Изобретение относится к машиностроению, в частности, к упрочнению поверхностей деталей из сплавов на основе титана путем вакуумного оксидирования.
Известен способ химико-термической обработки изделий из титановых сплавов по а.с. №926955, С23С 8/10, 2015. Способ применим для α + β и β-сплавов. Способ включает диффузионное насыщение в атмосфере разреженного воздуха и охлаждение. Насыщение изделий проводят при температуре 1100 - 1150°С, при остаточном давлении 1×10-2 - 3×10-2 мм.рт.ст., а охлаждение осуществляют со скоростью 80 - 120°С/ч. Недостатком является невозможность применения способа для обработки готовых деталей из-за значительного изменения линейных размеров готовых деталей в результате высокотемпературного нагрева.
Известен способ оксидирования титановых сплавов по а.с. № 816195, С23С 8/10, 2006. Способ включает нагрев, выдержку и охлаждение в условиях вакуума. Нагрев проводят при максимальной температуре в /α + β/ области, но на 20 - 40°С ниже температуры α+β→β перехода в вакууме 2×10-3 - 5×10-3 мм.рт.ст. Выдержку ведут в течение 50 - 60 мин, в вакууме 2×10-2 - 8×10-3 мм.рт.ст. Охлаждение осуществляют со скоростью 400 - 470°С/ч в вакууме 2×10-3 - 5×10-3 мм.рт.ст. Недостатком является большая толщина защитного слоя.
В качестве ближайшего аналога заявляемому техническому решению выбран способ химико-термической обработки сплавов на основе титана по а.с. № 1295775, С23С 8/34, 2013. Способ включает оксидирование при температуре 800 - 850°С в вакууме 3×10-1 - 3×10-4 мм.рт.ст. После оксидирования проводят дополнительно азотирование при температуре ниже температуры α+β→β превращения. Недостатком способа является сложность его применения для создания упрочняющего слоя на поверхности уже готовых деталей, прошедших механическую обработку. При повышенных температурах оксидирования, и температурах азотирования, близких к границе α+β→β превращения происходит коробление деталей, т.е. изменение их линейных размеров, выходящее за пределы допусков.
Технической задачей заявляемого изобретения является повышение физико-механических свойств деталей из титановых сплавов.
Техническим результатом заявляемого изобретения является повышение твердости поверхностного слоя деталей из титановых сплавов с сохранением их допустимых размеров.
Технический результат достигается за счет того, что в способе химико-термической обработки деталей из титановых сплавов, включающем оксидирование и азотирование, согласно изобретению, насыщение поверхности кислородом и азотом проводят в атмосфере воздуха с добавлением азота при давлении 1×10-1 - 1×10-2 мм.рт.ст. и при температуре 690 - 710°С
Технический результат обеспечивается тем, что при изготовлении деталей из титановых сплавов с заданными параметрами поверхностного упрочняющего слоя оксидирование проводят в вакууме с добавлением азота при температуре 690 - 710°С. Экспериментально установлено, что при данных температурах на деталях, прошедших стадию окончательной механической обработки получают упрочнённый слой заданной глубины и заданной твёрдости. При этом отсутствует коробление деталей, изменение их размеров, выходящее за пределы установленных допусков. При температуре азотирования ниже 690°С увеличивается длительность процесса образования упрочняющего слоя. При давлении вакуумирования выше, чем 1×10-1 мм.рт.ст. во время насыщения поверхности детали азотом на поверхности детали образуются нитриды титана, обладающие твёрдостью выше заданной и препятствующие диффузии упрочняющих элементов вглубь основного материала. При этом глубина упрочнённого слоя может оказаться ниже заданного значения. При понижении давления ниже 1×10-2 мм.рт.ст. значительно замедляется скорость насыщения азотом и кислородом диффузного слоя. Таким образом, указанный режим процесса позволяет повысить качество деталей за счет упрочнения их поверхности до необходимого значения твердости при изменении размеров деталей в пределах заданных допусков.
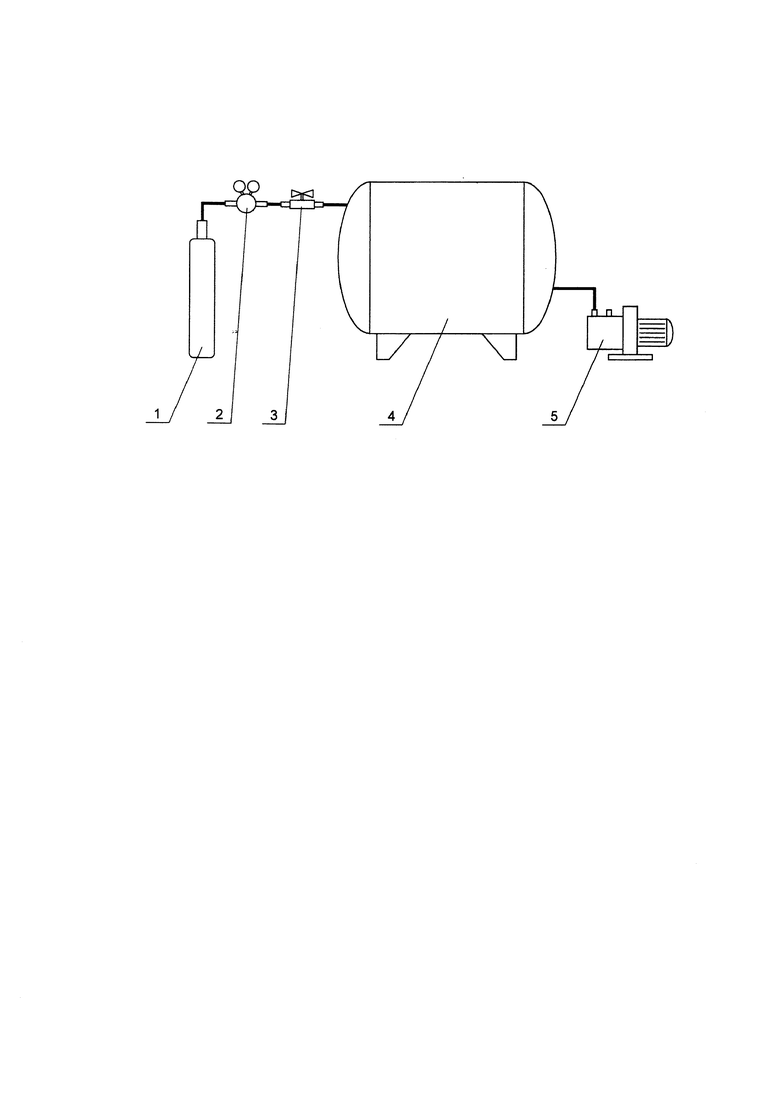
На чертеже представлена схема установки для химико-термической обработки деталей из титановых сплавов
Для вакуумного оксидирования применяют установку, содержащую баллон с азотом 1, газовый редуктор 2, вентиль 3, вакуумную печь 4, вакуумный насос 5.
Способ осуществляют следующим образом.
В вакуумную печь 4 загружают приспособление с деталями, прошедшими механическую обработку и подлежащими оксидированию и азотированию. Вакуумным насосом 5 откачивают воздух до остаточного давления 1×10-3 мм.рт.ст., далее производят нагрев до температуры 700±10°C, выдерживают детали в печи в течение одного часа при давлении не более 1×10-3 мм.рт.ст. Во время выдержки происходит очищение поверхностей деталей от загрязняющих окислов. Далее через газовый редуктор 2 и вентиль 3 в вакуумную печь 4 подают азот из баллона 1 до поднятия давления в печи 4 до значения в 1×10-2 - 1×10-1 мм.рт.ст. Проводят насыщение поверхностей деталей при температуре 700±10°С. В зависимости от необходимой толщины упрочнённого слоя выбирают время выдержки от 16 до 25 часов. Давление в печи 4 контролируют с помощью манометра или наблюдением за расходом подаваемого азота. После окончания выдержки детали охлаждают в азоте, аргоне или в вакууме до температуры близкой к 100°С. В результате процесса на поверхности деталей получают упрочнённый диффузионный слой глубиной 0,015 - 0,040 мм и твердостью не менее 420 HV. При указанных значениях температуры и давления процесса значения твердости слоя по Виккерсу в среднем составляют 580 - 700 HV. Ниже поверхностного диффузионного слоя, в районе сердцевины твердость деталей составляет 250 - 300HV. После получения на поверхности детали упрочнённого слоя, содержащего в основном, атомы кислорода и азота, происходит незначительное изменение линейных размеров деталей в результате их нагрева. Но при указанных выше, экспериментально определенных значениях температуры и давления, изменения линейных размеров деталей не превышают границы допусков, установленных для размеров деталей. Оптимальной температурой процесса азотирования является температура 700°С. При поднятии температуры выше 710°С размеры деталей после азотирования будут выходить за предельные значения допуска, что является недопустимым для деталей, прошедших окончательную механическую обработку. При падении температуры ниже 690°С необоснованно увеличится длительность процесса азотирования. Оптимальное значение давления вакуумирования находится в пределах 10-1 - 10-2 мм.рт.ст., при повышении давления на поверхности деталей образуются нитриды титана, препятствующие диффузии при понижении давления падает скорость насыщения поверхностного слоя упрочняющими элементами.
Пример осуществления способа.
Детали, имеющие после механической обработки значение допуска 0,025 мм для внутреннего диаметра 50 мм, загрузили в вакуумную печь 4, выдержали при температуре 700°С и остаточном давлении 0,001 мм.рт.ст. в течение 60 минут. Далее повысили давление вакуумирования до 0,02 мм.рт.ст., подали внутрь печи 4 азот из баллона 1 и провели выдержку в течение 20 часов при температуре 700°С. Охладили детали в вакууме до 100°С и провели контроль упрочненного слоя на поверхности деталей. Измерения показали, что твердость слоя на поверхности детали составила 650 HV, глубина слоя - 0,040 мм, диаметр детали изменился на 0,007 мм. Данное изменение попадает в допуск 0,025мм.
Пример 2
Детали «Тяга», имеющие после механической обработки значение допуска 0,043 мм для внутреннего диаметра 13 мм, загрузили в вакуумную печь 4, выдержали при температуре 700°С и остаточном давлении 0,001 мм.рт.ст. в течение 60 минут. Далее повысили давление вакуумирования до 0,03 мм.рт.ст., подали в печь 4 азот из баллона 1 и провели выдержку в течение 20 часов при температуре 700°С. Охладили детали в вакууме до 100°С и провели контроль упрочненного слоя на поверхности деталей. Измерения показали, что твердость слоя на поверхности детали составила 650 HV, глубина слоя - 0,040 мм, диаметр детали изменился на 0,004 мм. Диаметр попадает в допуск 0,043мм.
Пример 3
Детали «Кронштейн», имеющие после механической обработки значение допуска 0,018 мм для внутреннего диаметра 16 мм, загрузили в вакуумную печь 4, выдержали при температуре 700°С и остаточном давлении 0,001 мм.рт.ст. в течение 60 минут. Далее повысили давление вакуумирования до 0,03 мм.рт.ст., подали в печь 4 азот из баллона 1 и провели выдержку в течение 20 часов при температуре 700°С. Охладили детали в вакууме до 100°С и провели контроль упрочненного слоя на поверхности деталей. Измерения показали, что твердость слоя на поверхности детали составила 650 HV, глубина слоя - 0,040 мм, диаметр детали изменился на 0,004 мм. Диаметр попадает в допуск 0,018 мм.
Таким образом, заявляемое изобретение позволяет повысить качество изготовления деталей из титановых сплавов с упрочненным поверхностным слоем за счет обеспечения необходимых характеристик слоя и за счет выдержки размеров деталей в пределах их допусков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЖАРОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2023 |
|
RU2796338C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2558320C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ЖАРОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2022 |
|
RU2790841C1 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2007 |
|
RU2338811C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2014 |
|
RU2562187C1 |
| Способ комплексной упрочняющей обработки изделия из титанового сплава Ti-6Al-4V, полученного методом аддитивного производства | 2019 |
|
RU2716926C1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2611607C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2031182C1 |
Изобретение относится к машиностроению, в частности к упрочнению поверхностей деталей из сплавов на основе титана. Способ химико-термической обработки деталей из титановых сплавов включает оксидирование и азотирование, при этом насыщение поверхности кислородом и азотом проводят в атмосфере воздуха с добавлением азота при давлении 1×10-2 - 1×10-1 мм рт.ст. и при температуре 690-710°С. Обеспечивается повышение твердости поверхностного слоя деталей с сохранением допустимых размеров. 1 ил., 3 пр.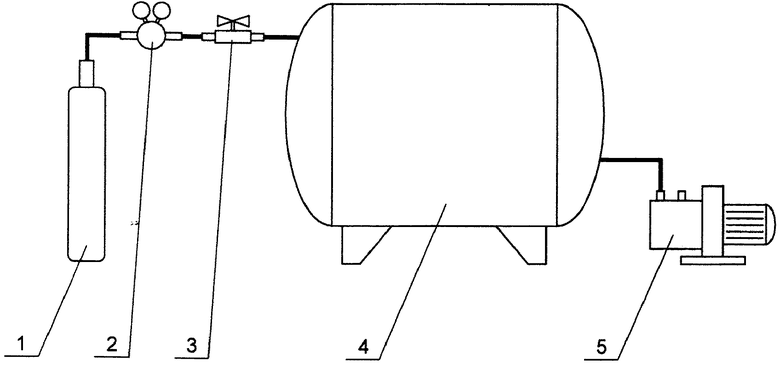
Способ химико-термической обработки деталей из титановых сплавов, включающий оксидирование и азотирование, отличающийся тем, что насыщение поверхности кислородом и азотом проводят в атмосфере воздуха с добавлением азота при давлении 1×10-2 - 1×10-1 мм рт.ст. и при температуре 690-710°С.
| 1971 |
|
SU411169A1 | |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 1985 |
|
SU1295775A1 |
| КОРРЕЛЯЦИОННО-ЭКСТРЕМАЛЬНЫЙ КООРДИНАТОР ЦЕЛИ | 1989 |
|
RU2103707C1 |
| US 6221173 B1, 24.04.2001. | |||

