Существуюшие стайки для нарезания глобоидных червя-ков обкаткой посредством многорезцовой головки последовательного резания, совершающей один оборот за цикл обработки, недостаточно производительны.
Описываемый станок Быполнен с жестким межцентровым рагстоянием. Изменение межцентрового расстояния возможно лишь в пределах, необходимых для подналадочного регулирования положения инструмента и изделия, связанных между собой более короткой, чем у известных станков, кинематической цепью, ие имеющей гитары деления, дифференциала, подачи и скорости. Гитары подачи и скорости объединены между собой.
Для повышения жесткости крепления заготовки ста-нок снабжен подвижной бабкой-, поджимаемой в рабочем положении двумя гидравлическими цилиндрами. Подвижная бабка производит запрессовку заготовки в оправку неподвижной бабки и обеспечивает фиксирование строго постоянного положения заготовки.
Такое устройство станка повыщает его производительность при высокой и стабильной точности обработки изделия.
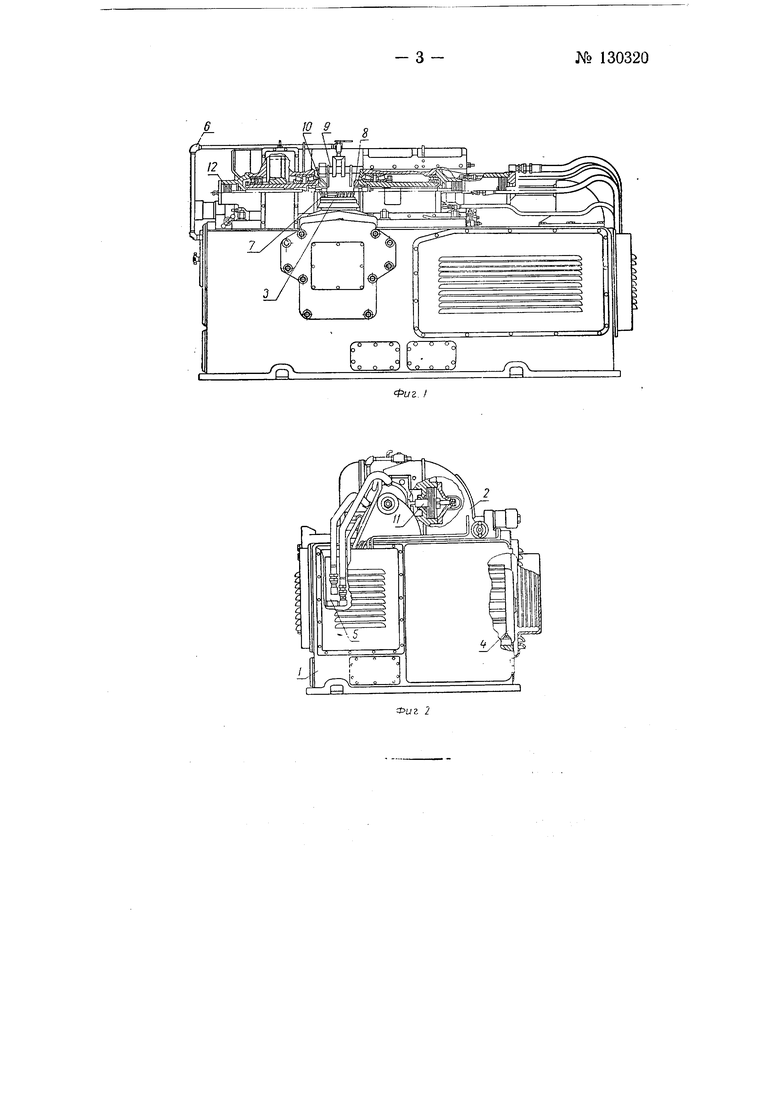
На фиг. 1 схематически изображен описываемый станок; на фиг, 2 - то же, вид сбоку.
Станок состоит из станины 1, блока бабок 2, Щпинделя инструмента 3, привода станка 4, гидропривода 5 и станции охлаждения 6. Блок бабок 2 монтируется иа станине 1 сверху, остальные узлы - внутри литой станины /.
№ 130320- 2 -
Нарезание глобоидного червяка на описываемом станке производится в один проход специальной прогрессивной резцовой головкой 7. На резцовой головке 7 имеется лыска, которая -позволяет устанавливать заготовку, не мепяя межцентрового расстояния и сохранять его постоянным и изменяющимся лишь в пределах, необходимых для подналадочного регулирования положения инструмента и изделия. Перед установкой заготовки подвижная бабка 8 блока бабок 2 при помощи гидравлического привода отводится вправо.
Заготовка кладется на крючки кронщтейна Я который .может передвигаться на шлицевой оси параллельно оси шпинделей блока бабок 2. Заготовка вручную центрируется предварительно во втулках оправок W неподвижной бабки блока..бабок. 2. .При помощи гидравлического привода подвижная бабка 5 передвигается влево, и заготовка запрессовывается во втулках оправок 10. После этого подвижная бабка 8 дополнительно поджимается при помощи двух гидравлических цилиндров 11. Это обеспечивает жесткое крепление заготовки и точную фиксацию ее положения в оправках 10 неподвижной бабки.
Включение электродвигателя привода станка производится нажатиел кнопки «пуск.
По окончании нарезания червяка станок автоматически останавливается. Производится отжим и отвод подвижной бабки 8 и одновременно включаются гидравлические цилиндры 12 для выпрессовывания изготовленного червяка из оправок 10. Червяк, выпрессованный из оправок 10, ложится на крючки кронштейна 9, откуда вручную выгружается.
Режим работы описываемого станка .устанавливается при помощи сменных шестерен.
Предмет из обретеиия
1.Станок для нарезания глобоидных червяков обкаткой посредством многорезцовой головки последовательного резания, совершающей один оборот за цикл обработки, отличающийся тем, что, с целью повышения производительности при высокой и стабильной- точности обработки, он выполнен с жестким межцентровым расстоянием, изменяющимся в пределах, необходимых для подналадочного регулирования положения .инструмента н изделия, кинематически связанных между собой короткой делительной цепью.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения жесткого крепления заготовки, он снабжен подвижной бабкой, производящей запрессовку заготовки в оправку неподвижной бабки с обеспечением фиксирования строго постоянного положения.
Ю 9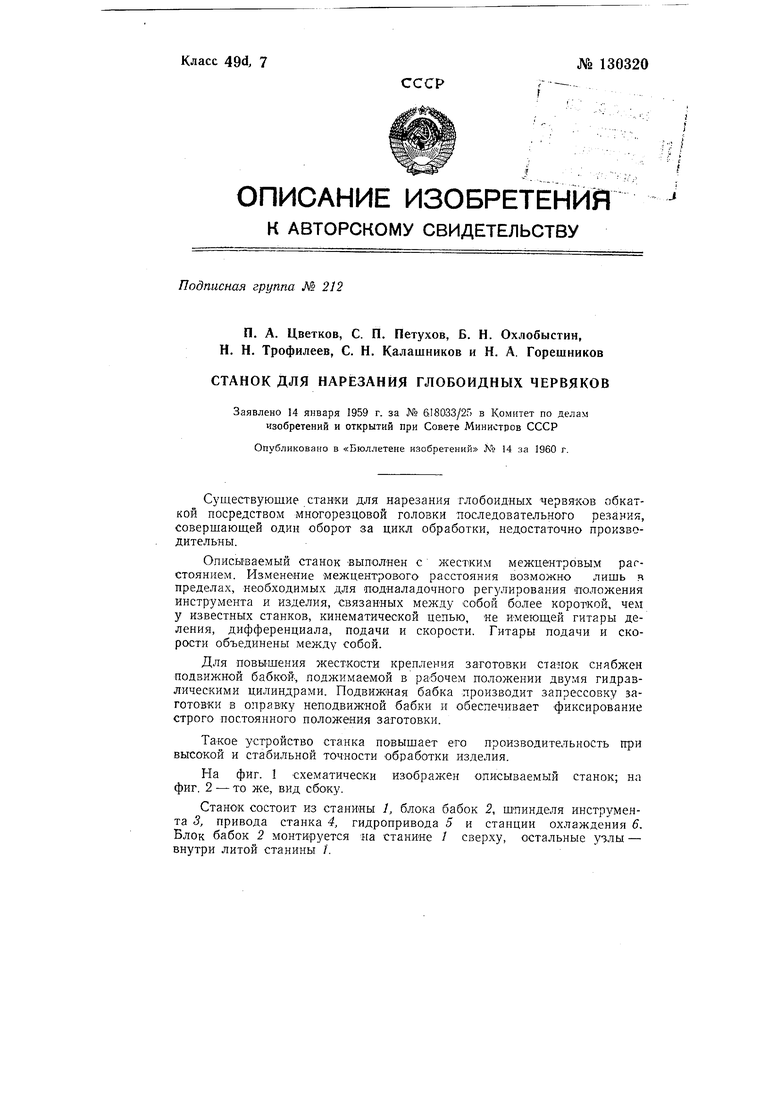
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ окончательной доводки профиля глобоидного чевяка и станок для его осуществления | 1959 |
|
SU123833A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ доводки режущих кромок дискового шевера | 1960 |
|
SU142858A1 |
| Станок для правки абразивных кругов | 1960 |
|
SU136210A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ И/ИЛИ УПРОЧНЕНИЯ РЕЗЬБЫ НА ТРУБНОЙ ЗАГОТОВКЕ | 2001 |
|
RU2191097C1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК | 2017 |
|
RU2743712C2 |