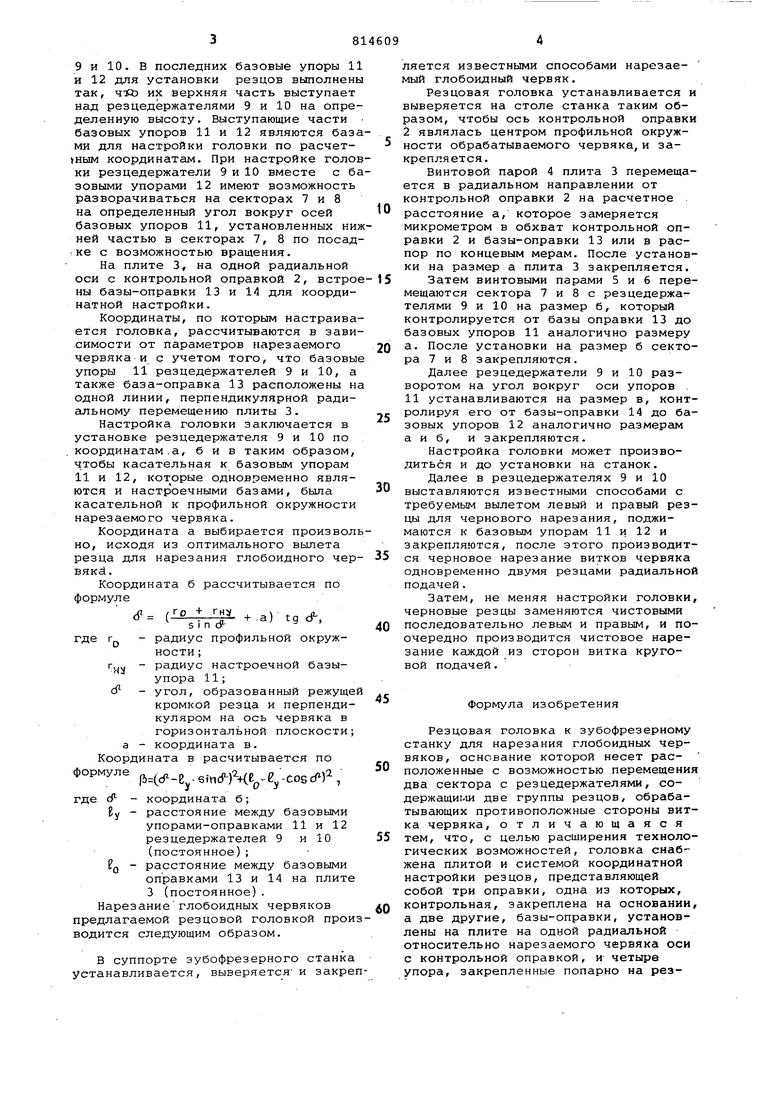
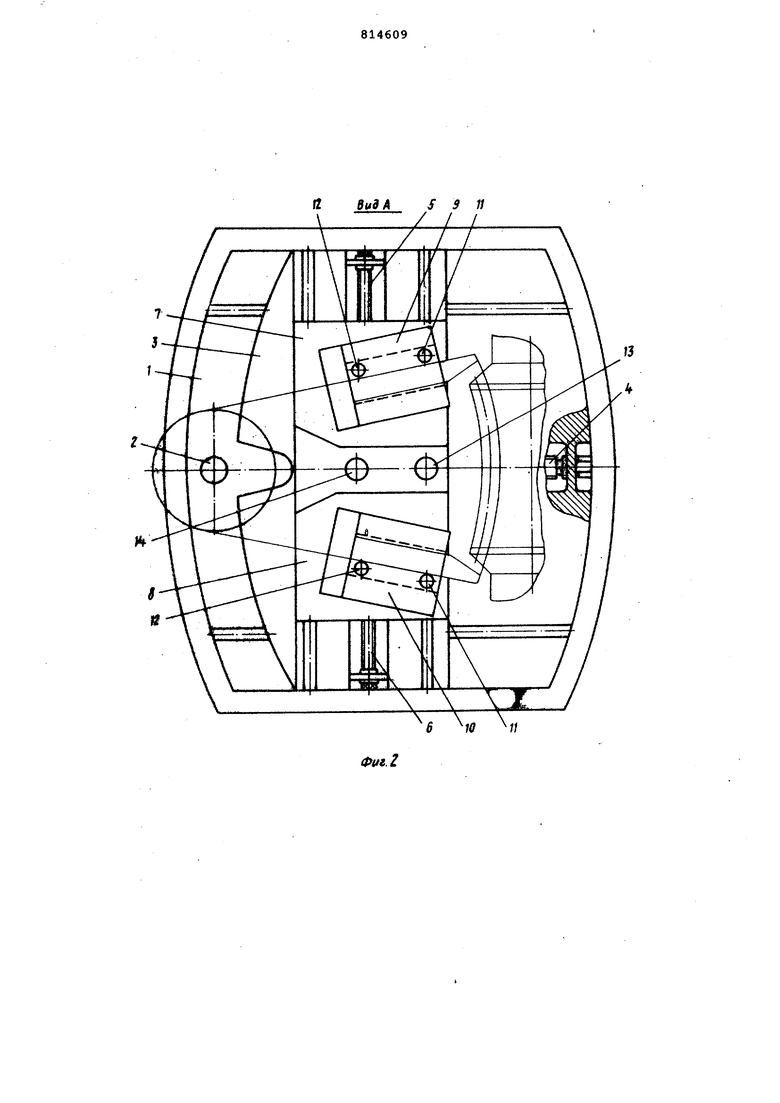
9 и 10. В последних базовые упоры 1 и 12 для установки резцов выполнены так, чКЬ их верхняя часть выступает над резцедержателями 9 и 10 на опре деленную высоту. Выступающие части базовых упоров 11 и 12 являются баз ми для настройки головки по расчетшым координатам. При настройке голо ки резцедержатели 9 и 10 вместе с б зовыми упорами 12 имеют возможность разворачиваться на секторах 7 и 8 на определенный угол вокруг осей базовых упоров 11, установленных ни ней частью в секторах 7, 8 по посад .ке с возможностью вращения. На плите 3, на одной радиальной оси с контрольной оправкой 2, встро ны базы-оправки 13 и 14 для координатной настройки. Координаты, по которым настраива ется головка, рассчитываются в зави -симости от параметров нарезаемого червяка и с учетом того, что базовы упоры 11 резцедержателей 9 и 10, а также база-оправка 13 расположены н одной линии, перпендикулярной радиальному перемещению плиты 3. Настройка головки заключается в установке резцедержателя 9 и 10 по координатам .а, бив таким образом, чтобы касательная к базовым упорам 11 и 12, одновременно являются и настроечными базами, была касательной к профильной окружности нарезаемого червяка. Координата а выбирается произвол но, исходя из оптимального вылета резца для нарезания глобоидного чер вяки. Координата б рассчитывается по формуле (т радиус профильной окружгде г„ ности ; радиус настроечной базыупора 11; угол, образованный режуще кромкой резЦа и перпендикуляром на ось червяка в горизонтальной плоскости; а - координата в. Координата в расчитывается по формуле ,е. e,-nrf-)MBp e -cos cf ) , где cfкоордината б; расстояние между базовыми упорами-оправками 11 и 12 резцедержателей 9 и 10 (постоянное); расстояние между базовыми оправками 13 и 14 на плите 3 (постоянное). Нарезаниеглобоидных червяков предлагаемой резцовой головкой произ водится следующим образом. В суппорте зубофрезерного станка устанавливается, выверяется- и закреп ляется известными способами нарезаемый глобоидный червяк. Резцовая головка устанавливается и выверяется на столе станка таким образом, чтобы ось контрольной оправки 2 являлась центром профильной окружности обрабатываемого червяка,и закрепляется. Винтовой парой 4 плита 3 перемещается в радиальном направлении от контрольной оправки 2 на расчетное расстояние а, которое замеряется микрометром в обхват контрольной оправки 2 и базы-оправки 13 или в распор по концевым мерам. После установки на размер а плита 3 закрепляется. Затем винтовыми парами 5 и б перемещаются сектора 7 и 8 с резцедержателями 9 и 10 на размер б, который контролируется от базы оправки 13 до базовых упоров 11 аналогично размеру а. После установки на размер б сектора 7 и 8 закрепляются. Далее резцедержатели 9 и 10 разворотом на угол вокруг оси упоров 11 устанавливаются на размер в, контролируя его от базы-оправки 14 до базовых упоров 12 аналогично размерс1М а и б, и закрепляются. Настройка головки может производиться и до установки на станок. Далее в резцедержателях 9 и 10 выставляются известными способами с требуемым вылетом левый и правый резцы для чернового нарезания, поджимаются к базовым упорам 11 и 12 и закрепляются, после этого производится черновое нарезание витков червяка одновременно двумя резцами радиальной подачей. Затем, не меняя настройки головки, черновые резцы заменяются чистовыми последовательно левым и правым, и поочередно производится чистовое нарезание каждой из сторон витка круговой подачей. Формула изобретения Резцовая головка к зубофрезерному станку для нарезания глобоидных червяков, основание которой несет расположенные с возможностью перемещения два сектора с резцедержателями, содержащими две группы резцов, обрабатывающих противоположные стороны витка червяка, отличающаяся тем, что, с целью расширения технологических возможностей, головка снабжена плитой и системой координатной настройки резцов, представляющей собой три оправки, одна из которых, контрольная, закреплена на основании, а две другие, базы-оправки, установлены на плите на одной радиальной относительно нарезаемого червяка оси с контрольной оправкой, и четыре упора, закрепленные попарно на резцедержателях, установленных на секторах с возможностью поворота относительно базовых упоров, причем, плита расположена на основании с возможностью перемещения в радиальном направлении от контрольной оправки, а сектора помещены на плите с возможностью перемещения в горизонтальной
плоскости,. перпендикулярно направлению перемещения плиты.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 319420, кл, В 23 F 21/04, 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1971 |
|
SU319420A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Резцовая головка для обработки витков глобоидного червяка | 1972 |
|
SU483205A1 |
| Устройство к токарному станку для нарезания глобоидных червяков | 1980 |
|
SU944826A1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| Многорезцовая головка последовательного резания для нарезания глобоидальных червяков | 1950 |
|
SU91161A1 |
| ДИХКОВАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1971 |
|
SU426766A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Способ одностороннего нарезания модифицированных витков глобоидных червяков | 1961 |
|
SU146637A1 |

И Вид А S 9 П
/ / /
П И Л
12 П
i
Ь
