Ссылка на родственную заявку
Настоящая заявка подана 17 ноября 2014 г.как международная патентная заявка согласно Договору о патентной кооперации и заявляет приоритет в соответствии с патентной заявкой США с серийным №61/905408, поданной 18 ноября 2013 г., раскрытие которой включено в настоящий документ ссылкой во всей ее полноте.
Предшествующий уровень техники настоящего изобретения
Обработка или литье некоторых металлических изделий может требовать ванны, содержащей расплавленный металл, и эту ванну с расплавленным металлом можно поддерживать при температуре в диапазоне от 700°С до 1200°С или более в зависимости от конкретного металла. Многие приборы или устройства можно использовать в ванне расплавленного металла для производства или литья желаемого металлического изделия. Существует необходимость в том, чтобы эти приборы или устройства лучше выдерживали повышенные температуры, обнаруживаемые в ванне расплавленного металла, предпочтительно характеризуясь более длительным сроком службы и от ограниченной до отсутствия способности реагировать с конкретным расплавленным металлом.
Кроме того, расплавленные металлы могут содержать один или несколько газов, растворенных в них, и/или примеси, присутствующие в них, и эти газы и/или примеси могут иметь отрицательное влияние на конечное производство и литье желаемого металлического изделия и/или конечные физические свойства самого металлического изделия. Попытки снизить количества растворенных газов или примесей, находящихся в ванне расплавленного металла, не были полностью успешными. Следовательно, существует потребность в улучшенных устройствах и способах удаления газов и/или примесей из расплавленных металлов.
Краткое раскрытие настоящего изобретения
Настоящее краткое раскрытие обеспечивается для введения в упрощенной форме ряда концепций, которые дополнительно раскрыты ниже в подробном раскрытии. Настоящее краткое раскрытие не предназначено для определения требуемых или необходимых признаков заявленного объекта. Также настоящее краткое раскрытие не предназначено для ограничения объема заявленного объекта.
Настоящее изобретение направлено на способы снижения количества растворенного газа (и/или различных примесей) в ванне расплавленного металла (например, ультразвуковую дегазацию). Согласно одному варианту осуществления способ может предусматривать работу ультразвукового устройства в ванне расплавленного металла и введение продувочного газа в ванну расплавленного металла вблизи ультразвукового устройства. Например, растворенный газ может содержать водород, ванна расплавленного металла может содержать алюминий или медь (включая их сплавы), а продувочный газ может содержать аргон и/или азот. Продувочный газ можно вводить в ванну расплавленного металла в пределах приблизительно 50 см (или 25 см, или 15 см, или 5 см, или 2 см) от ультразвукового устройства или через наконечник ультразвукового устройства. Продувочный газ можно добавлять или вводить в ванну расплавленного металла со скоростью в диапазоне от приблизительно 0,1 до приблизительно 150 л/минуту на ультразвуковой датчик или, дополнительно или альтернативно, со скоростью в диапазоне от приблизительно 10 до приблизительно 500 мл/ч продувочного газа на кг/ч производительности ванны расплавленного металла.
В настоящем изобретении также раскрываются ультразвуковые устройства, и эти ультразвуковые устройства можно использовать во многих различных применениях, включая ультразвуковую дегазацию и уменьшение размера зерна металла. В качестве примера ультразвуковое устройство может содержать ультразвуковой преобразователь, датчик, присоединенный к ультразвуковому преобразователю, причем датчик содержит наконечник, и систему подачи газа, причем система подачи газа содержит впускное отверстие для газа, путь потока газа через датчик и выпускное отверстие для газа на наконечнике датчика или вблизи него. Согласно варианту осуществления датчик может представлять собой продолговатый датчик, содержащий первый конец и второй конец, причем первый конец присоединен к ультразвуковому преобразователю, а второй конец содержит наконечник. Кроме того, датчик может содержать нержавеющую сталь, титан, ниобий, керамику и подобное или комбинацию любых этих материалов. Согласно другому варианту осуществления ультразвуковой датчик может представлять собой цельный сиалоновый датчик со встроенной системой подачи газа через него. Согласно еще одному варианту осуществления ультразвуковое устройство может содержать сборки из множества датчиков и/или множество датчиков на ультразвуковой преобразователь.
Согласно одному варианту осуществления настоящего изобретения ультразвуковой датчик может содержать два или более каналов подачи газа, проходящих через датчик и выходящих на наконечнике датчика или вблизи него (например, в пределах приблизительно 25 см или приблизительно 20 см от наконечника датчика, альтернативно, в пределах приблизительно 15 см, в пределах приблизительно 10 см, в пределах приблизительно 5 см, в пределах приблизительно 2 см или в пределах приблизительно 1 см от наконечника датчика или, альтернативно, на наконечнике датчика). Согласно другому варианту осуществления настоящего изобретения ультразвуковой датчик может содержать канал подачи газа, проходящий через датчик и выходящий на наконечнике датчика или вблизи него и, кроме того, может содержать углубленный участок вблизи наконечника датчика.
Как вышеуказанное краткое раскрытие, так и следующее подробное раскрытие обеспечивают примеры и представлены только в качестве пояснения. Следовательно, вышеуказанное краткое раскрытие и следующее подробное раскрытие не следует рассматривать как ограничивающие. Кроме того, признаки или изменения можно обеспечивать в дополнение к указанным в настоящем документе. Например, некоторые варианты осуществления могут быть направлены на комбинации и подкомбинации признаков, описанные в подробном раскрытии.
Краткое описание фигур
Приложенные графические материалы, которые включены в настоящее раскрытие и составляют его часть, показывают различные варианты осуществления настоящего изобретения. На фигурах:
на фиг. 1А показано частичное поперечное сечение ультразвукового датчика с множеством каналов для газа согласно варианту осуществления настоящего изобретения;
на фиг. 1В представлен вид в перспективе ультразвукового датчика фиг. 1А;
на фиг. 1С показано частичное поперечное сечение ультразвукового устройства, в котором используют ультразвуковой датчик фиг. 1А;
на фиг. 1D показан вид крупным планом поверхности контакта между ультразвуковым датчиком и усилителем ультразвукового датчика и устройства фиг. 1А-1С;
на фиг. 2А показано частичное поперечное сечение ультразвукового датчика с углубленными участками согласно варианту осуществления настоящего изобретения;
на фиг. 2В представлен вид в перспективе ультразвукового датчика фиг. 2А;
на фиг. 3 показано частичное поперечное сечение ультразвукового устройства согласно варианту осуществления настоящего изобретения;
на фиг. 4 показано частичное поперечное сечение ультразвукового устройства согласно другому варианту осуществления настоящего изобретения;
на фиг. 5 показано частичное поперечное сечение ультразвукового устройства согласно другому варианту осуществления настоящего изобретения;
на фиг. 6 показано частичное поперечное сечение ультразвукового устройства согласно другому варианту осуществления настоящего изобретения;
на фиг. 7А показано частичное поперечное сечение ультразвукового датчика с одним каналом для газа согласно варианту осуществления настоящего изобретения;
на фиг. 7В представлен вид в перспективе ультразвукового датчика фиг. 7А;
на фиг. 8 представлен график концентрации водорода в зависимости от времени для примеров 1-4.
Подробное раскрытие настоящего изобретения
Следующее подробное раскрытие ссылается на приложенные графические материалы. По возможности одинаковые или аналогичные номера позиций используются на графических материалах и в следующем описании для ссылки на одинаковые или аналогичные элементы. Хотя могут быть описаны варианты осуществления настоящего изобретения, возможны модификации, доработки и другие внедрения. Например, замены, добавления или модификации можно делать в элементах, показанных на фигурах, а способы, описанные в настоящем документе, можно модифицировать заменой, перегруппировкой или добавлением стадий к раскрытым способам. Следовательно, следующее подробное раскрытие не ограничивает объем настоящего изобретения.
Выражения в единственном числе предназначены для включения множества вариантов, например, по меньшей мере один. Например, раскрытие «ультразвукового устройства», «продолговатого датчика», «продувочного газа» и пр. означает включение одного или комбинаций из более чем одного ультразвукового устройства (например, одного или двух или более ультразвуковых устройств), продолговатого датчика (например, одного или двух или более продолговатых датчиков), продувочного газа (например, одного или двух или более продувочных газов) и пр., если иное специально не указано.
Все публикации и патенты, указанные в настоящем документе, включены в настоящий документ ссылкой с целью описания и раскрытия, например, конструктивных элементов и методов, которые описаны в публикациях, которые можно использовать совместно с описанным в настоящем документе изобретением. Публикации, обсуждаемые в тексте, представлены только для их раскрытия перед датой подачи настоящей заявки. Никакие данные в настоящем документе не следует рассматривать как допущение того, что авторы настоящего изобретения не имеют права предвосхищать это раскрытие ввиду предшествующего изобретения.
Заявитель раскрывает несколько типов диапазонов в настоящем изобретении. Когда заявитель раскрывает или заявляет диапазон любого типа, целью заявителя является раскрыть или заявить отдельно каждое возможное число, которое такой диапазон может логично охватывать, включая конечные точки диапазона, а также любые поддиапазоны и комбинации поддиапазонов, охваченные им. Например, согласно варианту осуществления настоящего изобретения продувочный газ можно вводить в ванну расплавленного металла со скоростью в диапазоне от приблизительно 1 до приблизительно 50 л/минуту на ультразвуковой датчик. Путем раскрытия того, что расход находится в диапазоне от приблизительно 1 до приблизительно 50 л/минуту, заявитель хочет указать, что расход может представлять собой любой расход в диапазоне, и, например, он может составлять приблизительно 1, приблизительно 2, приблизительно 3, приблизительно 4, приблизительно 5, приблизительно 6, приблизительно 7, приблизительно 8, приблизительно 9, приблизительно 10, приблизительно 11, приблизительно 12, приблизительно 13, приблизительно 14, приблизительно 15, приблизительно 16, приблизительно 17, приблизительно 18, приблизительно 19, приблизительно 20, приблизительно 21, приблизительно 22, приблизительно 23, приблизительно 24, приблизительно 25, приблизительно 26, приблизительно 27, приблизительно 28, приблизительно 29, приблизительно 30, приблизительно 31, приблизительно 32, приблизительно 33, приблизительно 34, приблизительно 35, приблизительно 36, приблизительно 37, приблизительно 38, приблизительно 39, приблизительно 40, приблизительно 41, приблизительно 42, приблизительно 43, приблизительно 44, приблизительно 45, приблизительно 46, приблизительно 47, приблизительно 48, приблизительно 49 или приблизительно 50 л/минуту. Кроме того, расход может находиться в пределах любого диапазона от приблизительно 1 до приблизительно 50 л/минуту (например, скорость находится в диапазоне от приблизительно 2 до приблизительно 20 л/минуту), и это также включает любую комбинацию диапазонов от приблизительно 1 до приблизительно 50 л/минуту. Аналогично, все другие диапазоны, раскрытые в настоящем документе, следует интерпретировать таким же образом.
В вариантах осуществления настоящего изобретения могут обеспечиваться системы, способы и/или устройства для ультразвуковой дегазации расплавленных металлов. Такие расплавленные металлы могут включать, помимо прочего, алюминий, медь, сталь, цинк, магний и подобное или комбинации этих и других металлов (например, сплавы). Следовательно, настоящее изобретение не ограничено каким-то конкретным металлом или сплавом металлов. Обработка или литье изделий из расплавленного металла может требовать ванну, содержащую расплавленный металл, и эту ванну расплавленного металла можно поддерживать при повышенных температурах. Например, расплавленную медь можно поддерживать при температурах около 1100°С, тогда как расплавленный алюминий можно поддерживать при температурах около 750°С.
При использовании в настоящем документе выражения «ванна», «ванна расплавленного металла» и подобные предназначены для включения любого контейнера, который может содержать расплавленный металл, включая емкость, тигель, лоток, желоб, плавильную печь, литейный ковш и т.д. Выражения ванна и ванна расплавленного металла используют для включения периодических, непрерывных, полунепрерывных и др. операций и, например, таких, где расплавленный металл в общем статичный (например, часто связанный с тиглем), и где расплавленный металл обычно находится в движении (например, часто связанный с желобом).
Многие приборы или устройства можно использовать для контроля, тестирования или изменения условий расплавленного металла в ванне, а также для конечного производства или литья желаемого металлического изделия. Существует необходимость в том, чтобы эти приборы или устройства лучше выдерживали повышенные температуры, обнаруживаемые в ваннах расплавленного металла, предпочтительно характеризуясь более длительным сроком службы и от ограниченной до отсутствия способности реагировать с расплавленным металлом независимо от того, является ли металл (или содержит ли металл) алюминием, или медью, или сталью, или цинком, или магнием и т.д.
Кроме того, расплавленные металлы могут содержать один или несколько газов, растворенных в них, и эти газы могут иметь отрицательное влияние на конечное производство и литье желаемого металлического изделия и/или конечные физические свойства самого металлического изделия. Например, газ, растворенный в расплавленном металле, может содержать водород, кислород, азот, диоксид серы и подобное или их комбинации. При некоторых условиях может быть желательно удалять газ или снижать количество газа в расплавленном металле. Например, растворенный водород может быть вредным при литье алюминия (или меди, или другого металла или сплава), и, таким образом, свойства готовых изделий, полученных из алюминия (или меди, или другого металла или сплава) можно улучшать путем снижения количества захваченного водорода в ванне расплавленного алюминия (или меди, или другого металла или сплава). Растворенный водород в количестве свыше 0,2 части на миллион, свыше 0,3 части на миллион или свыше 0,5 части на миллион в пересчете на массу может иметь отрицательное влияние на скорость литья и качество полученных алюминиевых (или медных, или из другого металла или сплава) стержней и других изделий. Водород может поступать в ванну расплавленного алюминия (или меди, или другого металла или сплава) вследствие его присутствия в атмосфере над ванной, содержащей расплавленный алюминий (или медь, или другой металл или сплав), или он может находиться в исходном материале алюминиевого (или медного, или из другого металла или сплава) сырья, используемом в ванне расплавленного алюминия (или меди, или другого металла или сплава).
Попытки снизить количества растворенных газов в ваннах расплавленного металла не были полностью успешны. Часто эти процессы включали дополнительное и дорогостоящее оборудование, а также потенциально опасные материалы. Например, способ, используемый в литейной промышленности для снижения содержания растворенного газа в расплавленном металле, может содержать роторы, сделанные из такого материала как графит, и эти роторы могут располагаться в ванне расплавленного металла. Газообразный хлор дополнительно можно вводить в ванну расплавленного металла в положениях рядом с роторами в ванне расплавленного металла. Этот способ будет называться «обычный» способ в настоящем раскрытии и часто называется в промышленности ротационная продувка газом. Хотя обычный способ может успешно снижать, например, количество растворенного водорода в ванне расплавленного металла в некоторых ситуациях, этот обычный способ имеет ощутимые недостатки, не последними из которых являются стоимость, сложность и использование потенциально вредного и потенциально экологически вредного газообразного хлора.
Кроме того, расплавленные металлы могут иметь примеси, находящиеся в них, и эти примеси могут отрицательно влиять на конечное производство и литье желаемого металлического изделия и/или конечные физические свойства самого металлического изделия. Например, примесь в расплавленном металле может содержать щелочной металл или другой металл, который или не требуется, или нежелателен в расплавленном металле. Как поймет специалист в данной области техники, небольшие процентные содержания некоторых металлов присутствуют в различных сплавах металлов, и такие металлы не следует рассматриваться как примеси. В качестве неограничивающих примеров примеси могут содержать литий, натрий, калий, свинец и подобное или их комбинации. Различные примеси могут поступать в ванну расплавленного металла (алюминия, меди или другого металла или сплава) вследствие их присутствия во входящем исходном материале металлического сырья, используемом в ванне расплавленного металла. Согласно некоторым вариантам осуществления настоящего изобретения и неожиданно ультразвуковые датчики и устройства, а также связанные с ними способы, могут быть способны снижать количество примесей щелочного металла, такого как натрий, до менее чем 1 части на миллион (по массе) после ультразвуковой дегазации от исходного количества, например, по меньшей мере приблизительно 3 части на миллион, по меньшей мере приблизительно 4 части на миллион, от приблизительно 3 до приблизительно 10 частей на миллион и подобного.
Кроме нежелательных примесей, таких как щелочные металлы, расплавленные металлы могут также иметь включения, которые могут отрицательно влиять на конечное производство и литье желаемого металлического изделия и/или конечные физические свойства самого металлического изделия. Все включения или концентрацию включений обычно измеряют в единицах мм2/кг (мм2 включений на кг металла). Согласно некоторым вариантам осуществления настоящего изобретения и неожиданно ультразвуковые датчики и устройства, а также связанные с ними способы, могут быть способны снижать количество общих включений по меньшей мере на приблизительно 50% при сравнении включений перед и после ультразвуковой дегазации, как описано в настоящем документе. Согласно конкретным вариантам осуществления количество общих включений можно снижать по меньшей мере на приблизительно 60%, по меньшей мере приблизительно 70%, по меньшей мере приблизительно 80%, по меньшей мере приблизительно 90%, по меньшей мере приблизительно 95% или по меньшей мере приблизительно 98% и в некоторых случаях до 99-100%.
В вариантах осуществления настоящего изобретения могут обеспечиваться способы снижения количества растворенного газа в ванне расплавленного металла или, другими словами, способы дегазации расплавленных металлов. Один такой способ может предусматривать работу ультразвукового устройства в ванне расплавленного металла и введение продувочного газа в ванну расплавленного металла вблизи ультразвукового устройства. Растворенный газ может представлять собой или может содержать кислород, водород, диоксид серы и подобное или их комбинации. Например, растворенный газ может представлять собой или может содержать водород. Ванна расплавленного металла может содержать алюминий, медь, цинк, сталь, магний и подобное или их смеси и/или комбинации (например, включая различные сплавы алюминия, меди, цинка, стали, магния и пр.). Согласно некоторым вариантам осуществления ванна расплавленного металла может содержать алюминий, хотя в других вариантах осуществления ванна расплавленного металла может содержать медь. Следовательно, расплавленный металл в ванне может представлять собой алюминий, или, альтернативно, расплавленный металл может представлять собой медь.
Кроме того, в вариантах осуществления настоящего изобретения могут обеспечиваться способы снижения количества примесей, находящихся в ванне расплавленного металла, или, другими словами, способы удаления примесей. Один такой способ может предусматривать работу ультразвукового устройства в ванне расплавленного металла и введение продувочного газа в ванну расплавленного металла вблизи ультразвукового устройства. Примесь может представлять собой или может содержать литий, натрий, калий, свинец и подобное или их комбинации. Например, примесь может представлять собой или может содержать литий или, альтернативно, натрий. Ванна расплавленного металла может содержать алюминий, медь, цинк, сталь, магний и подобное или их смеси и/или комбинации (например, включая различные сплавы алюминия, меди, цинка, стали, магния и пр.). Согласно некоторым вариантам осуществления ванна расплавленного металла может содержать алюминий, хотя в других вариантах осуществления ванна расплавленного металла может содержать медь. Следовательно, расплавленный металл в ванне может представлять собой алюминий, или, альтернативно, расплавленный металл может представлять собой медь.
Продувочный газ, используемый в способах дегазации и/или способах удаления примесей, раскрытых в настоящем документе, может содержать один или несколько из азота, гелия, неона, аргона, криптона и/или ксенона, но без ограничения ими. Предполагается, что любой подходящий газ можно использовать в качестве продувочного газа, при условии, что газ не реагирует заметно с конкретным металлом(ами) в ванне расплавленного металла или не растворяется в нем. Кроме того, можно использовать смеси или комбинации газов. Согласно некоторым вариантам осуществления, раскрытым в настоящем документе, продувочный газ может представлять собой или может содержать инертный газ; альтернативно, продувочный газ может представлять собой или может содержать благородный газ; альтернативно, продувочный газ может представлять собой или может содержать гелий, неон, аргон или их комбинации; альтернативно, продувочный газ может представлять собой или может содержать гелий; альтернативно, продувочный газ может представлять собой или может содержать неон; или, альтернативно, продувочный газ может представлять собой или может содержать аргон. Кроме того, заявитель предполагает, что, согласно некоторым вариантам осуществления обычную технику дегазации можно использовать вместе с процессом ультразвуковой дегазации, раскрытой в настоящем документе. Следовательно, продувочный газ может дополнительно содержать газообразный хлор согласно некоторым вариантам осуществления, например, использовать газообразный хлор в качестве продувочного газа отдельно или в комбинации по меньшей мере с одним из азота, гелия, неона, аргона, криптона и/или ксенона. Кроме того, SF6 можно использовать отдельно в качестве продувочного газа или в комбинации с любым другим продувочным газом, раскрытым в настоящем документе, например, азотом, аргоном и пр.
Однако, согласно другим вариантам осуществления настоящего изобретения способы дегазации или снижения количества растворенного газа в ванне расплавленного металла можно проводить по существу в отсутствие газообразного хлора или в отсутствие газообразного хлора. При использовании в настоящем документе по существу отсутствие означает, что не более 5 масс. % газообразного хлора можно использовать в пересчете на количество используемого продувочного газа. Согласно некоторым вариантам осуществления способы, раскрытые в настоящем документе, могут предусматривать введение продувочного газа, и этот продувочный газ можно выбирать из группы, состоящей из азота, гелия, неона, аргона, криптона, ксенона и их комбинаций.
Количество продувочного газа, вводимого в ванну расплавленного металла, может изменяться в зависимости от ряда факторов. Часто количество продувочного газа, вводимого в способе дегазации расплавленных металлов (и/или в способе удаления примесей из расплавленных металлов) согласно вариантам осуществления настоящего изобретения, может попадать в пределы диапазона от приблизительно 0,1 до приблизительно 150 стандартных литров/минуту (л/минуту) для каждого ультразвукового датчика. Как легко поймет специалист в данной области техники, более одного ультразвукового датчика может находиться на ультразвуковом устройстве, и более одного ультразвукового устройства можно использовать в ванне расплавленного металла (например, от 1 до 20, от 2 до 20, от 2 до 16, от 4 до 12 устройств и пр.). Таким образом, расходы продувочного газа, раскрытые в настоящем документе, предназначены для описания расходов через один ультразвуковой датчик. Следовательно, количество вводимого продувочного газа может находиться в диапазоне от приблизительно 0,5 до приблизительно 100 л/минуту, от приблизительно 1 до приблизительно 100 л/минуту, от приблизительно 1 до приблизительно 50 л/минуту, от приблизительно 1 до приблизительно 35 л/минуту, от приблизительно 1 до приблизительно 25 л/минуту, от приблизительно 1 до приблизительно 10 л/минуту, от приблизительно 1,5 до приблизительно 20 л/минуту, от приблизительно 2 до приблизительно 15 л/минуту или от приблизительно 2 до приблизительно 10 л/минуту на ультразвуковой датчик. Эти объемные расходы представлены в стандартных литрах в минуту, т.е. при стандартной температуре (21,1°С) и давлении (101 кПа). При условиях, где более одного ультразвукового датчика (или более одного ультразвукового устройства) используют в ванне расплавленного металла (например, 2 датчика, 3 датчика, 4 датчика, от 1 до 8 датчиков, от 2 до 8 датчиков, от 1 до 4 датчиков и т.д. на устройство), расход продувочного газа независимо для каждого датчика может находиться в диапазоне от приблизительно 0,1 до приблизительно 50 л/минуту, от приблизительно 0,5 до приблизительно 30 л/минуту, от приблизительно 1 до приблизительно 30 л/минуту, от приблизительно 2 до приблизительно 50 л/минуту, от приблизительно 2 до приблизительно 25 л/минуту, от приблизительно 3 до приблизительно 50 л/минуту или от приблизительно 4 до приблизительно 25 л/минуту.
При непрерывной или полунепрерывной работе ванны расплавленного металла количество продувочного газа, вводимого в ванну расплавленного металла, может изменяться на основании производительности или объема выпуска расплавленного металла. Следовательно, количество продувочного газа, вводимого в способе дегазации расплавленных металлов (и/или в способе удаления примесей из расплавленных металлов) согласно таким вариантам осуществления, может попадать в пределы диапазона от приблизительно 10 до приблизительно 500 мл/ч продувочного газа на кг/ч расплавленного металла (мл продувочного газа/кг расплавленного металла). Согласно некоторым вариантам осуществления отношение объемного расхода продувочного газа к объему выпуска расплавленного металла может находиться в диапазоне от приблизительно 10 до приблизительно 400 мл/кг, альтернативно, от приблизительно 15 до приблизительно 300 мл/кг, альтернативно, от приблизительно 20 до приблизительно 250 мл/кг, альтернативно, от приблизительно 30 до приблизительно 200 мл/кг, альтернативно, от приблизительно 40 до приблизительно 150 мл/кг или, альтернативно, от приблизительно 50 до приблизительно 125 мл/кг. Как указано выше, объемный расход продувочного газа представлен при стандартной температуре (21,1°С) и давлении (101 кПа).
Способы дегазации расплавленных металлов в соответствии с вариантами осуществления настоящего изобретения могут быть эффективными для удаления более чем приблизительно 10 масс. % растворенного газа, находящегося в ванне расплавленного металла, т.е. количество растворенного газа в ванне расплавленного металла можно снижать на более чем приблизительно 10 масс. % от количества растворенного газа, присутствующего перед тем, как использовали процесс дегазации. Согласно некоторым вариантам осуществления количество растворенного газа можно снижать на более чем приблизительно 15 масс. %, более чем приблизительно 20 масс. %, более чем приблизительно 25 масс. %, более чем приблизительно 35 масс. %, более чем приблизительно 50 масс. %, более чем приблизительно 75 масс. % или более чем приблизительно 80 масс. % от количества растворенного газа, присутствующего перед тем, как использовали способ дегазации. Например, если растворенный газ представляет собой водород, уровни водорода в ванне расплавленного металла, содержащей алюминий или медь, более чем приблизительно 0,3 части на миллион, или 0,4 части на миллион, или 0,5 части на миллион (в пересчете на массу) могут быть вредными, и часто содержание водорода в расплавленном металле может составлять приблизительно 0,4 части на миллион, приблизительно 0,5 части на миллион, приблизительно 0,6 части на миллион, приблизительно 0,7 части на миллион, приблизительно 0,8 части на миллион, приблизительно 0,9 части на миллион, приблизительно 1 часть на миллион, приблизительно 1,5 части на миллион, приблизительно 2 части на миллион или больше 2 частей на миллион. Предполагается, что использование способов, раскрытых в вариантах осуществления настоящего изобретения, может снижать количество растворенного газа в ванне расплавленного металла до менее чем приблизительно 0,4 части на миллион, альтернативно, до менее чем приблизительно 0,3 части на миллион, альтернативно, до менее чем приблизительно 0,2 части на миллион, альтернативно, до диапазона от приблизительно 0,1 до приблизительно 0,4 части на миллион, альтернативно, до диапазона от приблизительно 0,1 до приблизительно 0,3 части на миллион или, альтернативно, до диапазона от приблизительно 0,2 до приблизительно 0,3 части на миллион. Согласно этим и другим вариантам осуществления растворенный газ может представлять собой или может содержать водород, а ванна расплавленного металла может представлять собой или может содержать алюминий и/или медь.
Варианты осуществления настоящего изобретения, направленные на способы дегазации (например, снижение количества растворенного газа в ванне, содержащей расплавленный металл) или на способы удаления примесей, могут предусматривать работу ультразвукового устройства в ванне расплавленного металла. Ультразвуковое устройство может содержать ультразвуковой преобразователь и продолговатый датчик, а датчик может содержать первый конец и второй конец. Первый конец может быть присоединен к ультразвуковому преобразователю, второй конец может содержать наконечник, а наконечник продолговатого датчика может содержать ниобий. Особенности иллюстративных и неограничивающих примеров ультразвуковых устройств, которые можно использовать в процессах и способах, раскрытых в настоящем документе, будут обсуждаться дополнительно ниже. Поскольку он относится к процессу ультразвуковой дегазации или к процессу удаления примесей, продувочный газ можно вводить в ванну расплавленного металла, например, в месте около ультразвукового устройства. Часто продувочный газ можно вводить в ванну расплавленного металла в месте около наконечника ультразвукового устройства. Предполагается, что продувочный газ можно вводить в ванну расплавленного металла в пределах приблизительно 1 метра от наконечника ультразвукового устройства, например, в пределах приблизительно 100 см, в пределах приблизительно 50 см, в пределах приблизительно 40 см, в пределах приблизительно 30 см, в пределах приблизительно 25 см или в пределах приблизительно 20 см от наконечника ультразвукового устройства. Согласно некоторым вариантам осуществления продувочный газ можно вводить в ванну расплавленного металла в пределах приблизительно 15 см от наконечника ультразвукового устройства, альтернативно, в пределах приблизительно 10 см, альтернативно, в пределах приблизительно 8 см, альтернативно, в пределах приблизительно 5 см, альтернативно, в пределах приблизительно 3 см, альтернативно, в пределах приблизительно 2 см или, альтернативно, в пределах приблизительно 1 см. Согласно конкретному варианту осуществления продувочный газ можно вводить в ванну расплавленного металла рядом с наконечником ультразвукового устройства или через него.
Без ограничения какой-либо теорией заявитель считает, что синергетический эффект может существовать между использованием ультразвукового устройства и введением продувочного газа вблизи него, давая значительное снижение количества растворенного газа в ванне, содержащей расплавленный металл. Заявитель считает, что энергия ультразвука, производимая ультразвуковым устройством, может создавать кавитационные пузырьки в расплаве, в которые растворенный газ может диффундировать. Однако, заявитель считает, что в отсутствие продувочного газа многие кавитационные пузырьки могут схлопываться перед достижением поверхности ванны расплавленного металла. Заявитель считает, что продувочный газ может уменьшать количество кавитационных пузырьков, которые схлопываются перед достижением поверхности, и/или может увеличивать размер пузырьков, содержащих растворенный газ, и/или может увеличивать число пузырьков в ванне расплавленного металла, и/или может увеличивать скорость переноса пузырьков, содержащих растворенный газ, к поверхности ванны расплавленного металла. Независимо от фактического механизма заявитель считает, что использование ультразвукового устройства в комбинации с источником продувочного газа вблизи него может давать синергическое улучшение при удалении растворенного газа из ванны расплавленного металла и синергическое снижение количества растворенного газа в расплавленном металле. Снова без ограничения какой-либо теорией заявитель считает, что ультразвуковое устройство может создавать кавитационные пузырьки вблизи наконечника ультразвукового устройства. Например, для ультразвукового устройства, имеющего наконечник с диаметром от приблизительно 2 до 5 см, кавитационные пузырьки могут находиться в пределах приблизительно 15 см, приблизительно 10 см, приблизительно 5 см, приблизительно 2 см или приблизительно 1 см от наконечника ультразвукового устройства перед схлопыванием. Если продувочный газ вводят на расстоянии, которое слишком далеко от наконечника ультразвукового устройства, продувочный газ может быть неспособен рассеиваться на кавитационные пузырьки. Таким образом, без ограничения какой-либо теорией заявитель считает, что может быть полезно вводить продувочный газ в ванну расплавленного металла вблизи наконечника ультразвукового устройства, например, в пределах приблизительно 25 см или приблизительно 20 см от наконечника ультразвукового устройства и более предпочтительно в пределах приблизительно 15 см, в пределах приблизительно 10 см, в пределах приблизительно 5 см, в пределах приблизительно 2 см или в пределах приблизительно 1 см от наконечника ультразвукового устройства.
Ультразвуковые устройства согласно вариантам осуществления настоящего изобретения могут находиться в контакте с расплавленными металлами, такими как алюминий или медь, например, как раскрыто в публикации патента США №2009/0224443, которая включена в настоящий документ ссылкой во всей своей полноте. В ультразвуковом устройстве для снижения содержания растворенного газа (например, водорода) в расплавленном металле можно использовать ниобий или его сплав в качестве защитного барьера для устройства, когда оно подвергается воздействию расплавленного металла, или в качестве компонента устройства при прямом воздействии расплавленного металла.
В вариантах осуществления настоящего изобретения могут обеспечиваться системы и способы увеличения срока службы компонентов, находящихся в непосредственном контакте с расплавленными металлами. Например, в вариантах осуществления настоящего изобретения можно использовать ниобий для уменьшения разрушения материалов, находящихся в контакте с расплавленными металлами, что приводит к значительному повышению качества готовых продуктов. Другими словами, варианты осуществления настоящего изобретения могут повышать срок службы или предохранять материалы или компоненты, находящиеся в контакте с расплавленными металлами, путем использования ниобия в качестве защитного барьера. Ниобий может характеризоваться свойствами, например, своей высокой температурой плавления, которые могут способствовать обеспечению вышеуказанных вариантов осуществления настоящего изобретения. Кроме того, ниобий также может образовывать защитный оксидный барьер при воздействии температур приблизительно 200°С и выше.
Кроме того, в вариантах осуществления настоящего изобретения могут обеспечиваться системы и способы увеличения срока службы компонентов, находящихся в непосредственном контакте с расплавленными металлами или взаимодействующих с ними. Поскольку ниобий характеризуется низкой реакционной способностью с некоторыми расплавленными металлами, использование ниобия может предотвращать разрушение материала подложки. Следовательно, в вариантах осуществления настоящего изобретения можно использовать ниобий для уменьшения разрушения материалов подложки, что приводит к значительному улучшению качества готовых продуктов. Следовательно, ниобий вместе с расплавленными металлами может объединять высокую температуру плавления ниобия и его низкую реакционную способность с расплавленными металлами, такими как алюминий и/или медь.
Согласно некоторым вариантам осуществления ниобий или его сплав можно использовать в ультразвуковом устройстве, содержащем ультразвуковой преобразователь и продолговатый датчик. Продолговатый датчик может содержать первый конец и второй конец, причем первый конец может быть присоединен к ультразвуковому преобразователю, а второй конец может содержать наконечник. Согласно этому варианту осуществления наконечник продолговатого датчика может содержать ниобий (например, ниобий или его сплав). Ультразвуковое устройство можно использовать в процессе ультразвуковой дегазации, как обсуждалось выше. Ультразвуковой преобразователь может создавать ультразвуковые волны, а датчик, присоединенный к преобразователю, может передавать ультразвуковые волны в ванну, содержащую расплавленный металл, такой как алюминий, медь, цинк, сталь, магний и подобное или их смеси и/или комбинации (например, включая различные сплавы алюминия, меди, цинка, стали, магния и пр.).
Ссылаясь сперва на фиг. 3, покажем использование ниобия и других материалов в ультразвуковом устройстве 300, которое можно использовать для снижения содержания растворенного газа в расплавленном металле. Ультразвуковое устройство 300 может содержать ультразвуковой преобразователь 360, усилитель 350 для усиления выходного воздействия и ультразвуковой датчик 302 в сборе, подсоединенный к преобразователю 360. Ультразвуковой датчик 302 в сборе может содержать продолговатый ультразвуковой датчик 304 и среду 312 передачи ультразвука. Ультразвуковое устройство 300 и ультразвуковой датчик 304 могут быть в общем цилиндрической формы, но это необязательно. Ультразвуковой датчик 304 может содержать первый конец и второй конец, причем первый конец содержит стержень 306 ультразвукового датчика, который присоединен к ультразвуковому преобразователю 360. Ультразвуковой датчик 304 и стержень 306 ультразвукового датчика могут состоять из различных материалов. Типичные материалы могут включать, помимо прочего, нержавеющую сталь, титан, ниобий, керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония и пр.) и подобное или их комбинации. Второй конец ультразвукового датчика 304 может содержать наконечник 310 ультразвукового датчика. Наконечник 310 ультразвукового датчика может содержать ниобий. Альтернативно, наконечник 310 может состоять главным образом из или состоять из ниобия. Ниобий может быть легирован одним или несколькими другими металлами, или ниобий может быть слоем, который покрыт или нанесен на основной слой из другого материала. Например, наконечник 310 может содержать внутренний слой и наружный слой, причем внутренний слой может содержать керамику или металлический материал (например, титан), а наружный слой может содержать ниобий. Согласно этому варианту осуществления толщина наружного слоя, содержащего ниобий, может составлять менее чем приблизительно 25 микрон, или менее чем приблизительно 10 микрон, или, альтернативно, в пределах диапазона от приблизительно 2 до приблизительно 8 микрон. Например, толщина наружного слоя, содержащего ниобий, может находиться в диапазоне от приблизительно 3 до приблизительно 6 микрон.
Стержень 306 ультразвукового датчика и наконечник 310 ультразвукового датчика могут быть соединены соединительным элементом 308. Соединительный элемент 308 может представлять собой средства для соединения стержня 306 и наконечника 310. Например, стержень 306 и наконечник 310 могут быть соединены болтами или спаяны вместе. Согласно одному варианту осуществления соединительный элемент 308 может представлять собой такой, где стержень 306 содержит углубленную нарезку, а наконечник 310 может быть ввинчен в стержень 306. Предполагается, что стержень 306 ультразвукового датчика и наконечник 310 ультразвукового датчика могут содержать разные материалы. Например, стержень 306 ультразвукового датчика может представлять собой или может содержать титан и/или ниобий, тогда как наконечник 310 ультразвукового датчика может представлять собой или может содержать ниобий. Альтернативно, стержень 306 ультразвукового датчика может представлять собой или может содержать титан и/или керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония и пр.), тогда как наконечник 310 ультразвукового датчика может представлять собой или может содержать керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония и пр.).
Согласно другим вариантам осуществления ультразвуковой датчик 304 может представлять собой одну деталь, например, стержень 306 ультразвукового датчика и наконечник 310 ультразвукового датчика представляют собой цельный элемент с одинаковой конструкцией. В таких случаях ультразвуковой датчик может содержать, например, ниобий или его сплав, керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония и пр.) или другой подходящий материал.
Ссылаясь снова на фиг. 3, увидим, что ультразвуковое устройство 300 может содержать внутреннюю трубку 328, центральную трубку 324, наружную трубку 320 и защитную трубку 340. Эти трубки или каналы могут окружать, по меньшей мере, часть ультразвукового датчика 304 и обычно могут состоять из любого подходящего металлического или керамического материала. Можно ожидать, что наконечник 310 ультразвукового датчика будет помещаться в ванну расплавленного металла; однако, предполагается, что часть защитной трубки 340 также может быть погружена в расплавленный металл. Следовательно, защитная трубка 340 может представлять собой или может содержать титан, ниобий, керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония и пр.) или комбинацию более одного из этих материалов. Содержаться в трубках 328, 324, 320 и 340 могут среды 322, 326 и 342, как показано на фиг. 3. Среда может быть жидкостью или газом (например, аргоном), целью которой может быть обеспечение охлаждения ультразвукового устройства 300 и, в частности, наконечника 310 ультразвукового датчика и защитной трубки 340.
Ультразвуковое устройство 300 может содержать торцевую заглушку 344. Торцевая заглушка может перекрывать зазор между защитной трубкой 340 и наконечником 310 датчика и может снижать или предотвращать вход расплавленного металла в ультразвуковое устройство 300. Аналогично защитной трубке 340 торцевая заглушка 344 может представлять собой или может содержать, например, титан, ниобий, керамику (например, сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония и пр.) или комбинацию более одного из этих материалов.
Наконечник 310 ультразвукового датчика, защитная трубка 340 или торцевая заглушка 344, или все три могут содержать ниобий. Можно использовать ниобий сам по себе, ниобий может быть легирован одним или несколькими другими металлами, или ниобий может представлять собой слой, который покрыт или нанесен на основной слой из другого материала. Например, наконечник 310 ультразвукового датчика, защитная трубка 340 или торцевая заглушка 344, или все три могут содержать внутренний слой и наружный слой, причем внутренний слой может содержать керамику или металлический материал, а наружный слой может содержать ниобий. Можно ожидать, что присутствие ниобия на элементах ультразвукового устройства может увеличивать срок службы устройства, может обеспечивать низкую или отсутствие химической активности при контакте с расплавленными металлами, может обеспечивать прочность при температуре плавления расплавленного металла и может способствовать распространению ультразвуковых волн. Согласно некоторым вариантам осуществления настоящего изобретения, когда наконечник 310 ультразвукового устройства не содержит ниобий, наконечник может проявлять эрозию или разрушение через приблизительно только 15-30 минут в ванне расплавленного металла (например, алюминия или меди). Напротив, когда наконечник ультразвукового устройства содержит ниобий, наконечник может проявлять отсутствие или минимальную эрозию или разрушение через по меньшей мере 1 час или более, например, отсутствие эрозии или разрушения через по меньшей мере 2 часа, через по меньшей мере 3 часа, через по меньшей мере 4 часа, через по меньшей мере 5 часов, через по меньшей мере 6 часов, через по меньшей мере 12 часов, через по меньшей мере 24 часа, через по меньшей мере 48 часов или через по меньшей мере 72 часа.
Согласно другому варианту осуществления наконечник 310 ультразвукового датчика, защитная трубка 340 или торцевая заглушка 344, или все три могут содержать керамику, такую как сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия и/или диоксид циркония и подобное. Кроме того, стержень 306 ультразвукового датчика может содержать керамику или, альтернативно, титан.
На фиг. 4 показано другое ультразвуковое устройство 400, которое может содержать ниобий, керамику, такую как сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия и/или диоксид циркония, или другой подходящий материал. Ультразвуковое устройство 400 может содержать ультразвуковой преобразователь 460, усилитель 450 для усиления выходящего воздействия и ультразвуковой датчик 402 в сборе, присоединенный к преобразователю 460. Усилитель 450 может обеспечивать усиление выходящего воздействия при уровнях усиления больше чем приблизительно 1:1, например, от приблизительно 1,2:1 до приблизительно 10:1 или от приблизительно 1,4:1 до приблизительно 5:1. Зажимное устройство 451 усилителя с высотой Н можно использовать, где высоту Н можно изменять при необходимости для соответствия различным длинам ультразвуковых датчиков. Ультразвуковой датчик 402 в сборе может содержать продолговатый ультразвуковой датчик, как показано на фиг. 3, и наконечник 410 ультразвукового датчика. Ультразвуковой датчик и наконечник могут состоять из различных материалов, как обсуждалось ранее, включая, помимо прочего, нержавеющую сталь, титан, ниобий, керамику и подобное или их комбинации, включая их смеси, их сплавы и покрытия из них.
Ультразвуковое устройство 400 может содержать средства для введения продувочного газа (например, в ванну расплавленного металла) в месте вблизи ультразвукового устройства 400. Предполагается, что внешнюю систему ввода продувочного газа (не показана) можно помещать в ванне расплавленного металла, и место ввода может находиться вблизи ультразвукового устройства фиг. 3 и/или фиг. 4. Альтернативно, ультразвуковое устройство может содержать выпускное отверстие для продувочного газа так, что продувочный газ можно подавать вблизи наконечника ультразвукового устройства или на нем. Например, продувочный газ можно подавать через торцевую заглушку ультразвукового устройства и/или через датчик ультразвукового устройства. Ссылаясь снова на фиг. 4, увидим, что ультразвуковое устройство может содержать впускное отверстие 424 для продувочного газа и камеру 425 впрыска, соединенную с каналом 413 подачи продувочного газа. Продувочный газ может поступать в и подаваться через выходной канал 414 для продувочного газа, расположенный вблизи наконечника 410 ультразвукового устройства 400 или на нем. Предполагается, что выходной канал 414 для продувочного газа или выпускное отверстие для продувочного газа может находиться в пределах приблизительно 10 см от наконечника 410 ультразвукового устройства 400, например, в пределах приблизительно 5 см, в пределах приблизительно 3 см, в пределах приблизительно 2 см, в пределах приблизительно 1,5 см, в пределах приблизительно 1 см или в пределах приблизительно 0,5 см от наконечника ультразвукового устройства.
Кроме того, ультразвуковое устройство 400 может содержать систему 429 охлаждения ультразвукового устройства, которая может быть разработана для поддержания наконечника ультразвукового устройства, и/или ультразвукового датчика, и/или ультразвукового датчика в сборе при температуре, близкой к комнатной температуре (например, температура может находиться в диапазоне от приблизительно 15°С до приблизительно 75°С или от приблизительно 20°С до приблизительно 35°С), в противовес повышенным температурам расплавленного металла, которые испытывает наружная поверхность наконечника 410 ультразвукового устройства. Предполагается, что система охлаждения ультразвукового устройства может не требоваться, если ультразвуковой датчик и датчик в сборе содержат ниобий, керамику, такую как сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия и/или диоксид циркония, или другой подходящий материал. Система 429 охлаждения ультразвукового устройства фиг. 4 может быть аналогичной системе, показанной на фиг. 3, включая, например, внутреннюю трубку 328, центральную трубку 324, наружную трубку 320, защитную трубку 340 и среды 322, 326 и 342, разработанные для обеспечения охлаждения и/или регулирования температуры ультразвукового устройства. Среда может быть жидкостью или газом, и предполагается, что среда может представлять собой тот же материал, что и продувочный газ.
На фиг. 5 показано еще одно ультразвуковое устройство 500, которое может содержать ниобий, керамику, такую как сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия и/или диоксид циркония, или другой подходящий материал. Ультразвуковое устройство 500 может содержать ультразвуковой преобразователь 560, усилитель 550 для усиления выходящего воздействия и ультразвуковой датчик 510 в сборе, подсоединенный к преобразователю 560. Усилитель 550 может обеспечивать усиление выходящего воздействия при уровнях усиления больше чем приблизительно 1:1, например, от приблизительно 1,2:1 до приблизительно 10:1 или от приблизительно 1,4:1 до приблизительно 5:1. Ультразвуковой датчик 510 может представлять собой одну деталь, или ультразвуковой датчик 510 может содержать стержень ультразвукового датчика и необязательный (и съемный) наконечник 511 ультразвукового датчика, аналогичный показанному на фиг. 3. Ультразвуковой датчик и наконечник могут состоять из различных материалов, как обсуждалось ранее, включая, помимо прочего, нержавеющую сталь, титан, ниобий, керамику и подобное или их комбинации, включая их смеси, их сплавы и покрытия из них.
Ультразвуковое устройство 500 может содержать средства для введения продувочного газа (например, в ванну расплавленного металла) в месте вблизи ультразвукового устройства 500 и/или вблизи наконечника 511 ультразвукового датчика. Как и ранее, предполагается, что внешнюю систему ввода продувочного газа (не показана) можно помещать в ванну расплавленного металла, и место ввода может находиться вблизи ультразвукового устройства фиг. 5. Альтернативно, ультразвуковое устройство может содержать выпускное отверстие для продувочного газа так, что продувочный газ можно подавать вблизи наконечника ультразвукового устройства или на нем. Например, продувочный газ можно подавать через датчик/наконечник ультразвукового устройства. Ссылаясь снова на фиг. 5, увидим, что ультразвуковое устройство может содержать впускное отверстие 522 для продувочного газа в камере с усилителем 550, верхним корпусом 520, нижним поддерживающим корпусом 521 и крышкой 523 нижнего поддерживающего корпуса. Верхний корпус 520 может быть герметичным и/или непроницаемым. Впускное отверстие 522 для продувочного газа может быть соединено с каналом 524 подачи продувочного газа, который может содержаться в ультразвуковом датчике 510. Продувочный газ может поступать в и подаваться через точку 525 ввода продувочного газа (или выпускное отверстие для продувочного газа), расположенную на наконечнике 511 ультразвукового устройства 500. Следовательно, согласно этому варианту осуществления ультразвуковое устройство 500 может содержать ультразвуковой датчик 510, содержащий систему ввода продувочного газа с точкой ввода продувочного газа на наконечнике ультразвукового датчика.
Необязательно ультразвуковое устройство 500 может содержать систему охлаждения ультразвукового устройства, такую как описанная выше относительно фиг. 3 и/или фиг. 4, но это необязательно.
Другое ультразвуковое устройство показано на фиг. 6. Ультразвуковое устройство 600 может содержать ультразвуковой преобразователь 660, усилитель 650 для усиления выходящего воздействия и ультразвуковой датчик 610, присоединенный к преобразователю 660 и усилителю 650. Усилитель 650 может находиться в связи с преобразователем 660 и может обеспечивать усиление выходящего воздействия при уровнях усиления больше чем приблизительно 1:1, например, от приблизительно 1,2:1 до приблизительно 10:1 или от приблизительно 1,4:1 до приблизительно 5:1. Согласно некоторым вариантам осуществления усилитель может представлять собой или может содержать металл, такой как титан. Ультразвуковой датчик 610 может представлять собой одну деталь, или ультразвуковой датчик 610 может содержать стержень ультразвукового датчика и необязательный (и съемный) наконечник ультразвукового датчика, аналогичный показанному на фиг. 3. Ультразвуковой датчик 610 не ограничен по форме и конструкции продолговатым датчиком (например, в общем цилиндрическим) с одним концом, присоединенным к преобразователю 660 и/или усилителю 650, и другим концом, содержащим наконечник датчика. Согласно одному варианту осуществления датчик может быть в общем цилиндрическим, однако, средняя часть датчика может быть прикреплена к преобразователю/усилителю при помощи зажима или другого крепежного устройства так, что датчик имеет два наконечника, ни один из которых непосредственно не прикреплен к преобразователю/усилителю. Кроме того, согласно другому варианту осуществления датчик может иметь другую геометрическую форму, такую как сферическая или цилиндрическая со сферической частью на наконечнике и пр.
Ультразвуковой датчик 610 может состоять из различных материалов, как обсуждалось выше, включая, помимо прочего, нержавеющую сталь, титан, ниобий, керамику и подобное или их комбинации, включая их смеси, их сплавы и покрытия из них. Согласно некоторым вариантам осуществления ультразвуковой датчик 610 может представлять собой или может содержать керамический материал. Например, ультразвуковой датчик может представлять собой или может содержать сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония или их комбинацию, альтернативно, сиалон, альтернативно, карбид кремния, альтернативно, карбид бора, альтернативно, нитрид бора, альтернативно, нитрид кремния, альтернативно, нитрид алюминия, альтернативно, оксид алюминия или, альтернативно, диоксид циркония. Согласно некоторым вариантам осуществления ультразвуковой датчик 610 может представлять собой одну деталь, например, датчик представляет собой цельный элемент с одинаковой конструкцией или составом от конца, прикрепленного к преобразователю/усилителю, до наконечника датчика.
Типичные сиалоны, которые можно использовать в вариантах осуществления, раскрытых в настоящем документе, представляют собой керамические сплавы, содержащие элементы кремний (Si), алюминий (Al), кислород (О) и азот (N). Кроме того, как будет понятно специалисту в данной области техники, существуют классы α-сиалон и β-сиалон. Ультразвуковой датчик 610 может содержать сиалон, и, кроме того, по меньшей мере 20% (по массе) его может составлять α-сиалон (или β-сиалон). Без ограничения какой-либо теорией заявитель считает, что использование по меньшей мере 20% (по массе), или 30% (по массе), или массового процентного содержания в диапазоне от приблизительно 20% до приблизительно 50% β-сиалона может обеспечивать более прочный и с большим сроком службы ультразвуковой датчик (например, менее склонный к разрушению).
Ультразвуковое устройство 600 может содержать средства для ввода газа (например, продувочного газа в ванну расплавленного металла) в месте вблизи ультразвукового устройства 600 и/или вблизи наконечника ультразвукового датчика. Как и ранее, предполагается, что внешнюю систему ввода продувочного газа (не показана) можно помещать в ванну расплавленного металла, и место ввода может находиться вблизи ультразвукового устройства фиг. 6. Альтернативно, ультразвуковое устройство может содержать систему подачи газа так, что газ можно подавать вблизи наконечника ультразвукового устройства или на нем. Например, газ можно подавать через датчик/наконечник ультразвукового устройства. Ссылаясь снова на фиг. 6, увидим, что ультразвуковое устройство 600 может содержать впускное отверстие 622 для газа в камере в усилителе 650. Впускное отверстие 622 для газа может быть соединено с каналом 624 подачи газа, который может проходить от усилителя 650 к наконечнику ультразвукового датчика 610. Впускное отверстие 622 для газа и часть усилителя 650 могут находиться в герметичном и/или непроницаемом корпусе. Газ может поступать в и подаваться через точку 625 ввода газа (или выпускное отверстие для газа), расположенную на наконечнике ультразвукового датчика 610. Следовательно, согласно этому варианту осуществления ультразвуковое устройство 600 может содержать ультразвуковой датчик 610, содержащий систему подачи газа с точкой ввода газа на наконечнике ультразвукового датчика.
Канал 624 подачи газа показан на фиг. 6 как имеющий больший путь потока в усилителе 650 и части ультразвукового датчика 610, ближайшей к усилителю, и меньший путь потока в точке 625 ввода газа, хотя это необязательно. Например, размер канала 624 подачи газа может быть по существу одинакового размера (например, в пределах +/-10-20%) от впускного отверстия 622 для газа до точки 625 ввода газа на наконечнике ультразвукового датчика 610.
Без ограничения какой-либо теорией заявитель считает, что меньший путь потока (например, площадь поперечного сечения) в точке ввода газа относительно площади поперечного сечения ультразвукового датчика может давать превосходную дегазацию вследствие большей скорости газа, когда он выходит из датчика. Согласно некоторым вариантам осуществления отношение площади поперечного сечения ультразвукового датчика к площади поперечного сечения канала подачи газа (т.е. в точке ввода газа или выпускном отверстии для газа) может находиться в диапазоне от приблизительно 30:1 до приблизительно 1000:1, от приблизительно 60:1 до приблизительно 1000:1 или от приблизительно 60:1 до приблизительно 750:1. Согласно другим вариантам осуществления отношение площади поперечного сечения ультразвукового датчика к площади поперечного сечения канала подачи газа (т.е. в точке ввода газа или выпускном отверстии для газа) может находиться в диапазоне от приблизительно 60:1 до приблизительно 700:1, от приблизительно 100:1 до приблизительно 700:1 или от приблизительно 200:1 до приблизительно 1000:1. В этих и других вариантах осуществления отношение длины к диаметру (L/D) ультразвукового датчика (например, цельного продолговатого датчика) может находиться в диапазоне от приблизительно 5:1 до приблизительно 25:1, от приблизительно 5:1 до приблизительно 12:1, от приблизительно 7:1 до приблизительно 22:1, от приблизительно 10:1 до приблизительно 20:1 или от приблизительно 11:1 до приблизительно 18:1.
Согласно вариантам осуществления, направленным на ультразвуковые датчики, содержащие керамический материал, такой как сиалон, может быть предпочтительно использовать соединительную гайку 603 в качестве средства для соединения ультразвукового датчика 610 с усилителем 650 и преобразователем 660. Соединительная гайка 603 может обеспечивать превосходную прочность и долговечность по сравнению с соединениями керамических элементов с натягом. Соединительная гайка 603 может состоять из различных материалов, например, титана, нержавеющей стали и пр., и может содержать мелкую (внутреннюю) резьбу для жесткого соединения, уменьшая необходимость в керамическом датчике с резьбой, который более склонен к разрушению. Кроме того, усилитель 650 может иметь внешнюю резьбу, на которую соединительную гайку 603 (и, таким образом, датчик 610) можно жестко навинчивать. В общем, также может быть предпочтительно сохранять размер и/или массу соединительной гайки низкими, насколько это механически возможно, так, чтобы не воздействовать отрицательно на ультразвуковые колебательные свойства датчика.
Согласно некоторым вариантам осуществления датчик 610 может иметь большой радиус 615 кривизны на стороне присоединения датчика. Без ограничения какой-либо теорией заявитель считает, что меньший радиус кривизны на стороне присоединения датчика (например, вблизи соединительной гайки) может приводить к усилению разрушения датчика, в частности, при больших мощностях ультразвука и/или амплитудах, которые могут требоваться для увеличения кавитации и превосходного удаления растворенного газа в процессе дегазации. В конкретных вариантах осуществления, рассматриваемых в настоящем документе, радиус кривизны 615 может составлять по меньшей мере приблизительно 1/2 дюйма, по меньшей мере приблизительно 5/8 дюйма, по меньшей мере приблизительно 3/4 дюйма, по меньшей мере приблизительно 1 дюйм и т.д. Такие радиусы кривизны могут быть желательными независимо от фактического размера датчика (например, различных диаметров датчика).
Необязательно ультразвуковое устройство 600 может содержать систему охлаждения ультразвукового устройства, такую как описано выше относительно фиг. 3 и/или фиг. 4, но это необязательно. Ссылаясь снова на фиг. 6, увидим, что ультразвуковое устройство 600, альтернативно, может необязательно содержать термозащитный корпус 640. Этот корпус обычно может состоять из любого подходящего металлического и/или керамического материала. Можно ожидать, что ультразвуковой датчик 610 будут помещать в ванну расплавленного металла; таким образом, термозащитный корпус можно использовать для защиты части усилителя 650, соединительной гайки 603 и части ультразвукового датчика 610 от избыточного тепла. При необходимости охлаждающая среда может циркулировать в и/или вокруг термозащитного корпуса 640. Охлаждающая среда может представлять собой жидкость (например, воду) или газ (например, аргон, азот, воздух и пр.).
Ультразвуковые устройства, раскрытые в настоящем документе, включая показанные на фиг. 3-6, могут работать в диапазоне мощностей и частот. Для ультразвуковых устройств с диаметрами датчика приблизительно 1 дюйм или менее, рабочая мощность часто может находиться в диапазоне от приблизительно 60 до приблизительно 275 Ватт. Например, можно использовать диапазоны рабочей мощности от приблизительно 60 до приблизительно 120 Ватт для диаметров датчика 3/4 дюйма и диапазоны рабочей мощности от приблизительно 120 до приблизительно 250 Ватт для диаметров датчика 1 дюйм. Без ограничения какой-либо конкретной частотой ультразвуковые устройства могут работать при частоте, а способы ультразвуковой дегазации можно проводить при частоте, которая обычно может находиться в диапазоне от приблизительно 10 до приблизительно 50 кГц, от приблизительно 15 до приблизительно 40 кГц или при приблизительно 20 кГц.
Ссылаясь теперь на фиг. 7А-7В, увидим ультразвуковой датчик 710, который можно использовать в любом из ультразвуковых устройств фиг. 3-6. Как показано, ультразвуковой датчик 710 показан как одна деталь (цельный элемент), но может содержать стержень ультразвукового датчика и необязательный (и съемный) наконечник ультразвукового датчика, как описано выше в настоящем документе для фиг.3, в некоторых вариантах осуществления. Кроме того, ультразвуковой датчик 710 показан в виде продолговатого датчика (например, в общем цилиндрического), но не ограничен данной геометрической формой.
Ультразвуковой датчик 710 может состоять из различных материалов, как обсуждалось в настоящем документе, включая, помимо прочего, нержавеющую сталь, титан, ниобий, керамику и подобное и их комбинации, включая их смеси, их сплавы и покрытия из них. Согласно некоторым вариантам осуществления ультразвуковой датчик 710 может представлять собой или может содержать керамический материал. Например, ультразвуковой датчик 710 может представлять собой или может содержать сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония или их комбинацию, альтернативно, сиалон (например, любой сиалон, раскрытый в настоящем документе), альтернативно, карбид кремния, альтернативно, карбид бора, альтернативно, нитрид бора, альтернативно, нитрид кремния, альтернативно, нитрид алюминия, альтернативно, оксид алюминия или, альтернативно, диоксид циркония.
Ультразвуковой датчик 710 может содержать канал 724 для газа в центре датчика, который проходит по всей длине датчика, с выпускным отверстием 725 для газа на наконечнике датчика. Продувочный газ может поступать в канал 724 для газа и подаваться через выпускное отверстие 725 для газа на наконечнике ультразвукового датчика 710. Согласно некоторым вариантам осуществления отношение площади поперечного сечения ультразвукового датчика 710 к площади поперечного сечения канала 724 для газа (например, где-либо в пределах длины датчика или на выпускном отверстии 725 для газа) может находиться в диапазоне от приблизительно 30:1 до приблизительно 1000:1, от приблизительно 60:1 до приблизительно 1000:1 или от приблизительно 60:1 до приблизительно 750:1. Согласно другим вариантам осуществления отношение площади поперечного сечения ультразвукового датчика 710 к площади поперечного сечения канала 724 для газа может находиться в диапазоне от приблизительно 60:1 до приблизительно 700:1, от приблизительно 100:1 до приблизительно 700:1, от приблизительно 50:1 до приблизительно 500:1 или от приблизительно 200:1 до приблизительно 1000:1. В этих и других вариантах осуществления отношение длины к диаметру (L/D) ультразвукового датчика 710 может находиться в диапазоне от приблизительно 5:1 до приблизительно 25:1, от приблизительно 5:1 до приблизительно 15:1, от приблизительно 5:1 до приблизительно 12:1, от приблизительно 7:1 до приблизительно 22:1, от приблизительно 7:1 до приблизительно 14:1, от приблизительно 10:1 до приблизительно 20:1 или от приблизительно 11:1 до приблизительно 18:1.
Ультразвуковой датчик 710 может быть прикреплен к ультразвуковому устройству при помощи любого подходящего способа, известного специалистам в данной области техники, например, при помощи соединительной гайки, как описано в настоящем документе. Согласно некоторым вариантам осуществления датчик 710 может иметь большой радиус 715 кривизны на стороне присоединения датчика, что может уменьшать разрушение датчика и повышать срок службы датчика. Согласно конкретным вариантам осуществления, рассматриваемым в настоящем документе, радиус 715 кривизны может составлять по меньшей мере приблизительно 1/8 дюйма, по меньшей мере приблизительно 1/4 дюйма, по меньшей мере приблизительно 1/2 дюйма, по меньшей мере приблизительно 5/8 дюйма, по меньшей мере приблизительно 3/4 дюйма, по меньшей мере приблизительно 1 дюйм и т.д. (например, радиус 715 кривизны может равняться приблизительно 1/4 дюйма). Такие радиусы кривизны могут быть желательными независимо от фактического размера датчика (например, различных диаметров датчика).
На фиг. 1А-1В показан ультразвуковой датчик 110, который можно использовать в любом из ультразвуковых устройств фиг. 3-6. Как показано, ультразвуковой датчик 110 показан в виде одной детали (цельного элемента), но может содержать стержень ультразвукового датчика и необязательный (и съемный) наконечник ультразвукового датчика, как описано выше в настоящем документе для фиг. 3, согласно некоторым вариантам осуществления. Кроме того, ультразвуковой датчик 110 показан в виде продолговатого датчика (например, в общем цилиндрического), но не ограничен данной геометрической формой.
Ультразвуковой датчик 110 может состоять из различных материалов, как обсуждалось в настоящем документе, включая, помимо прочего, нержавеющую сталь, титан, ниобий, керамику и подобное или их комбинации, включая их смеси, их сплавы и покрытия из них. Согласно некоторым вариантам осуществления ультразвуковой датчик 110 может представлять собой или может содержать керамический материал. Например, ультразвуковой датчик 110 может представлять собой или может содержать сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония или их комбинацию, альтернативно, сиалон (например, любой сиалон, раскрытый в настоящем документе), альтернативно, карбид кремния, альтернативно, карбид бора, альтернативно, нитрид бора, альтернативно, нитрид кремния, альтернативно, нитрид алюминия, альтернативно, оксид алюминия или, альтернативно, диоксид циркония.
Ультразвуковой датчик 110 может содержать множество каналов 124 для газа, проходящих по всей длине датчика, со связанными выпускными отверстиями 125 для газа на наконечнике датчика. На фиг. 1А-1В показан датчик 110 с тремя каналами 124 для газа; однако, датчик может иметь два канала для газа или четыре или более каналов для газа согласно другим вариантам осуществления. Кроме того, каналы для газа могут располагаться где-либо в пределах внутренней части датчика. На фиг. 1А-1В показаны три канала 124 для газа, расположенные приблизительно посередине от центра до внешней поверхности датчика и расположенные с интервалом в приблизительно 120° друг от друга. Продувочный газ может поступать в каналы 124 для газа и подаваться через выпускные отверстия 125 для газа на наконечнике ультразвукового датчика 110. Согласно некоторым вариантам осуществления отношение площади поперечного сечения ультразвукового датчика 110 к общей площади поперечного сечения трех каналов 124 для газа (например, где-либо в пределах длины датчика или на выпускных отверстиях 125 для газа) может находиться в диапазоне от приблизительно 30:1 до приблизительно 1000:1, от приблизительно 60:1 до приблизительно 1000:1 или от приблизительно 60:1 до приблизительно 750:1. Согласно другим вариантам осуществления отношение площади поперечного сечения ультразвукового датчика 110 к общей площади поперечного сечения трех каналов 124 для газа может находиться в диапазоне от приблизительно 20:1 до приблизительно 250:1, от приблизительно 20:1 до приблизительно 175:1, от приблизительно 30:1 до приблизительно 200:1, от приблизительно 30:1 до приблизительно 175:1, от приблизительно 60:1 до приблизительно 700:1, от приблизительно 100:1 до приблизительно 700:1, от приблизительно 50:1 до приблизительно 500:1 или от приблизительно 200:1 до приблизительно 1000:1. В этих и других вариантах осуществления отношение длины к диаметру (L/D) ультразвукового датчика 110 может находиться в диапазоне от приблизительно 5:1 до приблизительно 25:1, от приблизительно 5:1 до приблизительно 15:1, от приблизительно 5:1 до приблизительно 12:1, от приблизительно 7:1 до приблизительно 22:1, от приблизительно 7:1 до приблизительно 14:1, от приблизительно 10:1 до приблизительно 20:1 или от приблизительно 11:1 до приблизительно 18:1.
Ультразвуковой датчик 110 может быть прикреплен к ультразвуковому устройству при помощи любого подходящего способа, известного специалистам в данной области техники, например, при помощи соединительной гайки, как описано в настоящем документе. Согласно некоторым вариантам осуществления датчик 110 может иметь большой радиус 115 кривизны на стороне присоединения датчика, что может уменьшать разрушение датчика и повышать срок службы датчика. Согласно конкретным вариантам осуществления, рассматриваемым в настоящем документе, радиус 115 кривизны может составлять по меньшей мере приблизительно 1/8 дюйма, по меньшей мере приблизительно 1/4 дюйма, по меньшей мере приблизительно 1/2 дюйма, по меньшей мере приблизительно 5/8 дюйма, по меньшей мере приблизительно 3/4 дюйма, по меньшей мере приблизительно 1 дюйм и т.д. (например, радиус 115 кривизны может равняться приблизительно 1/4 дюйма). Такие радиусы кривизны могут быть желательными независимо от фактического размера датчика (например, различных диаметров датчика).
Показанным на фиг. 1С является ультразвуковое устройство 100 с ультразвуковым преобразователем 160, усилителем 150 для усиления выходящего воздействия и ультразвуковым датчиком 110 (описанным выше в настоящем документе), присоединенным к усилителю 150 и преобразователю 160. Усилитель 150 может находиться в связи с преобразователем 160 и может обеспечивать усиление выходящего воздействия при уровнях усиления больше чем приблизительно 1:1, например, от приблизительно 1,2:1 до приблизительно 10:1 или от приблизительно 1,4:1 до приблизительно 5:1. Согласно некоторым вариантам осуществления усилитель может представлять собой или может содержать металл, такой как титан. Ультразвуковое устройство 100 может содержать впускное отверстие для газа (два впускных отверстия 122 для газа показаны на фиг. 1С), которое питает линию потока газа, оканчивающуюся на конце усилителя. Датчик 110 может быть прикреплен к усилителю 150 при помощи соединительной гайки 103. Один канал 124 подачи газа показан на фиг. 1С с выпускным отверстием 125 для газа на наконечнике датчика. Два других канала подачи газа находятся в датчике, но не показаны на поперечном сечении фиг. 1С.
На фиг. 1D показан вид крупным планом частей ультразвукового устройства и датчика фиг. 1А-1С, показывая поверхность контакта между усилителем 150 и датчиком 110, закрепленным соединительной гайкой 103. Одно впускное отверстие для газа (или линию потока газа) можно использовать для каждого канала 124 подачи газа в датчике 110, или, альтернативно, одно впускное отверстие для газа можно использовать, а поток можно разделять в усилителе с образованием трех путей потока, которые соединены с соответствующими каналами подачи газа в датчике. Другой вариант показан на фиг. 1D, где впускное отверстие 122 для газа (или линия потока газа) оканчивается в углубленной газовой камере 118 на конце усилителя 150, продувочный газ находится между (и ограничен) усилителем 150 и датчиком 110, а углубленная газовая камера 118 может быть герметичной или непроницаемой. Углубленная газовая камера 118 может быть сконструирована для направления потока продувочного газа из усилителя 150 в три канала 124 подачи газа в датчике 110. Углубленная газовая камера 118 может иметь любую подходящую форму, но показана в виде параболы (например, подобно контактной линзе) на фиг. 1D.
На фиг. 2А-2В показан ультразвуковой датчик 210, который можно использовать в любом из ультразвуковых устройств фиг. 3-6. Как показано, ультразвуковой датчик 210 показан в виде одной детали (цельного элемента), но может содержать стержень ультразвукового датчика и необязательный (и съемный) наконечник ультразвукового датчика, как описано выше в настоящем документе для фиг. 3, согласно некоторым вариантам осуществления. Кроме того, ультразвуковой датчик 210 показан в виде продолговатого датчика (например, в общем цилиндрического), но не ограничен данной геометрической формой.
Ультразвуковой датчик 210 может состоять из различных материалов, как обсуждалось в настоящем документе, включая, помимо прочего, нержавеющую сталь, титан, ниобий, керамику и подобное или их комбинации, включая их смеси, их сплавы и покрытия из них. Согласно некоторым вариантам осуществления ультразвуковой датчик 210 может представлять собой или может содержать керамический материал. Например, ультразвуковой датчик 210 может представлять собой или может содержать сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония или их комбинацию, альтернативно, сиалон (например, любой сиалон, раскрытый в настоящем документе), альтернативно, карбид кремния, альтернативно, карбид бора, альтернативно, нитрид бора, альтернативно, нитрид кремния, альтернативно, нитрид алюминия, альтернативно, оксид алюминия или, альтернативно, диоксид циркония.
Ультразвуковой датчик 210 может содержать канал 224 для газа в центре датчика, который проходит по всей длине датчика, с одним выпускным отверстием 225 для газа на наконечнике датчика. Датчик 210 также может содержать множество углубленных зон 235 около наконечника датчика. На фиг. 2А-2В показан датчик 210 с тремя углубленными зонами 235, однако, датчик может иметь только одну или две углубленные зоны или четыре или более углубленных зон согласно другим вариантам осуществления. Кроме того, углубленные зоны не ограничены никакой конкретной глубиной и/или шириной. На фиг. 2А-2В показаны углубленные зоны 235 с диаметром приблизительно 75-85% диаметра ультразвукового датчика 210, а общая длина трех углубленных зон такая, что отношение длины датчика 210 к общей длине трех углубленных зон 235 может находиться в диапазоне от приблизительно 10:1 до приблизительно 100:1 или от приблизительно 15:1 до приблизительно 80:1.
Ультразвуковой датчик 210 также содержит четыре выпускных отверстия 225 для газа в углубленной зоне 235, ближайшей к наконечнику датчика. Одно из этих выпускных отверстий для газа показано на фиг. 2А; другие три расположены под 90° по окружности датчика. Продувочный газ можно подавать через канал 224 для газа и выпускать в выпускных отверстиях 225 для газа в углубленной зоне и на наконечнике ультразвукового датчика 210. Согласно некоторым вариантам осуществления отношение площади поперечного сечения ультразвукового датчика 210 к общей площади поперечного сечения канала 224 для газа на выпускных отверстиях 225 для газа (т.е. на пяти выпускных отверстиях для газа) может находиться в диапазоне от приблизительно 30:1 до приблизительно 1000:1, от приблизительно 60:1 до приблизительно 1000:1 или от приблизительно 60:1 до приблизительно 750:1. Согласно другим вариантам осуществления отношение площади поперечного сечения ультразвукового датчика 210 к общей площади поперечного сечения каналов для газа на выпускных отверстиях для газа может находиться в диапазоне от приблизительно 20:1 до приблизительно 250:1, от приблизительно 20:1 до приблизительно 175:1, от приблизительно 30:1 до приблизительно 200:1, от приблизительно 30:1 до приблизительно 175:1, от приблизительно 60:1 до приблизительно 700:1, от приблизительно 100:1 до приблизительно 700:1, от приблизительно 50:1 до приблизительно 500:1 или от приблизительно 200:1 до приблизительно 1000:1. В этих и других вариантах осуществления отношение длины к диаметру (L/D) ультразвукового датчика 210 может находиться в диапазоне от приблизительно 5:1 до приблизительно 25:1, от приблизительно 5:1 до приблизительно 15:1, от приблизительно 5:1 до приблизительно 12:1, от приблизительно 7:1 до приблизительно 22:1, от приблизительно 7:1 до приблизительно 14:1, от приблизительно 10:1 до приблизительно 20:1 или от приблизительно 11:1 до приблизительно 18:1.
Ультразвуковой датчик 210 может быть прикреплен к ультразвуковому устройству при помощи любого подходящего способа, известного специалистам в данной области техники, например, при помощи соединительной гайки, как описано в настоящем документе. Согласно некоторым вариантам осуществления датчик 210 может иметь большой радиус 215 кривизны на стороне присоединения датчика, что может уменьшать разрушение датчика и увеличивать срок службы датчика. Согласно конкретным вариантам осуществления, рассматриваемым в настоящем документе, радиус 215 кривизны может составлять по меньшей мере приблизительно 1/8 дюйма, по меньшей мере приблизительно 1/4 дюйма, по меньшей мере приблизительно 1/2 дюйма, по меньшей мере приблизительно 5/8 дюйма, по меньшей мере приблизительно 3/4 дюйма, по меньшей мере приблизительно 1 дюйм и т.д. (например, радиус кривизны 215 может равняться приблизительно 1/4 дюйма). Такие радиусы кривизны могут быть желательными независимо от фактического размера датчика (например, различных диаметров датчика).
Хотя некоторые варианты осуществления настоящего изобретения были описаны, могут существовать другие варианты осуществления. Кроме того, любые раскрытые стадии способов можно модифицировать любым образом, включая перегруппировку стадий и/или вставку или удаление стадий, без отклонения от настоящего изобретения. Хотя описание содержит примеры, объем изобретения определен следующей формулой изобретения. Кроме того, хотя описание было описано в терминах, конкретных для структурных признаков и/или методологических действий, формула изобретения не ограничена признаками или действиями, описанными выше. Скорее, конкретные признаки и действия, описанные выше, раскрыты в качестве иллюстративных вариантов осуществления настоящего изобретения.
Примеры
Примеры 1-4
В примерах 1-4 проводили ряд тестов для определения относительной скорости, с которой растворенный водород в ванне расплавленного алюминия можно дегазировать согласно раскрытым способам. Сначала небольшое количество алюминия плавили в ванне жидкого металла, а затем выдерживали при температуре приблизительно 1350°F (732°С). Установку Alspek использовали для определения показаний исходного уровня содержания водорода в единицах мл/100 г. В установках Alspek используется принцип парциальных давлений в электролитической полуячейке для определения количества растворенного водорода в расплавленном алюминии. Наконечник ультразвукового устройства помещали в ванну алюминия, а продувочный газ аргон вводили в ванну расплавленного металла со скоростью приблизительно 1 стандартный литр в минуту (л/минуту). В примерах 1-4 ультразвуковое устройство работало с усилением 3:1 и при 20000 Гц, хотя до и включая 40000 Гц или более можно было использовать. В примере 1 использовали исходную амплитуду ультразвуковых колебаний и основной уровень мощности для источника ультразвука (Ватт); в примере 2 амплитуда ультразвуковых колебаний была в 2 раза больше исходной, а уровень мощности источника ультразвука составлял в 1,9 раз больше исходного; а в примере 3 амплитуда ультразвуковых колебаний была в 3 раза больше исходной, а уровень мощности источника ультразвука составлял в 3,6 раза больше исходного. В примере 4 ультразвуковое устройство не использовали, только ввод продувочного газа аргона. Уровень водорода контролировали с течением времени при помощи установки Alspek и записывали. Между каждыми экспериментами водород вводили в ванну алюминия и определяли исходный уровень перед введением газообразного аргона.
Ультразвуковое устройство, аналогичное показанному на фиг. 5, использовали в примерах 1-3. Ультразвуковое устройство не имело узла охлаждения, а продувочный газ вводили через наконечник ультразвукового датчика. Ультразвуковой датчик имел диаметр 1 дюйм (2,5 см), и как датчик, так и наконечник (в виде одного элемента) состояли из сплава ниобия, содержащего гафний и титан.
На фиг. 8 показан график концентрации водорода в мл водорода на 100 г сплава алюминия в зависимости от времени после введения продувочного газа аргона (и активации ультразвукового устройства, если используют). На фиг. 8 показано, что каждый из примеров 1-3 дегазировал водород из алюминия значительно быстрее (при помощи продувочного газа и ультразвукового устройства), чем пример 4, в котором использовали только продувочный газ, а не ультразвуковое устройство. Примеры 2-3 проводили несколько лучше, чем пример 1, в котором использовали меньшую амплитуду колебания ультразвука и более низкий исходный уровень мощности для источника ультразвука.
Примеры 5-6
Примеры 5-6 представляли собой крупномасштабные испытания для определения эффективности использования продувочного газа и ультразвукового устройства для удаления водорода и примесей лития/натрия в эксперименте непрерывного литья, используя сплав алюминия 5154 (содержащий магний). Температуру ванны расплавленного металла поддерживали на уровне приблизительно 1350°F (732°С).
Концентрации натрия и лития в массовых процентах определяли при помощи спектрометра, а концентрации водорода определяли при помощи анализатора водорода Alscan для расплавленного алюминия. Пример 5 представлял собой контрольный эксперимент, и преобладающие концентрации натрия и лития в расплавленном сплаве алюминия примера 5 составляли 0,00083% (8,3 части на миллион) и 0,00036% (3,6 части на миллион), соответственно. Концентрация водорода в примере 5 составляла 0,41 мл/100 г.
Ультразвуковое устройство примеров 1-4 использовали в примере 6, и оно работало при 20000 Гц. Совместно с работой ультразвукового устройства в примере 6 вводили газообразный аргон в ванну расплавленного металла с объемным расходом приблизительно 80-85 мл/ч на кг/ч выхода расплавленного металла (т.е. 80-85 мл продувочного газа/кг расплавленного металла). После использования ультразвукового устройства и продувочного газа аргона концентрация натрия в расплавленном сплаве алюминия была ниже минимального предела обнаружения 0,0001% (1 часть на миллион по массе), а концентрация лития в расплавленном сплаве алюминия составляла 0,0003% (3 части на миллион по массе). Концентрация водорода в примере 6 составляла 0,3 5 мл/100 г, снижение приблизительно на 15%.
Пример 7
В примере 7 тест проводили для определения срока службы или долговечности ультразвукового устройства с цельным сиалоновым датчиком, аналогичным показанному на фиг. 6, работающим в желобе, содержащем расплавленный алюминий, при приблизительно 1300°F (700°С).
Ультразвуковое устройство и датчик работали непрерывно, за исключением 3-часовой остановки на техническое обслуживание, не относящейся к ультразвуковому устройству. Продолговатый датчик имел диаметр 3/4 дюйма, был сделан из сиалона и работал при приблизительно 20 кГц (19,97 кГц). Уровни мощности составляли от 60 до 90 Ватт. Используя цифровой указатель, измеряли длину датчика перед использованием и после него. Наконечник датчика погружали приблизительно на 50 часов в желоб, содержащий расплавленный алюминий, тогда как ультразвуковое устройство работало при приблизительно 20 кГц. Продувочный газ не использовали во время этого эксперимента, поскольку это считалось необязательным для цели данного теста. Через 50 часов работы эрозию датчика измеряли как составляющую 0,0182 дюйма. Ее переводили в скорость эрозии 3,64×10-4 дюйма/ч. В общем, ультразвуковой датчик мог выдерживать до приблизительно 1/4 дюйма эрозии перед тем, как считался неподходящим для использования. Это приводит к теоретическому сроку службы свыше 686 часов или свыше 28 дней непрерывной работы для керамического датчика примера 7.
Этот срок службы датчика значительно выше, чем для других металлических и керамических ультразвуковых датчиков, которые не были разработаны, сконструированы или составлены, как описано в настоящем документе.
Примеры 8-11
Примеры 8-11 проводили таким же образом, как примеры 5-6. В таблице 1 сведены результаты экспериментов по дегазации при помощи сиалоновых датчиков с конструкцией фиг. 7А-7В (пример 8), конструкцией фиг. 2А-2В (пример 9) и конструкцией фиг. 1A-1D (пример 10 и пример 11). В таблице 1 также перечислены расход N2, мощность ультразвукового устройства и снижение содержания Н2 в металле в ванне расплавленного металла. Результаты в таблице 1 показывают, что каждая из конструкций датчика была эффективна для значительного снижения количества газообразного Н2 в ванне расплавленного металла, причем примеры 9-11 и их соответствующие конструкции датчика обеспечивали большее снижение содержания Н2. Без ограничения какой-либо теорией конструкция фиг. 2А-2В (пример 9) может обеспечивать повышенную эффективность кавитации за счет углубленных участков. Что касается конструкции фиг. 1А-1D (пример 10 и пример 11), и без ограничения какой-либо теорией, конструкция с множеством каналов для газа может обеспечивать увеличение общего потока газа (15-20 л/минуту в 3 каналах против 5 л/минуту в одном канале), тогда как использование эквивалентной скорости газа 15-20 л/минуту, выходящего из датчика в одном канале, может быть слишком высокой для применений с некоторыми расплавленными металлами, эффективно «отдувая» металл от датчика.


Примеры 12-24
Примеры 12-24 проводили таким же образом, как примеры 5-6. В таблице 2 сведены результаты экспериментов по дегазации при помощи сиалоновых датчиков с конструкцией фиг. 7А-7В (примеры 12-19) и конструкцией фиг. 1A-1D (примеры 20-24). В таблице 2 также перечислены расход N2, мощность ультразвукового устройства и содержание натрия (Na) перед дегазацией металла в ванне расплавленного металла и после нее. Результаты в таблице 2 показывают, что каждая из конструкций датчиков была эффективна для значительного снижения уровня примеси натрия. Однако, и неожиданно, при использовании примеров 20-24 и соответствующей конструкции датчика с фиг. 1A-1D натрий удаляли до необнаружимых уровней (показаны как ноль в таблице 2 и менее 1 части на миллион по массе). Без ограничения какой-либо теорией улучшенная конструкция фиг. 1А-1D (примеры 20-24) может обеспечивать увеличение кавитационных пузырьков для сбора и удаления примеси натрия, но без снижения эффективности ультразвуковых колебаний и эффективности кавитации.
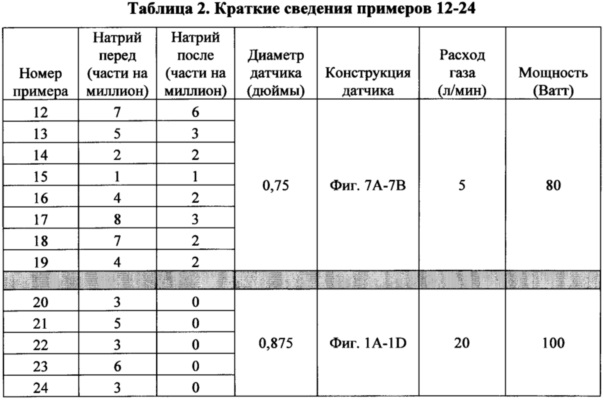
Примеры 25-27
Примеры 25-27 проводили таким же образом, как примеры 20-24, используя сиалоновый датчик диаметром 0,875 дюйма с конструкцией фиг. 1А-1D, и он работал при 100 Ватт и с расходом газообразного аргона 20 л/минуту. Неожиданную способность ультразвукового устройства с датчиком конструкции с фиг. 1A-1D для значительного снижения концентрации включений в продукционном расплавленном металле оценивали при помощи трех различных сплавов металлов (5052, 6201 и 4047).
Количество включений (мм2/кг) перед и количество включений после ультразвуковой дегазации определяли прокачиванием соответствующих образцов расплавленного металла через небольшой фильтр под вакуумом. Количество металла, прокачанного через фильтр, взвешивали и исключали. Металлу на фильтре позволяли затвердеть. Фильтр затем вырезали из оставшегося образца и направляли в лабораторию ABB для металлургического анализа PoDFA для определения количества включений.
В таблице 3 сведены снижения количеств всех включений в % (или концентрации включений) в результате процесса ультразвуковой дегазации. Неожиданно эксперименты по ультразвуковой дегазации примеров 25-27 были способны удалять по меньшей мере 55% включений, а в примере 25 удалили свыше 98% включений.
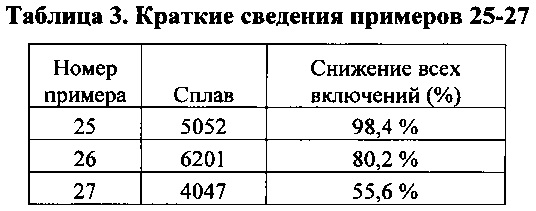
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО СО ВСТРОЕННОЙ СИСТЕМОЙ ПОДАЧИ ГАЗА | 2012 |
|
RU2638909C2 |
| СУПЕРУЛЬТРАЗВУКОВАЯ УСТАНОВКА С ОБЪЕДИНЕННОЙ СИСТЕМОЙ ПОДАЧИ ГАЗА | 2012 |
|
RU2751985C2 |
| ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА С ПРИМЕНЕНИЕМ УСОВЕРШЕНСТВОВАННОЙ ВИБРОМУФТЫ | 2018 |
|
RU2771417C2 |
| ИЗМЕЛЬЧЕНИЕ ЗЕРНА МЕТАЛЛОВ С ПРИМЕНЕНИЕМ НЕПОСРЕДСТВЕННОЙ ПЕРЕДАЧИ ЭНЕРГИИ КОЛЕБАНИЙ ПРИ ПРОИЗВОДСТВЕ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2018 |
|
RU2764885C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2729003C2 |
| Способ получения композиционного материала | 1987 |
|
SU1828461A3 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ | 1999 |
|
RU2243955C2 |
| УЛЬТРАЗВУКОВОЕ ИЗМЕЛЬЧЕНИЕ ЗЕРНА | 2016 |
|
RU2782769C2 |
| ПОЛИЭФИРЫ, СОДЕРЖАЩИЕ АЛЮМИНИЙ/ЩЕЛОЧНОЙ МЕТАЛЛ ИЛИ ЩЕЛОЧЬ/ТИТАН, КОТОРЫЕ ОБЛАДАЮТ ЛУЧШЕЙ СПОСОБНОСТЬЮ К ПОВТОРНОМУ НАГРЕВУ, ЛУЧШИМ ЦВЕТОМ И ПРОЗРАЧНОСТЬЮ | 2006 |
|
RU2434900C2 |
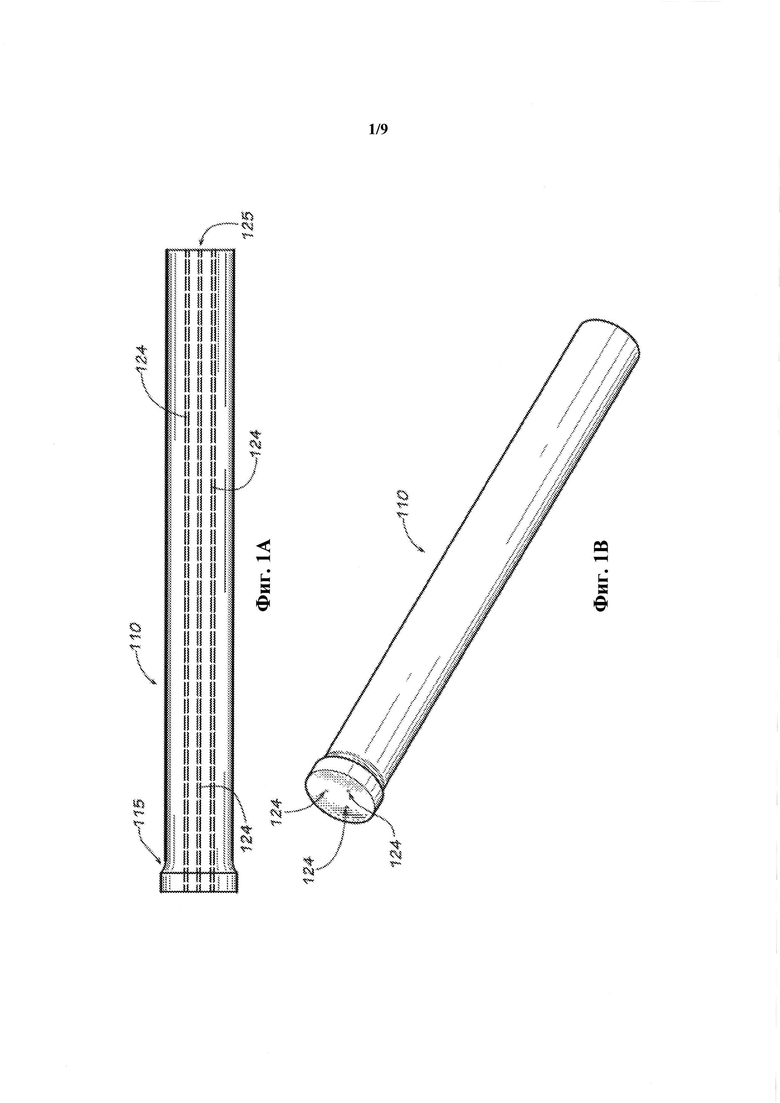
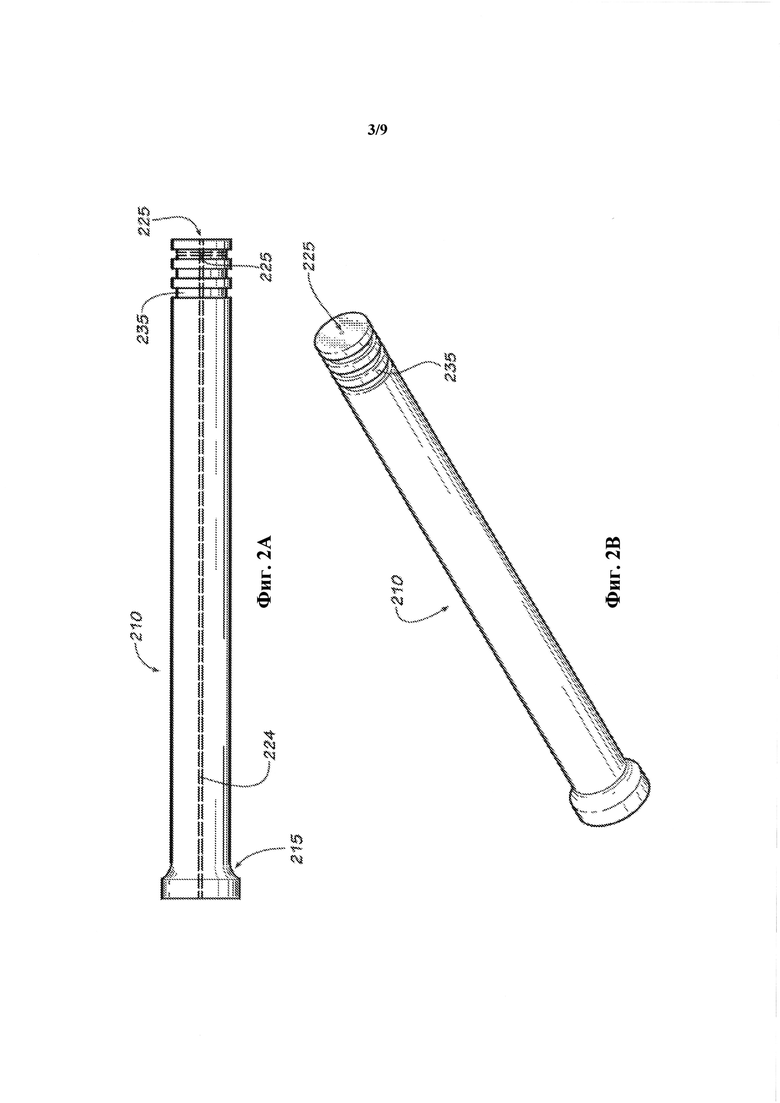
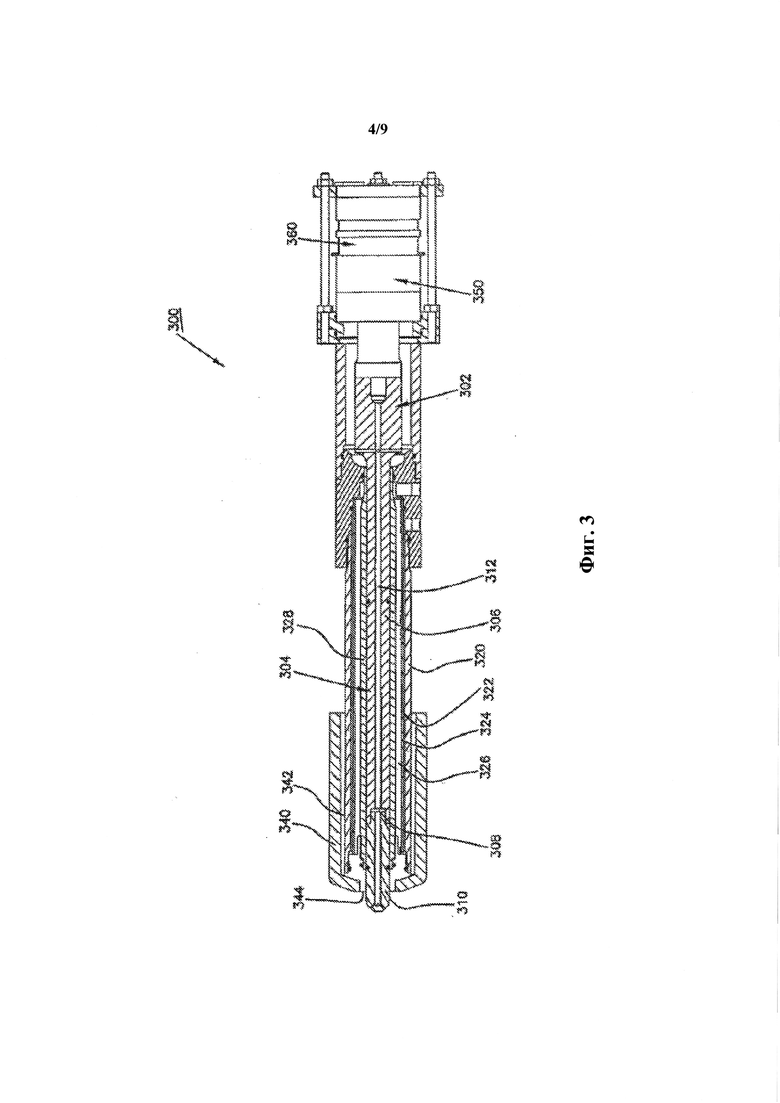
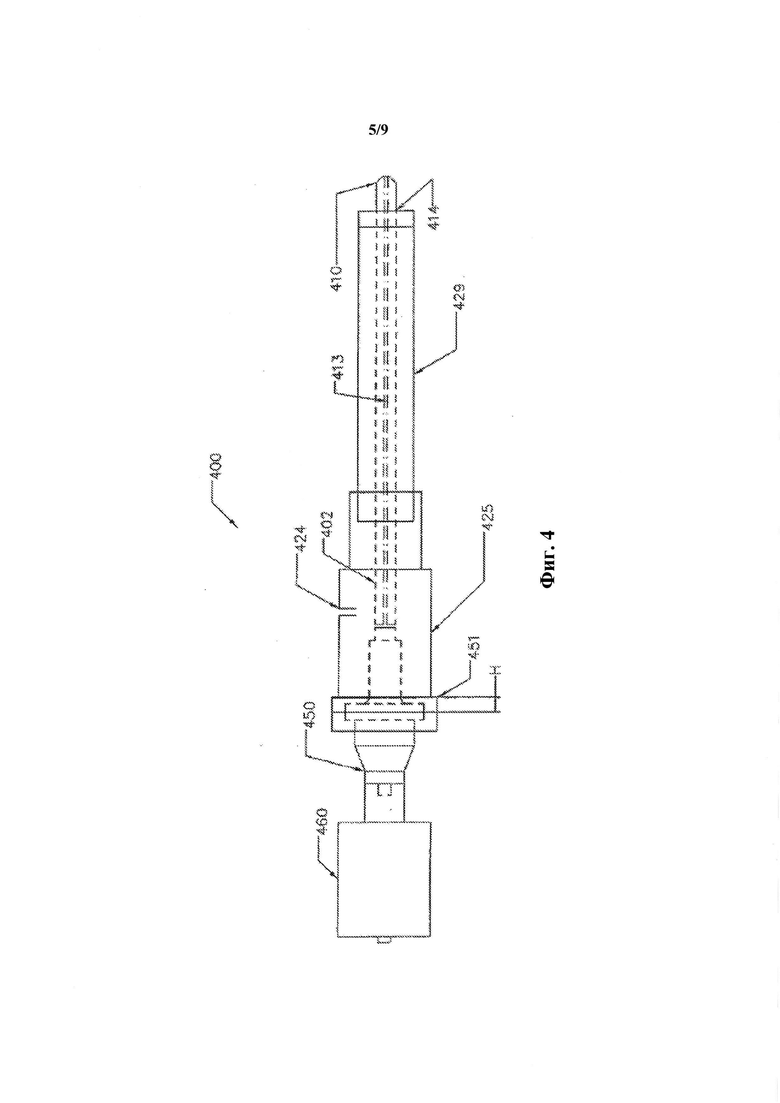
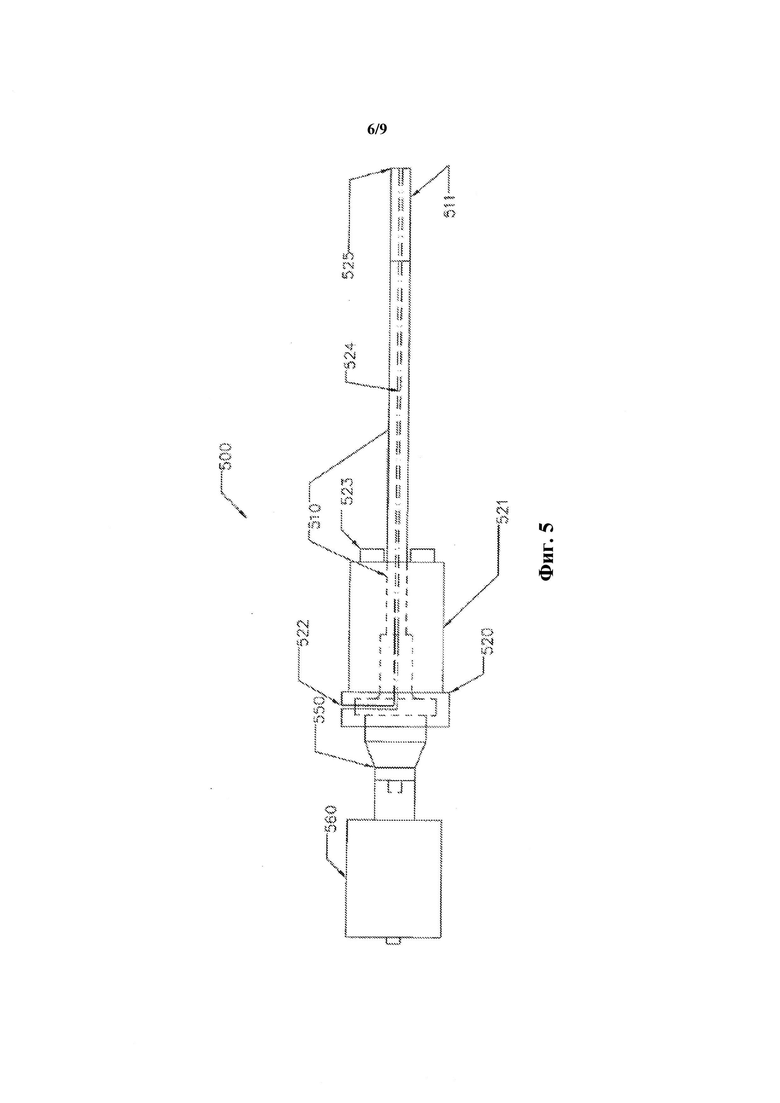
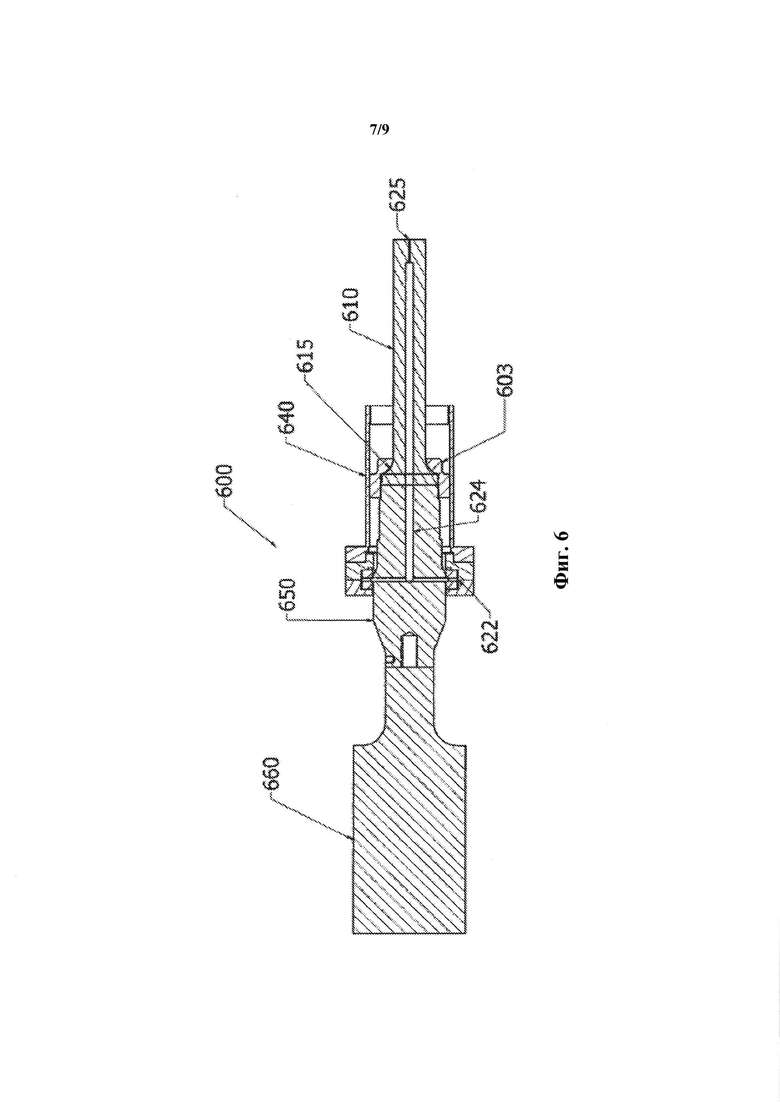
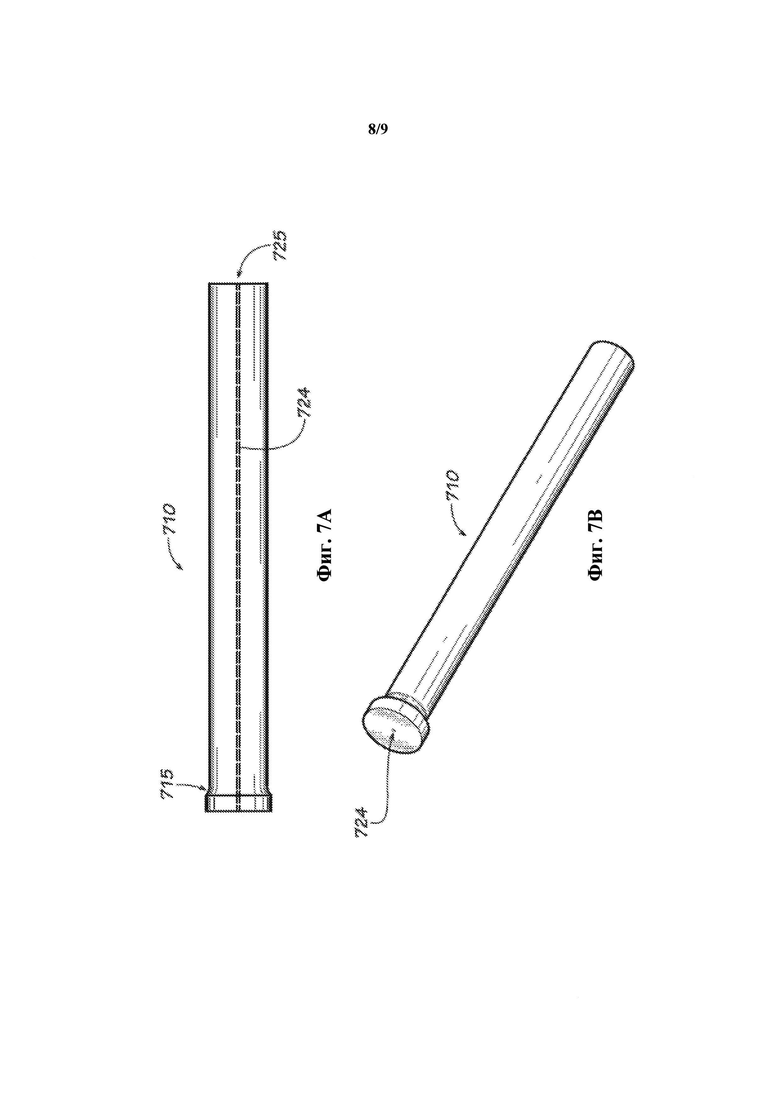
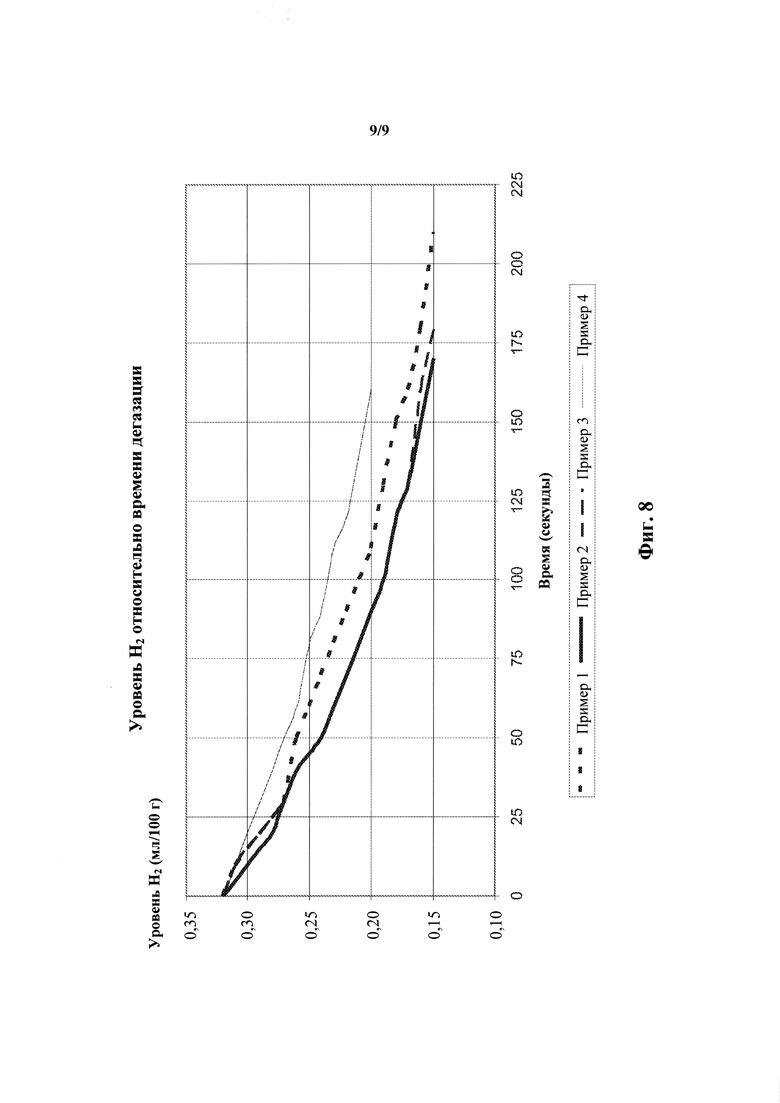
Изобретение относится к области металлургии и может быть использовано для обработки ванны расплава при выплавке сплавов. Ультразвуковое устройство для дегазации расплавленного металла содержит ультразвуковой преобразователь, по меньшей мере один ультразвуковой датчик, присоединенный к преобразователю, причем датчик содержит наконечник и по меньшей мере два канала подачи газа, проходящих через датчик, и систему подачи газа, включающую впускное отверстие для газа, пути потока газа по каналам подачи газа и выпускные отверстия для газа на наконечнике датчика или вблизи него. Способ снижения количества растворенного газа и/или примеси в ванне расплавленного металла включает размещение ультразвукового устройства в ванне расплавленного металла и введение продувочного газа в систему подачи газа и через каналы подачи газа в ванну расплавленного металла со скоростью для каждого ультразвукового датчика в диапазоне от 0,1 до 150 л/минуту. 4 н. и 24 з.п. ф-лы, 8 ил., 3 табл., 27 пр.
1. Ультразвуковое устройство для дегазации расплавленного металла, содержащее:
ультразвуковой преобразователь;
по меньшей мере один ультразвуковой датчик, присоединенный к преобразователю, причем датчик содержит наконечник и по меньшей мере два канала подачи газа, проходящих через датчик; и
систему подачи газа, причем система подачи газа содержит:
впускное отверстие для газа,
пути потока газа по каналам подачи газа и
выпускные отверстия для газа на наконечнике датчика или вблизи него.
2. Ультразвуковое устройство по п. 1, в котором датчик выполнен из материала, который содержит нержавеющую сталь, титан, ниобий, керамику или их комбинацию.
3. Ультразвуковое устройство по п. 1, в котором датчик выполнен из материала, который содержит сиалон, карбид кремния, карбид бора, нитрид бора, нитрид кремния, нитрид алюминия, оксид алюминия, диоксид циркония или их комбинацию.
4. Ультразвуковое устройство по п. 1, в котором:
датчик выполнен из материала, который содержит сиалон;
датчик содержит от трех до пяти каналов подачи газа и
выпускные отверстия для газа находятся на наконечнике датчика.
5. Ультразвуковое устройство по п. 1, в котором датчик представляет собой цилиндрический датчик и отношение длины к диаметру датчика находится в диапазоне от 5:1 до 25:1.
6. Ультразвуковое устройство по п. 1, в котором датчик представляет собой цилиндрический датчик и отношение площади поперечного сечения наконечника датчика к площади поперечного сечения каналов подачи газа находится в диапазоне от приблизительно 30:1 до приблизительно 1000:1.
7. Ультразвуковое устройство по п. 1, которое дополнительно содержит усилитель, размещенный между преобразователем и датчиком, при этом впускное отверстие для газа расположено в усилителе.
8. Ультразвуковое устройство по п. 7, в котором углубленная газовая камера на конце усилителя соединена с впускным отверстием для газа, причем углубленная газовая камера сконструирована с возможностью направления потока газа в каналы подачи газа.
9. Ультразвуковое устройство по п. 1, причем ультразвуковое устройство содержит от двух до восьми ультразвуковых датчиков.
10. Способ снижения количества растворенного газа и/или примеси в ванне расплавленного металла, причем способ предусматривает:
(a) использование по меньшей мере одного ультразвукового устройства по п. 1 в ванне расплавленного металла и
(b) введение продувочного газа в систему подачи газа и через каналы подачи газа в ванну расплавленного металла со скоростью для каждого ультразвукового датчика в диапазоне от 0,1 до 150 л/минуту.
11. Способ по п. 10, в котором:
растворенный газ содержит кислород, водород, SO2 или их комбинацию;
примеси в расплавленном металле содержат щелочной металл;
ванна расплавленного металла содержит алюминий, медь, цинк, сталь, магний или их комбинацию;
продувочный газ содержит азот, гелий, неон, аргон, криптон, ксенон, SF6, хлор или их комбинацию; или
любая их комбинация.
12. Способ по п. 10, в котором:
продувочный газ вводят в ванну расплавленного металла со скоростью для каждого ультразвукового датчика в диапазоне от 1 до 50 л/минуту;
растворенный газ содержит водород;
ванна расплавленного металла содержит алюминий, медь или их комбинацию;
продувочный газ содержит аргон, азот или их комбинацию; или
любая их комбинация.
13. Способ по п. 10, в котором после обработки:
содержание в ванне расплавленного металла натрия составляет менее чем 1 часть на миллион и/или
содержание всех включений в ванне расплавленного металла уменьшается по меньшей мере на 50%.
14. Способ по п. 10, в котором для дегазации ванны расплавленного металла используют от двух до шестнадцати ультразвуковых устройств.
15. Ультразвуковое устройство для дегазации расплавленного металла, содержащее:
ультразвуковой преобразователь;
по меньшей мере один ультразвуковой датчик, присоединенный к преобразователю, причем датчик содержит наконечник, канал подачи газа, проходящий через датчик, и по меньшей мере один углубленный участок вблизи наконечника датчика; и
систему подачи газа, причем система подачи газа содержит:
впускное отверстие для газа,
путь потока газа по каналу подачи газа и
выпускное отверстие для газа на наконечнике датчика или вблизи него.
16. Ультразвуковое устройство по п. 15, в котором датчик выполнен из материала, который содержит нержавеющую сталь, титан, ниобий, керамику или их комбинацию.
17. Ультразвуковое устройство по п. 15, в котором диаметр по меньшей мере одного углубленного участка составляет от 75 до 85% диаметра датчика.
18. Ультразвуковое устройство по п. 15, дополнительно содержащее выпускное отверстие для газа в по меньшей мере одном углубленном участке.
19. Ультразвуковое устройство по п. 15, в котором
датчик выполнен из материала, который содержит сиалон;
датчик содержит от двух до пяти углубленных участков; и
по меньшей мере одно выпускное отверстие для газа находится на наконечнике датчика.
20. Ультразвуковое устройство по п. 19, в котором датчик представляет собой цилиндрический датчик и отношение общей длины углубленных участков к длине датчика находится в диапазоне от 10:1 до 100:1.
21. Ультразвуковое устройство по п. 15, в котором:
датчик представляет собой цилиндрический датчик и отношение длины к диаметру датчика находится в диапазоне от 5:1 до 25:1; и
отношение площади поперечного сечения наконечника датчика к площади поперечного сечения канала подачи газа находится в диапазоне от 30:1 до 1000:1.
22. Ультразвуковое устройство по п. 15, причем ультразвуковое устройство дополнительно содержит усилитель, расположенный между преобразователем и датчиком, и впускное отверстие для газа находится в усилителе.
23. Способ снижения количества растворенного газа и/или примеси в ванне расплавленного металла, причем способ предусматривает:
(а) использование ультразвукового устройства по п. 15 в ванне расплавленного металла и
(b) введение продувочного газа в систему подачи газа через канал подачи газа и в ванну расплавленного металла со скоростью для каждого ультразвукового датчика в диапазоне от 0,1 до 150 л/минуту.
24. Способ по п. 23, в котором:
продувочный газ вводят в ванну расплавленного металла со скоростью для каждого ультразвукового датчика в диапазоне от 1 до 50 л/минуту;
растворенный газ содержит кислород, водород, диоксид серы или их комбинацию;
примесь содержит щелочной металл;
ванна расплавленного металла содержит алюминий, медь, цинк, сталь, магний или их комбинацию;
продувочный газ содержит азот, гелий, неон, аргон, криптон, ксенон, SF6, хлор или их комбинацию; или
любая их комбинация.
25. Ультразвуковое устройство по п. 1, в котором выпускные отверстия для газа находятся на или в пределах 2 см от наконечника датчика.
26. Ультразвуковое устройство по п. 25, в котором выпускные отверстия для газа находятся на или в пределах 1 см от наконечника датчика.
27. Ультразвуковое устройство по п. 7, в котором выпускные отверстия для газа находятся на или в пределах 2 см от наконечника датчика.
28. Ультразвуковое устройство по п. 7, в котором выпускные отверстия для газа находятся на или в пределах 1 см от наконечника датчика.
| US 2012042751 A1, 23.02.2012 | |||
| WO 2011127402 A1, 13.10.2011 | |||
| US 5656236 A, 12.08.1997 | |||
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2486269C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ РАСПЛАВА ЛЕГКИХ СПЛАВОВ | 2000 |
|
RU2186147C2 |

