Область техники, к которой относится изобретение
Изобретение относится к способу обжига покрытия печатной формы, при этом печатная форма содержит алюминий или алюминиевый сплав в качестве подложки печатной формы, в этом случае печатную форму нагревают до температуры обжига, удерживают при этой температуре в течение заданного времени, а затем охлаждают. Кроме того, изобретение также относится к печи непрерывного действия для выполнения способа в соответствии с изобретением.
Уровень техники
Офсетные печатные формы в основном, состоят из тонкой подложки печатной формы, выполненной из листового алюминия толщиной от 0,1 до 0,5 мм, и покрытия, нанесенного на алюминий, обычно в виде светочувствительного слоя, который можно обжигать путем термического нагрева в зависимости от приложения. Светочувствительный слой отверждают химически или химически делают поперечно связанным под действием температуры. Способ и устройство для обжига покрытия на подложке печатной формы, что в дальнейшем называется обжигом печатной формы, описаны в опубликованной заявке на немецкий патент DE 41 34 161 A1, в соответствии с которым печатные формы подвергают процессу непрерывного обжига путем непрерывной подачи в печь для обжига, сконструированную в виде печи непрерывного действия. В опубликованной заявке на патент установлено, что печатные формы имеют тенденцию к деформации, если на печатной форме образуется неравномерное распределение температуры. Чтобы этого избежать, предложено несколько мер. С одной стороны, предложено слегка деформировать печатную форму во время нагрева и избежать формирования случайных волновых образований на печатной форме с помощью создания предварительного напряжения. Более того, предполагается достигать равномерного по ширине распределения температуры с помощью излучающего источника, интенсивность которого больше в направлении к его краям перпендикулярно направлению перемещения. Наконец, для того, чтобы достичь этой цели, также применяют изменение температур излучающих источников, а также средство передачи теплоты. Входная скорость печатной формы при подаче в зону печи, а также выходная скорость из зоны печи, должна быть увеличена относительно скорости перемещения в зоне печи.
Хотя из существующего уровня техники известны различные меры для получения настолько гомогенного распределения температуры, насколько это возможно, возникают проблемы, связанные с деформациями после процесса обжига, в частности, для широкоформатных подложек печатных форм. Несмотря на предложенные в существующем уровне технике меры, деформации в случае непрерывного обжига являются настолько большими, что подложки печатных форм в некоторой степени больше нельзя использовать. В частности, более часто это происходит в случае подложек печатных форм, имеющих большую площадь. Высота некоторых волн деформаций печатных форм превосходит 6 мм. В частности, ранее было известно, какой градиент температуры металла в подложке печатной формы в действительности приводит к такому сильному формированию волн, что невозможно достичь целевого предотвращения или сокращения образования волн. Поэтому, в опубликованной заявке на патент DE 41 34 161 A1 это также называют случайным волнообразованием. Кроме того, неизвестно, являются ли внутренние напряжения в алюминиевой подложке или напряжения, создаваемые вследствие процесса тепловой обработки, причиной волнообразования в обожженной подложке печатной формы. Подразумевается, что упомянутые в опубликованной заявке на немецкий патент DE 41 34 161 A1 меры, в основном, предназначены для достижения равномерного распределения температуры.
Раскрытие изобретения
Таким образом, цель настоящего изобретения заключается в том, чтобы создать способ обжига печатных форм или подложек печатных форм с покрытием, в частности, широкоформатных печатных форм, с помощью которого можно, в частности, минимизировать деформации в результате процесса обжига. Кроме того, надо предложить печь непрерывного действия, которая может выполнять способ в соответствии с изобретением.
В соответствии с первой идеей настоящего изобретения, указанная цель достигается тем, что по меньшей мере, в диапазоне температур от 150°C до температуры обжига, предпочтительно от 100°C до температуры обжига, разница температур металла печатной формы, измеренная вдоль линии в продольном направлении печатной формы во время нагрева и во время охлаждения, составляет максимум 40°C, максимум 30°C или максимум 20°C на длине 40 см, и разница температур металла печатной формы, измеренная вдоль линии перпендикулярной продольному направлению, составляет менее 10°C во время нагрева и во время охлаждения.
Было установлено, что в диапазоне температур от 150°C до температуры обжига или от 100°C до температуры обжига процесс нагрева и процесс охлаждения являются критичными в отношении разницы температур металла во время обжига. Причина этого лежит в тех областях печатной формы, которые в разной степени подвергаются пластическим и упругим деформациям. Действительно, известно, что даже равномерное распределение температуры во время нагрева приводит сокращению деформации печатной формы, тем не менее, на самом деле процесс охлаждения, который также играет очень важную роль, до настоящего времени не был известен. Из моделирования также было известно, что в поперечном направлении имеет место более высокая чувствительность печатных форм к разнице температур, чем в продольном направлении. В данном случае продольное направление соответствует направлению транспортировки, так как печатные формы обычно перемещают в печах непрерывного действия выровненными соответствующим образом. Таким образом, поперечное направление в данном случае всегда перпендикулярно направлению перемещения. Таким образом, удерживая разницу температур в соответствии с изобретением, можно значительно сократить нежелательное волнообразование в случае обожжённых подложек печатных форм. В частности, это применимо к широкоформатным или имеющим большую площадь поверхности подложкам печатных форм, которые особенно чувствительны к этому.
Обжиг предпочтительно происходит в печи прерывисто, предпочтительно в печи периодического действия или в печи непрерывного действия, работающей прерывисто. Прерывистый ход процесса обжига в отличие от идеи опубликованной заявки на немецкий патент DE 41 34 161 A1 является предпочтительным, так как при прерывистом обжиге печатной формы имеется возможность практически одновременно нагреть всю печатную форму до температуры обжига. Таким образом, разницу температур на печатной форме сокращают во время нагрева до температуры обжига. Недостатки печи периодического действия, описанной в DE 41 34 161 A1, можно предотвратить с помощью печи непрерывного действия, работающей прерывисто аналогично печи периодического действия. Для этого, отдельную печатную форму подают в печь непрерывного действия за очень короткое время и полностью помещают в зону обжига. В печи непрерывного действия печатная форма может оставаться неподвижной в зоне обжига до тех пор, пока не будет завершен процесс обжига, и ее полностью выводят из зоны обжига. В отличие от DE 41 34 161 A1, вставка печатной формы в зону обжига происходит с такой скоростью, что до того, как печатная форма будет полностью находиться в зоне обжига, нагрев печатной формы не успевает толком начаться. В то время как в существующем уровне техники требуется две минуты для непрерывной подачи всей печатной формы в зону обжига печи непрерывного действия, то в соответствии с изобретением печатные формы перемещают в область обжига не более чем за одну минуту, предпочтительно не более чем за 30 с или 20 с, в частности, предпочтительно не более чем за 10 с или 5 с.
В соответствии с одним вариантом осуществления, для этой цели отдельную печатную форму полностью помещают в печь со скоростью от 25 мм/с до 1000 мм/с, обжигают стационарно, и вынимают из печи после процесса обжига со скоростью от 25 мм/с до 1000 мм/с. Размер зоны обжига печи непрерывного действия в этом случае должен по меньшей мере соответствовать размеру печатной формы. После извлечения из печи происходит охлаждение равномерно по длине и ширине, так что можно легко поддерживать градиенты температуры в соответствии с изобретением. При использовании этого подхода можно активно минимизировать нежелательные волны. В качестве альтернативы, также можно использовать печь периодического действия с известными недостатками для одновременного обжига нескольких печатных форм, при этом также достигают равномерности печатной формы, если поддерживать градиенты температуры в соответствии с изобретением.
Деформацию печатной формы также можно сократить в соответствии с еще одним вариантом осуществления способа, при котором по меньшей мере в диапазоне температур от 150°C до температуры обжига, предпочтительно от 100°C до температуры обжига, разница температур металла печатной формы во время нагрева и во время охлаждения, измеренная вдоль линии перпендикулярной продольному направлению, составляет максимум 5°C, предпочтительно, максимум 2°C. Тем самым, и в процессе нагрева и в процессе охлаждения в алюминиевом листе печатной формы создаются значительно меньшие напряжения, и деформацию эффективно сокращают или даже подавляют.
Если используют подложки печатной формы шириной не менее 300 мм и длиной не менее 450 мм, предпочтительно шириной по меньшей мере 1000 мм и длиной по меньшей мере 1400 мм, то можно получить, в частности, широкоформатные подложки печатной формы, например, имеющие ширину и длину 1350 мм х 2800 мм или 1600 мм х 2900 мм, с обожженным покрытием, которые имеют особенно небольшие деформации после обжига.
В соответствии с еще одним вариантом осуществления способа, покрытие печатной формы в достаточной мере отвердевает и обжигается при температуре обжига металла печатной формы от 220°C до 320°C при продолжительности обжига от 1 до 15 минут, предпочтительно от 240°C до 300°C при продолжительности обжига от 2 до 10 минут. При выборе температуры обжига следует учитывать размягчение металла подложки печатной формы, причем общий более низкий уровень температуры также приводит к меньшим деформациям печатной формы после обжига.
В соответствии с еще одним вариантом осуществления способа, печатные формы перемещают во время процесса обжига с помощью средства транспортировки, причем применяют средство транспортировки, которое предотвращает или существенно сокращает рассеивание теплоты от подложки печатной формы на средство транспортировки. Тем самым, существенно сокращают влияние средства транспортировки на распределение температуры печатной формы, так что гомогенное распределение температуры печатной формы не нарушается при транспортировке печатной формы. Средство транспортировки, например, потенциально может содержать материалы, которые имеют особенно низкую теплопроводность, т.е., например, менее 1 Вт/мК, напр., жаропрочный пластик или эпоксидную смолу. Более того, можно минимизировать контакт средства транспортировки с печатными формами с точки зрения площади поверхности, так чтобы от средства транспортировки на печатные формы или от печатных форм на средство транспортировки передавалось очень мало тепла, благодаря уменьшенной контактной поверхности. В качестве альтернативы, как известно из существующего уровня техники, имеется возможность использования нагретого средства транспортировки, которое, тем не менее, также в идеальном случае состоит из материалов с низкой теплопроводностью, так что предотвращают нежелательное рассеивание теплоты и, таким образом, снижают неравномерность температуры в точках контакта со средством транспортировки.
В частности, охлаждение предпочтительно осуществляют с помощью средства охлаждения, в частности, с использованием конвективной охлаждающей среды, так что в процессе охлаждения контролируемо охлаждают сразу всю подложку печатной формы. Процесс охлаждения также происходит прерывисто, так что охлаждение подложки печатной формы не охватывает подложку печатной формы по участкам, а всегда происходит охлаждение упомянутой печатной формы равномерно по всей поверхности. Например, оно может производиться посредством доведенной до нужного состояния газообразной охлаждающей среды. Необходимо уделить внимание тому, что процесс охлаждения охватывает всю подложку печатной формы как по длине, так и по ширине. Печатные формы предпочтительно охлаждают в зоне выпуска от температуры обжига до менее чем 100°C, предпочтительно ниже 50°C или ниже 30°C.
Поэтому, помещение в "автоматическую стиральную машину", которая использует жидкую среду, также должно происходить только после охлаждения до температуры ниже 100°C, предпочтительно ниже 50°C, в частности, ниже 30°C, чтобы удерживать разницу температур на низком уровне во время очень быстрого охлаждения посредством моющей среды.
В соответствии с еще одной идеей изобретения, вышеупомянутую цель достигают посредством печи непрерывного действия, имеющей зону обжига для нагрева и удерживания печатной формы при температуре обжига, и средство транспортировки печатной формы, которую надо обжечь, в зону обжига, и средство транспортировки для перемещения печатной формы из зоны обжига, при этом зона обжига печи непрерывного действия имеет размер не меньше, чем печатная форма, при этом средство транспортировки печатной формы в зону обжига и средство транспортировки печатной формы из зоны обжига сконструированы для непрерывной транспортировки печатной формы в зону обжига и из зоны обжига.
Средство транспортировки печатных форм в зону обжига печи непрерывного действия и из зоны обжига обеспечивает прерывистую транспортировку в соответствии с изобретением, если оно может перемещать печатную форму с подходящей скоростью в зону обжига так, чтобы печатная форма еще не успела существенно нагреться до того, как она будет полностью расположена в зоне обжига. Например, этого можно достичь, если печатную форму полностью размещают в зоне обжига с использованием средства транспортировки не более чем за одну минуту, не более чем за 30 с, в частности, не более чем за 20 с или 10 с или не более чем 5 с, и там нагревают по всей ее поверхности. В этом случае, разницу температур во время нагрева можно существенно сократить, так как сразу нагревают всю печатную форму, фактически стационарно. Необходимо средство транспортировки для удаления из зоны обжига, которое осуществляет удаление из зоны обжига не более чем за 1 минуту, не более 30 с или предпочтительно не более чем за 20 с. Короткая продолжительность вставки печатных форм в зону обжига, а также удаления их оттуда, гарантирует, что, как уже упоминалось, нагрев, а также охлаждение, может происходить фактически по всей поверхности, практически стационарно, и, таким образом, можно достичь более низкой разности температур или градиентов.
Предпочтительно в соответствии с одним вариантом осуществления печи непрерывного действия, по меньшей мере один сетчатый конвейер, который может работать прерывисто, выполнен в качестве средства транспортировки печатной формы в зону обжига и из зоны обжига. Сетчатые конвейеры, с одной стороны, дают возможность простой транспортировки печатных форм без наличия большой поверхности контакта между средством транспортировки и печатной формой, которая приводит к рассеиванию теплоты и, таким образом, к разности температур. В отличие от этого, как известно из существующего уровня техники, сетчатые конвейеры могут работать прерывисто, т.е. скорость перемещения сетчатого конвейера может меняться в зависимости от положения печатной формы в печи непрерывного действия. Например, сетчатый конвейер может перемещать печатную форму с высокой скоростью в зону обжига печи непрерывного действия, а как только печатная форма оказывается в зоне обжига, сокращать скорость до нуля или до значения, близкого к нулю, и после обжига с высокой скоростью удалять печатную форму из зоны обжига.
В соответствии с одним вариантом осуществления, средство транспортировки печатных форм в зону обжига и из зоны обжига печи непрерывного действия, благодаря геометрии, имеет уменьшенную поверхность контакта, и/или в областях контакта с печатными формами имеется материал с низкой теплопроводностью. Цель этих мер заключается в том, чтобы сократить рассеивание теплоты от печатных форм во время транспортировки. Применение материала с низкой теплопроводностью, например, менее 1 Вт/мК, а также малых поверхностей контакта может дополнительно сократить передачу теплоты, и, таким образом, вносит вклад в достижение низкой разности температур в печатной форме во время обжига и охлаждения. Маленькую поверхность контакта получают, например, с помощью приподнятых и изогнутых областей контакта, так что между средством транспортировки и печатной формой контакт происходит только по касательной. В принципе, также можно использовать нагретое или нагреваемое средство транспортировки, чтобы привести температуру средства транспортировки к температуре печатной формы, чтобы допускать только небольшое рассеивание тепла.
Если имеется зона ввода, в которой печатные формы нагревают от комнатной температуры до максимум 150°C, предпочтительно до 100°C, и из которой печатные формы можно переместить в зону обжига, то в соответствии с еще одним вариантом осуществления изобретения разность температур с зоной обжига можно постепенно сокращать так, чтобы снизить риск возникновения большой разности температур на печатной форме во время нагрева до температуры обжига. Также было установлено, что механические свойства печатной формы при нагреве до этих температур существенно не изменяются. Таким образом, нежелательные деформации печатной формы в зоне ввода фактически не возникают.
То же самое верно, когда в соответствии с еще одним вариантом осуществления печи непрерывного действия выполнена по меньшей мере одна зона выпуска, в которой печатную форму охлаждают от максимальной температуры обжига до менее чем 150°C, предпочтительно до менее чем 100°C или менее чем 60°C.
Производительность печи непрерывного действия можно увеличить в соответствии с еще одним вариантом осуществления с помощью зоны ввода и зоны выпуска печи непрерывного действия, сконструированных в виде буфера или хранилища, способного принимать несколько печатных форм для нагрева или охлаждения.
Наконец, в соответствии с еще одним вариантом осуществления, выполнено промывающее устройство, которое установлено на выходе зоны выпуска, и в котором печатные формы промывают жидкой промывающей средой и дополнительно охлаждают. Печатные формы можно эффективно и полностью остудить, например, до комнатной температуры и одновременно очистить с помощью промывающей станции.
Краткое описание чертежей
Более того, изобретение будет более подробно описано на примере вариантов осуществления со ссылкой на чертежи. На чертежах:
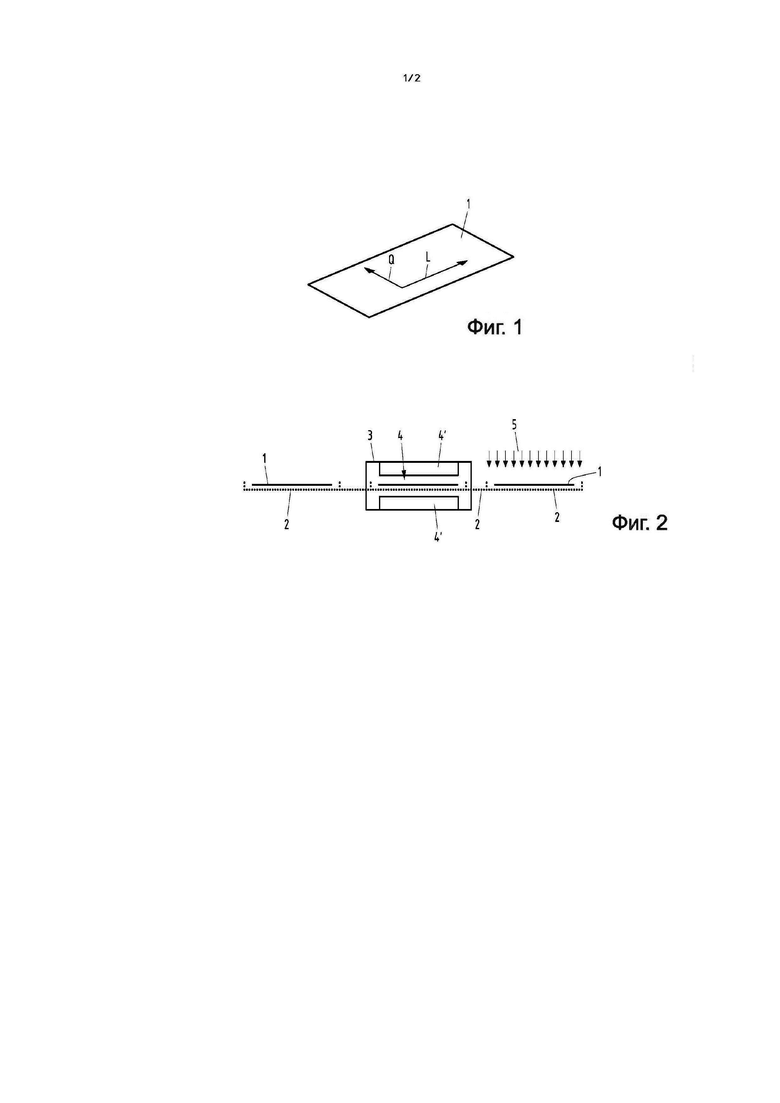
на фиг. 1 на схематическом виде в перспективе показана подложка печатной формы;
на фиг. 2 приведен схематический вид в разрезе примера осуществления печи непрерывного действия, работающей прерывисто;
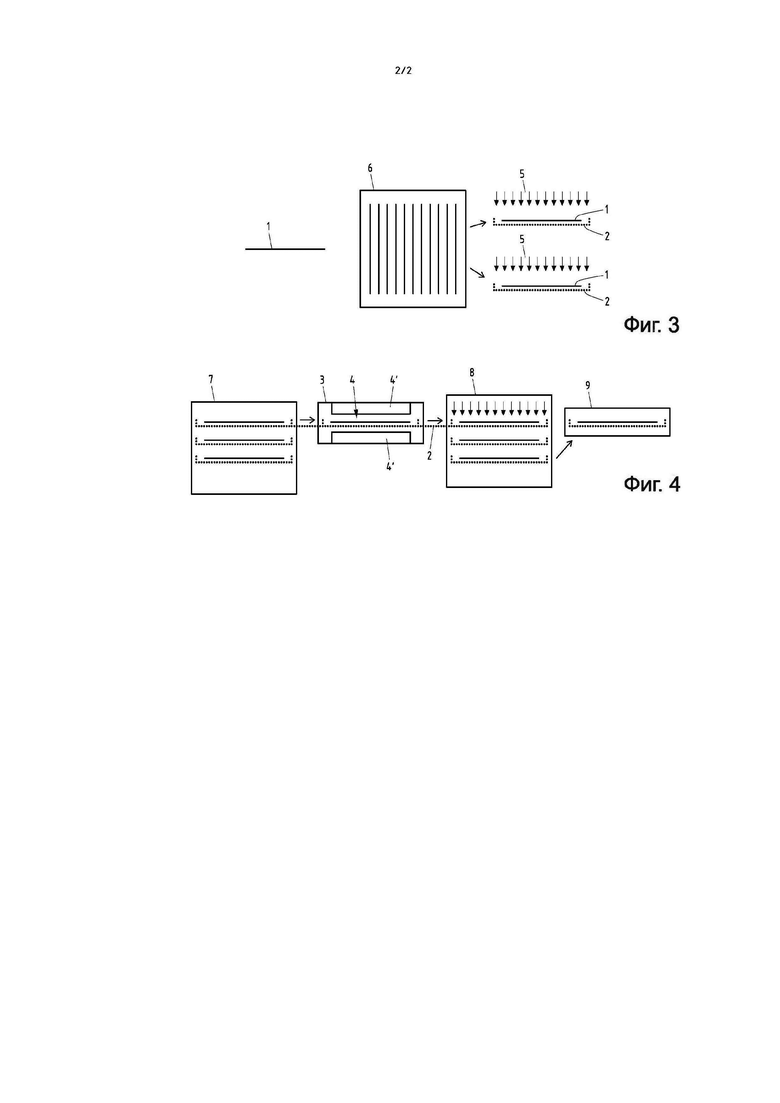
на фиг. 3 также приведен схематический вид второго примера осуществления способа в соответствии с изобретением с использованием печи периодического действия; и
на фиг. 4 на схематическом виде в разрезе показана печь непрерывного действия, работающая прерывисто, с зоной ввода и выпуска.
Осуществление изобретения
На фиг. 1 на схематическом виде в перспективе показана печатная форма 1, которая обычно имеет прямоугольную форму. Обычно используют следующие форматы: не менее 300 мм в ширину и не менее 1000 мм в длину. Широкоформатные печатные формы 1 предпочтительно имеют ширину не менее 1000 мм и длину не менее 2000 мм. Обычные широкоформатные печатные формы имеют, например, следующие соотношения ширины и длины: 1350 мм x 2800 мм или 1600 мм x 2900 мм. При этом печатная форма 1 состоит из металлического листа алюминия или алюминиевого сплава, выступающего в качестве подложки печатной формы, имеющего толщину от 0,1 мм до 0,5 мм. Печатная форма 1 содержит покрытие, например, светочувствительное покрытие, нанесенное на подложку, которое следует обжечь.
Для изучения этого явления сначала были рассмотрены печатные формы 1, которые прошли обжиг с применением обычных способов, при этом печатные формы сначала разделили на несколько измерительных поверхностей, на которых проводились измерения температуры металла печатной формы, например, с помощью пирометра. Температуру измеряли во время процесса обжига, во время процесса нагрева, а также во время процесса охлаждения. Затем, исходя из температурных кривых, была смоделирована упругая и пластическая деформация соответствующих областей печатной формы, а из этого были определены напряжения, возникающие в листовом металле и распределенные по поверхности печатной формы. Вычисленные деформации сравнили с деформациями, которые возникли в действительности, так что можно сделать выводы, касательно того, какой профиль температуры задать для печатной формы.
Было установлено, что для того, чтобы ограничить деформацию, распределение температуры металла печатной формы в продольном направлении L может содержать разницу температур не более 40°C на расстоянии 40 см как во время нагрева, так и во время охлаждения. Превышение это разницы температур приводит к большим предварительным напряжениям в печатной форме после процесса обжига и, таким образом, к необратимой деформации печатной формы. Деформация приводит к нежелательно большому волнообразованию и отбраковке печатной формы.
В то же время, было установлено, что печатные формы значительно более чувствительны к разнице температур в поперечном направлении Q, то есть перпендикулярном продольному направлению, и необходимо поддерживать разницу температур не более 10°C в перпендикулярно продольному направлению, чтобы не происходило нежелательное сильное волнообразование. Максимальная разница температур перпендикулярно продольному направлению во время процесса обжига или охлаждения составляет 5°C, предпочтительно не более 2°C, так что можно сократить волнообразование.
Чтобы этого достичь, обжиг может осуществляться прерывисто в печи непрерывного действия. Для этого на фиг. 2 для примера показана печь 3 непрерывного действия, работающая прерывисто. Для этого печатную форму 1 на средстве 2 транспортировки перемещают в зону 4 обжига, и ее нагрев начинают только там. Средство 2 транспортировки может быть сконструировано, например, в виде сетчатого конвейера, которые может работать прерывисто, чтобы перемещать печатную форму в зону обжига. Зона 4 обжига печи непрерывного действия имеет размеры не меньше, чем сама печатная форма 1. Когда печатную форму располагают в зоне обжига печи 3 непрерывного действия, сетчатый конвейер 2 останавливает процесс транспортировки до тех пор, пока печатная форма 1 не пройдет обжиг. Сетчатый конвейер 2 также может содержать материалы, которые обладают особенно низкой теплопроводностью, по меньшей мере, в областях контакта с печатной формой 1, чтобы предотвратить рассеивание тепла или неравномерного нагрева печатной формы 1. В частности, контактные поверхности средства 2 транспортировки с печатной формой 1 содержат соответствующие материалы. Контактные поверхности, например, состоят из жаропрочной эпоксидной смолы, имеющей теплопроводность не менее 1 Вт/мК. Контактные поверхности средства 2 транспортировки в поперечном сечении также могут содержать закругления, так что обеспечивается контакт с печатной формой только по касательной. Контакт с печатной формой 1, который является очень маленьким с точки зрения площади поверхности, также положительно влияет на сокращение рассеивания тепла от печатной формы 1.
В качестве средства транспортировки предпочтительно используют сетчатые конвейеры 2, которые из-за наличия проволочной сетки гарантируют особенно малые контактные поверхности с печатной формой 1. Сетчатый конвейер 2 перемещает печатную форму 1 в зону 4 обжига печи 3. Как только печатная форма расположена в зоне 4 обжига, скорость сетчатого конвейера 2 сокращается до нуля, и затем, печатную форму 1 обжигают фактически стационарно в зоне 4 обжига. После фактически стационарного обжига печатной формы, печатную форму с помощью сетчатого конвейера удаляют из зоны 4 обжига с высокой скоростью и охлаждают по всей ее поверхности. Прерывистую работу печи 3 непрерывного действия или печи 3 обжига, таким образом, обеспечивают посредством сетчатых конвейеров 2, которые могут работать соответствующим образом.
Тем не менее, также можно использовать другое средство транспортировки, которое может работать прерывисто.
Как уже отмечалось, нагрев печатной формы 1 с помощью нагревательного средства 4' предпочтительно происходит только тогда, когда печатная форма 1 расположена в зоне 4 обжига печи 3 непрерывного действия. Например, при сочетании нагрева излучением и конвективного нагрева можно нагреть печатную форму особенно эффективно и при этом равномерно. Так как в поперечном направлении допустимыми могут быть только очень небольшие разности температур, то важную роль играет хороший контроль температуры в процессе обжига. Расположение печатной формы 1 в зоне 4 обжига печи 3 непрерывного действия предпочтительно происходит не более чем за одну минуту, не более чем за 30 с или предпочтительно не более чем за 20 с, особенно предпочтительно не более чем за 10 с или 5 с. Средство транспортировки должно гарантировать скорость перемещения, соответствующую геометрии или размеру печатной формы 1. Печь 3 непрерывного действия работает прерывисто, так как печатная форма 1 остается в печи непрерывного действия в течение времени обжига.
Температуру обжига, принимающую значение от 210°C до320°C или от 220°C до 300°C, поддерживают от 1 до 15 минут, предпочтительно от 2 до 10 минут, а затем печатную форму 1 охлаждают. Для этого печатная форма 1 предпочтительно остается на средстве транспортировки, в данном случае на сетчатом конвейере. Средство транспортировки, затем, одновременно с печатной формой 1 конвективно охлаждают с использованием охлаждающей среды 5. Процесс охлаждения также выполняют контролируемым образом, так что сразу равномерно охлаждают всю печатную форму. Было установлено, что необходимо поддерживать разность температур в продольном направлении L не более 40°C на расстоянии 40 см или в поперечном направлении Q, перпендикулярном продольному направлению, не более 10°C, предпочтительно 5°C, особенно предпочтительно 2°C, в противном случае могут возникнуть сильные волны. С помощью этих мер можно сократить высоту волны после обжига печатной формы 1 до размера существенно меньше 6 мм. Тем самым, значительно уменьшается доля бракованных печатных форм, и, в некоторой степени, делают пригодными к использованию печатные формы.
Чтобы поддерживать заданную в соответствии с изобретением температуру печатной формы, в процессе необходимо по меньшей мере один раз измерять температуру печатной формы по всей ее поверхности, чтобы отрегулировать устройство обжига. Для этого в процессе производят измерение температуры с помощью пирометров. Температуру печатной формы необходимо измерять уже во время помещения печатной формы в печь обжига или печь 3 непрерывного действия. Затем, следует отрегулировать теплоотдачу нагревательного средства 4' так, чтобы во время нагрева и обжига поддерживать разницу температур, требуемую в соответствии с изобретением. То же самое выполняют для процесса охлаждения, а также регулировку, например, скорости прохождения охлаждающей среды. Регулировка нагревательного средства и, как вариант, также охлаждающей среды в отношении теплоотдачи/холодоотдачи на элемент поверхности является очень специфической, и поэтому, ее необходимо индивидуально приспосабливать к имеющимся условиям. Независимо от параметров соответствующей системы для обжига печатных форм способ в соответствии с изобретением гарантирует заметное сокращение нежелательных деформаций печатной формы.
На фиг. 3 схематически показан еще один пример осуществления способа в соответствии с изобретением с использованием печи 6 периодического действия, в которую можно поместить несколько печатных форм 1. При использовании печи 6 периодического действия емкость процесса обжига можно увеличить, и, поэтому, все печатные формы 1, которые расположены в печи 6 периодического действия, можно очень однородно и равномерно нагреть. Обычно для этого печатные формы 1 располагают в печи 6 периодического действия перпендикулярно. Затем происходит процесс охлаждения с помощью охлаждающей среды 5. Предпочтительно, с помощью охлаждающей среды 5 одновременно охлаждают несколько печатных форм 1, расположенных на средстве 2 транспортировки.
Если процесс нагрева и процесс охлаждения печатной формы для обжига покрытия происходит в печи периодического действия при поддержании разности температур в соответствии с изобретением, то предварительные напряжения печатной формы после процесс обжига можно существенно сократить и по существу сократить размер нежелательных деформаций.
На фиг. 4 показано устройство с печью 3 непрерывного действия, которое может работать прерывисто, и которое в этом случае содержит зону 7 ввода и зону 9 выпуска. Печатные формы 1 нагревают до температуры не выше 150°C в зоне 7 ввода, сконструированной в виде хранилища или буфера, и перемещают из зоны 7 ввода с использованием сетчатых конвейеров 2 в зону 4 обжига. Накопление в зоне 7 ввода позволяет медленно проводить процесс нагрева. Кроме того, предварительно нагретые печатные формы 1 уже доступны, когда печатная форма покидает зону 4 обжига печи 3 непрерывного действия, и ее перемещают в зону 8 выпуска. Печатные формы 1 могут быть бережно охлаждены в зоне 9 выпуска, которая аналогично сконструирована в виде буфера или хранилища, и которая может принимать несколько печатных форм 1, не превышая при этом разницу температур. Затем, печатную форму 1 перемещают в промывающее устройство 9, в котором печатную форму очищают и, в то же время, дополнительно охлаждают.
Изобретение относится к способу обжига покрытия подложки печатной формы. Способ обжига покрытия подложки печатной формы, выполненной из алюминия или алюминиевого сплава, включает нагрев до температуры отжига подложки, выдержку при этой температуре в течение заданного времени и охлаждение, при этом по меньшей мере, в диапазоне температур от 150°C до температуры обжига разница температур металла печатной формы, измеренная вдоль линии в продольном направлении печатной формы во время нагрева и во время охлаждения, составляет максимум 40°C на длине 40 см, а разница температур металла печатной формы, измеренная вдоль линии перпендикулярной продольному направлению, составляет менее 10°C во время нагрева и во время охлаждения. Печь непрерывного действия для осуществления способа содержит зону обжига для нагрева и поддержания температуры обжига, средство транспортировки печатной формы в зону обжига и средство транспортировки печатной формы из зоны обжига, при этом зона обжига печи непрерывного действия имеет размер не меньше, чем размер печатной формы, средства транспортировки печатной формы в зону обжига и из зоны обжига сконструированы для прерывистого перемещения печатной формы. Изобретение направлено на разработку способа обжига подложек печатных форм, в частности широкоформатных подложек, позволяющего минимизировать деформации после процесса обжига. 2 н. и 12 з. п. ф-лы, 4 ил.
1. Способ обжига покрытия подложки печатной формы, которая содержит алюминий или алюминиевый сплав в качестве материала подложки, при этом печатную форму нагревают до температуры отжига подложки, удерживают при этой температуре в течение заданного времени, а затем охлаждают,
отличающийся тем, что
по меньшей мере в диапазоне температур от 150°C до температуры обжига, предпочтительно от 100°C до температуры обжига, разница температур металла печатной формы, измеренная вдоль линии в продольном направлении печатной формы во время нагрева и во время охлаждения, составляет максимум 40°C на длине 40 см, и разница температур металла печатной формы, измеренная вдоль линии, перпендикулярной продольному направлению, составляет менее 10°C во время нагрева и во время охлаждения.
2. Способ по п. 1, отличающийся тем, что обжиг проводят в печи прерывисто, предпочтительно в печи периодического действия или в печи непрерывного действия, работающей прерывисто.
3. Способ по п. 1 или 2, отличающийся тем, что меньшей мере в диапазоне температур от 150°C до температуры обжига, предпочтительно от 100°C до температуры обжига, разница температур металла печатной формы во время нагрева и во время охлаждения, измеренная вдоль линии, перпендикулярной продольному направлению, составляет максимум 5°C, предпочтительно, максимум 2°C.
4. Способ по любому из пп. 1-3, отличающийся тем, что подложки печатных форм шириной не менее 400 мм и длиной не менее 600 мм, предпочтительно шириной не менее 1000 мм и длиной не менее 2000 мм, подвергают процессу обжига.
5. Способ по любому из пп. 1-4, отличающийся тем, что обжиг проводят при температуре металла печатной формы от 220°C до 320°C при продолжительности обжига от 1 до 15 минут, предпочтительно от 240°C до 300°C, при продолжительности обжига от 2 до 10 минут.
6. Способ по любому из пп. 1-5, отличающийся тем, что печатные формы перемещают с использованием средства транспортировки, которое предотвращает или сокращает рассеивание тепла от подложки печатной формы через средство транспортировки.
7. Способ по любому из пп. 1-6, отличающийся тем, что охлаждение предпочтительно осуществляют с помощью средства охлаждения, в частности с использованием конвективной охлаждающей среды, при этом в процессе охлаждения контролируемо охлаждают сразу всю подложку печатной формы.
8. Печь непрерывного действия для обжига способом по любому из пп. 1-7, которая содержит зону обжига для нагрева и удерживания печатной формы при температуре обжига и средство транспортировки печатной формы, которую необходимо обжечь, в зону обжига и средство транспортировки печатной формы из зоны обжига, при этом зона (4) обжига печи (3) непрерывного действия имеет размер не меньше, чем размер печатной формы (1), средство (2) транспортировки печатной формы (1) в зону (4) обжига и средство транспортировки (2) печатной формы (1) из зоны (4) обжига сконструированы для прерывистого перемещения печатной формы (1) в зону (4) обжига и из зоны (4) обжига.
9. Печь непрерывного действия по п. 8, отличающаяся тем, что средства (2) транспортировки печатной формы (1) в зону (4) обжига и из зоны (4) обжига печи (3) непрерывного действия выполнены в виде сетчатых конвейеров с возможностью прерывистой работы.
10. Печь непрерывного действия по п. 8 или 9, отличающаяся тем, что средство (2) транспортировки печатной формы (1) в зону (4) обжига и из нее обладает теплопроводностью, величина которой составляет менее 1 Вт/мК в областях контакта с печатными формами (1), благодаря геометрии и/или используемым материалам в областях контакта.
11. Печь непрерывного действия по любому из пп. 8-10, отличающаяся тем, что в ней выполнена зона (7) ввода, в которой печатные формы (1) могут быть нагреты от комнатной температуры до температуры не более 150°C, предпочтительно не более 100°C, и из которой печатные формы (1) могут быть перемещены в зону обжига.
12. Печь непрерывного действия по любому из пп. 8-11, отличающаяся тем, что в ней выполнена зона (8) выпуска, в которой печатные формы (1) охлаждают от температуры обжига до температуры менее 100°C, предпочтительно менее 50°C или менее 30°C.
13. Печь непрерывного действия по любому из пп. 8-12, отличающаяся тем, что зона (7) ввода и зона (8) выпуска выполнены в ней в виде буфера или хранилища и могут принимать несколько печатных форм (1), которые необходимо нагреть или охладить.
14. Печь непрерывного действия по любому из пп. 8-13, отличающаяся тем, что в ней выполнено промывающее устройство (9), которое установлено на выходе зоны (8) выпуска, и в котором печатные формы (1) промывают жидкой промывающей средой и дополнительно охлаждают.
| DE 4134161 A1, 15.04.1993 | |||
| КОМПОЗИЦИИ И СПОСОБЫ, ВКЛЮЧАЮЩИЕ ТРИГЛИЦЕРИДЫ СО СРЕДНЕЙ ДЛИНОЙ ЦЕПИ, ДЛЯ ЛЕЧЕНИЯ ЭПИЛЕПСИИ | 2015 |
|
RU2712942C2 |
| МАГНИТНЫЙ ПИГМЕНТ | 2017 |
|
RU2648438C1 |
| ГИДРОФИЛИЗОВАННАЯ ОСНОВА ПЕЧАТНЫХ ФОРМ ДЛЯ ПЛОСКОЙ ПЕЧАТИ И ЕЕ ПОЛУЧЕНИЕ | 1996 |
|
RU2161091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ СЛОЕВ НЕИСПАРЯЮЩИХСЯ ГАЗОПОГЛОЩАЮЩИХ МАТЕРИАЛОВ НА ПОДЛОЖКЕ И ГАЗОПОГЛОТИТЕЛЬНОЕ УСТРОЙСТВО | 1997 |
|
RU2153206C2 |

