ЗАЯВЛЕНИЕ О СПОНСИРУЕМЫХ ФЕДЕРАЛЬНЫМ ПРАВИТЕЛЬСТВОМ ИССЛЕДОВАНИЯХ ИЛИ РАЗРАБОТКАХ
Это изобретение было сделано при поддержке правительства в соответствии с грантом № IIP 1058494, присужденным Национальным научным фондом. Правительство имеет определенные права в настоящем изобретении.
УРОВЕНЬ ТЕХНИКИ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу для производства металлических отливок с управляемым размером зерна, к системе для производства металлических отливок, а также к продуктам, получаемым с помощью металлических отливок.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Значительные усилия были потрачены в области металлургии для того, чтобы разработать методики разливки расплавленного металла в непрерывный металлический стержень или литые продукты. Были хорошо разработаны как периодическое литье, так и непрерывное литье. Непрерывное литье имеет ряд преимуществ перед периодическим литьем, хотя оба они широко используются в промышленности.
В непрерывном производстве металлического отливок расплавленный металл проходит из печи-миксера по ряду желобов в литейную форму карусельной разливочной машины, где он отливается в металлический пруток. Отвержденный металлический пруток удаляется из карусельной разливочной машины и направляется в прокатный стан, где он прокатывается в непрерывный стержень. В зависимости от намеченного конечного использования этого стержня и сплава этот стержень может быть подвергнут охлаждению во время прокатки, или этот стержень может быть охлажден или закален сразу же при выходе из прокатного стана для того, чтобы придать ему желаемые механические и физические свойства. Такие методики, как описанные в патенте США № 3,395,560 (Cofer et al.), полное содержание которого включено сюда путем ссылки, использовались для непрерывной обработки металлических продуктов в виде стержня или прутка.
В патенте США № 3,938,991 (Jackson et al.) полное содержание которого включено сюда путем ссылки, показано, что долгое время существует проблема с литьем «чистых» металлических продуктов. Термин «литье чистого металла» относится к металлу или металлическому сплаву, сформированному из первичных металлических элементов, предназначенных для обеспечения конкретной удельной электропроводности, или прочности при растяжении, или пластичности, без включения отдельных примесей, добавляемых с целью управления зерном.
Измельчение зерна является процессом, с помощью которого размер кристалла вновь сформированной фазы уменьшается либо химическими, либо физическими/механическими средствами. Измельчающие зерно добавки обычно добавляются в расплавленный металл для того, чтобы значительно уменьшить размер зерна отвержденной структуры во время процесса отверждения или процесса перехода жидкости в твердую фазу.
На самом деле в международной публикации WO/2003/033750 (Boily et al.), полное содержание которой включено сюда путем ссылки, описыано конкретное использование «измельчающих зерно добавок». Эта заявка (в дальнейшем упоминаемая как заявка ʹ750) описывает в разделе «Уровень техники», что в алюминиевой промышленности различные измельчающие зерно добавки обычно включаются в алюминий для того, чтобы сформировать лигатуру. Типичные лигатуры для использования в алюминиевом литье содержат от 1 до 10 мас.% титана и от 0,1 до 5 мас.% бора или углерода, с остатком, состоящим по существу из алюминия или магния, с частицами TiB2 или TiC, диспергированными в матрице из алюминия. В соответствии с заявкой ʹ750 лигатуры, содержащие титан и бор, могут быть произведены путем растворения требуемых количеств титана и бора в алюминиевом расплаве. Это достигается путем реакции расплавленного алюминия с KBF4 и K2TiF6 при температурах свыше 800°C. Эти комплексные галоидные соли быстро реагируют с расплавленным алюминием и обеспечивают титан и бор в расплаве.
Заявка ʹ750 также описывает, что начиная с 2002 г. эта методика использовалась для производства коммерческих лигатур почти всеми компаниями-изготовителями измельчающих зерно добавок. Измельчающие зерно добавки, часто называемые зародышеобразователями, используются и в настоящее время. Например, один коммерческий поставщик лигатуры Tibor описывает, что тщательный контроль литой структуры является главным требованием в производстве продуктов из алюминиевого сплава высокого качества.
До этого изобретения измельчающие зерно добавки были признаны в качестве наиболее эффективного способа обеспечить мелкую и однородную структуру зерна в состоянии сразу после отливки. Следующие ссылки (содержание всех из которых включено сюда путем ссылки) описывают подробности этой исходной работы:
Abramov, O. V., (1998), «High-Intensity Ultrasonics», Gordon and Breach Science Publishers, Amsterdam, The Netherlands, pp. 523-552.
Alcoa, (2000), «New Process for Grain Refinement of Aluminum», DOE Project Final Report, Contract No. DE-FC07-98ID13665, September 22, 2000.
Cui, Y., Xu, C. L. and Han, Q., (2007), «Microstructure Improvement in Weld Metal Using Ultrasonic Vibrations, Advanced Engineering Materials», v. 9, No. 3, pp.161-163.
Eskin, G. I., (1998), «Ultrasonic Treatment of Light Alloy Melts», Gordon and Breach Science Publishers, Amsterdam, The Netherlands.
Eskin, G. I. (2002) «Effect of Ultrasonuc Cavitation Treatment of the Melt on the Microstructure Evolution during Solidification of Aluminum Alloy Ingots», Zeitschrift Fur Metallkunde/Materials Research and Advanced Techniques, v.93, n.6, June, 2002, pp. 502-507.
Greer, A. L., (2004), «Grain Refinement of Aluminum Alloys», in Chu, M. G., Granger, D. A., and Han, Q., (eds.), « Solidification of Aluminum Alloys», Proceedings of a Symposium Sponsored by TMS (The Minerals, Metals & Materials Society), TMS, Warrendale, PA 15086-7528, pp. 131-145 .
Han, Q., (2007), The Use of Power Ultrasound for Material Processing», Han, Q., Ludtka, G., and Zhai, Q., (eds), (2007), «Materials Processing under the Influence of External Fields», Proceedings of a Symposium Sponsored by TMS (The Minerals, Metals & Materials Society), TMS, Warrendale, PA 15086-7528, pp. 97-106.
Jackson, K. A., Hunt, J. D., and Uhlmann, D. R., and Seward, T. P., (1966), «On Origin of Equiaxed Zone in Castings», Trans. Metall. Soc. AIME, v. 236, pp.149-158.
Jian, X., Xu, H., Meek, T. T., and Han, Q., (2005), «Effect of Power Ultrasoud on Solidification of Aluminum A356 Alloy», Materials Letters, v. 59, no. 2-3, pp. 190-193.
Keles, O. and Dundar, M., (2007). «Aluminum Foil: Its Typical Quality Problems and Their Causes», Journal of Materials Processing Technology, v. 186, pp.125-137.
Liu, C., Pan, Y., and Aoyama, S., (1998), Proceedings of the 5th International Conference on Semi-Solid Processing of Alloys and Composites, Eds.: Bhasin, A. K., Moore, J. J., Young, K. P., and Madison, S., Colorado School of Mines, Golden, CO, pp. 439-447.
Megy, J., (1999), «Molten Metal Treatment», US Patent No. 5,935,295, August, 1999
Megy, J., Granger, D. A., Sigworth, G. K., and Durst, C. R., (2000), «Effectiveness of In-Situ Aluminum Grain Refining Process», Light Metals, pp.1-6.
Cui et al., «Microstructure Improvement in Weld Metal Using Ultrasonic Vibrations», Advanced Engineering Materials, 2007, vol. 9, no. 3, pp. 161-163.
Han et al., «Grain Refining of Pure Aluminum», Light Metals 2012, pp. 967-971.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном варианте осуществления настоящего изобретения предлагается устройство обработки расплавленного металла, содержащее вмещающую расплавленный металл конструкцию для приема и транспортировки расплавленного металла вдоль его продольной длины. Устройство дополнительно содержит блок охлаждения для вмещающей конструкции, включающий в себя охлаждающий канал для прохода в нем жидкой среды, а также ультразвуковой зонд, расположенный относительно охлаждающего канала таким образом, что ультразвуковые волны проходят через жидкую среду в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл.
В одном варианте осуществления настоящего изобретения предлагается способ для формирования металлического продукта. Этот способ транспортирует расплавленный металл вдоль продольной длины вмещающей расплавленный металл конструкции. Этот способ охлаждает вмещающую расплавленный металл конструкцию путем прохождения среды через охлаждающий канал, термически соединенный со вмещающей расплавленный металл конструкцией, и проводит ультразвуковые волны через эту среду в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл.
В одном варианте осуществления настоящего изобретения предлагается система для формирования металлического продукта. Эта система включает в себя 1) описанное выше устройство обработки расплавленного металла и 2) контроллер, включающий в себя вводы для данных и выводы для управления, и запрограммированный так, чтобы обеспечить выполнение стадий вышеописанного способа.
В одном варианте осуществления настоящего изобретения предлагается металлический продукт, включающий в себя литую металлическую композицию, имеющую субмиллиметровые размеры зерна и включающую в себя менее 0,5 мас.% измельчающих зерно добавок.
Следует понимать, что предшествующее общее описание настоящего изобретения и последующее подробное описание являются примерными, а не ограничивающими настоящее изобретение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полное понимание настоящего изобретения и многих из его сопутствующих преимуществ этого будут легко получены после прочтения следующего подробного описания вместе с сопроводительными чертежами, на которых:
Фиг. 1A представляет собой схематическое изображение канала литья в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 1B представляет собой фотографическое изображение основания канала литья в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 1С представляет собой комбинированное фотографическое изображение основания канала литья в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 1D представляет собой схематическое изображение иллюстративных размеров для одного варианта осуществления канала литья;
Фиг. 2 представляет собой фотографическое изображение литейной формы в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 3A представляет собой схематическое изображение стана непрерывной разливки в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 3B представляет собой схематическое изображение другого стана непрерывной разливки в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 4A представляет собой микрофотографию, показывающую макроструктуры, присутствующие в алюминиевом слитке;
Фиг. 4B представляет собой другую микрофотографию, показывающую макроструктуры, присутствующие в алюминиевом слитке;
Фиг. 4С представляет собой другую микрофотографию, показывающую макроструктуры, присутствующие в алюминиевом слитке;
Фиг. 4D представляет собой другую микрофотографию, показывающую макроструктуры, присутствующие в алюминиевом слитке;
Фиг. 5 представляет собой график, показывающий размер зерна как функцию температуры литья;
Фиг. 6A представляет собой микрофотографию, изображающую макроструктуру, присутствующую в алюминиевом слитке, приготовленном при описанных в настоящем документе условиях;
Фиг. 6B представляет собой другую микрофотографию, изображающую макроструктуру, присутствующую в алюминиевом слитке, приготовленном при описанных в настоящем документе условиях;
Фиг. 6С представляет собой другую микрофотографию, изображающую макроструктуру, присутствующую в алюминиевом слитке, приготовленном при описанных в настоящем документе условиях;
Фиг. 7 представляет собой другой график, показывающий размер зерна как функцию температуры литья;
Фиг. 8 представляет собой другой график, показывающий размер зерна как функцию температуры литья;
Фиг. 9 представляет собой другой график, показывающий размер зерна как функцию температуры литья;
Фиг. 10 представляет собой другой график, показывающий размер зерна как функцию температуры литья;
Фиг. 11A представляет собой микрофотографию, показывающую макроструктуры, присутствующие в алюминиевом слитке, приготовленном при описанных в настоящем документе условиях;
Фиг. 11B представляет собой другую микрофотографию, показывающую макроструктуры, присутствующие в алюминиевом слитке, приготовленном при описанных в настоящем документе условиях;
Фиг. 11С представляет собой схематическое изображение иллюстративных размеров для одного варианта осуществления каналов литья;
Фиг. 11D представляет собой схематическое изображение иллюстративных размеров для одного варианта осуществления каналов литья;
Фиг. 12 представляет собой другой график, показывающий размер зерна как функцию температуры литья;
Фиг. 13A представляет собой другое схематическое изображение иллюстративных размеров для одного варианта осуществления канала литья;
Фиг. 13B представляет собой другой график, показывающий размер зерна как функцию температуры литья;
Фиг. 14 представляет собой схематическое изображение машины непрерывной разливки в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 15A представляет собой схематическое изображение поперечного сечения одного компонента стана для литья в форму с вертикально расположенной полостью;
Фиг. 15B представляет собой схематическое изображение поперечного сечения другого компонента стана для литья в форму с вертикально расположенной полостью;
Фиг. 15С представляет собой схематическое изображение поперечного сечения другого компонента стана для литья в форму с вертикально расположенной полостью;
Фиг. 15D представляет собой схематическое изображение поперечного сечения другого компонента стана для литья в форму с вертикально расположенной полостью;
Фиг. 16 представляет собой схематическое изображение иллюстративной компьютерной системы для средств управления и контроллеров, описанных в настоящем документе;
Фиг. 17 представляет собой блок-схему, изображающую способ в соответствии с одним вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Измельчение зерна металлов и сплавов является важным по многим причинам, включая максимизацию скорости разливки слитка металла, улучшение устойчивости к горячему разрыву, минимизацию элементарной сегрегации, улучшение механических свойств, в частности пластичности, улучшение конечных характеристик кованых продуктов и увеличение характеристик заполнения литейной формы, а также уменьшение пористости лигатур. Обычно измельчение зерна является одной из первых стадий обработки для производства продуктов из металлов и сплавов, особенно алюминиевых сплавов и сплавов магния, которые являются облегченными материалами, все более используемыми в космической, военной, автомобильной, строительной и упаковочной промышленности. Измельчение зерна является также важной стадией обработки для того, чтобы сделать металлы и сплавы пригодными для литья путем устранения столбчатых зерен и формирования равноосных зерен.
До настоящего изобретения использование примесей или химических «измельчающих зерно добавок» было единственным способом решения этой давно известной проблемы образования столбчатых кристаллов в металлическом литье.
Приблизительно 68% алюминия, производимого в США, сначала отливаются в слиток перед дальнейшей обработкой в листы, пластины, экструдированные продукты или фольгу. Процесс полунепрерывного литья с прямым охлаждением (DC) и процесс непрерывной разливки (CC) были основой алюминиевой промышленности в значительной степени благодаря их надежности и относительной простоте. Одной проблемой в процессах DC и CC является образование горячего разрыва или образование трещин во время затвердевания слитка. В основном все слитки металла были бы потрескавшимися (или неспособными к литью) без использования измельчения зерна.
Однако производительность этих современных процессов ограничивается условиями предотвращения растрескивания. Измельчение зерна является эффективным способом уменьшения тенденции сплава к горячему разрыву, и таким образом увеличения производительности. В результате значительные усилия были сконцентрированы на разработке эффективных измельчающих зерно добавок, которые могли бы сделать размеры зерна минимальными. Суперпластичность может быть достигнута, если уменьшить размер зерна до субмикронного уровня, который позволяет не только отливать сплавы с намного более высокими скоростями, но также и осуществлять прокатку/экструдирование при более низких температурах с более высокими скоростями, чем в настоящее время, что привело бы к значительному снижению издержек и экономии энергии.
В настоящее время почти все алюминиевое литье в мире, как из первичного (приблизительно 20 миллиардов кг), так и из вторичного алюминия и внутренних отходов (25 миллиардов кг), подвергается измельчению зерна с помощью разнородных нерастворимых ядер TiB2, имеющих приблизительно несколько микронов в диаметре, которые образуют зародыши тонкой зернистой структуры в алюминии. Одной проблемой, относящейся к использованию химических измельчающих зерно добавок, является ограниченная способность к измельчению зерна. Кроме того, использование химических измельчающих зерно добавок вызывает ограниченное уменьшение размера алюминиевого зерна, от столбчатой структуры с линейными размерами зерна примерно свыше 2500 мкм к равноосным зернам размером менее чем 200 мкм. Равноосные зерна с размером 100 мкм в алюминиевых сплавах, похоже, являются пределом, который может быть получен с использованием коммерчески доступных химических измельчающих зерно добавок.
Широко известно, что производительность может быть значительно повышена, если размер зерна может быть дополнительно уменьшен. Размер зерна субмикронного уровня приводит к суперпластичности, которая делает намного легче формование алюминиевых сплавов при комнатных температурах.
Другой проблемой, относящейся к использованию химических измельчающих зерно добавок, является образование дефектов, связанное с использованием измельчающих зерно добавок. Хотя они и рассматриваются в предшествующем уровне техники как необходимые для измельчения зерна, нерастворимые инородные частицы вообще являются нежелательными в алюминии, особенно в форме агломератов частиц («кластеров»). Текущие измельчающие зерно добавки, которые присутствуют в форме соединений в алюминиевых лигатурах, производятся с помощью сложной цепочки процессов добычи, обогащения и производства. Используемые в настоящее время лигатуры часто содержат соль фторид калия-алюминия (KAlF) и примеси глинозема (дросс), которые являются результатом обычного процесса производства измельчающих алюминиевое зерно добавок. Они дают начало локальным дефектам в алюминии (например, «течь» в банках с напитками и «булавочные отверстия» в тонкой фольге), приводят к изнашиванию инструментов и к проблемам чистовой обработки поверхности алюминия. Данные одной из компаний, производящей алюминиевые кабели, показывают, что 25% производственных дефектов образуются благодаря агломератам частиц TiB2, и еще 25% дефектов образуются благодаря дроссу, который захватывается алюминием во время процесса литья. Агломераты частиц TiB2 часто разрушают проволоку во время экструдирования, особенно когда диаметр проволоки составляет менее 8 мм.
Другой проблемой, относящейся к использованию химических измельчающих зерно добавок, является стоимость измельчающих зерно добавок. Это особенно справедливо для производства магниевых слитков с использованием циркониевых измельчающих зерно добавок. Измельчение зерна с использованием циркониевых измельчающих зерно добавок увеличивает затраты на килограмм произведенного магниевого литья приблизительно на 1$. Измельчающие зерно добавки для алюминиевых сплавов стоят приблизительно 1,50$ за килограмм.
Другой проблемой, относящейся к использованию химических измельчающих зерно добавок, является уменьшение электропроводности. Использование химических измельчающих зерно добавок вводит в алюминий титан в избыточном количестве, вызывая существенное уменьшение электропроводности чистого алюминия для кабельных приложений. Для сохранения определенной удельной электропроводности компании должны тратить дополнительные деньги для того, чтобы использовать более чистый алюминий для изготовления кабеля и проволоки.
Ряд других способов измельчения зерна, в дополнение к химическим способам, были исследованы в прошлом столетии. Эти способы включают в себя использование физических полей, таких как магнитные и электромагнитные поля, а также использование механических колебаний. Высокоинтенсивная, низкоамплитудная ультразвуковая вибрация является одним из физических/механических механизмов, который был продемонстрирован для измельчения зерна металлов и сплавов без использования частиц примеси. Однако экспериментальные результаты, такие как в отмеченной выше публикации Cui et al, 2007, были получены в малых слитках металла весом до нескольких фунтов, подвергавшихся ультразвуковой вибрации в течение короткого периода времени. Мало внимания было уделено измельчению зерна в процессах отливки слитков /заготовок СС или DC с использованием высокоинтенсивных ультразвуковых колебаний.
Техническими проблемами, решаемыми в настоящем изобретении для измельчения зерна, являются (1) передача ультразвуковой энергии к расплавленному металлу в течение увеличенных периодов времени, (2) поддержание частот собственных колебаний системы при повышенных температурах и (3) увеличение эффективности ультразвукового измельчения зерна при высокой температуре ультразвукового волновода. Улучшенное охлаждение ультразвукового волновода и слитка металла (как будет описано ниже) является одним из решений, представленных в настоящем документе для решения этих проблем.
Кроме того, другая техническая проблема, решаемая в настоящем изобретении, относится к тому факту, что чем более чистым является алюминий, тем тяжелее получить равноосные зерна во время процесса отверждения. Даже при использовании внешних измельчающих зерно добавок, таких как TiB (борид титана) в чистом алюминии, таком алюминий марок 1000, 1100 и 1300, трудно получить структуру равноосных зерен. Однако при использовании новой, описанной в настоящем документе технологии измельчения зерна, была получена структура равноосных зерен.
Настоящее изобретение снимает проблему образования столбчатых кристаллов без необходимости во введении измельчающих зерно добавок. Авторы настоящего изобретения неожиданно обнаружили, что использование управляемого применения ультразвуковых колебаний к расплавленному металлу при его литье позволяет получить размеры зерна, сравнимые с получаемыми при использовании измельчающих зерно добавок текущего уровня техники, такими как лигатура TiB, или меньше.
В одном аспекте настоящего изобретения равноосные зерна внутри литого продукта получаются без необходимости в добавлении примесных частиц, таких как борид титана, в металл или металлический сплав для увеличения количества зерен и улучшения равномерного гетерогенного отверждения. Вместо того, чтобы использовать зародышеобразователи, для создания зародышеобразующих точек могут использоваться ультразвуковые колебания. В частности, как более подробно будет объяснено ниже, ультразвуковые колебания передаются жидкой средой для того, чтобы измельчить зерна в металлах и металлических сплавах и создать равноосные зерна.
Для того, чтобы понять морфологию равноосного зерна, рассмотрим рост обычного металлического зерна, в котором дендриты растут одномерно, и формируются удлиненные зерна. Эти удлиненные зерна упоминаются как столбчатые зерна. Если зерно растет свободно во всех направлениях, формируется равноосное зерно. Каждое равноосное зерно содержит 6 первичных дендритов, растущих перпендикулярно. Эти дендриты могут расти с идентичной скоростью. В таком случае зерна кажутся более сферическими, если игнорировать детали дендритных особенностей внутри зерна.
В одном варианте осуществления настоящего изобретения канальная структура 2 (то есть вмещающая конструкция), как показано на Фиг. 1A, транспортирует расплавленный металл к литейной форме (не показанной на Фиг. 1A), такой как, например, карусельная разливочная машина, подробно описанная ниже. Канальная структура 2 включает в себя боковые стенки 2a, удерживающие расплавленный металл, и плиту 2b основания. Боковые стенки 2a и плита 2b основания могут быть отдельными объектами, как показано на чертеже, или могут представлять собой интегрированный блок. Под плитой 2b основания находится проход 2c для жидкой среды, который при работе заполнен жидкой средой. Кроме того, эти два элемента могут представлять собой интегральный блок.
Ультразвуковой зонд 2d (или сонотрод, или ультразвуковой излучатель) ультразвукового преобразователя, который обеспечивает подачу ультразвуковых колебаний (UV) через жидкую среду и через плиту 2b основания в жидкий металл, присоединяется к проходу 2c для жидкой среды. В одном варианте осуществления настоящего изобретения ультразвуковой зонд 2d вставляется в проход 2c для жидкой среды. В одном варианте осуществления настоящего изобретения более одного ультразвукового зонда или массив ультразвуковых зондов могут вставляться в проход 2c для жидкой среды. В одном варианте осуществления настоящего изобретения ультразвуковой зонд 2d присоединяется к стенке прохода 2c для жидкой среды. Не привязываясь к какой-либо конкретной теории, относительно небольшое количество недостаточного охлаждения (например, менее чем на 10°C) у дна канала приводит к началу формирования слоя малых ядер более чистого алюминия. Ультразвуковые колебания от дна канала создают эти ядра чистого алюминия, которые затем используются в качестве зародышеобразователей во время отверждения, что приводит к однородной зернистой структуре. Соответственно, в одном варианте осуществления настоящего изобретения способ охлаждения гарантирует, что небольшое количество недостаточного охлаждения у дна канала приводит к образованию слоя малых ядер алюминия. Ультразвуковые колебания от дна канала диспергируют эти ядра и разбивают дендриты, которые формируются в недоохлажденном слое. Эти алюминиевые ядра и фрагменты дендритов затем используются для того, чтобы сформировать равноосные зерна в литейной форме во время отверждения, что приводит к однородной зернистой структуре.
Другими словами, ультразвуковые колебания, передаваемые через плиту 2b основания и в жидкий металл, создают точки зародышеобразования в металлах или металлических сплавах для того, чтобы измельчить размер зерна. Плита основания может представлять собой тугоплавкий металл или другой высокотемпературный материал, такой как медь, железо и сталь, ниобий, ниобий и молибден, тантал, вольфрам и рений, а также их сплавы, включая один или более таких элементов, как кремний, кислород или азот, которые могут увеличить температуру плавления этих материалов. Кроме того, плита основания может представлять собой одну из множества легированных сталей, таких как, например, сталь H13 или низкоуглеродистые стали.
В одном варианте осуществления настоящего изобретения предусматривается стенка между расплавленным металлом и блоком охлаждения, причем толщина стенки является достаточно тонкой (как более подробно будет описано ниже в примерах), так, чтобы при установившемся производстве смежный с этой стенкой расплавленный металл охлаждался ниже критических температур для конкретного отливаемого металла.
В одном из вариантов осуществления настоящего изобретения ультразвуковая система вибрации используется для того, чтобы улучшить теплопередачу через тонкую стенку между охлаждающим каналом и расплавленным металлом и вызвать зародышеобразование или разбить дендриты, которые формируются в расплавленном металле около тонкой стенки охлаждающего канала.
В приведенных ниже демонстрациях источник ультразвуковых колебаний обеспечивал мощность 1,5 кВт на акустической частоте 20 кГц. Настоящее изобретение не ограничивается этими мощностями и частотами. Может использоваться широкий диапазон мощностей и частот, хотя следующие диапазоны представляют особый интерес.
Мощность: В большинстве случаев мощность составляет от 50 до 5000 Вт для каждого сонотрода, в зависимости от габаритов сонотрода или зонда. Эти мощности обычно прикладываются к сонотроду для того, чтобы гарантировать, что удельная мощность на конце сонотрода составляет более чем 100 Вт/см2, что является порогом для того, чтобы вызвать кавитацию в расплавленных металлах. Мощности в этой области могут варьироваться от 50 до 5000 Вт, от 100 до 3000 Вт, от 500 до 2000 Вт, от 1000 до 1500 Вт или могут находиться в любом промежуточном или перекрывающемся диапазоне. Более высокие мощности возможны для более крупного зонда/сонотрода и более низкие мощности возможны для более мелкого зонда.
Частота: Обычно может использоваться частота 5-400 кГц (или любой промежуточный диапазон). Альтернативно может использоваться диапазон 10-25 кГц (или любой промежуточный диапазон). Альтернативно может использоваться диапазон 15-25 кГц (или любой промежуточный диапазон). Применяемая частота может варьироваться от 5 до 400 кГц, от 10 до 30 кГц, от 15 до 25 кГц, от 10 до 200 кГц или от 50 до 100 кГц, или может находиться в любом промежуточном или перекрывающемся диапазоне.
Кроме того, ультразвуковой зонд/сонотрод 2d может быть сконструирован аналогично ультразвуковым зондам, используемым для дегазации расплавленного металла, как описано в американском патенте № 8574336, полное содержание которого включено в настоящий документ посредством ссылки.
На Фиг. 1A, размеры канальной структуры 2 выбираются в соответствии с объемным потоком отливаемого материала. Размеры прохода 2c для жидкой среды выбираются в соответствии со скоростью потока охлаждающей среды через канал для гарантии того, чтобы охлаждающая среда оставалась по существу в жидкой фазе. Жидкая среда может быть водой. Жидкая среда также может быть маслом, ионными жидкостями, жидкими металлами, жидкими полимерами или другими минеральными (неорганическими) жидкостями. Образование пара, например, в охлаждающем проходе, может ухудшить прохождение ультразвуковых волн в обрабатываемый расплавленный металл. Толщина и материальная конструкция плиты 2b основания выбираются в соответствии с температурой расплавленного металла, температурным градиентом в толщине плиты основания и природой нижележащей стенки прохода 2c для жидкой среды. Далее будет приведено больше подробностей относительно термических факторов, которые необходимо учитывать.
Фиг. 1B и 1C представляют собой виды в перспективе канальной структуры 2 (без боковых стенок 2a), показывающие плиту 2b основания, входное отверстие 2c-1 прохода для жидкой среды, выходное отверстие 2c-2 прохода для жидкой среды, а также ультразвуковой зонд 2d. Фиг. 1D показывает размеры, связанные с канальной структурой 2, изображенной на Фиг. 1B и 1C.
Во время работы расплавленный металл при температуре существенно более высокой, чем температура ликвидуса сплава, передвигается самотеком вдоль верха плиты 2b основания и подвергается воздействию ультразвуковых колебаний по мере того, как он проходит через канальную структуру 2. Плита основания охлаждается для того, чтобы гарантировать, что расплавленный металл возле плиты основания будет иметь температуру, близкую к температуре субликвидуса (например, от менее 5 до 10°C выше температуры ликвидуса сплава, или даже ниже температуры ликвидуса, хотя температура разливки может быть намного более высокой чем 10°C в наших экспериментальных результатах). Температурой плиты основания можно управлять, если это необходимо, путем использования жидкости в канале или путем использования вспомогательных нагревателей. Во время работы атмосферой вокруг расплавленного металла можно управлять посредством кожуха (не показан), который заполняется или продувается, например, инертным газом, таким как Ar, Не или азот. Расплавленный металл, текущий вниз по канальной структуре 2, обычно находится в состоянии температурной остановки, в котором расплавленный металл преобразуется из жидкости в твердое тело. Расплавленный металл, текущий вниз по канальной структуре 2, выходит из конца канальной структуры 2 и выливается в литейную форму, такую как литейная форма 3, показанная на Фиг. 2. Литейная форма 3 имеет емкость 3а для расплавленного металла, сделанную из относительно высокотемпературного материала, такого как медь или сталь, частично включающую в себя область 3b полости. Литейная форма 3 может иметь крышку 3c. Литейная форма, показанная на Фиг. 2, может удерживать приблизительно 5 кг алюминиевого расплава. Настоящее изобретение не ограничивается этой вместимостью. Литейная форма не ограничивается формой, показанной на Фиг. 2. В одном альтернативном примере использовалась медная литейная форма таких размеров, чтобы произвести конические фасонные слитки диаметром приблизительно 7,5 см и высотой 6,35 см. Другие размеры, формы и материалы также могут использоваться для литейной формы. Литейная форма может быть стационарной или движущейся.
Литейная форма 3 может иметь признаки литейных форм, описанных в американском патенте № 4211271 (все содержание которого включено в настоящий документ посредством ссылки), используемых для машин непрерывного разлива металла бандажного типа. В частности, как описано в упомянутом патенте и применимо в качестве одного варианта осуществления этого изобретения, угловое наполнительное устройство или материал используется в комбинации с элементами литейной формы, такими как колесо и бандаж для того, чтобы модифицировать геометрию литейной формы так, чтобы предотвратить угловое растрескивание благодаря напряжениям отверждения, присутствующим в других литейных формах, имеющих острые или квадратные края. Абляционные, проводящие или изолирующие материалы, выбираемые в соответствии с желаемым изменением рисунка отверждения, могут вводиться в литейную форму отдельно от движущихся элементов литейной формы, таких как бесконечный бандаж или разливочное колесо, либо будучи присоединенными к ним.
В одном режиме работы водный насос (не показан) накачивает воду в канальную структуру 2, и вода, выходящая из канальной структуры 2, распыляется снаружи емкости 3 для расплавленного металла. В других режимах работы раздельная подача охладителя используется для того, чтобы охлаждать канальную структуру 2 и емкость 3 для расплавленного металла. В других режимах работы в качестве охлаждающего агента могут использоваться текучие среды, отличающиеся от воды. В литейной форме металл охлаждается, формируя отвержденное тело, дающее обычно усадку в объеме и отходящее от боковых стенок литейной формы.
Хотя это и не показано на Фиг. 2, в процессе непрерывной разливки литейная форма 3 была бы частью вращающегося колеса, и расплавленный металл наполнял бы литейную форму 3 через ее открытый конец. Такой процесс непрерывной разливки описывается в американском патенте № 4066475 (Chis et al.), полное содержание которого включено в настоящий документ посредством ссылки. Например, в одном аспекте настоящего изобретения стадии непрерывного литья могут быть выполнены в устройстве, показанном на Фиг. 3A. Это устройство включает в себя устройство 10 подачи, которое получает расплавленную металлическую медь, содержащую обычные примеси, и подает этот металл к разливочному желобу 11. Разливочный желоб включает в себя как отдельное дополнение (или в качестве интегральных компонентов) канальную структуру 2, показанную на Фиг. 1A-1B (или другие канальные структуры, описанные в настоящем документе), для того, чтобы обеспечить ультразвуковую обработку расплавленного металла для создания точек зародышеобразования.
Разливочный желоб 11 направляет расплавленный металл к периферийному углублению на вращающемся кольце 13 литейной формы (например, литейной формы 3, показанной на Фиг. 2, без крышки 3c). Бесконечный гибкий металлический бандаж 14 окружает часть кольца 13 литейной формы, а также часть набора позиционирующих бандаж роликов 15 таким образом, что форма для непрерывной разливки определяется углублением в кольце 13 литейной формы и накрывающим его металлическим бандажом 14 между точками A и B. Система охлаждения предусматривается для охлаждения устройства и осуществления управляемого отверждения расплавленного металла во время его транспортировки на вращающемся кольце 13 литейной формы. Система охлаждения включает в себя множество боковых водоводов 17, 18, и 19, расположенных сбоку от кольца 13 литейной формы, а также внутренние и внешние водоводы 21 и 22 бандажа, соответственно, расположенные на внутренней и внешней сторонах металлического бандажа 14 в том месте, где он окружает кольцо литейной формы. Трубопроводная сеть 24, имеющая подходящие клапаны, соединяется для подачи и забора охладителя с различными водоводами для управления охлаждением устройства и скоростью затвердевания расплавленного металла. Для более подробного показа и объяснения этого типа устройства можно обратиться к американскому патенту № 3596702 (Ward et al.), полное содержание которого включено в настоящий документ посредством ссылки.
Фиг. 3A также показывает контроллер 500, который управляет различными частями изображенной на этом чертеже системы непрерывной разливки алюминия. Как будет подробно обсуждено ниже, контроллер 500 включает в себя один или более процессоров с запрограммированными инструкциями для управления работой системы непрерывной разливки, изображенной на Фиг. 3A.
При такой конструкции расплавленный металл подается из разливочного желоба 11 в литейную форму в точке A и отверждается и частично охлаждается во время его транспортировки между точками A и B за счет циркуляции охладителя через систему охлаждения. Таким образом, к тому времени, когда литой пруток достигает точки B, он приобретает форму цельнолитого прутка 25. Этот цельнолитой пруток 25 извлекается из разливочного колеса и подается к конвейеру 27, который передает литой пруток к прокатному стану 28. Следует отметить, что в точке B литой пруток 25 является охлажденным только до такой температуры, которой достаточно для того, чтобы отвердить пруток, и пруток все еще имеет повышенную температуру, позволяющую сразу же выполнить его прокатку. Прокатный стан 28 может включать в себя тандемный массив клетей, которые последовательно прокатывают пруток в непрерывную катанку 30, которая имеет по существу однородное круглое поперечное сечение.
Фиг. 3B представляет собой схематическое изображение другого стана непрерывной разливки в соответствии с одним вариантом осуществления настоящего изобретения. Фиг. 3B изображает общий вид системы производства непрерывного стержня (CR) и содержит врезку, показывающую увеличенный вид разливочного желоба. Система CR, показанная на Фиг. 3B, характеризуется как колесно-бандажная система разливки, которая имеет охлаждаемое водой медное разливочное колесо 50 и гибкий стальной бандаж 52. В одном варианте осуществления настоящего изобретения разливочное колесо 50 имеет углубление (не видное на этом чертеже) во внешней периферии разливочного колеса, и гибкий стальной бандаж 52 проходит приблизительно половину пути вокруг разливочного колеса 50 для того, чтобы закрыть углубление для литья. В одном варианте осуществления настоящего изобретения углубление для литья и гибкий стальной бандаж, который закрывает углубление для литья, формируют полость 60 формы. В одном варианте осуществления настоящего изобретения промежуточное разливочное устройство 62, разливочный желоб 64 и измерительное устройство 66 подают расплавленный алюминий в углубление для литья во время вращения колеса 50. В одном варианте осуществления настоящего изобретения литейная смазка/покрытие литейной формы наносится на колесо и стальной бандаж непосредственно перед точкой разлива. Расплавленный металл обычно удерживается на месте стальным бандажом 52 до завершения процесса отверждения. По мере того, как колесо вращается, алюминий (или отлитый металл) затвердевает. Отвержденный алюминий с помощью башмака 70 снимателя выходит из колеса 50. Колесо 50 затем протирается, и литейная смазка повторно наносится перед введением свежего расплавленного алюминия.
В системе CR, изображенной на Фиг. 3B, разливочный желоб включает в себя как отдельное дополнение (или в качестве интегральных компонентов) канальную структуру 2, показанную на Фиг. 1A-1B (или другие канальные структуры, описанные в настоящем документе), для того, чтобы обеспечить ультразвуковую обработку расплавленного металла для создания точек зародышеобразования.
Фиг. 3B также показывает контроллер 500 (уже упомянутый выше), который управляет различными частями изображенной на этом чертеже системы непрерывной разливки алюминия. Контроллер 500 включает в себя один или более процессоров с запрограммированными инструкциями для управления работой системы непрерывной разливки, изображенной на Фиг. 3A.
Как было отмечено выше, литейная форма может быть стационарной, наподобие используемых при литье в песчаные формы, литье в гипсовые формы, литье в оболочечные формы, прецизионном литье, литье в многоразовые формы, литье под давлением и т.д. В то время как далее оно описывается в отношении алюминия, настоящее изобретение не ограничивается этим, и другие металлы, такие как медь, серебро, золото, магний, бронза, латунь, олово, сталь, железо и их сплавы могут использовать принципы настоящего изобретения. Дополнительно к этому, композиты металл-матрица могут использовать принципы настоящего изобретения для того, чтобы управлять конечными размерами зерна в литых объектах.
Демонстрации:
Следующие демонстрации показывают полезность настоящего изобретения и не предназначены для ограничения настоящего изобретения какими-либо конкретными размерами, условиями охлаждения, производительностью и температурами, описываемыми ниже, если только они не используются в формуле изобретения.
С использованием канальной структуры, показанной на Фиг. 1A-1D, и литейной формы, показанной на Фиг. 2, были задокументированы результаты настоящего изобретения. За исключением отмеченного ниже, канальные структуры имели плиты 2b основания приблизительно 5 см шириной и 54 см длиной, создающие вибрационный путь длиной приблизительно 52 см (то есть, приблизительно равный длине канала 2c жидкостного охлаждения). Толщина плиты основания варьировалась, как отмечено ниже, но для стальной плиты основания толщина составляла 6,35 мм. В качестве стального сплава использовалась сталь 1010. Высота и ширина канала 2c жидкостного охлаждения составляли приблизительно 2 см и 4,5 см, соответственно. Охлаждающей текучей средой была вода, подаваемая с приблизительно комнатной температурой и расходом приблизительно 22-25 л/мин.
1) Без измельчающих зерно добавок и без ультразвуковой вибрации
Фиг. 4A и 4B представляют собой изображения макроструктур слитка чистого алюминия, отлитого без измельчающих зерно добавок и без ультразвуковой вибрации по настоящему изобретению. Литые образцы были сформированы при температурах разливки 1238˚F или 670˚C (см. Фиг. 4A) и 1292˚F или 700˚C (см. Фиг. 4B), соответственно. Литейная форма охлаждалась путем распыления на нее воды во время процесса отверждения. Стальной канал, имеющий толщину 6,35 мм, использовался для канальной структуры, показанной на Фиг. 4A-4D. Фиг. 4C и 4D представляют собой изображения макроструктур слитка чистого алюминия, отлитого без измельчающих зерно добавок и без ультразвуковой вибрации по настоящему изобретению. Литые образцы были сформированы при температурах разливки 1346°F или 730°C (см. Фиг. 4C) и 1400°F или 760°C (см. Фиг. 4D), соответственно. Литейная форма опять же охлаждалась путем распыления на нее воды во время процесса отверждения. На Фиг. 4A-4D скорость литья составляла приблизительно 40 кг/мин.
Фиг. 5 представляет собой график, показывающий измеренный размер зерна как функцию температуры литья. Зерна показывают кристаллы, которые являются столбчатыми и имеют размеры зерна в пределах от мм до десятков мм с медианным размером зерна от более чем 12 мм до более чем 18 мм в зависимости от температуры литья
2) Без измельчающих зерно добавок и с ультразвуковой вибрацией
Фиг. 6A-6C представляют собой изображения макроструктур слитка чистого алюминия, отлитого без измельчающих зерно добавок и с ультразвуковой вибрацией по настоящему изобретению. Литые образцы были сформированы при температурах разливки 1256°F или 680°C (см. Фиг. 6A), 1292°F или 700°C (см. Фиг. 6B), и 1328°F или 720°C (см. Фиг. 6C), соответственно. Литейная форма охлаждалась путем распыления на нее воды во время процесса отверждения. Стальной канал, имеющий толщину 6,35 мм, использовался для канальной структуры, используемой для формирования образцов, показанных на Фиг. 6A-6C. В этих примерах расплавленный алюминий тек по стальному каналу (плите основания шириной 5 см) на расстоянии приблизительно 35 см по верхней поверхности. Зонд ультразвуковой вибрации был установлен под верхней стороной стальной канальной структуры и располагался на расстоянии приблизительно 7,5 см от того конца канальной структуры, из которого выливался расплавленный алюминий. На Фиг. 6A-6C скорость литья составляла приблизительно 40 кг/мин. Ультразвуковой зонд/сонотрод был сделан из сплава Ti (Ti-6Al-4V). Частота составляла 20 кГц, и интенсивность ультразвуковой вибрации составляла 50% от максимальной амплитуды, приблизительно 40 мкм.
Фиг. 7 представляет собой график, показывающий измеренный размер зерна как функцию температуры литья. Эти зерна показывают кристаллы, которые являются столбчатыми и имеют размеры зерна менее 0,5 мкм. Эти результаты показывают, что ультразвуковая обработка по настоящему изобретению является столь же эффективной для образования равноосных зерен чистого металла, как и измельчающие зерно добавки Tibor (соединение, содержащее титан и бор). См., например, Фиг. 13, где показаны данные для образцов, содержащих измельчающие зерно добавки Tibor.
Кроме того, эффект настоящего изобретения был получен даже для более высоких скоростей разливки. При использовании скорости разливки 75 кг/мин через стальной канал (с плитой основания шириной 7,5 см) с расстоянием течения приблизительно 52 см на верхней поверхности ультразвуковая обработка по настоящему изобретению была столь же эффективной для образования равноосных зерен чистого металла, как и измельчающие зерно добавки Tibor. Фиг. 8 представляет собой график, показывающий измеренный размер зерна как функцию температуры литья при скорости разливки 75 кг/мин.
Аналогичные демонстрации были сделаны с использованием медной плиты основания, имеющей толщину 6,35 мм и те же самые горизонтальные размеры, что и описанные выше. Фиг. 9 представляет собой график, показывающий измеренный размер зерна как функцию температуры литья при скорости разливки 75 кг/мин с использованием медного канала, обсужденного выше. Результаты показывают, что эффект измельчения зерна для меди получается лучше, когда температура литья составляет 1238°F или 670°C.
Аналогичные демонстрации были сделаны с использованием ниобиевой плиты основания, имеющей толщину 1,4 мм и те же самые горизонтальные размеры, что и описанные выше. Фиг. 10 представляет собой график, показывающий измеренный размер зерна как функцию температуры литья при скорости разливки 75 кг/мин с использованием ниобиевого канала, обсужденного выше. Эти результаты показывают, что эффект измельчения зерна для ниобия получается лучше, когда температура литья составляет 1238°F или 670°C.
В другой демонстрации настоящего изобретения было найдено, что изменение смещения ультразвукового зонда от выходного конца канала 3 обеспечивает способ изменения размера зерна без добавления измельчающих зерно добавок. Фиг. 11A и 11B для описанной выше пластины из ниобия при соответствующих температурах разливки 1346°F или 730°C (Фиг. 11A) и 1400°F или 760°C (Фиг. 11B) показывают намного более грубую зернистую структуру, когда расстояние ультразвукового зонда от выходного конца было увеличено с 7,5 см до 22 см. Фиг. 11C и 11D представляют собой схемы экспериментального позиционирования и смещения ультразвукового зонда, с использованием которых были собраны данные об эффекте смещения ультразвукового зонда. Смещения ниже 23 см или еще дальше являются эффективными для уменьшения размера зерна. Однако окно (то есть диапазон) для температуры разливки уменьшается с увеличением расстояния между положением зонда/сонотрода и формы для металла. Настоящее изобретение не ограничивается этим диапазоном.
Фиг. 12 представляет собой график зависимости измеренных размеров зерна как функции температуры литья со скоростью отливки 75 кг/мин и с использованием обсужденного выше канала из ниобия, но с расстоянием ультразвукового зонда от выходного конца, увеличенным до 22 см. Этот график показывает, что размер зерна сильно зависит от температуры литья. Размеры зерна становятся намного больше, и частично появляются столбчатые кристаллы, когда температура разливки является более высокой, чем приблизительно 1300°F или 704°C, в то время как размеры зерна почти эквивалентны другим условиям при температуре разливки меньше чем 1292°F или 700°C.
Кроме того, при более высоких температурах использование измельчающих зерно добавок обычно приводит к меньшему размеру зерна, чем при более низких температурах. Средний размер зерна в слитке, подвергшемся измельчению зерна при температуре 760°C, составил 397,76 мкм, в то время как средний размер зерна в обработанном ультразвуком слитке составил 475,82 мкм, со среднеквадратичным отклонением размеров зерна, составляющим приблизительно 169 мкм и 95 мкм, соответственно, что показывает, что ультразвуковые колебания произвели больше однородных зерен, чем измельчающие зерно добавки Al-Ti-B.
В одном особенно привлекательном аспекте настоящего изобретения при более низких температурах ультразвуковая обработка является более эффективной, чем добавление измельчающих зерно добавок.
В другом аспекте настоящего изобретения температура разливки может использоваться для управления изменением размера зерна в слитках, подвергаемых ультразвуковой обработке. Авторы настоящего изобретения обнаружили, что размер зерна уменьшается с уменьшением температуры разливки. Авторы настоящего изобретения также обнаружили, что равноосные зерна образуются при использовании ультразвуковой вибрации, когда расплав отливают в литейную форму при температурах в пределах 10°C выше температуры ликвидуса отливаемого сплава.
Фиг. 13A схематично показывает конфигурацию увеличенного свободного конца. В конфигурации увеличенного свободного конца, показанной на Фиг. 13A, длина свободного конца канала из ниобия увеличена с 1,25 см до приблизительно 12,5 см, а ультразвуковой зонд располагается в 7,5 см от конца трубы. Увеличенный свободный конец реализуется путем добавления пластины из ниобия к первоначальному свободному концу. Фиг. 13B представляет собой график, показывающий влияние температуры литья на размер получаемого зерна при использовании канала из ниобия. Полученные размеры зерна были эффективно эквивалентны более короткому свободному концу, когда температура разливки составляла менее чем 1292°F или 700°C.
Настоящее изобретение не ограничивается применением использования ультразвуковых колебаний просто к описанной выше канальной структуре. В большинстве случаев ультразвуковые колебания могут вызывать зародышеобразование в тех точках в процессе литья, в которых расплавленный металл начинает охлаждаться из расплавленного состояния и входить в твердое состояние (то есть там, где он находится в состоянии температурной остановки). Иными словами, настоящее изобретение в различных вариантах осуществления комбинирует ультразвуковую вибрацию с управлением температурой таким образом, чтобы расплавленный металл, находящийся около охлаждаемой поверхности, имел температуру, близкую к температуре ликвидуса сплава. В этих вариантах осуществления температура поверхности охлаждаемой плиты является достаточно низкой для того, чтобы вызвать зародышеобразование и рост кристаллов (формирование дендритов), в то время как ультразвуковая вибрация создает зародыши и разбивает дендриты, которые могут образовываться на поверхности охлаждаемой плиты.
Альтернативные конфигурации
Соответственно в настоящем изобретении ультразвуковые колебания (кроме вводимых в отмеченную выше канальную структуру) могут использоваться для того, чтобы вызывать зародышеобразование в точке входа расплавленного металла в литейную форму посредством ультразвукового вибратора, предпочтительно связанного со входом в литейную форму посредством жидкого охладителя. Этот выбор может быть более привлекательным в стационарной форме. В некоторых конфигурациях литья (например, при литье в форму с вертикально расположенной полостью) этот выбор может быть единственным практическим решением.
Альтернативно или в дополнение к этому, ультразвуковые колебания могут вызывать зародышеобразование в желобе, который подает расплавленный металл к канальной структуре или который подает расплавленный металл непосредственно в литейную форму. Как и до этого, ультразвуковой вибратор предпочтительно соединяется с желобом и таким образом с расплавленным металлом посредством жидкого охладителя.
Кроме того, помимо использования обработки ультразвуковой вибрацией по настоящему изобретению при литье в стационарные формы и в непрерывные формы стержневого типа, описанные выше, настоящее изобретение также является полезным в разливочных станах, описанных в американском патенте № 4733717, полное содержание которого включено в настоящий документ посредством ссылки. Как показано на Фиг. 14 (воспроизведенной из этого патента), непрерывная разливка и система 110 горячего формования включает в себя разливочную машину 112, которая дополнительно включает в себя разливочное колесо 114, имеющее периферийное углубление, гибкий бандаж 116, движимый множеством направляющих колес 117, которые перемещают гибкий бандаж 116 против разливочного колеса 114 на части его окружности так, чтобы покрыть периферийное углубление и сформировать литейную форму между бандажом 116 и разливочным колесом 114. По мере того, как расплавленный металл льется в литейную форму через разливочный желоб 119, разливочное колесо 114 вращается, и бандаж 116 перемещается вместе с разливочным колесом 114 для того, чтобы сформировать движущуюся литейную форму. Разливочный желоб 119 включает в себя как отдельное дополнение (или в качестве интегральных компонентов) канальную структуру 2, показанную на Фиг. 1A-1B (или другие канальные структуры, описанные в настоящем документе), для того, чтобы обеспечить ультразвуковую обработку расплавленного металла для создания точек зародышеобразования.
Система 115 охлаждения разливочной машины 112 заставляет расплавленный металл равномерно отверждаться в литейной форме и выходить из разливочного колеса 114 в виде литого прутка 120.
Из разливочной машины 112 литой пруток 120 проходит через средство 121 нагревания. Средство 121 нагревания функционирует как подогреватель для повышения температуры прутка 120 от температуры плотной отливки до температуры горячей штамповки, то есть от приблизительно 1700°F или 927°C до приблизительно 1750°F или 954°C. Сразу после предварительного нагрева пруток 120 проходит через обычный прокатный стан 124, который включает в себя клети 125, 126, 127 и 128. Клети прокатного стана 124 обеспечивают первичное горячее формование литого прутка путем последовательного сжатия подогретого прутка до тех пор, пока он не уменьшится до желаемого поперечного размера и формы.
Фиг. 14 также показывает контроллер 500, который управляет различными частями изображенной на этом чертеже системы непрерывной разливки. Как будет подробно обсуждено ниже, контроллер 500 включает в себя один или более процессоров с запрограммированными инструкциями для управления работой системы непрерывной разливки меди, изображенной на Фиг. 14.
Кроме того, помимо использования обработки ультразвуковой вибрацией по настоящему изобретению при литье в стационарные формы и в непрерывные системы разливки колесного типа, описанные выше, настоящее изобретение также является полезным в установках литья в форму с вертикально расположенной полостью.
Фиг. 15 изображает выбранные компоненты установки литья в форму с вертикально расположенной полостью. Более подробно эти компоненты и другие аспекты установки литья в форму с вертикально расположенной полостью описываются в американском патенте № 3520352, полное содержание которого включено в настоящий документ посредством ссылки. Как показано на Фиг. 15, установка литья в форму с вертикально расположенной полостью включает в себя полость 213 для литья расплавленного металла, которая в целом является квадратной в проиллюстрированном варианте осуществления, но которая может быть круглой, эллиптической, многоугольной или может иметь любую другую подходящую форму, и которая ограничивается вертикальными, взаимно пересекающимися первыми частями 215 стенки и вторыми или угловыми частями 217 стенки, расположенными в верхней части литейной формы. Удерживающая текучую среду оболочка 219 окружает стенки 215 и угловые элементы 217 полости для литья на некотором расстоянии от нее. Оболочка 219 выполнена с возможностью принимать охлаждающую текучую среду, такую как вода, через входной трубопровод 221 и выпускать охлаждающую текучую среду через выходной трубопровод 223.
В то время как первые части 215 стенки предпочтительно делаются из материала с высокой теплопроводностью, такого как медь, вторые или угловые части 217 стенки делаются из материала с меньшей теплопроводностью, такого как, например, керамический материал. Как показано на Фиг. 15, угловые части 217 стенки имеют в целом Г-образное или угловое поперечное сечение, и вертикальные края каждого угла скошены вниз в направлении друг к другу. Таким образом, угловой элемент 217 завершается на некотором подходящем уровне в литейной форме выше стороны выгрузки литейной формы, которая находится между поперечными сечениями.
При работе расплавленный металл вытекает из промежуточного разливочного устройства в литейную форму, которая совершает вертикальные возвратно-поступательные движения, и литая лента металла непрерывно извлекается из литейной формы. Расплавленный металл сначала охлаждается в литейной форме при контакте с более прохладными стенками литейной формы, что можно рассматривать как первую зону охлаждения. Тепло быстро удаляется из расплавленного металла в этой зоне, и, как полагают, оболочка из затвердевшего материала формируется полностью вокруг центральной ванны расплавленного металла.
В настоящем изобретении канальная структура 2 (или структура, аналогичная показанной на Фиг. 1) мог быть предусмотрена в качестве части литейного устройства для транспортировки расплавленного металла к полости 213 для литья. В этой конфигурации канальная структура 3 с ее ультразвуковым зондом обеспечивает ультразвуковую обработку расплавленного металла для того, чтобы создать точки зародышеобразования.
В одной альтернативной конфигурации ультразвуковой располагается относительно удерживающей текучую среду оболочки 219 так, чтобы он предпочтительно входил в охлаждающую среду, циркулирующую в оболочке 219. Как и раньше, ультразвуковые вибрации могут вызывать зародышеобразование в расплавленном металле, например, в его состоянии температурной остановки, в котором расплавленный металл преобразуется из жидкого состояния в твердое, по мере того, как литая полоса металла непрерывно извлекается из полости 213 для литья.
Управление температурой
Как было отмечено выше, в одном аспекте настоящего изобретения ультразвуковые колебания от ультразвукового зонда передаются в жидкую среду для того, чтобы лучше измельчить зерна в металлах и металлических сплавах и способствовать более однородному отверждению. Ультразвуковая вибрация предпочтительно передается к жидкому металлу через промежуточную жидкую охлаждающую среду.
Не ограничиваясь какой-либо конкретной теорией, следующее обсуждение иллюстрирует некоторые из факторов, влияющих на ультразвуковой контакт.
Предпочтительно, чтобы поток охлаждающей жидкости обеспечивался с достаточной скоростью для того, чтобы нужным образом охладить металл, находящийся вблизи от охлаждающей плиты (менее чем на 5-10°C выше температуры ликвидуса сплава или немного ниже температуры ликвидуса). Таким образом, один признак настоящего изобретения использует эти условия охлаждающей плиты и ультразвуковую вибрацию для того, чтобы уменьшить размер зерна в большом количестве металла. Предшествующие методики, использующие ультразвуковую вибрацию для измельчения зерна, работали только для небольшого количества металла при коротких временах литья. Использование системы охлаждения гарантирует, что настоящее изобретение может использоваться для большого количества металла в течение длительного времени или для непрерывной разливки.
В одном варианте осуществления скорость потока охлаждающей среды предпочтительно, но не обязательно, является достаточной для того, чтобы предотвратить образование кармана водяного пара за счет теплопередачи через плиту основания и стенки охлаждающего канала, что может разрушить ультразвуковой контакт.
Если рассмотреть тепловой поток от расплавленного металла в охлаждающий канал, плита основания (посредством конструктивного решения ее толщины и материала) может быть выполнена с возможностью поддержания большей части падения температуры от температуры расплавленного металла до температуры охлаждающей воды. Если, например, падение температуры через толщину плиты основания будет составлять только около 100°C, то остальная часть падения температуры будет локализоваться на границе вода/водяной пар, потенциально ухудшая ультразвуковой контакт.
Кроме того, как было отмечено выше, плита 2b основания канальной структуры может быть присоединена к стенке прохода 2c для жидкой среды, позволяя использовать различные материалы для этих двух элементов. В этом аспекте конструктивного решения материалы с различной удельной теплопроводностью могут использоваться для того, чтобы распределить падение температуры подходящим образом. Кроме того, форма поперечного сечения прохода 2c для жидкой среды и/или чистота обработки поверхности внутренней стенки прохода 2c для жидкой среды могут быть отрегулированы для увеличения теплообмена с охлаждающей средой без образования промежуточной паровой фазы. Например, поверхностные выступы могут быть преднамеренно предусмотрены на внутренней стенке прохода 2c для жидкой среды для того, чтобы способствовать пузырьковому режиму кипения, характеризуемому ростом пузырьков на горячей поверхности, которые образуются в дискретных точках на поверхности, температура которой является лишь немного выше температуры жидкости.
Металлические продукты
В одном аспекте настоящего изобретения продукты, включающие в себя литую металлическую композицию, могут быть произведены без необходимости в измельчающих зерно добавках, и при этом могут иметь субмиллиметровые размеры зерна. Соответственно, могут быть получены литые металлические композиции, содержащие менее чем 5% измельчающих зерно добавок, и при этом имеющие субмиллиметровые размеры зерна. Могут быть получены литые металлические композиции, содержащие менее чем 2% измельчающих зерно добавок, и при этом имеющие субмиллиметровые размеры зерна. Могут быть получены литые металлические композиции, содержащие менее чем 1% измельчающих зерно добавок, и при этом имеющие субмиллиметровые размеры зерна. В одной предпочтительной композиции измельчающие зерно добавки составляют меньше чем 0,5%, или меньше чем 0,2%, или меньше чем 0,1%. Могут быть получены литые металлические композиции, вообще не содержащие измельчающих зерно добавок, и при этом имеющие субмиллиметровые размеры зерна.
Литые металлические композиции могут иметь множество субмиллиметровых размеров зерна в зависимости от ряда факторов, включая состав «чистого» или легированного металла, скорости литья, температуры литья и скорость охлаждения. Список размеров зерна, доступных для настоящего изобретения, включает в себя следующее. Для алюминия и алюминиевых сплавов размеры зерна колеблются от 200 до 900 мкм, или от 300 до 800 мкм, или от 400 до 700 мкм, или от 500 до 600 мкм. Для меди и медных сплавов размеры зерна колеблются от 200 до 900 мкм, или от 300 до 800 мкм, или от 400 до 700 мкм, или от 500 до 600 мкм. Для золота, серебра или олова или их сплавов размеры зерна колеблются от 200 до 900 мкм, или от 300 до 800 мкм, или от 400 до 700 мкм, или от 500 до 600 мкм. Для магния и магниевых сплавов размеры зерна колеблются от 200 до 900 мкм, или от 300 до 800 мкм, или от 400 до 700 мкм, или от 500 до 600 мкм. Кроме указанных диапазонов, настоящее изобретение способно также обеспечить и промежуточные значения. В одном аспекте настоящего изобретения малые концентрации (менее 5%) измельчающих зерно добавок могут быть добавлены для того, чтобы дополнительно уменьшить размер зерна до значений от 100 до 500 мкм. Литые металлические композиции могут включать в себя алюминий, медь, магний, цинк, свинец, золото, серебро, олово, бронзу, латунь, а также их сплавы.
Литые металлические композиции могут быть вытянуты или иным образом сформованы в прутковый прокат, стержень, листовой материал, проволоку, заготовки и окатыши.
Автоматизированное управление
Контроллер 500, показанный на Фиг. 3A, 3B и 14, может быть осуществлен посредством компьютерной системы 1201, показанной на Фиг. 16. Компьютерная система 1201 может использоваться в качестве контроллера 500 для управления упомянутыми выше системами разливки или любой другой системой разливки или устройством, использующим ультразвуковую обработку по настоящему изобретению. В то время как он изображен на Фиг. 3A, 3B и 14 как один контроллер, контроллер 500 может включать в себя дискретные и отдельные процессоры, сообщающиеся друг с другом и/или выделенные для одной конкретной управляющей функции.
В частности, контроллер 500 может быть конкретно запрограммирован алгоритмами управления, выполняющими функции, изображенные на блок-схеме, показанной на Фиг. 17.
Фиг. 17 изображает блок-схему, элементы которой могут быть запрограммированы или сохранены на машиночитаемом носителе или в одном из устройств хранения данных, обсуждаемых ниже. Блок-схема, приведенная на Фиг. 17, изображает способ по настоящему изобретению для создания точек зародышеобразования в металлическом продукте. На стадии 1702 элемент программы управляет операцией транспортировки расплавленного металла в состоянии температурной остановки, в котором металл преобразуется из жидкости в твердое тело, вдоль продольной длины вмещающей расплавленный металл конструкции. На стадии 1704 элемент программы управляет операцией охлаждения вмещающей расплавленный металл конструкции за счет прохождения жидкой среды через охлаждающий канал. На стадии 1706 элемент программы управляет операцией передачи ультразвуковых волн через жидкую среду в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл. В этом элементе ультразвуковые волны имеют такие частоту и мощность, которые вызывают появление точек зародышеобразования в расплавленном металле, как было обсуждено выше.
Такие элементы, как температура расплавленного металла, скорость литья, поток охлаждающей жидкости через охлаждающий канала и охлаждение литейной формы, а также элементы, относящиеся к управлению и протягиванию литого металла через стан, программируются с помощью стандартных языков программирования (обсуждаемых ниже) для создания специализированных процессоров, содержащих инструкции для применения способа по настоящему изобретению для создания точек зародышеобразования в металлическом продукте.
Более конкретно, компьютерная система 1201, показанная на Фиг. 16, включает в себя шину 1202 или другой коммуникационный механизм для обмена информацией, а также процессор 1203, соединенный с шиной 1202 для обработки этой информации. Компьютерная система 1201 также включает в себя основную память 1204, такую как память произвольного доступа (RAM) или другое устройство динамической памяти (например, динамическую RAM (DRAM), статическую RAM (SRAM) и синхронную DRAM (SDRAM)), соединенное с шиной 1202 для хранения информации и инструкций, выполняемых процессором 1203. В дополнение к этому, основная память 1204 может использоваться для хранения временных переменных или другой промежуточной информации во время выполнения инструкций процессором 1203. Компьютерная система 1201 дополнительно включает в себя память только для чтения (ROM) 1205 или другое статическое запоминающее устройство (например, программируемое статическое запоминающее устройство (PROM), стираемое программируемое статическое запоминающее устройство (EPROM), а также электрически стираемое программируемое статическое запоминающее устройство (EEPROM)), соединенное с шиной 1202 для хранения статической информации и инструкций для процессора 1203.
Компьютерная система 1201 также включает в себя контроллер 1206 диска, соединенный с шиной 1202, для управления одним или более запоминающими устройствами для хранения информации и инструкций, такими как жесткий магнитный диск 1207 и привод 1208 для съемных носителей (например, привод для гибкого диска, привод компакт-диска (CD) только для чтения, привод компакт-диска с возможностью чтения-записи, привод компакт-диска с автоматической сменой дисков, накопитель на магнитной ленте и привод съемного магнитооптического диска). Запоминающие устройства могут быть добавлены к компьютерной системе 1201 с использованием подходящего интерфейса (например, интерфейса малых компьютерных систем (SCSI), интегрированной электроники устройства (IDE), усовершенствованной IDE (E-IDE), прямого доступа к памяти (DMA) или ультра-DMA).
Компьютерная система 1201 может также включать в себя специализированные логические устройства (например, специализированные интегральные схемы (ASIC)) или конфигурируемые логические устройства (например, простые программируемые логические устройства (SPLD), сложные программируемые логические устройства (CPLD) и программируемые пользователем вентильные матрицы (FPGA)).
Компьютерная система 1201 может также включать в себя контроллер 1209 дисплея, соединенный с шиной 1202 для управления дисплеем, таким как электронно-лучевая трубка (CRT), для отображения информации пользователю компьютера. Компьютерная система включает в себя устройства ввода, такие как клавиатура и указывающее устройство, для взаимодействия с пользователем компьютера (например, взаимодействия пользователя с контроллером 500) и обеспечения информации для процессора 1203.
Компьютерная система 1201 выполняет часть или все стадии обработки по настоящему изобретению (такие как, например, описанные в связи с обеспечением вибрационной энергии для жидкого металла в состоянии температурной остановки) в ответ на выполнение процессором 1203 одной или более последовательностей из одной или более инструкций, содержащихся в памяти, такой как основная память 1204. Такие инструкции могут быть считаны в основную память 1204 с другого машиночитаемого носителя, такого как жесткий диск 1207 или привод 1208 для съемных носителей. Один или более процессоров в мультипроцессорной компоновке могут также использоваться для выполнения последовательностей инструкций, содержащихся в основной памяти 1204. В альтернативных вариантах осуществления аппаратные средства могут использоваться вместо или в комбинации с программными средствами. Таким образом, варианты осуществления не ограничиваются какой-либо конкретной комбинацией аппаратных средств и программных средств.
Как было указано выше, компьютерная система 1201 включает в себя по меньшей мере один машиночитаемый носитель или память для хранения инструкций, запрограммированных в соответствии с идеями настоящего изобретения, а также для хранения структур данных, таблиц, записей или других описанных в настоящем документе данных. Примерами машиночитаемых носителей являются компакт-диски, жесткие диски, дискеты, магнитная лента, магнитооптические диски, программируемая постоянная память (EPROM, EEPROM, флэш-EPROM), DRAM, SRAM, SDRAM, или любой другой магнитный носитель, компакт-диски (например, CD-ROM) или любая другая оптическая среда, или другой физический носитель, несущая волна (описываемая ниже), или любой другой носитель, который может быть прочитан компьютером.
Сохраненное на любом машиночитаемом носителе или на их комбинации, настоящее изобретение включает в себя программное обеспечение для управления компьютерной системой 1201, для приведения в действие устройства или устройств для осуществления настоящего изобретения, а также для взаимодействия компьютерной системы 1201 с пользователем. Такое программное обеспечение может включить в себя, не ограничиваясь этим, драйверы устройств, операционные системы, средства разработки и прикладное программное обеспечение. Такие машиночитаемые носители дополнительно включают в себя компьютерный программный продукт по настоящему изобретению для выполнения всей или части (в случае распределенной обработки) процессов, выполняемых при осуществлении настоящего изобретения.
Устройства машинного кода по настоящему изобретению могут быть любым интерпретируемым или исполняемым кодовым механизмом, включая, но не ограничиваясь этим, скрипты, интерпретируемые программы, динамически подгружаемые библиотеки (DLL), классы Java и полностью выполнимые программы. Кроме того, части обработки по настоящему изобретению могут быть распределены для улучшения эффективности, надежности и/или затрат.
Используемый в настоящем документе термин «машиночитаемый носитель» относится к любому носителю, который участвует в обеспечении инструкций процессору 1203 для их выполнения. Машиночитаемый носитель может принимать множество форм, включая, но не ограничиваясь этим, энергонезависимые носители, энергозависимые носители и передающие среды. Энергонезависимые носители включают в себя, например, оптические, магнитные и магнитооптические диски, такие как жесткий диск 1207 или привод 1208 для съемных носителей. Энергозависимые носители включают в себя динамическую память, такую как основная память 1204. Передающие среды включают в себя коаксиальные кабели, медные провода и волоконную оптику, включая провода, составляющие шину 1202. Передающие среды также могут также принимать форму акустических или световых волн, таких как волны, используемые для радио- и инфракрасной передачи данных.
Компьютерная система 1201 может также включать в себя коммуникационный интерфейс 1213, соединенный с шиной 1202. Коммуникационный интерфейс 1213 обеспечивает двустороннее соединение для передачи данных с сетевой связью 1214, которая соединяется, например, с локальной сетью (LAN) 1215 или с другой коммуникационной сетью 1216, такой как Интернет. Например, коммуникационный интерфейс 1213 может быть картой сетевого интерфейса для подключения к любой LAN с пакетной передачей данных. В качестве другого примера, коммуникационный интерфейс 1213 может быть картой асимметричной цифровой абонентской линии (ADSL), картой интегральной цифровой сети связи (ISDN) или модемом для обеспечения соединения для передачи данных с соответствующим типом коммуникационной линии. Также могут использоваться беспроводные соединения. В любой такой реализации коммуникационный интерфейс 1213 посылает и получает электрические, электромагнитные или оптические сигналы, которые несут цифровые потоки данных, представляющие различные типы информации.
Сетевое соединение 1214 обычно обеспечивает передачу данных через одну или более сетей к другим устройствам данных. Например, сетевое соединение 1214 может обеспечить соединение с другим компьютером через локальную сеть 1215 (например, LAN) или через оборудование провайдера, который обеспечивает коммуникационные сервисы через коммуникационную сеть 1216. В одном варианте осуществления эта способность позволяет настоящему изобретению иметь множество вышеописанных контроллеров 500, соединенных в сеть для таких целей, как общезаводская система автоматизации или контроля качества. Локальная сеть 1214 и коммуникационная система 1216 используют, например, электрические, электромагнитные или оптические сигналы, которые несут цифровые потоки данных, а также связанный с этим физический слой (например, кабель категории 5, коаксиальный кабель, оптическое волокно и т.д.). Сигналы через различные сети и сигналы на сетевом соединении 1214 и через коммуникационный интерфейс 1213, которые переносят цифровые данные к и от компьютерной системы 1201, могут быть осуществлены в модулирующих сигналах или сигналах на основе несущей волны. Модулирующие сигналы передают цифровые данные как немодулированные электрические импульсы, которые содержат поток битов цифровых данных, где термин «биты» должен рассматриваться в широком смысле как означающий символ, где каждый символ передает по меньшей мере один или более битов информации. Цифровые данные могут также использоваться для модуляции несущей волны, например, по амплитуде, фазе и/или сдвигу частоты, которые кодируют сигналы, распространяющиеся по проводящим носителям или передаваемые как электромагнитные волны через среду распространения. Таким образом, цифровые данные могут быть посланы как немодулированные данные прямой передачи через «проводной» канал связи и/или могут быть посланы внутри предопределенной частотной полосы, отличающейся от основной полосы, путем модуляции несущей волны. Компьютерная система 1201 может передавать и принимать данные, включая программный код, через сеть (сети) 1215 и 1216, сетевое соединение 1214 и коммуникационный интерфейс 1213. Кроме того, сетевое соединение 1214 может обеспечивать соединение через LAN 1215 с мобильным устройством 1217, таким как персональный цифровой помощник (PDA), ноутбук или мобильный телефон.
Обобщенные формулировки настоящего изобретения
Следующие формулировки настоящего изобретения обеспечивают одну или более характеристик настоящего изобретения и не ограничивают область охвата настоящего изобретения.
Формулировка 1. Устройство для обработки расплавленного металла, содержащее вмещающую расплавленный металл конструкцию для приема и транспортировки расплавленного металла вдоль его продольной длины; блок охлаждения для вмещающей конструкции, включающий в себя охлаждающий канал для прохода в нем жидкой среды, а также ультразвуковой зонд, расположенный относительно охлаждающего канала таким образом, что ультразвуковые волны проходят через жидкую среду в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл.
Формулировка 2. Устройство в соответствии с формулировкой 1, в котором охлаждающий канал охлаждает расплавленный металл, находящийся рядом с охлаждающим каналом, до температур субликвидуса (либо ниже, либо менее чем на 5-10°C выше температуры ликвидуса сплава, или даже ниже температуры ликвидуса). Толщина стенки охлаждающего канала, контактирующей с расплавленным металлом, должна быть достаточно тонкой для того, чтобы гарантировать, что охлаждающий канал может фактически охладить расплавленный металл, находящийся рядом с охлаждающим каналом, до этого диапазона температур.
Формулировка 3. Устройство в соответствии с формулировкой 1, в котором охлаждающий канал содержит по меньшей мере одно из воды, газа, жидкого металла и машинных масел.
Формулировка 4. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция содержит боковые стенки, удерживающие расплавленный металл, и плиту основания, поддерживающую расплавленный металл.
Формулировка 5. Устройство в соответствии с формулировкой 4, в котором плита основания содержит по меньшей мере одно из меди, железа или стали, ниобия или сплава ниобия.
Формулировка 6. Устройство в соответствии с формулировкой 4, в котором плита основания содержит керамику.
Формулировка 7. Устройство в соответствии с формулировкой 6, в котором керамика содержит керамику из нитрида кремния.
Формулировка 8. Устройство в соответствии с формулировкой 7, в котором керамика из нитрида кремния содержит сиалон.
Формулировка 9. Устройство в соответствии с формулировкой 4, в котором боковые стенки и плита основания образуют интегрированный блок.
Формулировка 10. Устройство в соответствии с формулировкой 4, в котором боковые стенки и плита основания содержат различные пластины из различных материалов.
Формулировка 11. Устройство в соответствии с формулировкой 4, в котором боковые стенки и плита основания содержат различные пластины из одного и того же материала.
Формулировка 12. Устройство в соответствии с формулировкой 1, в котором ультразвуковой зонд располагается в охлаждающем канале ближе к выходному концу контактной структуры, чем к входному концу контактной структуры.
Формулировка 13. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция содержит ниобиевую структуру.
Формулировка 14. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция содержит медную структуру.
Формулировка 15. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция содержит стальную структуру.
Формулировка 16. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция содержит керамику.
Формулировка 17. Устройство в соответствии с формулировкой 16, в котором керамика содержит керамику из нитрида кремния.
Формулировка 18. Устройство в соответствии с формулировкой 17, в котором керамика из нитрида кремния содержит сиалон.
Формулировка 19. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция содержит материал, имеющий точку плавления выше, чем у расплавленного металла.
Формулировка 20. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция содержит материал, отличающийся от материала основания.
Формулировка 21. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция включает в себя выходной конец, имеющий такую конфигурацию, чтобы доставлять упомянутый расплавленный металл с упомянутыми точками зародышеобразования в литейную форму.
Формулировка 22. Устройство в соответствии с формулировкой 21, в котором литейная форма представляет собой литейную форму в виде разливочного колеса.
Формулировка 23. Устройство в соответствии с формулировкой 21, в котором литейная форма представляет собой литейную форму с вертикально расположенной полостью.
Формулировка 24. Устройство в соответствии с формулировкой 21, в котором литейная форма представляет собой стационарную литейную форму.
Формулировка 25. Устройство в соответствии с формулировкой 1, в котором вмещающая конструкция содержит металлический материал или огнеупорный материал.
Формулировка 26. Устройство в соответствии с формулировкой 25, в котором металлический материал содержит по меньшей мере одно из меди, ниобия, ниобия и молибдена, тантала, вольфрама и рения, а также их сплавов.
Формулировка 27. Устройство в соответствии с формулировкой 26, в котором огнеупорный материал содержит одно или более из кремния, кислорода или азота.
Формулировка 28. Устройство в соответствии с формулировкой 25, в котором металлический материал содержит легированную сталь.
Формулировка 29. Устройство в соответствии с формулировкой 1, в котором ультразвуковой зонд имеет рабочую частоту от 5 до 40 кГц.
Формулировка 30. Способ для формирования металлического продукта, содержащий транспортировку расплавленного металла вдоль продольной длины вмещающей расплавленный металл конструкции; охлаждение вмещающей расплавленный металл конструкции за счет прохождения среды через охлаждающий канал, термически соединенный со вмещающей расплавленный металл конструкцией; а также пропускание ультразвуковых волн через носитель в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл.
Формулировка 31. Способ в соответствии с формулировкой 30, в котором транспортировка расплавленного металла содержит транспортировку расплавленного металла в упомянутой структуре удержания, имеющей боковые стенки, удерживающие расплавленный металл, и плиту основания, поддерживающую расплавленный металл.
Формулировка 32. Способ в соответствии с формулировкой 31, в котором боковые стенки и плита основания образуют интегрированный блок.
Формулировка 33. Способ в соответствии с формулировкой 31, в котором боковые стенки и плита основания содержат различные пластины из различных материалов.
Формулировка 34. Способ в соответствии с формулировкой 31, в котором боковые стенки и плита основания содержат различные пластины из одного и того же материала.
Формулировка 35. Способ в соответствии с формулировкой 30, в котором пропускание ультразвуковых волн содержит пропускание упомянутых ультразвуковых волн от ультразвукового зонда, который располагается в охлаждающем канале ближе к выходному концу контактной структуры, чем ко входному концу контактной структуры.
Формулировка 36. Способ в соответствии с формулировкой 30, в котором транспортировка расплавленного металла содержит транспортировку расплавленного металла в структуре удержания из ниобия.
Формулировка 37. Способ в соответствии с формулировкой 30, в котором транспортировка расплавленного металла содержит транспортировку расплавленного металла в медной контактной структуре.
Формулировка 38. Способ в соответствии с формулировкой 30, в котором транспортировка расплавленного металла содержит транспортировку расплавленного металла в структуре удержания из меди.
Формулировка 39. Способ в соответствии с формулировкой 30, в котором транспортировка расплавленного металла содержит транспортировку расплавленного металла в структуре, содержащей материал, имеющий точку плавления выше, чем у расплавленного металла.
Формулировка 40. Способ в соответствии с формулировкой 30, в котором транспортировка расплавленного металла содержит доставку упомянутого расплавленного металла в литейную форму.
Формулировка 41. Способ в соответствии с формулировкой 40, в котором транспортировка расплавленного металла содержит доставку упомянутого расплавленного металла с упомянутыми точками зародышеобразования в литейную форму.
Формулировка 42. Способ в соответствии с формулировкой 41, в котором транспортировка расплавленного металла содержит доставку упомянутого расплавленного металла с упомянутыми точками зародышеобразования в литейную форму в виде разливочного колеса.
Формулировка 43. Способ в соответствии с формулировкой 41, в котором транспортировка расплавленного металла содержит доставку упомянутого расплавленного металла с упомянутыми точками зародышеобразования в стационарную литейную форму.
Формулировка 44. Способ в соответствии с формулировкой 41, в котором транспортировка расплавленного металла содержит доставку упомянутого расплавленного металла с упомянутыми точками зародышеобразования в литейную форму с вертикально расположенной полостью.
Формулировка 45. Способ в соответствии с формулировкой 30, в котором пропускание ультразвуковых волн содержит пропускание упомянутых ультразвуковых волн с упомянутой частотой от 5 до 40 кГц.
Формулировка 46. Способ в соответствии с формулировкой 30, в котором пропускание ультразвуковых волн содержит пропускание упомянутых ультразвуковых волн с упомянутой частотой от 10 до 30 кГц.
Формулировка 47. Способ в соответствии с формулировкой 30, в котором пропускание ультразвуковых волн содержит пропускание упомянутых ультразвуковых волн с упомянутой частотой от 15 до 25 кГц.
Формулировка 48. Способ в соответствии с формулировкой 30, дополнительно содержащий отверждение расплавленного металла для производства литой металлической композиции, имеющей субмиллиметровые размеры зерна и включающей в себя измельчающие зерно добавки в количестве менее чем 5% композиции.
Формулировка 49. Способ в соответствии с формулировкой 48, в котором отверждение содержит производство упомянутой литой металлической композиции, включающей в себя измельчающие зерно добавки в количестве менее чем 1% композиции.
Формулировка 50. Система для формирования металлического продукта, содержащая устройство обработки расплавленного металла в соответствии с любой из формулировок 1-29; а также контроллер, включающий в себя вводы для данных и выводы для управления и запрограммированный алгоритмами управления, которые обеспечивают выполнение любой из стадий, описанных в формулировках 30-49.
Формулировка 51. Металлический продукт, являющийся литой металлической композицией (или сформированный из нее), имеющей субмиллиметровые размеры зерна и включающий в себя измельчающие зерно добавки в количестве менее чем 0,5%.
Формулировка 52. Продукт в соответствии с формулировкой 51, в котором композиция включает в себя измельчающие зерно добавки в количестве менее чем 0,2%.
Формулировка 53. Продукт в соответствии с формулировкой 51, в котором композиция включает в себя измельчающие зерно добавки в количестве менее чем 0,1%.
Формулировка 54. Продукт в соответствии с формулировкой 51, в котором композиция не включает в себя измельчающих зерно добавок.
Формулировка 55. Продукт в соответствии с формулировкой 51, в котором композиция включает в себя по меньшей мере одно из алюминия, меди, магния, цинка, свинца, золота, серебра, олова, бронзы, латуни, а также их сплавов.
Формулировка 56. Продукт в соответствии с формулировкой 51, в котором композиция формируется в виде по меньшей мере одного из пруткового проката, стержня, листового материала, проволоки, заготовок и окатышей таким образом, чтобы этот продукт представлял собой продукт после литья, определенный в настоящем документе, сформированный из литого материала и включающий в себя менее чем 5% измельчающих зерно добавок. В одном предпочтительном варианте осуществления продукт после литья имеет равноосные зерна. В одном предпочтительном варианте осуществления продукт после литья имеет размеры зерна 100-500 мкм, 200-900 мкм, или 300-800 мкм, или 400-700 мкм, или 500-600 мкм, например, в литье из алюминиевого сплава или алюминия. Для меди и медных сплавов размеры зерна колеблются от 100 до 500 мкм, от 200 до 900 мкм, или от 300 до 800 мкм, или от 400 до 700 мкм, или от 500 до 600 мкм. Для золота, серебра или олова или их сплавов размеры зерна колеблются от 100 до 500 мкм, от 200 до 900 мкм, или от 300 до 800 мкм, или от 400 до 700 мкм, или от 500 до 600 мкм. Для магния и магниевых сплавов размеры зерна колеблются от 100 до 500 мкм, от 200 до 900 мкм, или от 300 до 800 мкм, или от 400 до 700 мкм, или от 500 до 600 мкм.
Формулировка 57. Алюминиевый продукт, содержащий литую алюминиевую металлическую композицию (или сформированный из нее), имеющий субмиллиметровые размеры зерна и включающий в себя измельчающие зерно добавки в количестве менее чем 5%.
Формулировка 58. Продукт в соответствии с формулировкой 57, в котором композиция включает в себя измельчающие зерно добавки в количестве менее чем 2%.
Формулировка 59. Продукт в соответствии с формулировкой 57, в котором композиция включает в себя измельчающие зерно добавки в количестве менее чем 1%.
Формулировка 60. Продукт в соответствии с формулировкой 57, в котором композиция не включает в себя измельчающих зерно добавок. Продукт в соответствии с формулировкой 57 также может быть сформирован в виде по меньшей мере одного из пруткового проката, стержня, листового материала, проволоки, заготовок и окатышей таким образом, чтобы этот продукт представлял собой продукт после литья, определенный в настоящем документе, сформированный из литого материала и включающий в себя менее чем 5% измельчающих зерно добавок. В одном предпочтительном варианте осуществления алюминиевый продукт после литья имеет равноосные зерна. В одном предпочтительном варианте осуществления этот продукт после литья имеет размеры зерна 100-500 мкм, 200-900 мкм, или 300-800 мкм, или 400-700 мкм, или 500-600 мкм.
Формулировка 61. Система для формирования металлического продукта, содержащая 1) средство для транспортировки расплавленного металла вдоль продольной длины вмещающей расплавленный металл конструкции, 2) средство для охлаждения вмещающей расплавленный металл конструкции за счет прохождения среды через охлаждающий канал, термически соединенный со вмещающей расплавленный металл конструкцией, 3) средство для пропускания ультразвуковых волн через носитель в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл, и 4) контроллер, включающий в себя вводы для данных и выводы для управления и запрограммированный алгоритмами управления, которые обеспечивают выполнение любой из стадий, описанных в пунктах 30-49.
Многочисленные модификации и вариации настоящего изобретения возможны в свете вышеописанной идеи. Следовательно, следует понимать, что в рамках приложенной формулы изобретения настоящее изобретение может быть реализовано иным образом, чем это конкретно описано в настоящем документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА С ПРИМЕНЕНИЕМ УСОВЕРШЕНСТВОВАННОЙ ВИБРОМУФТЫ | 2018 |
|
RU2771417C2 |
| ИЗМЕЛЬЧЕНИЕ ЗЕРНА МЕТАЛЛОВ С ПРИМЕНЕНИЕМ НЕПОСРЕДСТВЕННОЙ ПЕРЕДАЧИ ЭНЕРГИИ КОЛЕБАНИЙ ПРИ ПРОИЗВОДСТВЕ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2018 |
|
RU2764885C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2729003C2 |
| ОБОЛОЧКОВАЯ ФОРМА, ИМЕЮЩАЯ ТЕПЛОЗАЩИТНЫЙ ЭКРАН | 2013 |
|
RU2647422C2 |
| ОДНОРОДНАЯ ЗАКАЛОЧНАЯ ПОДЛОЖКА | 1996 |
|
RU2174892C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1993 |
|
RU2118583C1 |
| СТАЛЬНАЯ ОТЛИВКА (ВАРИАНТЫ) И СТАЛЬНОЙ МАТЕРИАЛ С УЛУЧШЕННОЙ ОБРАБАТЫВАЕМОСТЬЮ, СПОСОБ ПЕРЕРАБОТКИ РАСПЛАВЛЕННОЙ СТАЛИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ОТЛИВКИ И СТАЛЬНОГО МАТЕРИАЛА | 2000 |
|
RU2228235C2 |
| ОПТИМИЗАЦИЯ СТРУИ ЖИДКОГО МЕТАЛЛА В ПРОЦЕССЕ ЛИТЬЯ В КРИСТАЛЛИЗАТОР ПРЯМЫМ ОХЛАЖДЕНИЕМ | 2017 |
|
RU2720414C2 |
| ЛИТЬЕ ПОЛОСЫ ИЗ НЕСМЕШИВАЮЩИХСЯ МЕТАЛЛОВ | 2008 |
|
RU2453394C2 |
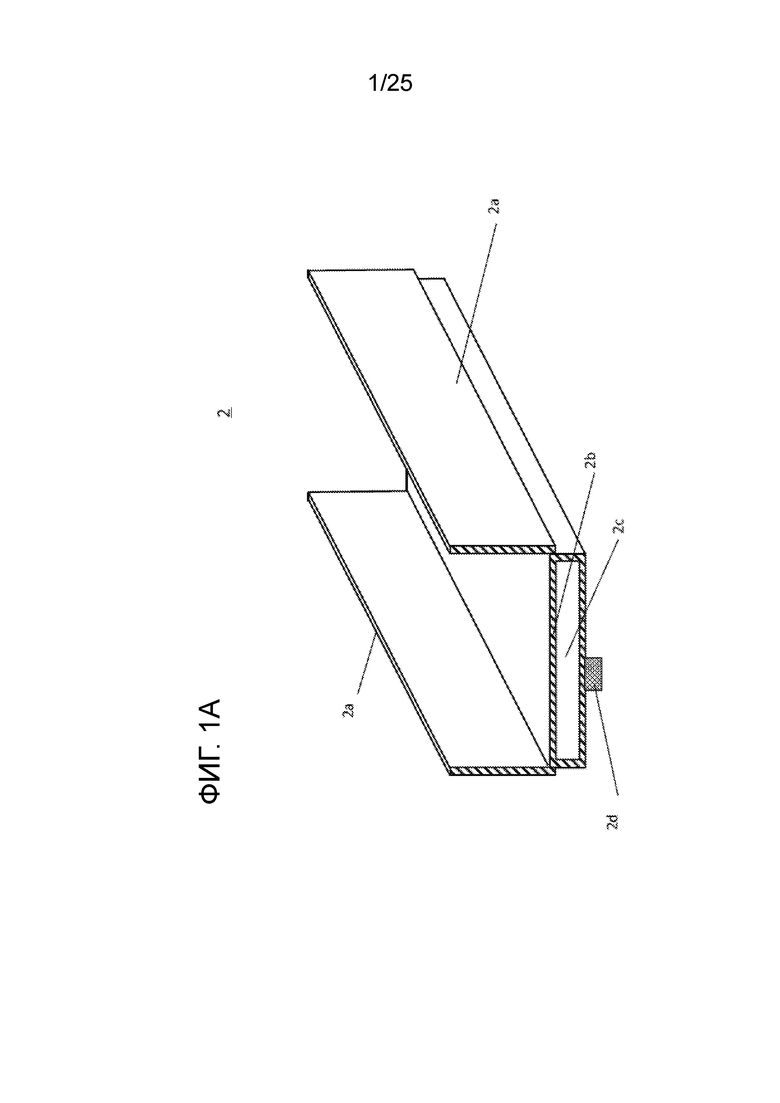
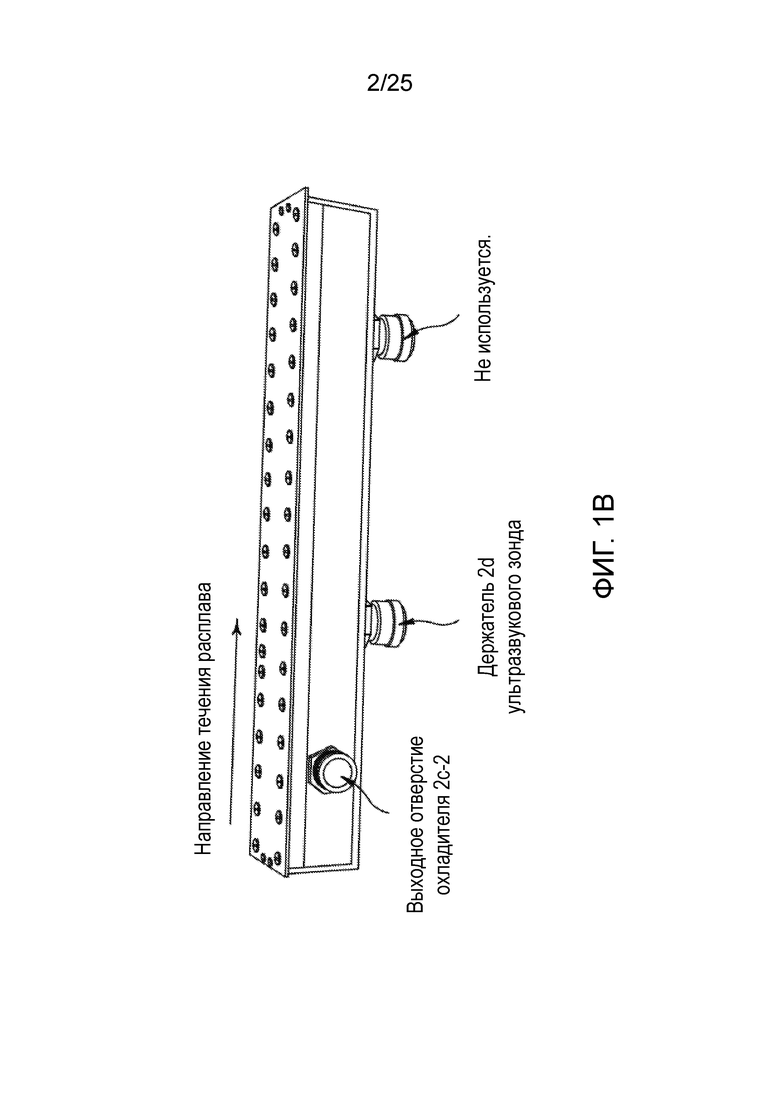
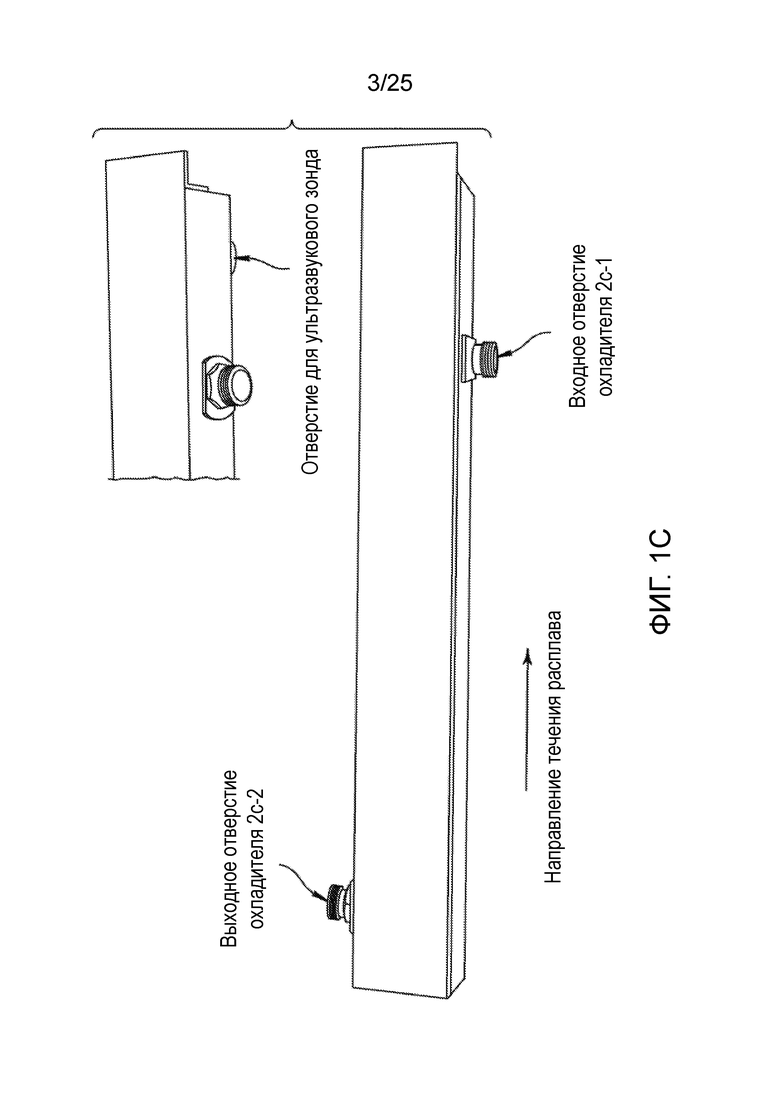
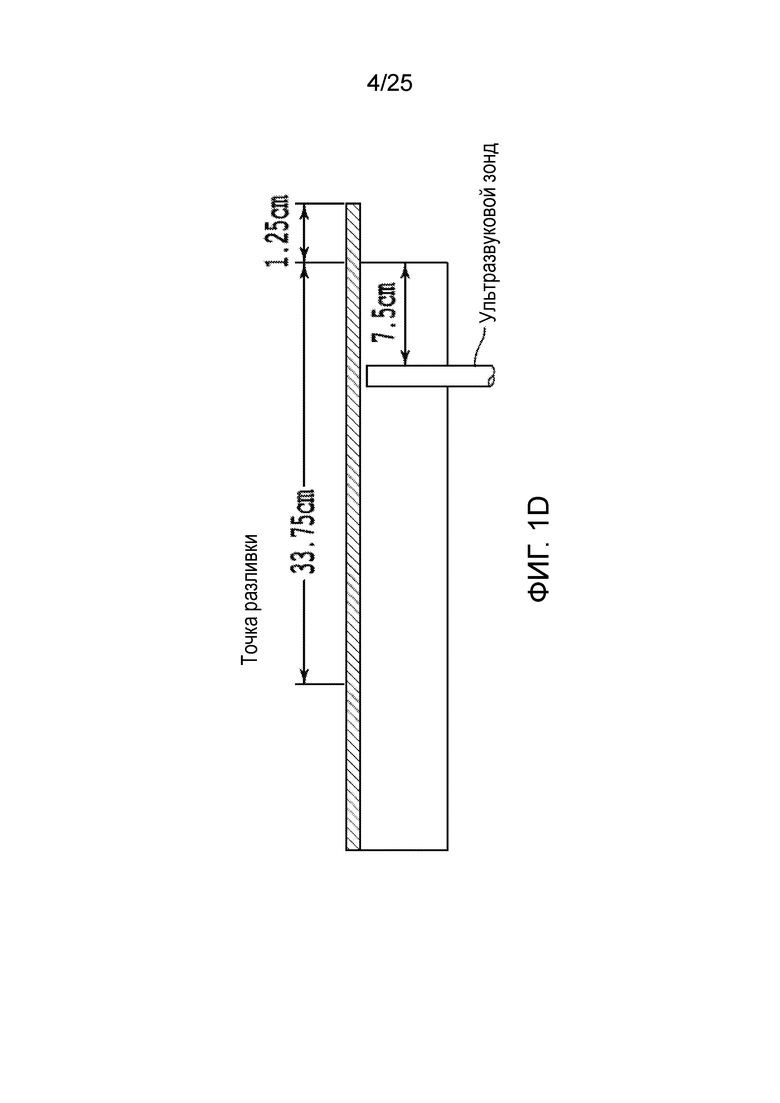
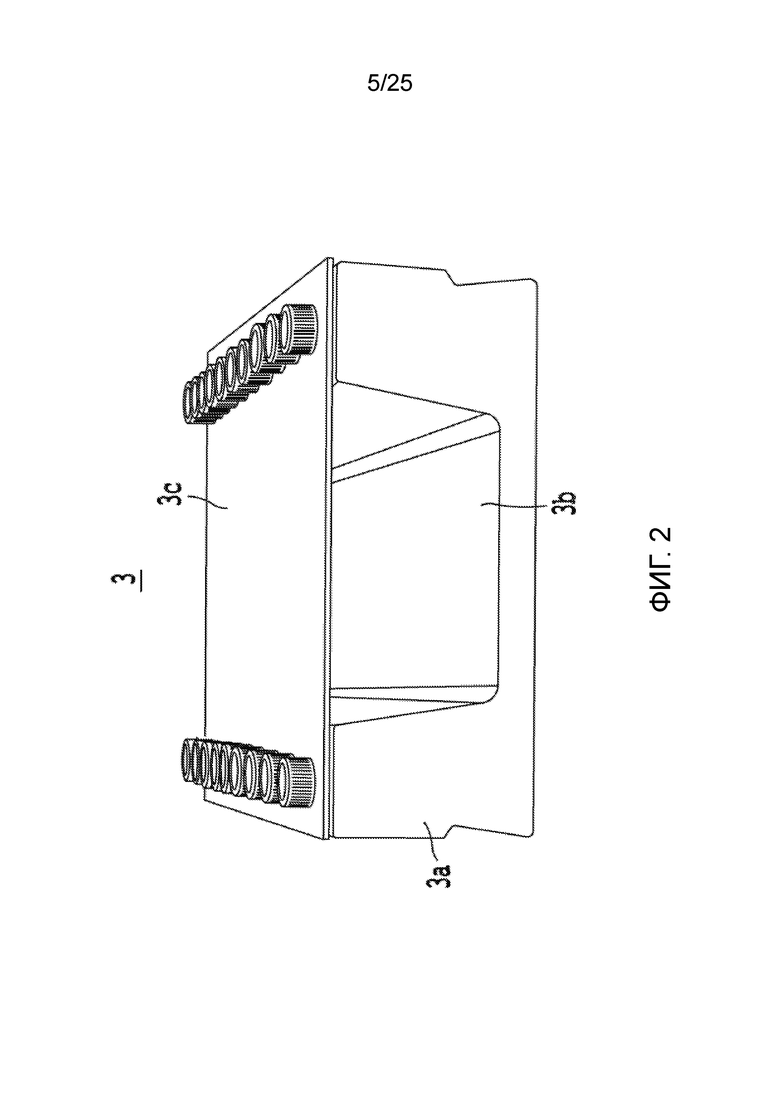
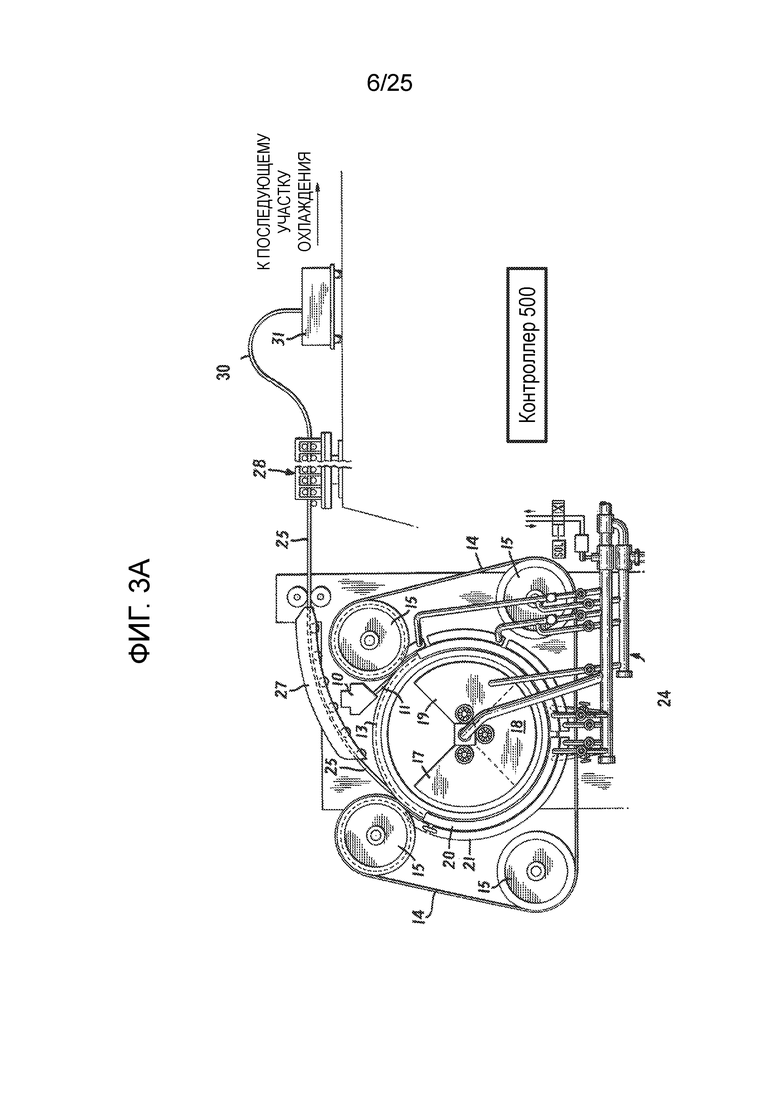
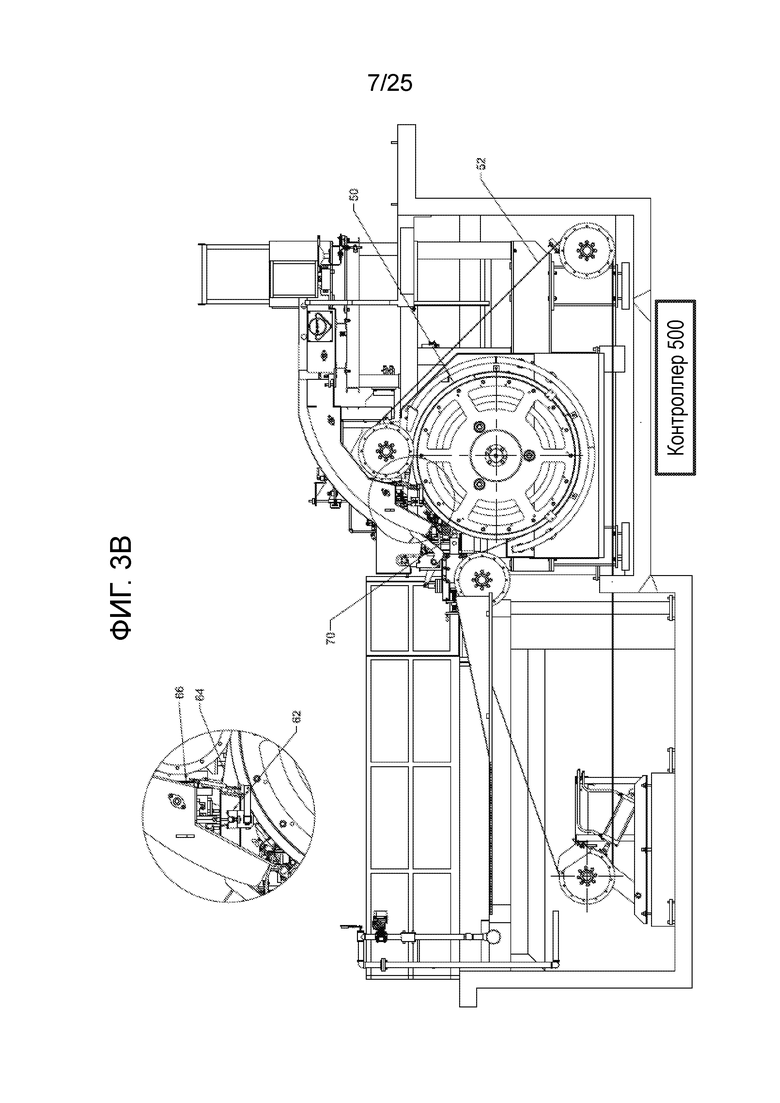
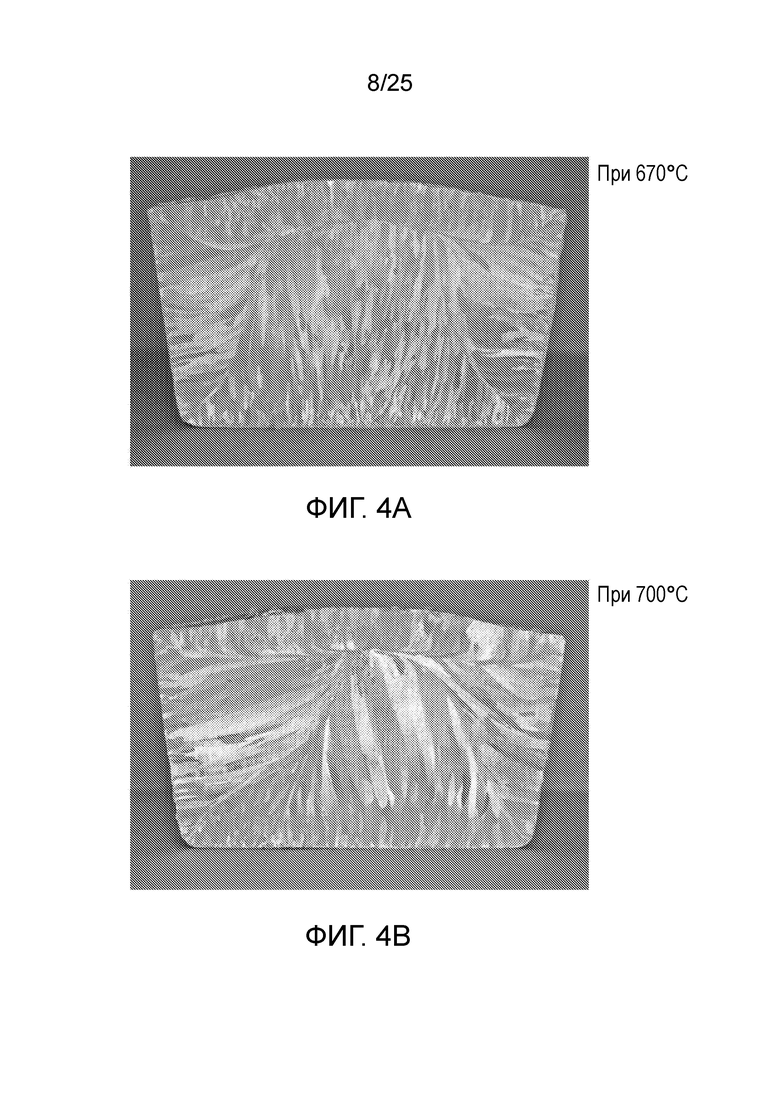
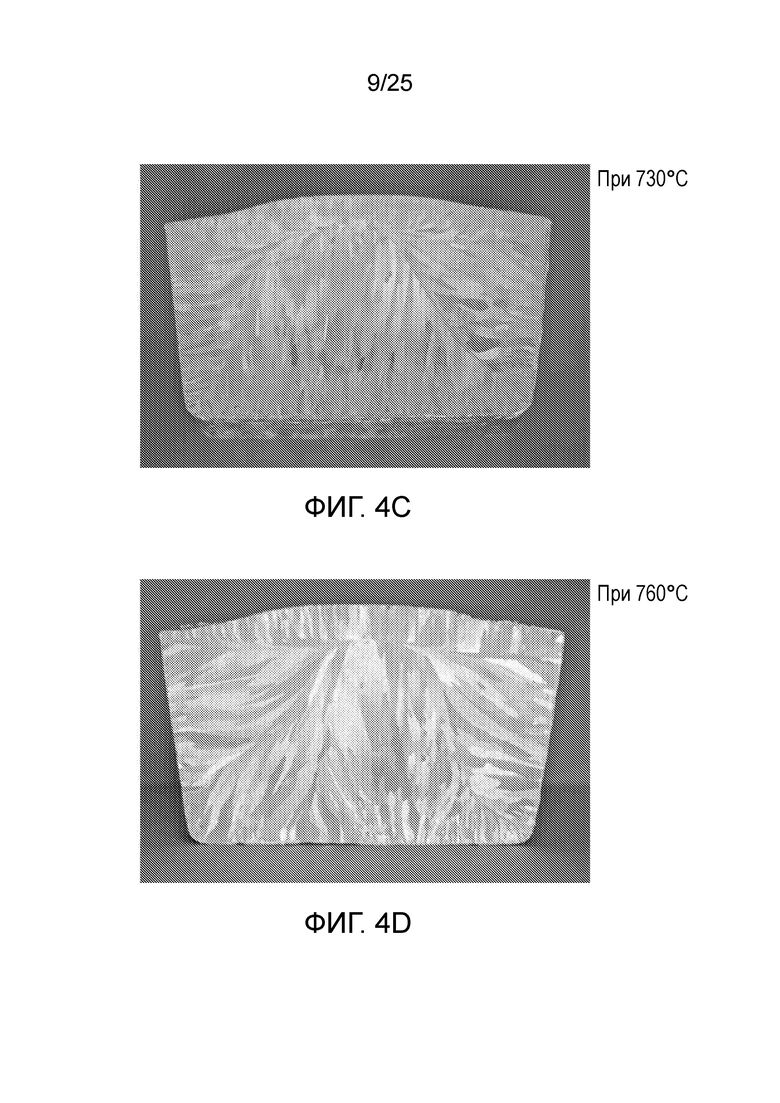
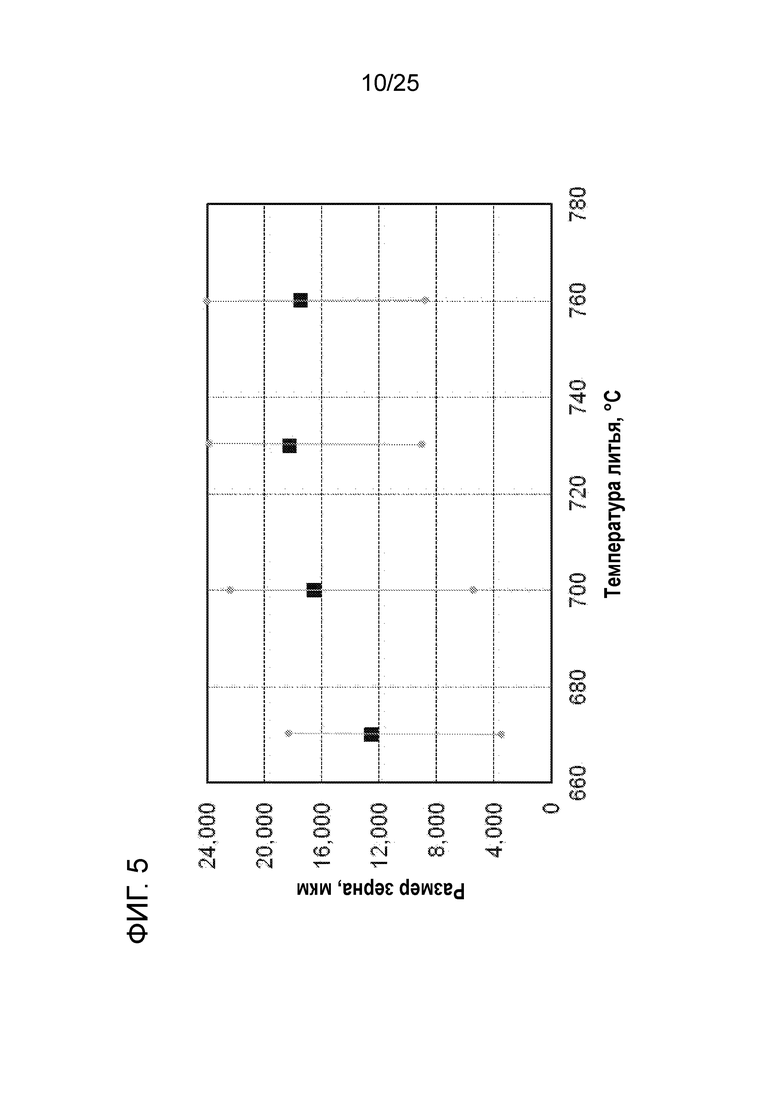
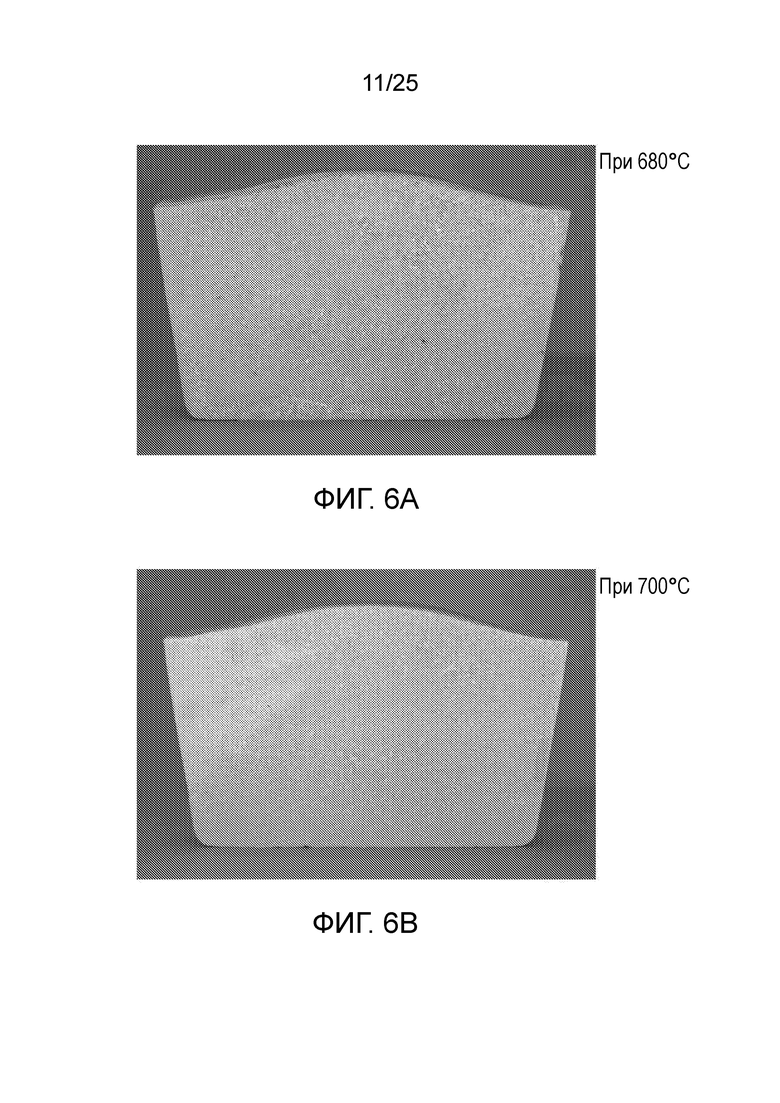
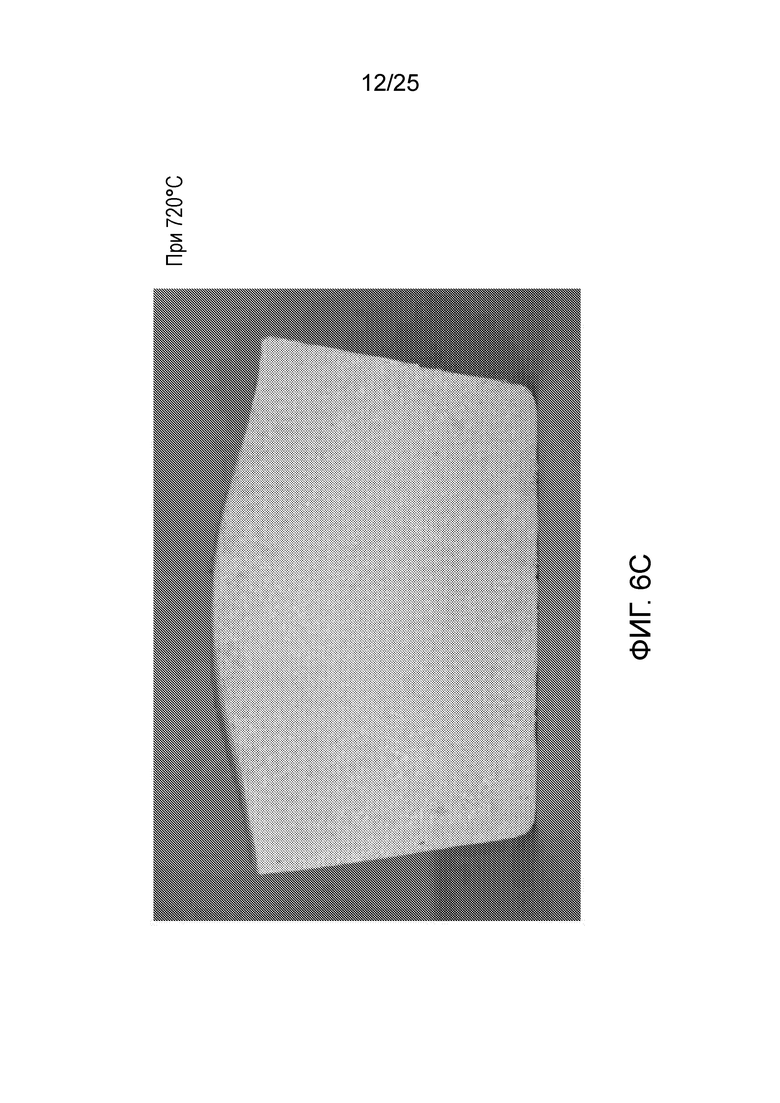
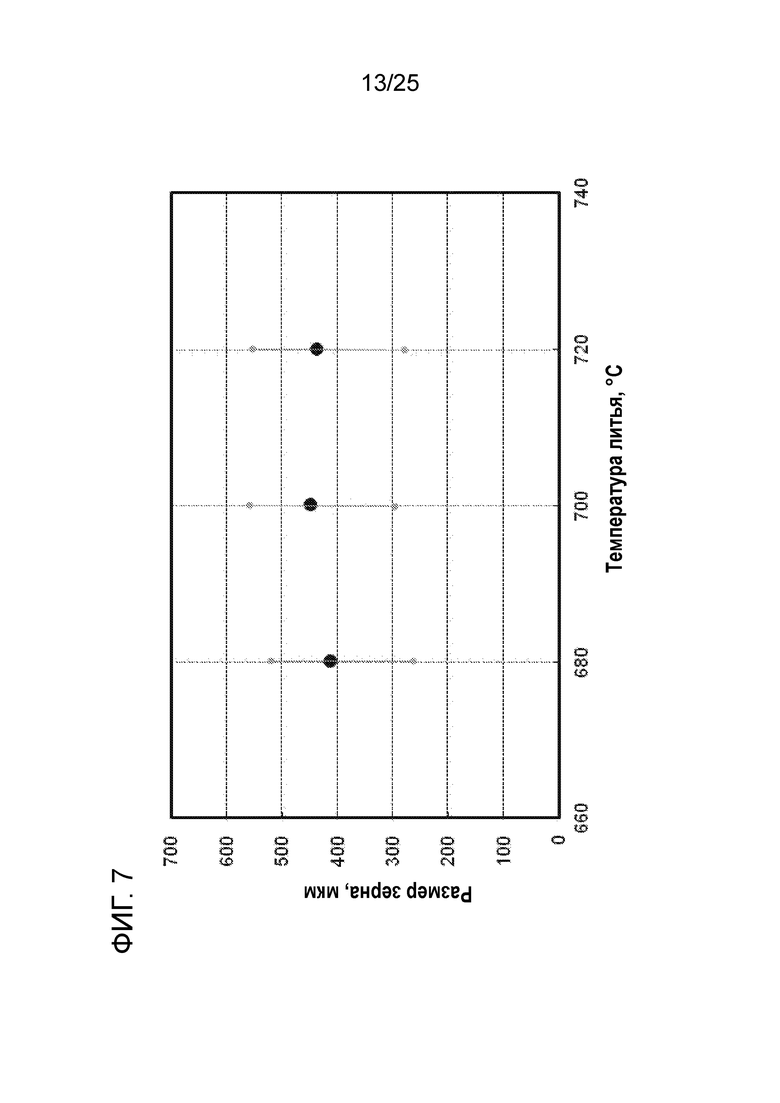
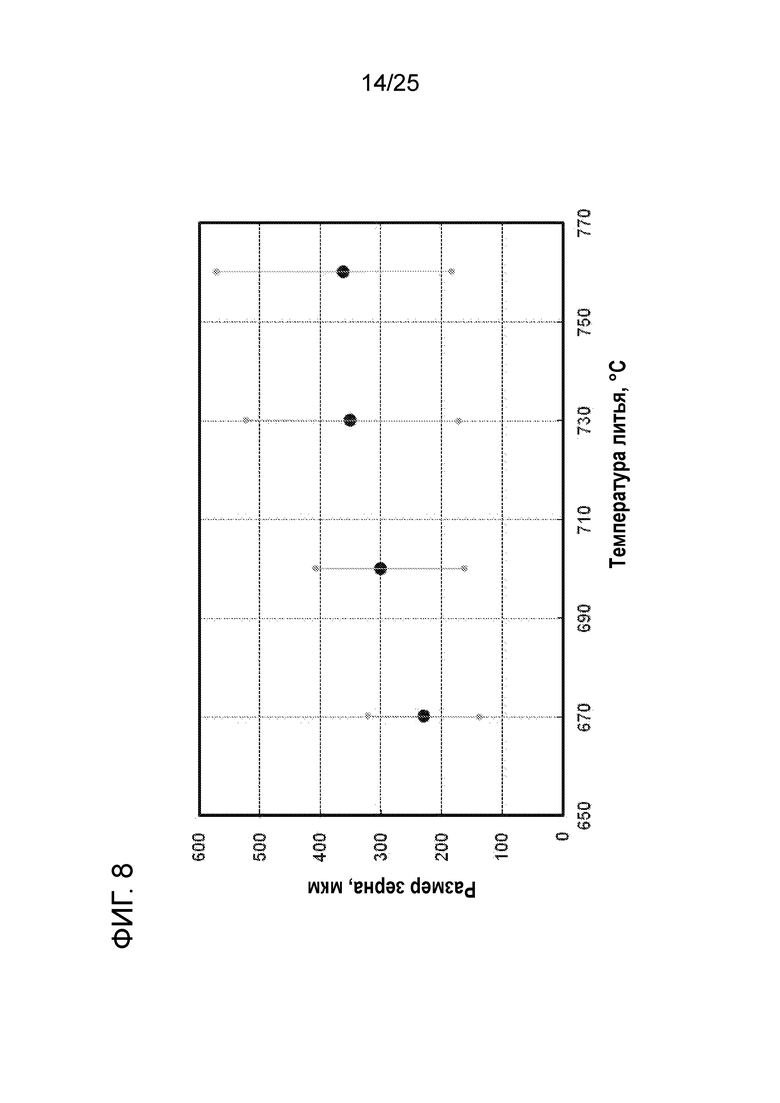
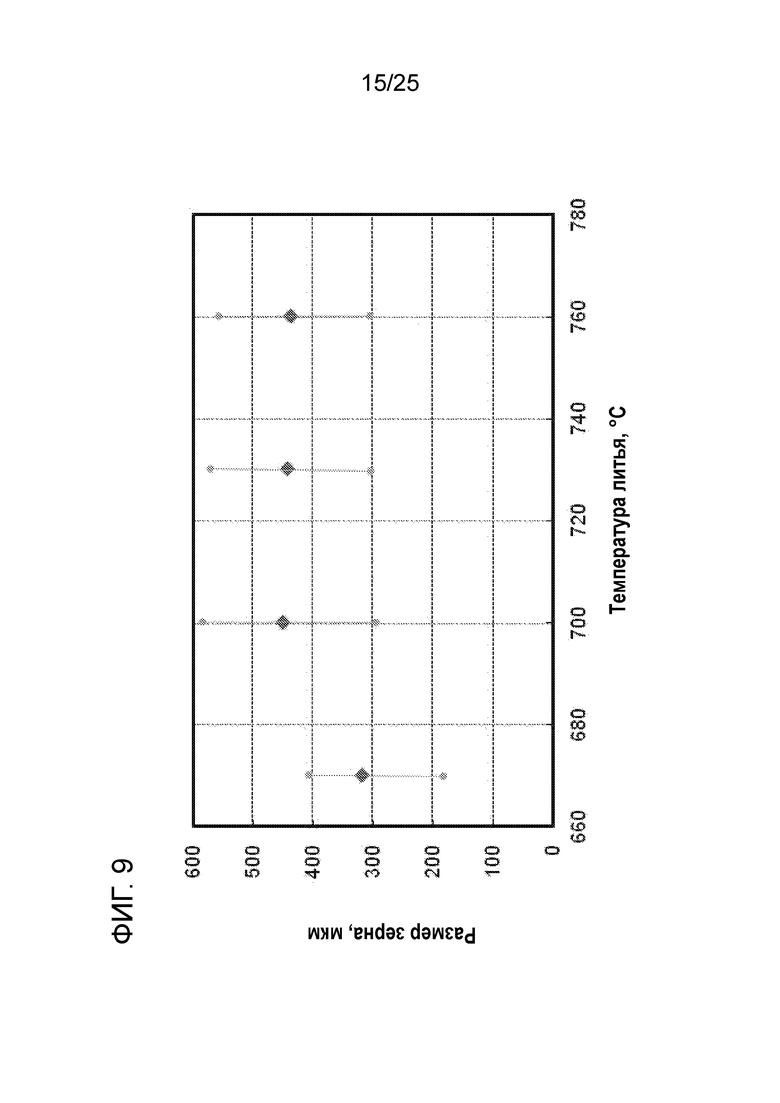
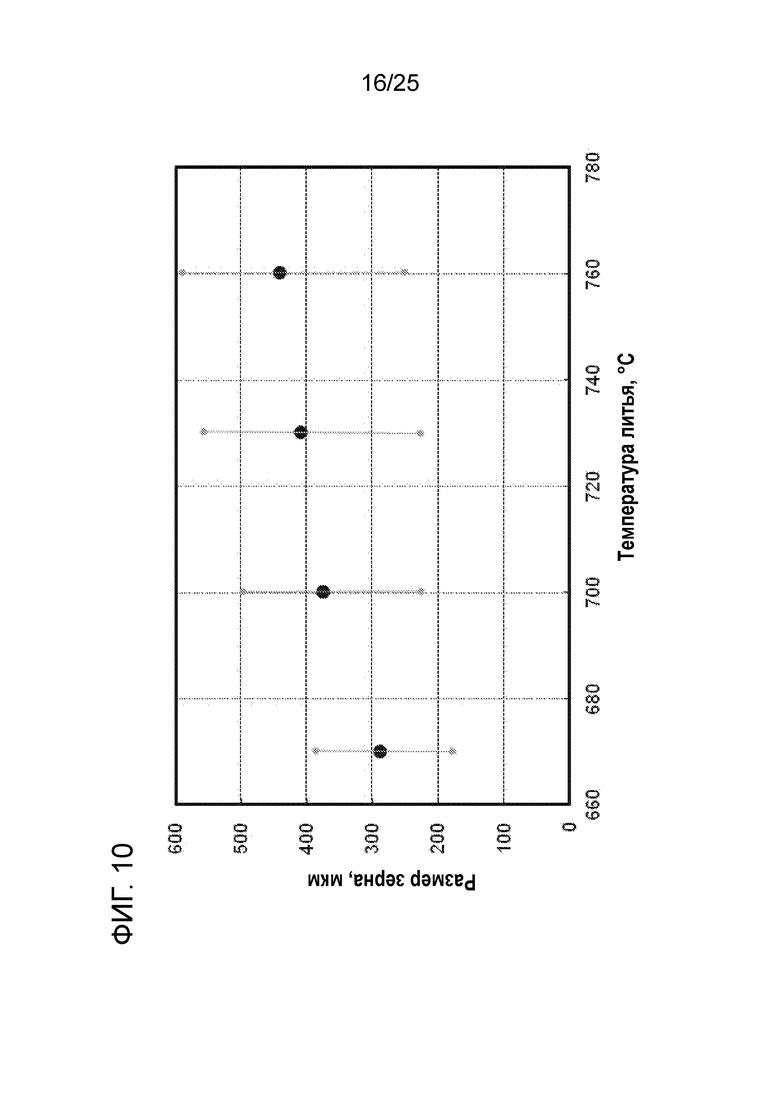
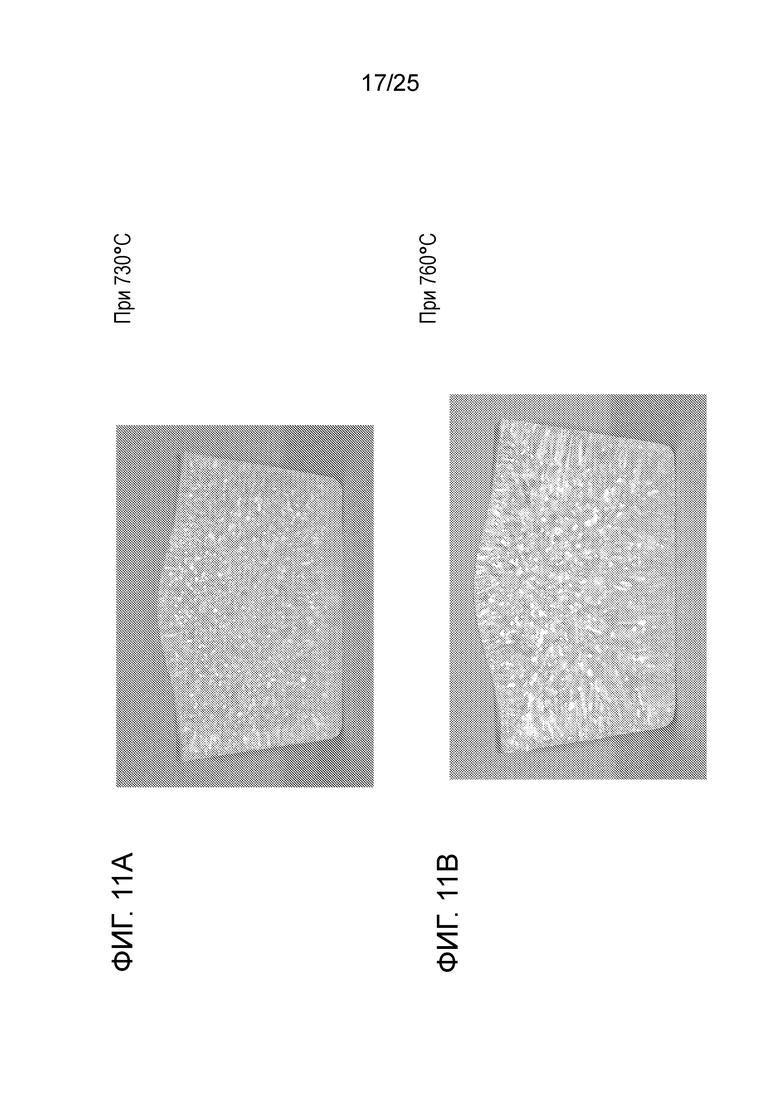
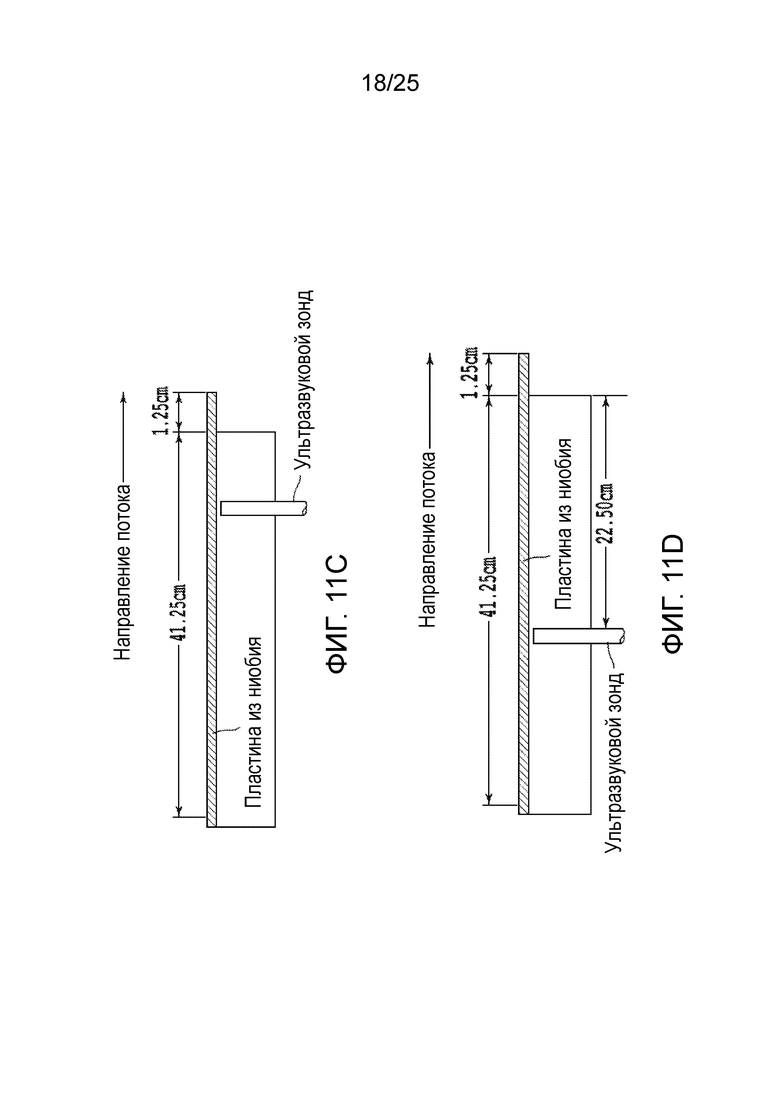
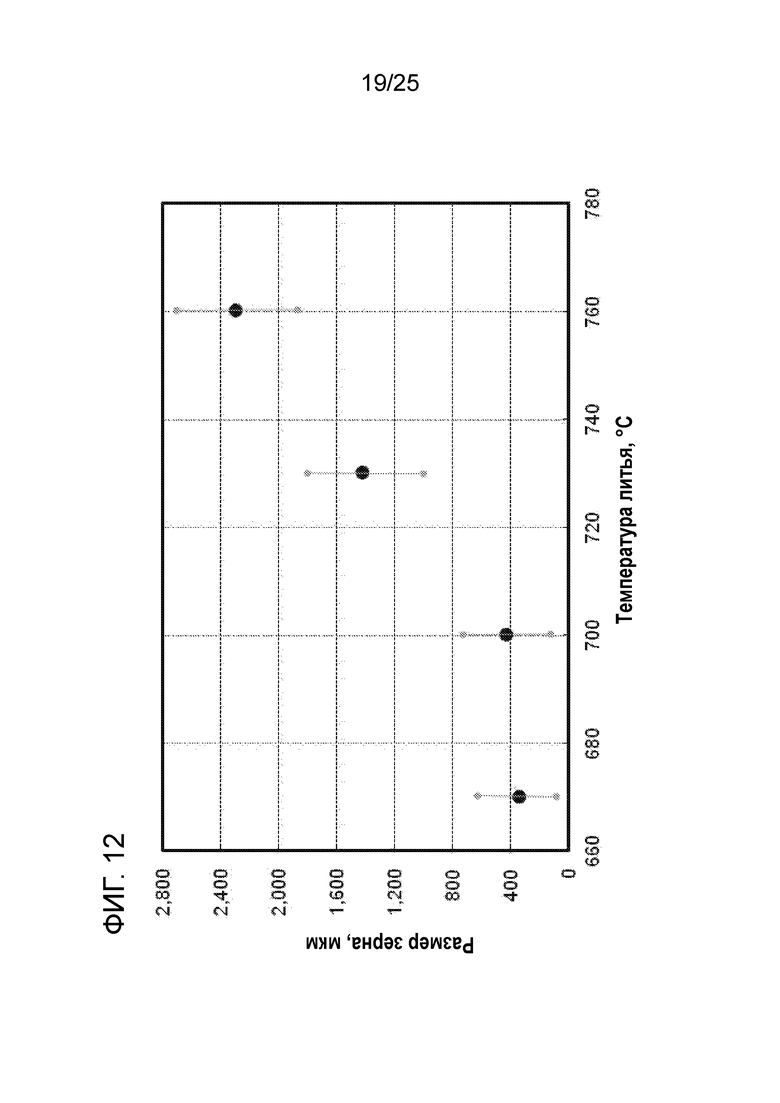
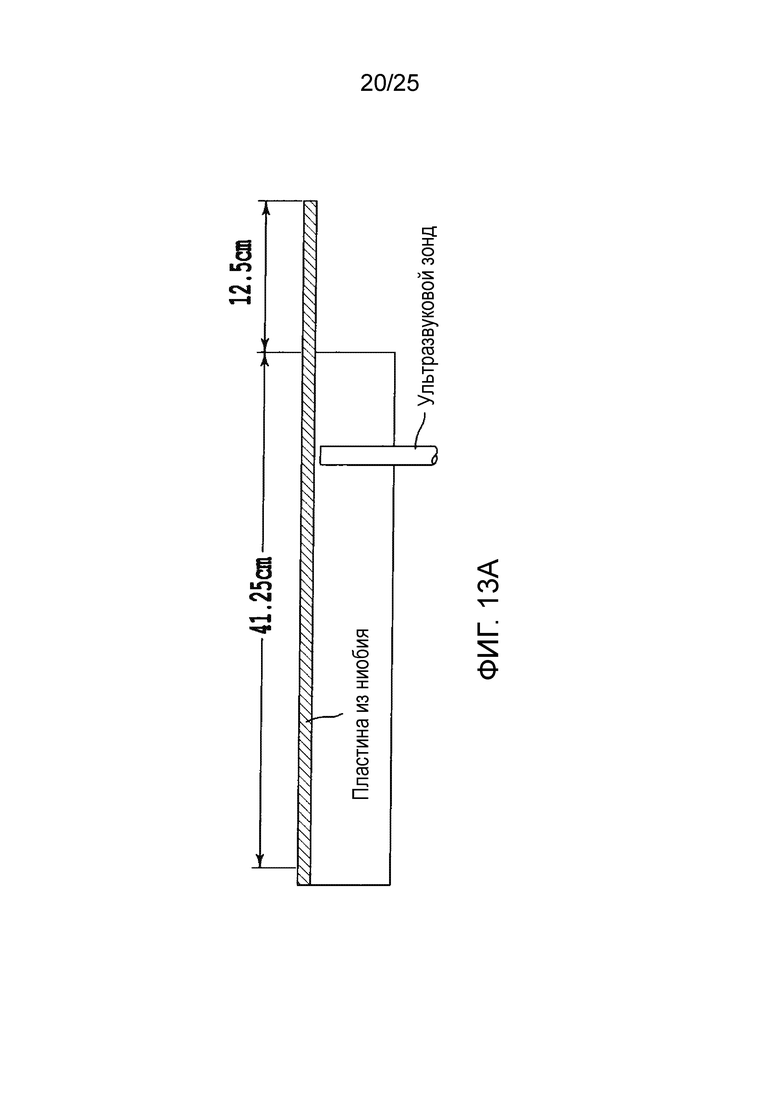
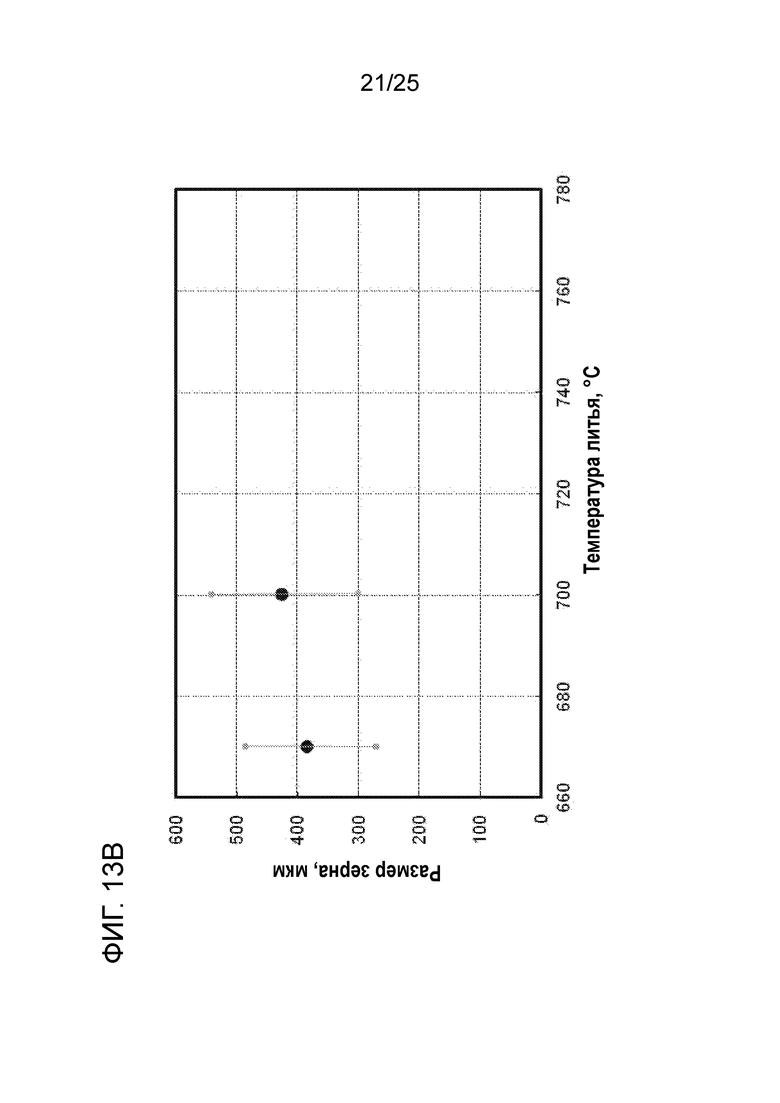
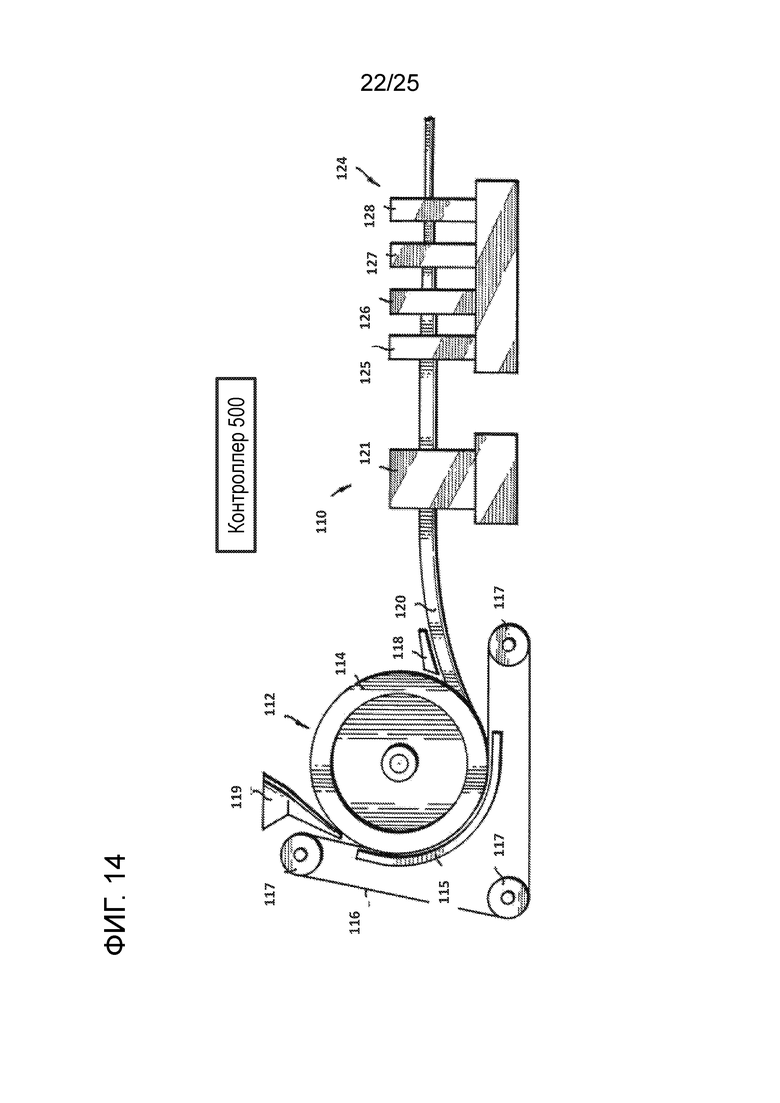
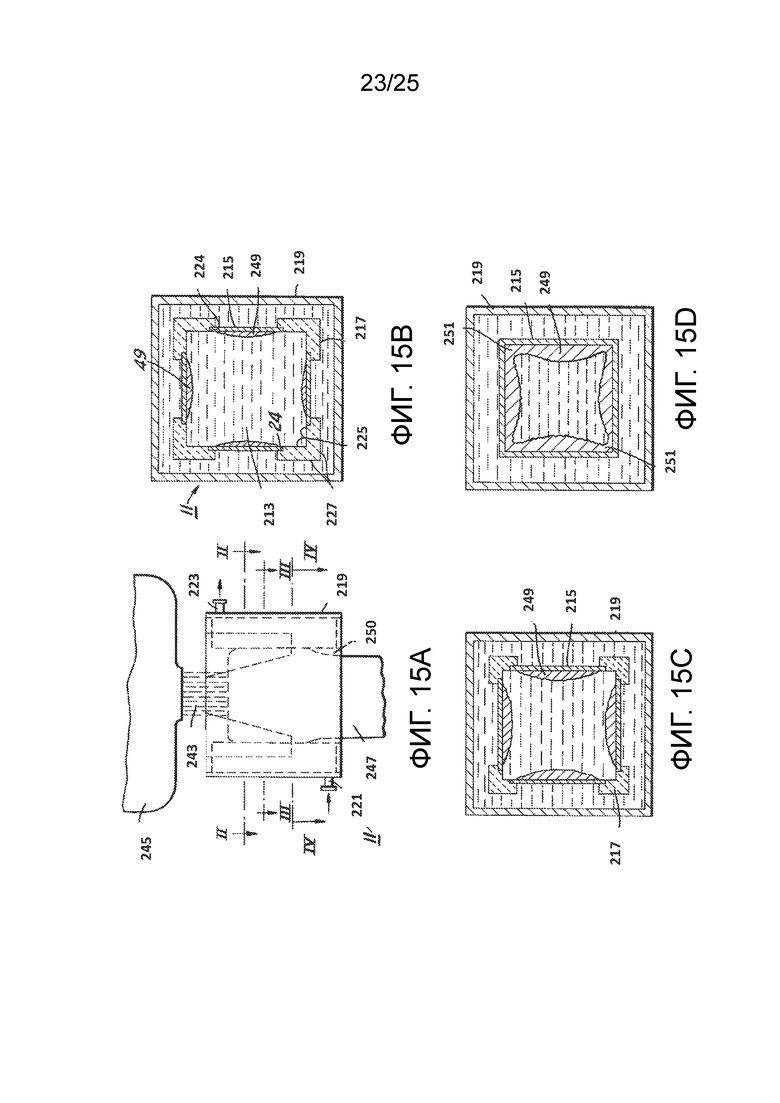
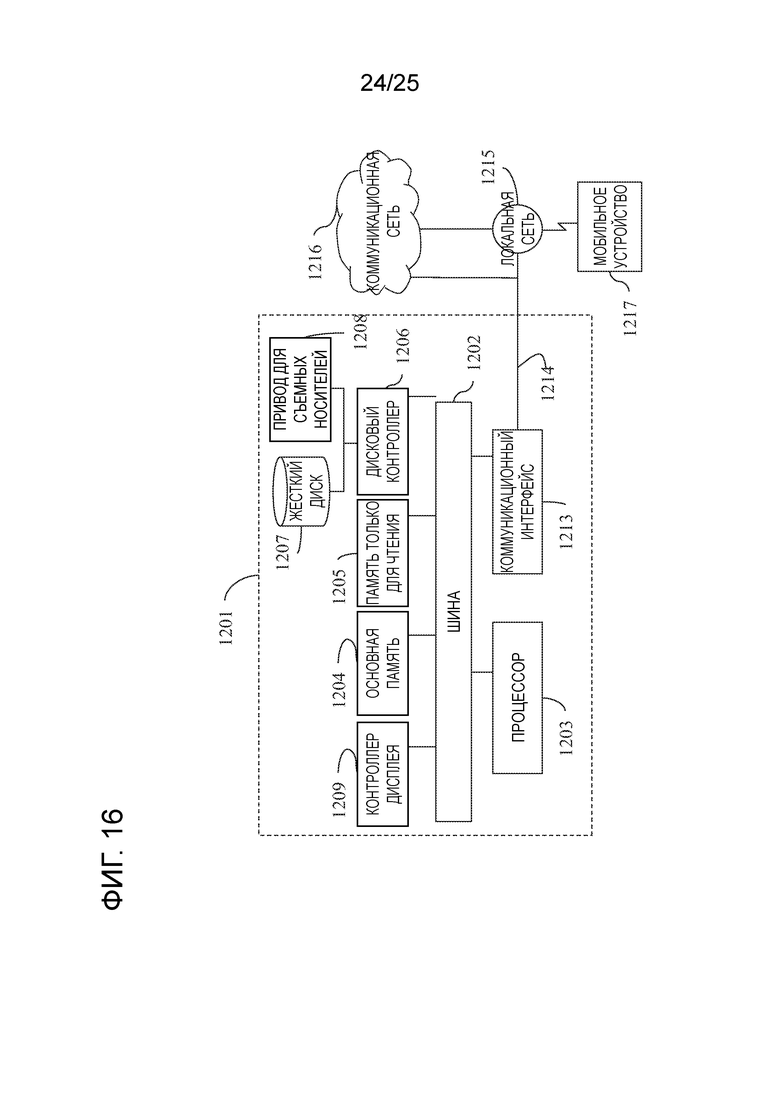
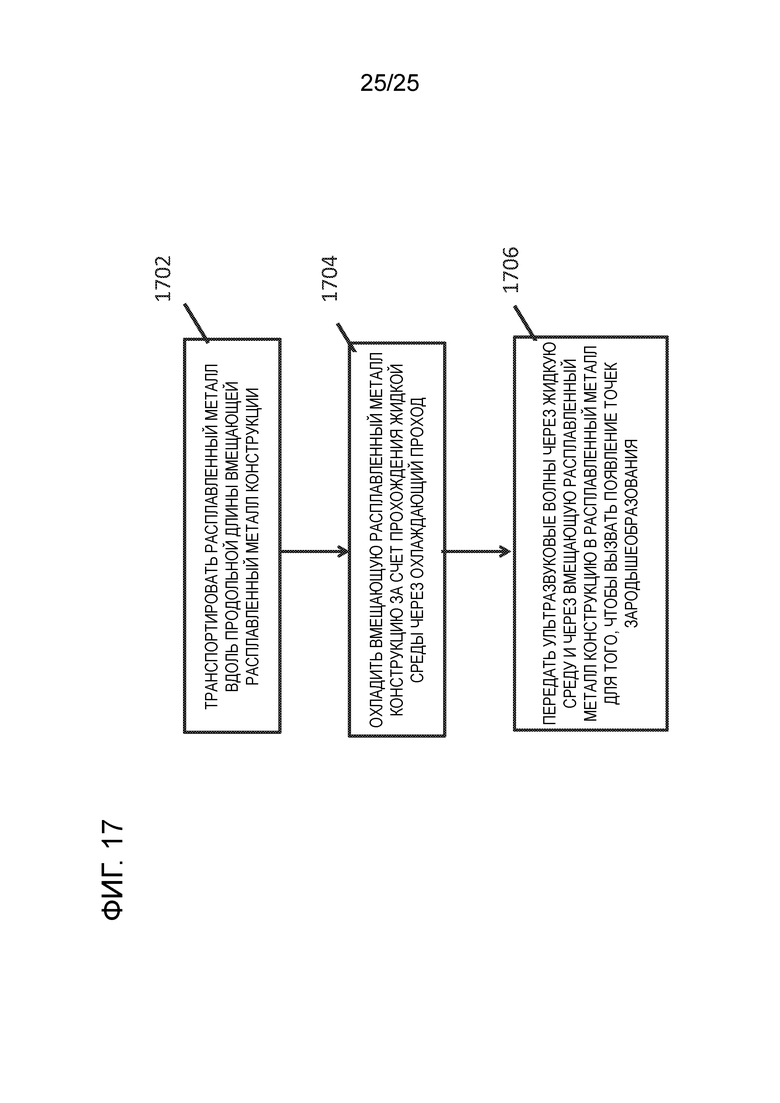
Изобретение относится к области металлургии, а именно к обработке расплавленного металла для производства металлических отливок с управляемым размером зерна. Устройство для обработки расплавленного металла содержит вмещающую расплавленный металл конструкцию для приема и транспортировки расплавленного металла вдоль его продольной длины и блок охлаждения для вмещающей конструкции, включающий в себя охлаждающий канал для прохождения в нем жидкой среды. В охлаждающем канале в контакте с жидкой охлаждающей средой расположен ультразвуковой зонд, обеспечивающий передачу ультразвуковых волн через жидкую среду в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл. Обеспечивается получение литого продукта с равноосными зернами без образования столбчатых кристаллов и без необходимости введения измельчающих зерно добавок. 4 н. и 24 з.п. ф-лы, 17 ил.
1. Устройство для обработки расплавленного металла, содержащее:
вмещающую расплавленный металл конструкцию для приема и транспортировки расплавленного металла вдоль его продольной длины;
блок охлаждения для вмещающей конструкции, включающий в себя охлаждающий канал для прохождения в нем жидкой среды;
ультразвуковой зонд, расположенный в охлаждающем канале для контакта с жидкой средой таким образом, чтобы ультразвуковые волны проходили через жидкую среду в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл.
2. Устройство по п. 1, в котором охлаждающий канал обеспечивает охлаждение расплавленного металла таким образом, чтобы расплавленный металл, находящийся смежно охлаждающему каналу, достигал температуры субликвидуса.
3. Устройство по п. 1, в котором вмещающая конструкция содержит боковые стенки, удерживающие расплавленный металл, и плиту основания, контактирующую с расплавленным металлом.
4. Устройство по п. 3, в котором плита основания содержит по меньшей мере одно из ниобия или ниобиевого сплава.
5. Устройство по п. 3, в котором плита основания содержит керамику.
6. Устройство по п. 5, в котором керамика содержит керамику из нитрида кремния.
7. Устройство по п. 6, в котором керамика из нитрида кремния содержит сиалон.
8. Устройство по п. 3, в котором боковые стенки и плита основания выполнены в виде отдельных элементов, соединенных друг с другом, при этом боковые стенки содержат материал, отличающийся от материала плиты основания.
9. Устройство по п. 1, в котором ультразвуковой зонд расположен в охлаждающем канале ближе к выходному концу вмещающей конструкции, чем к входному концу вмещающей конструкции.
10. Устройство по п. 1, в котором вмещающая конструкция содержит ниобий.
11. Устройство по п. 1, в котором вмещающая конструкция содержит медь.
12. Устройство по п. 1, в котором вмещающая конструкция содержит сталь.
13. Устройство по п. 1, в котором вмещающая конструкция содержит керамику.
14. Устройство по п. 13, в котором керамика содержит керамику из нитрида кремния.
15. Устройство по п. 14, в котором керамика из нитрида кремния содержит сиалон.
16. Устройство по п. 1, в котором вмещающая конструкция содержит материал, имеющий точку плавления выше, чем у расплавленного металла.
17. Устройство по п. 1, в котором вмещающая конструкция включает в себя выходной конец, имеющий такую конфигурацию, чтобы доставлять упомянутый расплавленный металл с точками зародышеобразования в литейную форму.
18. Устройство по п. 17, в котором литейная форма представляет собой литейную форму в виде разливочного колеса.
19. Устройство по п. 17, в котором литейная форма представляет собой литейную форму с вертикально расположенной полостью.
20. Устройство по п. 17, в котором литейная форма представляет собой стационарную литейную форму.
21. Устройство по п. 1, в котором вмещающая конструкция содержит огнеупорный материал.
22. Устройство по п. 21, в котором огнеупорный материал содержит по меньшей мере одно из меди, ниобия, ниобия и молибдена, тантала, вольфрама и рения, а также их сплавов.
23. Устройство по п. 22, в котором огнеупорный материал содержит одно или более из кремния, кислорода или азота.
24. Устройство по п. 23, в котором огнеупорный материал содержит легированную сталь.
25. Устройство по п. 1, в котором ультразвуковой зонд имеет рабочую частоту от 5 до 40 кГц.
26. Способ обработки расплавленного металла, содержащий:
транспортировку расплавленного металла вдоль продольной длины вмещающей расплавленный металл конструкции;
охлаждение вмещающей расплавленный металл конструкции за счет прохождения среды через охлаждающий канал, термически соединенный с вмещающей расплавленный металл конструкцией; и
передачу ультразвуковых волн через среду в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл посредством расположения ультразвукового зонда в охлаждающем канале в контакте с жидкой средой.
27. Система обработки расплавленного металла, содержащая:
устройство обработки расплавленного металла по п. 1 и
контроллер, включающий в себя вводы для данных и выводы для управления и запрограммированный одним или более управляющими алгоритмами, которые управляют по меньшей мере одним из транспортировки расплавленного металла, охлаждения расплавленного металла и передачи ультразвуковых волн в расплавленный металл.
28. Система обработки расплавленного металла, содержащая:
средства для транспортировки расплавленного металла вдоль продольной длины вмещающей расплавленный металл конструкции;
средства для охлаждения вмещающей расплавленный металл конструкции за счет прохождения среды через охлаждающий канал, термически соединенный с вмещающей расплавленный металл конструкцией;
средства для передачи ультразвуковых волн через среду в охлаждающем канале и через вмещающую расплавленный металл конструкцию в расплавленный металл, содержащие ультразвуковой зонд в контакте с охлаждающей средой; и
контроллер, включающий в себя вводы для данных и выводы для управления и запрограммированный одним или более управляющими алгоритмами, которые управляют по меньшей мере одним из транспортировки расплавленного металла, охлаждения расплавленного металла и передачи ультразвуковых волн в расплавленный металл.
| Чугун | 1980 |
|
SU933779A2 |
| CN 101633035 A, 27.01.2010 | |||
| Вяжущее | 1973 |
|
SU497254A1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Способ непрерывной разливки алюминия | 1978 |
|
SU899239A1 |
| Способ непрерывного литья оловянно- СВиНцОВыХ пРипОЕВ | 1979 |
|
SU806235A1 |
| Устройство для предохранения от расплавления угледержателей в электрической дуговой лампе | 1928 |
|
SU16308A1 |

