволяет улучшить антифрикционные свойства в два раза, улучшить противоизносные свойства в два раза и повысить противозадирные свойства в три раза. Данная технология повышает долговечность узлов трения. 2 с. и 1 з.п. ф-лы, 2 табл.
Гидрооксид калия - 2 - 3
Натриевое жидкое стекло - 8 - 10
Пероксид водорода - 2,5 - 10
Неорганический слоистый твердый смазочный материал - 15 - 25
Вода - Остальное
3. Электролит по п.2, отличающийся тем, что в качестве неорганического слоистого твердого смазочного материала он содержит дисульфид молибдена.
| ЭЛЕКТРОЛИТ ДЛЯ МИКРОДУГОВОГО АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2147323C1 |
| САЙФУЛЛИН Р.С | |||
| Неорганические композиционные материалы | |||
| - М.: Химия, 1983, с.55-56 | |||
| Электролит для анодирования титановых сплавов | 1980 |
|
SU908969A1 |
| US 4230539, 28.10.1980. | |||
