1
Изобретение относится к литейному производству, в частности к производству отливок методом литья под низким давлением.
Известн-а установка литья под низким давлением, включающая герметичную камеру с крышкой, металлопровод и форму f 1 1.
К недостаткам этой установки относятся :необз4одимость поддержания в
герметичной камере избыточного давления до полного затвердевания отливки, что увеличивает цикл ее изготовления и снижает производительность установки; отсутствие устройств, обеспечивающих подпрессовку затвердевающей отливки, что ограничивает номенклатуру изготавливаемого литья из-за невозможности обеспечения требуемого качества всех элементов отливки. Особенно это относится к отливкам, имеющим утолщенные фланцы, бобьппки, приливы, которые при
изготовлении удалены от питающих узлов.
Наиболее близкой к предлагаемой является установка для получения литых заготовок, содержащая герметичнзгю камеру дпя расплава с крышкой, форму, над которой расположен прессующий пуансон, металлопровод, конусообразный клапан, систему подачи давлений в герметичную камеру f2j.
10
В работе такая установка малонадежна и малопроизводительна. Это объясняется наличием в исходном положении зазора между клапаном и упором, что приводит к попаданию в этот
IS зазор расплава в момент заливки в форму и нарушению контакта подводящих шин и нагревателей. Вследствие этого обогрев клапана ухудшается и на его стенках происходит нарастание
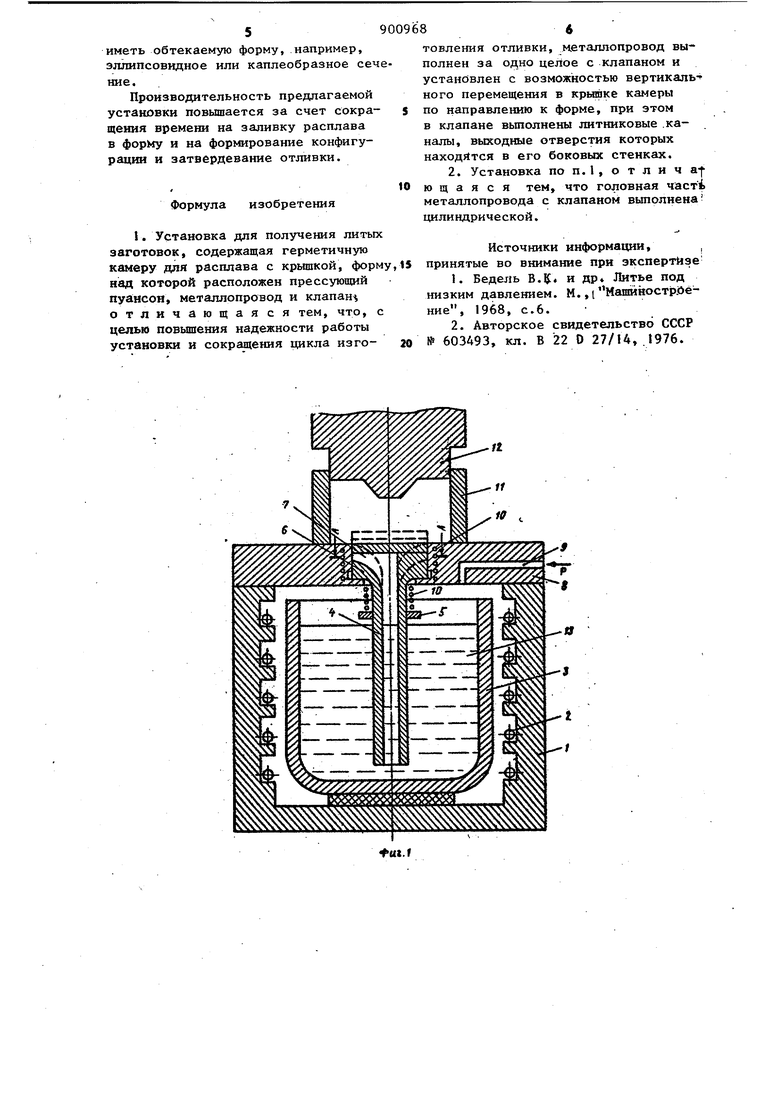
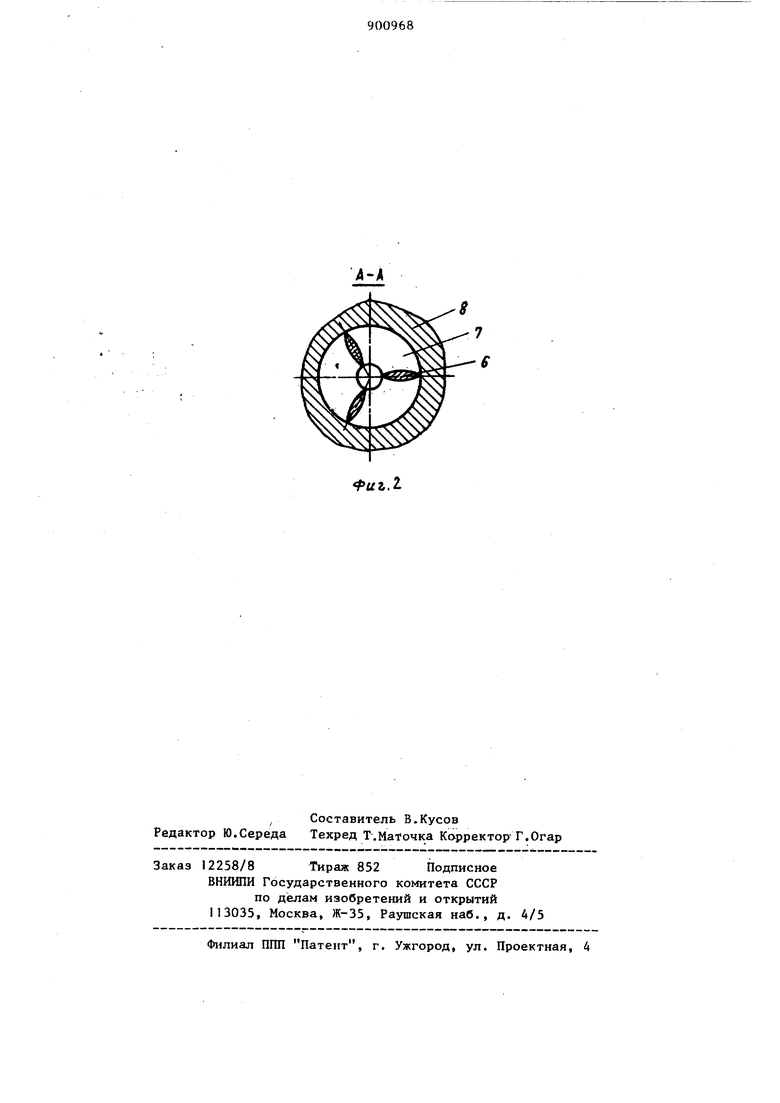
20 корки металла, что требует дополнит тельного времени на его очистку. Производительность установки снижается также за счет того, что требу3ется определенное время,на нагревание клапана, его закрытие подвижным упором и возвращение упора в исходное положение. Цель изобретения - повышение надежности работы установки и сокра щение цикла изготовления отливки. Указанная цель достигается тем, в установке, содержащей герметичную камеру с крышкой, форму, над которой расположен прессующий пуансон, металлопровод и клапан, металлопровод выполнен за одно целое с клапаном. В клапане выполнены литни ковые каналы, выходные отверстия ко торых находятся, в его боковых стенках, Металлопровод установлен с воз можностью вертикального перемещения в крыщке камеры по направлению к форме. Головная часть металлопровода с клапаном выполнена цилиндрической. На фиг.I изображена установка в разрезе, общий вид; на фиг.2 - ра рез А-А на фиг. 1 . Установка содержит герметичную камеру 1 с нагревателями 2 и тиглем 3 для расплава, металлопровод 4 с ограничителя 5 хода и клапаном 6 с литниковыми каналами 7, крьппку 8 с отверстиями 9 для подачи рабоче го газообразного агента, нагревател 10 для обогрева посадочных поверхностей клапана и крышки. На крьшке 8 установки помещена форма 1, над которой расположен прессующий пуансон 12. Установка снабжена системой пода чи и сброса давления, электро и гидроаппаратурой ( не показаны ) обес печивающими ее-работу. Установка работает следующим образом. После закрепления формы 11 и уст новки в исходное положение пуансона 12, в герметичной камере I созда ют давление газообразного рабочего агента, под действием которого расплав 13 поступает в металлопровод 4 и затем в полость клапана 6, находящегося в исходном положении. Под действием гидродинамического давле ния потока расплава на перекрытие клапана происходит перемещение клап на с металлопроводом относительно крышки 8 в сторону формы 11 на вели чину, фиксируемую ограничителями 5 хода. Через выходные отверстия литниковых каналов 7 форма 11 заполняется расплавом, начиная с момента их открытия при перемещении клапана с металлопроводом и при нахождении последних в положении заливки. Величина перемещения металлопровода 330 мм. После заполнения расплавом, давление в установке сбрасывается до величины, обеспечивающей поддержание уровня расплава в полости клапана. Это позволяет сократить общий цикл изготовления последующих отливок за счет исключения времени на нарастание давления к подъем расплава в металлопроводе на уровень клапана. При изготовлении отливок из алюминиевых сплавов величина избыточного давления, поддерживаемого в установке, составляет 0,002-0,004 кгс/CMf После сброса давления в установке до указанной величины, металлопровод 4 под действием силы собственного веса возвращагется в исходное положение, отверстия литниковых каналов 7 перекрываются поверхностью посадочного отверстия крьппки 8 герметичной камеры 1 и поступление расплава 13 в форму II прекращается. После перекрытия литниковых каналов подают давление на прессующий пуансои 12. Под действием пуансона происходит формирование конфигурации литой заготовки и ее затвердевание, после чего пуансон 12 выдвигают из полости 1 ,. осуществляют ее разъем и извлечение отливки. При перемещении метаплопровода с цилиндрическим клапаном относитель но крышки установки сохраняется постоянный контакт посадочных поверхностей клапана и крышки, что исключает возможность образовзния между ними зазора и попадание в него зали-г ваемого расплава. Для предохранения посадочных: поверхностей клап.ана и крышки от намерзания корки металла они снабжены нагрев елями 10. Для снижения гидродинамических потерь потока расплава и уменьшения площади посадочной поверхности клапана металлопровода он может быть выполнен с помощью ребер жесткости, которые являются соединительными элементами между перекрытием клапана и корпусом металлопровода. Для обеспечения оптимальных гидродинамических параметров процесса ребра жесткости, образующие одновременно выходные отверстия литниковых каналов дсутжны 5 иметь обтекаемую форму, например, эллипсовидное или каплеобразное се ние. Производительность предлагаемой установки повьшается за счет сокра щения времени на заливку расплава в форму и на формирование конфигурации и затвердевание отливки. Формула изобретения I. Установка для получения литы заготовок, содержащая герметичную камеру для расплава с крышкой, фор над которой расположен прессующий пуансон, металлопровод и клапану отличающая ся тем, что, целью повышения надежности работы установки и сокращения цикла изго8товления отливки, неталлопровод выполнен за одно целое с клапаном и установлен с возможностью вертикаль- ного перемещения в крышке камеры по направлению к форме, при этом в клапане вьтолнены литниковые .каналы, выходные отверстия которых находится в его боковых стенках. 2. Установка поп.1,отлича1 ю щ а я с я тем, что головная част4 металлопровода с клапаном выполненацилиндрической. Источники информации, , принятые во внимание при экспертизе 1.Бедель В.4 и др Литье под низким давлением. М., Мапиностр.Оёние, 1968, с.6. 2.Авторское свидетельство СССР № 603493, кл. В 22 О 27/14,.1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под низким давлением многослойных металлических заготовок | 1981 |
|
SU997970A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Установка для получения литых заготовок | 1976 |
|
SU603493A1 |
| Металлопровод для машин литья под низким давлением | 1982 |
|
SU1052326A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ГАЗОПРОНИЦАЕМЫХ ФОРМАХ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2355509C2 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| Установка для получения тонкостенных отливок | 1972 |
|
SU452947A3 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
ft
8
.i
