УРОВЕНЬ ТЕХНИКИ
[001] Металлическим продуктам можно придавать форму посредством ковочных операций. Для ковки металлических продуктов могут использоваться несколько последовательных ковочных штампов (плоских ковочных штампов и/или имеющих различную форму ковочных штампов) для каждой детали, с плоским ковочным штампом или полостью ковочного штампа в первом из ковочных штампов, предназначенном для деформирования кузнечной заготовки к первой форме, определяемой конфигурацией этого конкретного ковочного штампа, и со следующим ковочным штампом, предназначенным для выполнения следующей последовательной стадии в ковочной деформации заготовки, и так далее до тех пор, пока последний ковочный штамп в конечном счете не придаст кованой детали полностью деформированную форму см. американский патент US 4055975.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[002] В широком смысле настоящая патентная заявка относится к улучшенным способам для производства обработанных металлических продуктов (например, кованых металлических продуктов; других типов горячеобработанных и/или холоднообработанных металлических продуктов).
[003] В одном варианте осуществления способ включает в себя аддитивное производство металлической заготовки заданной формы. После стадии аддитивного производства металлическая заготовка заданной формы может быть откована в конечный кованый продукт. В одном варианте осуществления стадия ковки включает в себя единственную стадию объемной штамповки. В одном варианте осуществления металлическая заготовка включает в себя по меньшей мере одно из титана, алюминия, никеля, стали и нержавеющей стали. В одном варианте осуществления металлическая заготовка заданной формы может быть титановым сплавом. Например, металлическая заготовка заданной формы может включать в себя сплав Ti-6Al-4V. В другом варианте осуществления металлическая заготовка заданной формы может быть алюминиевым сплавом. В еще одном варианте осуществления металлическая заготовка заданной формы может быть никелевым сплавом. В еще одном варианте осуществления металлическая заготовка заданной формы может быть одним из стали и нержавеющей стали. В другом варианте осуществления металлическая заготовка заданной формы может быть металлическим матричным композитом. В еще одном варианте осуществления металлическая заготовка заданной формы может включать в себя алюминид титана. Например, в одном варианте осуществления титановый сплав может включать в себя по меньшей мере 48 мас.% Ti и по меньшей мере одну фазу алюминида титана, причем по меньшей мере одна фаза алюминида титана выбирается из группы, состоящей из Ti3Al, TiAl и их комбинаций. В другом варианте осуществления титановый сплав включает в себя по меньшей мере 49 мас.% Ti. В еще одном варианте осуществления титановый сплав включает в себя по меньшей мере 50 мас.% Ti. В другом варианте осуществления титановый сплав включает в себя от 5 до 49 мас.% алюминия. В еще одном варианте осуществления титановый сплав включает в себя от 30 до 49 мас.% алюминия, и титановый сплав включает в себя по меньшей мере некоторое количество TiAl. В еще одном варианте осуществления титановый сплав включает в себя от 5 до 30 мас.% алюминия, и титановый сплав включает в себя по меньшей мере некоторое количество Ti3Al.
[004] Стадия ковки может включать в себя нагревание металлической заготовки заданной формы до температуры пластической обработки и контакт металлической заготовки заданной формы с ковочным штампом. В одном варианте осуществления, когда начинается стадия контакта, ковочный штамп может иметь температуру по меньшей мере на 10°F ниже, чем температура пластической обработки. В другом варианте осуществления, когда начинается стадия контакта, ковочный штамп имеет температуру по меньшей мере на 25°F ниже, чем температура пластической обработки. В еще одном варианте осуществления, когда начинается стадия контакта, ковочный штамп имеет температуру по меньшей мере на 50°F ниже, чем температура пластической обработки. В другом варианте осуществления, когда начинается стадия контакта, ковочный штамп имеет температуру по меньшей мере на 100°F ниже, чем температура пластической обработки, и в еще одном варианте осуществления, когда начинается стадия контакта, ковочный штамп имеет температуру по меньшей мере на 200°F ниже, чем температура пластической обработки.
[005] В одном аспекте конечный кованый продукт является компонентом двигателя. В одном варианте осуществления конечный кованый продукт является лопаткой турбореактивного двигателя, а в другом варианте осуществления, как описано ниже, конечный кованый продукт является удерживающим кольцом двигателя.
[006] В другом аспекте способ может включать в себя аддитивное производство для изготовления металлической заготовки заданной формы, и, одновременно или после стадии аддитивного производства, обработку металлической заготовки заданной формы в конечный обработанный продукт посредством по меньшей мере одного из: (i) прокатки, (ii) круговой прокатки, (iii) ковки кольца, (iv) фасонной прокатки, (v) прессования и (vi) их комбинаций. В одном варианте осуществления обработка представляет собой прокатку. В другом варианте осуществления обработка представляет собой кольцевую прокатку. В еще одном варианте осуществления обработка представляет собой кольцевую ковку. В другом варианте осуществления обработка представляет собой фасонную прокатку. В еще одном варианте осуществления обработка представляет собой горячую штамповку выдавливанием.
[007] Когда металлическая заготовка заданной формы включает в себя сплав Ti-6Al-4V, стадия ковки может включать в себя нагревание металлической заготовки заданной формы до температуры пластической оработки и контакт металлической заготовки заданной формы с ковочным штампом. В этой связи стадия контакта может включать в себя деформирование металлической заготовки заданной формы посредством ковочного штампа. В одном варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации от 0,05 до 1,10 в металлической заготовке заданной формы. В другом варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации по меньшей мере 0,10 в металлической заготовке заданной формы. В еще одном варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации по меньшей мере 0,20 в металлической заготовке заданной формы. В другом варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации по меньшей мере 0,25 в металлической заготовке заданной формы. В еще одном варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации по меньшей мере 0,30 в металлической заготовке заданной формы. В другом варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации по меньшей мере 0,35 в металлической заготовке заданной формы. В другом варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации не более 1,00 в металлической заготовке заданной формы. В еще одном варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации не более 0,90 в металлической заготовке заданной формы. В другом варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации не более 0,80 в металлической заготовке заданной формы. В еще одном варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации не более 0,70 в металлической заготовке заданной формы. В другом варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации не более 0,60 в металлической заготовке заданной формы. В еще одном варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации не более 0,50 в металлической заготовке заданной формы. В другом варианте осуществления стадия контакта включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа для обеспечения истинной деформации не более 0,45 в металлической заготовке заданной формы. Как было упомянуто выше, стадия ковки может включать в себя нагревание металлической заготовки заданной формы до температуры пластической обработки.
[008] В одном аспекте стадия ковки может включать в себя нагревание металлической заготовки заданной формы до температуры пластической обработки. При одном подходе металлическая заготовка заданной формы нагревается до температуры пластической обработки от 850°C до 978°C. В одном варианте осуществления металлическая заготовка заданной формы нагревается до температуры пластической обработки по меньшей мере 900°C. В другом варианте осуществления металлическая заготовка заданной формы нагревается до температуры пластической обработки по меньшей мере 950°C. В еще одном варианте осуществления металлическая заготовка заданной формы нагревается до температуры пластической обработки по меньшей мере 960°C. В другом варианте осуществления металлическая заготовка заданной формы нагревается до температуры пластической обработки не более 975°C. В еще одном варианте осуществления металлическая заготовка заданной формы нагревается до температуры пластической обрабокти не более 973°C.
[009] В одном аспекте стадия использования аддитивного производства для изготовления металлической заготовки заданной формы может включать в себя добавление материала посредством аддитивного производства к подложке детали, производя тем самым металлическую заготовку заданной формы. В одном варианте осуществления этот материал является первым материалом, имеющим первую прочность, причем подложка детали состоит из второго материала, имеющего вторую прочность. Первый материал может иметь первое свойство усталости, а второй материал может иметь второе свойство усталости. Например, слой первого материала, имеющего низкую прочность и высокую жесткость, может быть добавлен посредством аддитивного производства к подложке детали, состоящей из второго материала, имеющего высокую прочность и низкую жесткость, производя тем самым металлическую заготовку заданной формы, полезную, например, в баллистических приложениях.
[0010] В одном варианте осуществления подложка детали включает в себя первое кольцо из первого материала, и стадия использования аддитивного производства включает в себя добавление второго материала посредством аддитивного производства к первому кольцу, формируя тем самым второе кольцо, причем второе кольцо составляет одно целое с первым кольцом. В этом отношении
[0011] В другом аспекте способ может включать в себя, после ковочной стадии, отжиг конечного кованого продукта. В одном варианте осуществления, когда металлическая заготовка заданной формы включает в себя сплав Ti-6Al-4V, стадия отжига может включать в себя нагревание конечного кованого продукта до температуры от приблизительно 640°C до приблизительно 816°C. В другом варианте осуществления, когда металлическая заготовка заданной формы включает в себя сплав Ti-6Al-4V, стадия отжига может включать в себя нагревание конечного кованого продукта до температуры от приблизительно 670°C до приблизительно 750°C. В еще одном варианте осуществления, когда металлическая заготовка заданной формы включает в себя сплав Ti-6Al-4V, стадия отжига может включать в себя нагревание конечного кованого продукта до температуры от приблизительно 700°C до приблизительно 740°C. В другом варианте осуществления, когда металлическая заготовка заданной формы включает в себя сплав Ti-6Al-4V, стадия отжига может включать в себя нагревание конечного кованого продукта до температуры приблизительно 732°C.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Фиг. 1 представляет собой схематическую иллюстрацию одного варианта осуществления способа производства конечного кованого продукта.
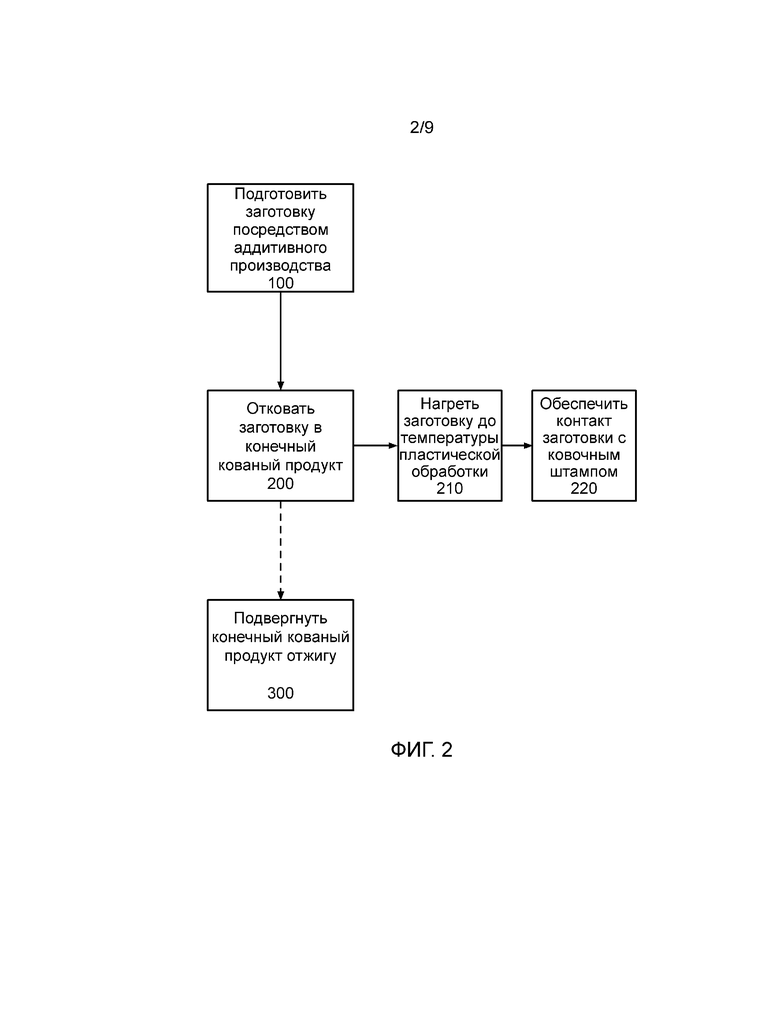
[0013] Фиг. 2 представляет собой схематическую иллюстрацию одного варианта осуществления способа производства конечного кованого продукта, в котором способ включает в себя дополнительную стадию отжига.
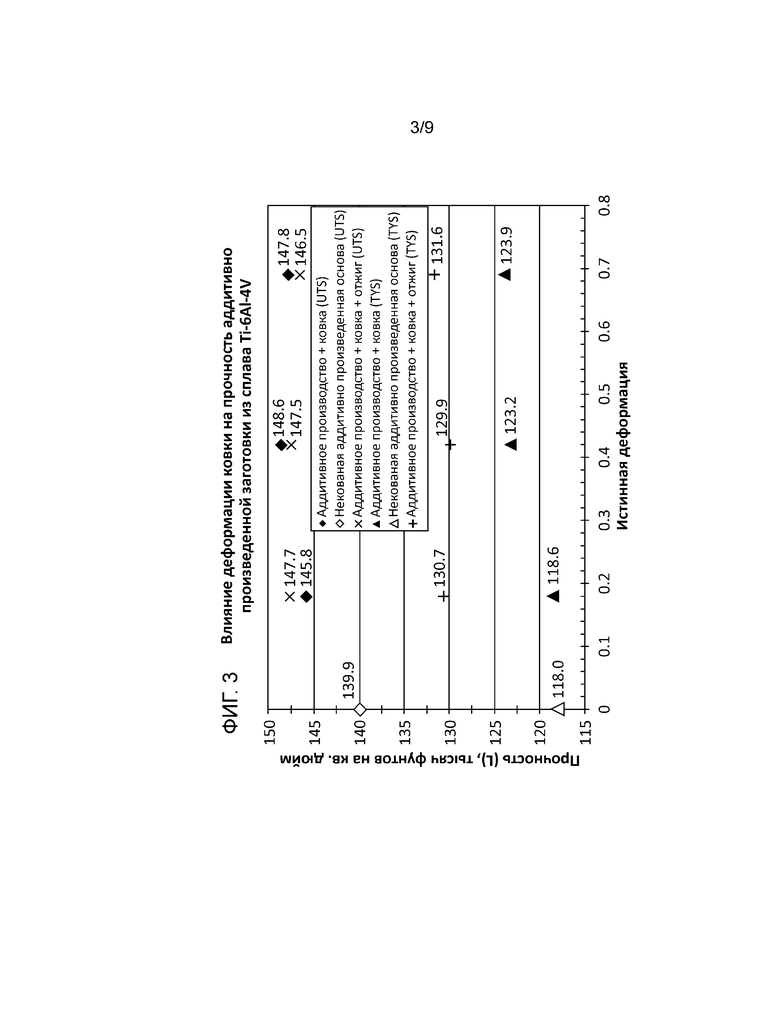
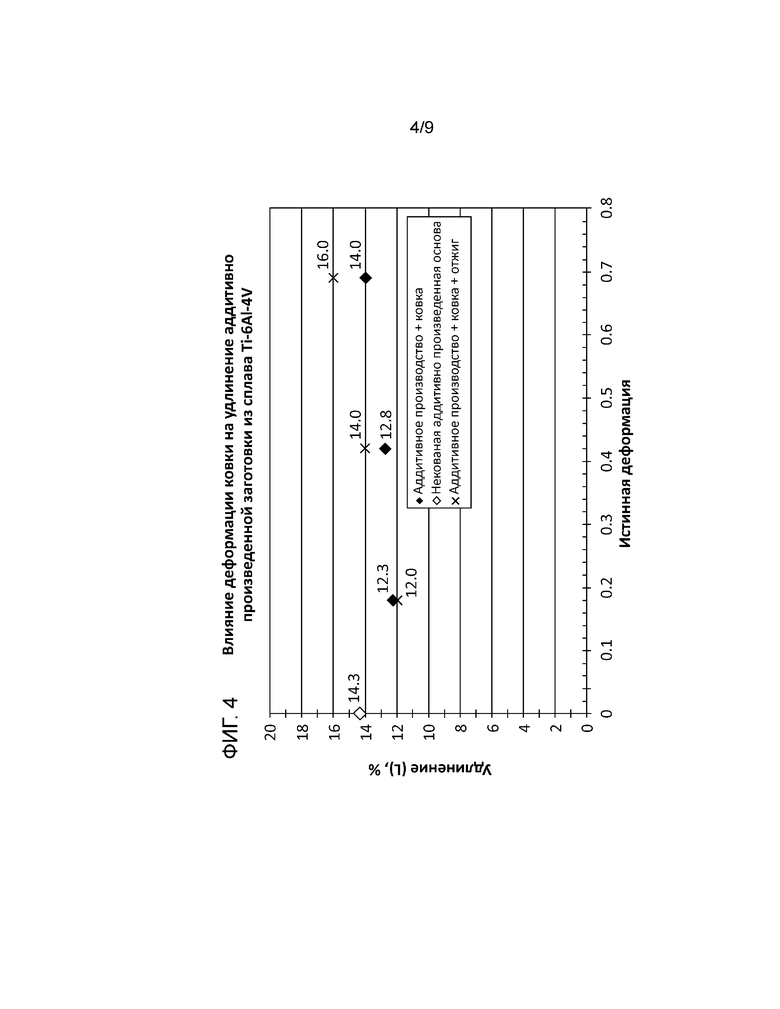
[0014] Фиг. 3-4 представляют собой диаграммы, иллюстрирующие данные Примера 1.
[0015] Фиг. 5 представляет собой схематическую иллюстрацию одного варианта осуществления способа производства конечного кованого продукта, в котором конечный кованый продукт включает в себя интегральную подложку детали.
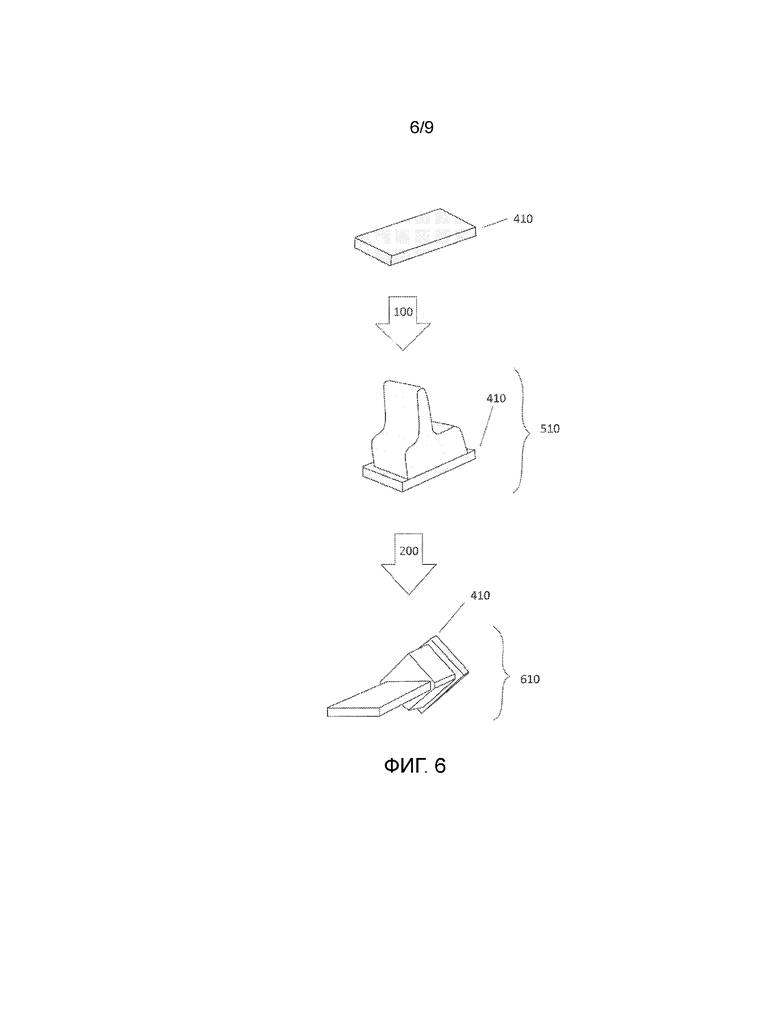
[0016] Фиг. 6 представляет собой схематическую иллюстрацию другого варианта осуществления способа производства конечного кованого продукта, в котором конечный кованый продукт включает в себя интегральную подложку детали.
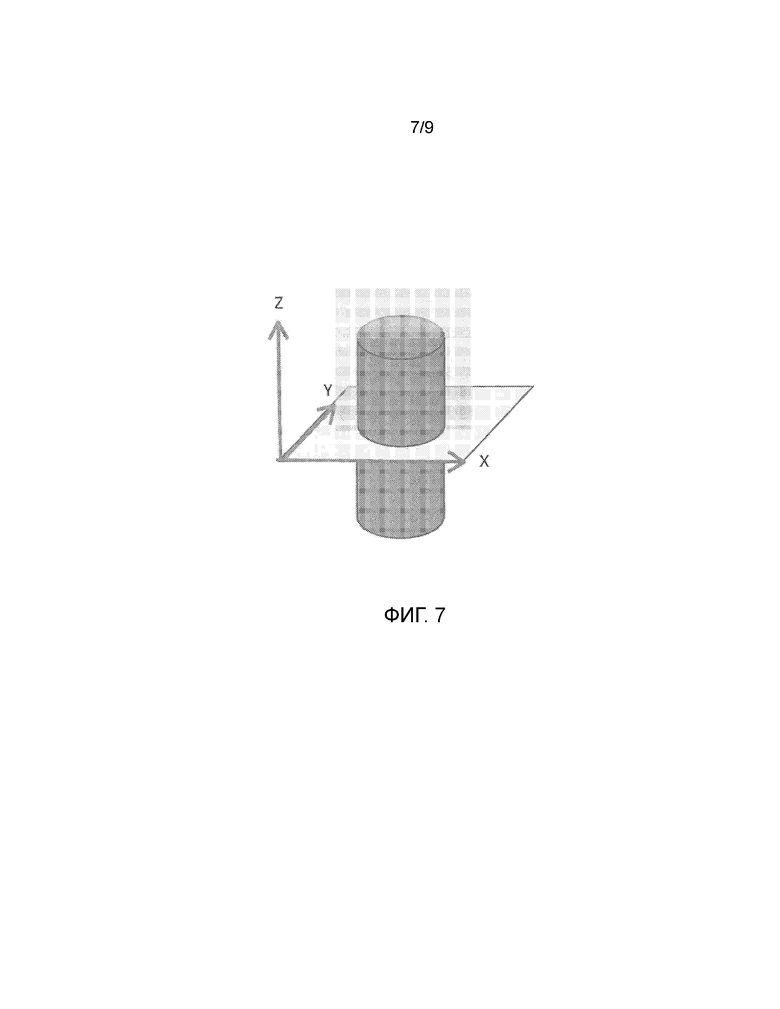
[0017] Фиг. 7 представляет собой иллюстрацию, показывающую поперечную ориентацию и продольные ориентации цилиндрической заготовки заданной формы.
[0018] Фиг. 8 представляет собой микроснимок одного варианта осуществления только что полученной металлической заготовки заданной формы из сплава Ti-6Al-4V, сделанный в поперечном направлении.
[0019] Фиг. 9 представляет собой микроснимок одного варианта осуществления предварительно нагретой металлической заготовки заданной формы из сплава Ti-6Al-4V, сделанный в поперечном направлении.
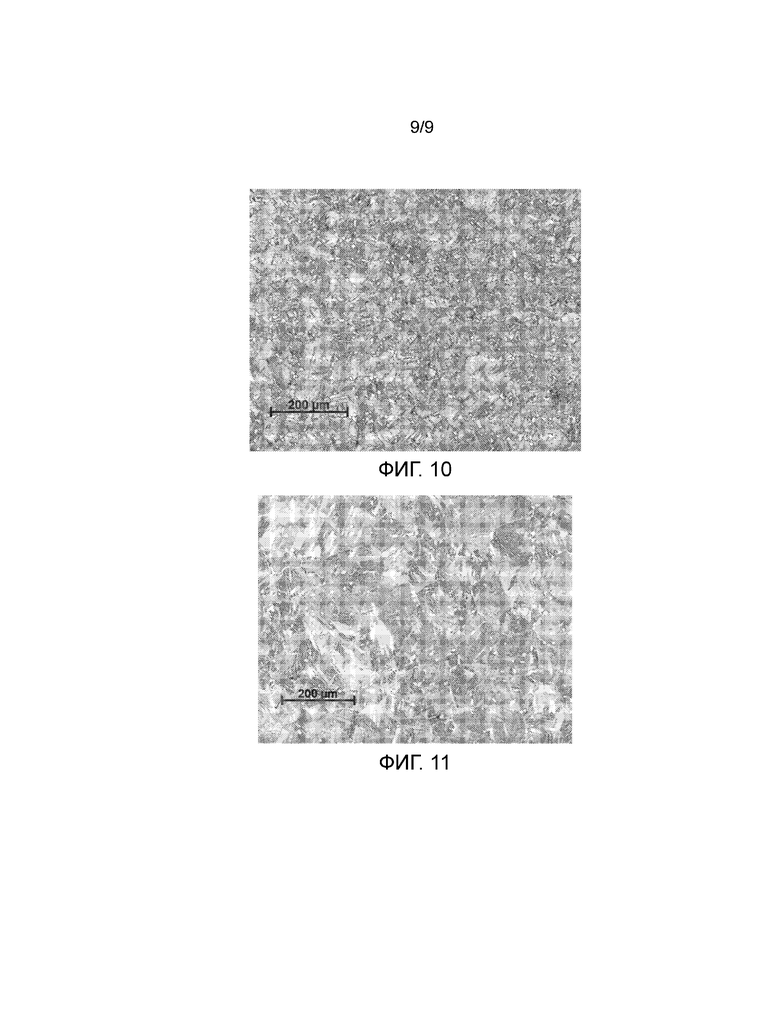
[0020] Фиг. 10 представляет собой микроснимок одного варианта осуществления конечного кованого продукта из сплава Ti-6Al-4V, сделанный в поперечном направлении.
[0021] Фиг. 11 представляет собой микроснимок одного варианта осуществления отожженного конечного кованого продукта из сплава Ti-6Al-4V, сделанный в поперечном направлении.
ПОДРОБНОЕ ОПИСАНИЕ
[0022] Далее будут делаться подробные ссылки на сопровождающие чертежи, которые по меньшей мере помогают в иллюстрировании различных подходящих вариантов осуществления новой технологии, предлагаемой данным раскрытием.
[0023] Один вариант осуществления нового способа для производства кованых металлических продуктов проиллюстрирован на Фиг. 1. В проиллюстрированном варианте осуществления способ включает в себя стадию (100) подготовки металлической заготовки заданной формы посредством аддитивного производства с последующей ковкой (200) металлической заготовки заданной формы в конечный кованый продукт (например, продукт окончательной формы или продукт почти окончательной формы). После стадии (200) ковки конечный кованый продукт может не требовать никакой дополнительной механической обработки или других стадий обработки, облегчая таким образом снижение общих производственных затрат. Кроме того, конечный кованый продукт может иметь улучшенные свойства (например, относительно чисто аддитивно произведенного компонента).
[0024] Стадия (100) аддитивного производства подготавливает металлическую заготовку заданной формы.
Аддитивное производство, или 3D-печать, является процессом, в котором слои материала осаждаются один за другим с использованием методов цифровой печати. Таким образом могут быть произведены точно спроектированные продукты. Металлическая заготовка заданной формы, произведенная стадией (100) аддитивного производства, может быть выполнена из любого металла, подходящего как для аддитивного производства, так и для ковки, включая, например, среди прочего металлы или сплавы титана, алюминия, никеля (например, iNCONEL), стали и нержавеющей стали. Титановый сплав является сплавом, содержащим титан в качестве преобладающего элемента сплава. Алюминиевый сплав является сплавом, содержащим алюминий в качестве преобладающего элемента сплава. Никелевый сплав является сплавом, содержащим никель в качестве преобладающего элемента сплава. Стальной сплав является сплавом, содержащим железо в качестве преобладающего элемента сплава, и по меньшей мере некоторое количество углерода. Сплав нержавеющей стали является сплавом, содержащим железо в качестве преобладающего элемента сплава, по меньшей мере некоторое количество углерода, и по меньшей мере некоторое количество хрома. В одном варианте осуществления металлическая заготовка заданной формы является промежуточным продуктом в форме заготовки лопатки для турбореактивного двигателя.
[0025] Все еще ссылаясь на Фиг. 1, как только металлическая заготовка заданной формы сформирована, металлическая заготовка заданной формы подвергается стадии (200) ковки. В одном варианте осуществления стадия (200) ковки использует черновой ручей штампа для штампования металлической заготовки заданной формы в конечный кованый продукт. За счет ковки (200) металлической заготовки заданной формы конечный кованый продукт может проявлять улучшенные свойства, такие как, среди прочего, улучшенная пористость (например, уменьшенная пористость), улучшенная шероховатость поверхности (например, уменьшенная шероховатость поверхности, то есть более гладкая поверхность) и/или улучшенные механические свойства (например, улучшенная поверхностная твердость).
[0026] Обращаясь теперь к Фиг. 2, в одном варианте осуществления во время стадии (200) ковки, ковочные штампы и/или инструменты ковочного процесса находятся при более низкой температуре, чем металлическая заготовка заданной формы. В этой связи стадия ковки может включать в себя нагревание металлической заготовки заданной формы до температуры пластической обработки (целевой температуры заготовки заданной формы перед ковкой) (210) и контактирование металлической заготовки заданной формы с ковочным штампом (220). В одном варианте осуществления, когда начинается стадия (220) контактирования, ковочный штамп имеет температуру по меньшей мере на 10°F ниже, чем температура пластической обработки. В другом варианте осуществления, когда начинается стадия контактирования, ковочный штамп имеет температуру по меньшей мере на 25°F ниже, чем температура пластической обработки. В еще одном варианте осуществления, когда начинается стадия контактирования, ковочный штамп имеет температуру по меньшей мере на 50°F ниже, чем температура пластической обработки. В другом варианте осуществления, когда начинается стадия (220) контактирования, ковочный штамп имеет температуру по меньшей мере на 100°F ниже, чем температура пластической обработки. В еще одном варианте осуществления, когда начинается стадия (220) контактирования, ковочный штамп имеет температуру по меньшей мере на 200°F ниже, чем температура пластической обработки. В другом варианте осуществления, когда начинается стадия (220) контактирования, ковочный штамп имеет температуру по меньшей мере на 300°F ниже, чем температура пластической обработки. В еще одном варианте осуществления, когда начинается стадия (220) контактирования, ковочный штамп имеет температуру по меньшей мере на 400°F ниже, чем температура пластической обработки. В другом варианте осуществления, когда начинается стадия (220) контактирования, ковочный штамп имеет температуру по меньшей мере на 500°F ниже, чем температура пластической обработки.
[0027] В одном аспекте после ковочной стадии (200) конечный кованый продукт опционально может быть отожжен (300). Стадия (300) отжига может облегчить снятие остаточного напряжения в металлической заготовке заданной формы, образовавшегося в результате стадии (200) ковки. В одном подходе металлическая заготовка заданной формы включает в себя сплав Ti-6Al-4V, а стадия (300) отжига может включать в себя нагревание конечного кованого продукта до температуры от приблизительно 640°C (1184°F) до приблизительно 816°C (1500°F) на время от приблизительно 0,5 час до приблизительно 5 час. В одном варианте осуществления стадия (300) отжига может включать в себя нагревание конечного кованого продукта до температуры по меньшей мере приблизительно 640°C (1184°F). В другом варианте осуществления стадия (300) отжига может включать в себя нагревание конечного кованого продукта до температуры по меньшей мере приблизительно 670°C (1238°F). В еще одном варианте осуществления стадия (300) отжига может включать в себя нагревание конечного кованого продукта до температуры по меньшей мере приблизительно 700°C (1292°F). В другом варианте осуществления стадия (300) отжига может включать в себя нагревание конечного кованого продукта до температуры не более чем приблизительно 760°C (1400°F). В еще одном варианте осуществления стадия (300) отжига может включать в себя нагревание конечного кованого продукта до температуры не более чем приблизительно 750°C (1382°F). В другом варианте осуществления стадия (300) отжига может включать в себя нагревание конечного кованого продукта до температуры не более чем приблизительно 740°C (1364°F). В еще одном варианте осуществления время составляет по меньшей мере приблизительно 1 час. В другом варианте осуществления время составляет по меньшей мере приблизительно 2 час. В еще одном варианте осуществления время составляет не больше чем приблизительно 4 час. В другом варианте осуществления время составляет не больше чем приблизительно 3 час, в еще одном варианте осуществления стадия (300) отжига может включать в себя нагревание конечного кованого продукта до температуры приблизительно 732°C (1350°F) в течение приблизительно 2 час.
[0028] Стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить предварительно выбранную величину истинной деформации в металлической заготовке заданной формы. В одном варианте осуществления стадия приложения достаточной силы включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа. Используемая в настоящем документе «истинная деформация» (εtrue) определяется в соответствии со следующей формулой:
εtrue=ln(L/L0)
где L0 является первоначальной длиной материала, а L является конечной длиной материала. В одном варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию от приблизительно 0,05 до приблизительно 1,10. В одном варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,10. В другом варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,20. В еще одном варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,25. В другом варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,30. В еще одном варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,35. В другом варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 1,00. В еще одном варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,90. В другом варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,80. В еще одном варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,70. В другом варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,60. В еще одном варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,50. В другом варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,45. В еще одном варианте осуществления стадия (220) контактирования может включать в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию приблизительно 0,40.
[0029] В одном варианте осуществления металлическая заготовка заданной формы состоит из материала с низкой пластичностью, такого как металлический матричный композит или интерметаллический материал. В одном варианте осуществления металлическая заготовка заданной формы состоит из алюминида титана. Используя новые процессы, раскрытые в настоящем документе, можно способствовать более экономичному производству конечных кованых продуктов из таких материалов с низкой пластичностью. Например, материалы с низкой пластичностью могут коваться с использованием штампов и/или обрабатываться инструментами, которые находятся при более низкой температуре, чем материал с низкой пластичностью. Таким образом, в одном варианте осуществления ковка не содержит изотермическую ковку (то есть ковочный процесс не включает в себя изотермическую ковку), и таким образом может использовать любую разность температуры заготовки и температуры штампа, отмеченную выше.
[0030] В одном аспекте металлическая заготовка заданной формы состоит из титанового (Ti) сплава, и таким образом включает в себя титан в качестве преобладающего элемента сплава. В одном варианте осуществления титановый сплав включает в себя по меньшей мере 48 мас.% Ti. В другом варианте осуществления титановый сплав включает в себя по меньшей мере 49 мас.% Ti. В еще одном варианте осуществления титановый сплав включает в себя по меньшей мере 50 мас.% Ti. В одном варианте осуществления титановый сплав включает в себя одну или более фаз алюминида титана. В одном варианте осуществления фаза (фазы) алюминида титана представляют собой одно или больше из Ti3Al и TiAl. Когда алюминиды титана присутствуют, титановый сплав может включать в себя от 5 до 49 мас.% алюминия. В одном варианте осуществления фаза (фазы) алюминида титана включают в себя TiAl. В одном варианте осуществления титановый сплав включает в себя от 30 до 49 мас.% алюминия, и титановый сплав включает в себя по меньшей мере некоторое количество TiAl. В одном варианте осуществления фаза (фазы) алюминида титана включают в себя Ti3Al. В одном варианте осуществления титановый сплав включает в себя от 5 до 30 мас.% алюминия, и титановый сплав включает в себя по меньшей мере некоторое количество Ti3Al. В одном варианте осуществления титановый сплав включает в себя алюминий и ванадий.
[0031] В одном варианте осуществления металлическая заготовка заданной формы включает в себя сплав Ti-6Al-4V (титановый сплав, имеющий приблизительно 6 мас.% алюминия и приблизительно 4 мас.% ванадия). В этой связи металлические заготовки заданной формы из сплава Ti-6Al-4V могут быть нагреты до температуры пластической обработки от приблизительно 850°C (1562°F) до приблизительно 978°C (1792°F). В одном варианте осуществления металлические заготовки заданной формы из сплава Ti-6Al-4V могут быть нагреты до температуры пластической обработки по меньшей мере 900°C (1652°F). В другом варианте осуществления металлические заготовки заданной формы из сплава Ti-6Al-4V могут быть нагреты до температуры пластической обработки по меньшей мере 925°C (1697°F). В другом варианте осуществления металлические заготовки заданной формы из сплава Ti-6Al-4V могут быть нагреты до температуры пластической обработки по меньшей мере 950°C (1742°F). В еще одном варианте осуществления металлические заготовки заданной формы из сплава Ti-6Al-4V могут быть нагреты до температуры пластической обработки по меньшей мере 960°C (1760°F). В другом варианте осуществления металлические заготовки заданной формы из сплава Ti-6Al-4V могут быть нагреты до температуры пластической обработки не более 975°C (1787°F). В еще одном варианте осуществления металлические заготовки заданной формы из сплава Ti-6Al-4V могут быть нагреты до температуры пластической обработки не более 973°C (1783°F).
[0032] Конечный кованый продукт может использоваться, например, в космической, авиационной или медицинской отраслях промышленности. Конечный кованый продукт может быть, например, турбиной или лопаткой. В одном варианте осуществления конечный кованый продукт является лопаткой для турбореактивного двигателя.
[0033] Как было упомянуто выше, после стадии (100) аддитивного производства металлическая заготовка заданной формы может быть откована (200) для того, чтобы создать конечный кованый продукт. В других вариантах осуществления после стадии (100) аддитивного производства металлическая заготовка заданной формы может быть обработана посредством других видов обработки (например, горячей обработкой) для того, чтобы создать конечный кованый продукт. Например, обработка металлической заготовки заданной формы может дополнительно или альтернативно включать в себя прокатку, круговоую прокатку, ковку кольца, фасонную прокатку и/или прессование для того, чтобы создать конечный обработанный продукт. В некоторых вариантах осуществления конечный обработанный продукт может иметь улучшенные свойства, такие как, среди прочего, улучшенная пористость (например, уменьшенная пористость), улучшенная шероховатость поверхности (например, уменьшенная шероховатость поверхности, то есть более гладкая поверхность) и/или улучшенные механические свойства (например, улучшенная поверхностная твердость). В некоторых вариантах осуществления конечный обработанный продукт может иметь предопределенную форму. В некоторых вариантах осуществления металлическая заготовка заданной формы может быть подвергнута круговой прокатке, ковке кольца или прессованию (например, выдавливанием через матрицу) для того, чтобы создать конечный обработанный продукт. В некоторых вариантах осуществления металлическая заготовка заданной формы может быть прокатана для того, чтобы произвести конечный обработанный продукт, который имеет улучшенную пористость. В некоторых вариантах осуществления металлическая заготовка заданной формы может быть подвергнута фасонной прокатке для того, чтобы произвести конечный обработанный продукт, который имеет предопределенную форму (например кривизну, имеющую заданный радиус).
[0034] Используемый в настоящем документе термин «круговая прокатка» означает процесс раскатки кольца роликами, то есть прокатки кольца более малого диаметра (например, первого кольца, имеющего первый диаметр) в кольцо большего диаметра (например, второе кольцо, имеющее второй диаметр, где второй диаметр больше первого диаметра), опционально с модифицированным поперечным сечением (например, площадь поперечного сечения второго кольца отличается от площади поперечного сечения первого кольца) путем использования двух вращающихся роликов, один из которых размещается во внутреннем диаметре кольца, а второй находится прямо напротив первого на наружном диаметре кольца. Используемый в настоящем документе термин «ковка кольца» означает процесс раскатки кольца посредством штампов то ест обработки кольца более малого диаметра (например, первого кольца, имеющего первый диаметр) в кольцо большего диаметра (например, второе кольцо, имеющее второй диаметр, где второй диаметр больше первого диаметра), опционально с модифицированным поперечным сечением (например, площадь поперечного сечения второго кольца отличается от площади поперечного сечения первого кольца) путем сжатия кольца между двумя инструментами или штампами, один из которых размещается во внутреннем диаметре кольца, а второй находится прямо напротив первого на наружном диаметре кольца. Используемый в настоящем документе термин «фасонная прокатка» означает процесс фасонирования или формования путем обработки детали (то есть металлической заготовки заданной формы) между двумя или больше роликами, которые могут быть или могут не быть профилированными, для того, чтобы придать кривизну или форму обрабатываемой детали (то есть, металлической заготовке заданной формы).
[0035] Стадия подготовки металлической заготовки заданной формы посредством аддитивного производства (100) может включать в себя включение подложки детали в металлическую заготовку заданной формы. На Фиг. 5 показан один вариант осуществления включения подложки (400) детали в металлическую заготовку заданной формы (500). В проиллюстрированном варианте осуществления материал (450) добавляется к подложке (400) детали посредством аддитивного производства (100) для того, чтобы произвести металлическую заготовку заданной формы (500). Используемый в настоящем документе термин «подложка детали» и т.п. означает твердый материал, который может быть включен в металлическую заготовку заданной формы. Металлическая заготовка заданной формы (500), которая включает в себя подложку (400) детали, может быть откована (200) в конечный кованый продукт (600). Таким образом, конечный кованый продукт (600) может включать в себя подложку (400) детали как интегральную деталь.
[0036] Как было упомянуто выше, конечный кованый продукт может иметь некоторую величину (например, предварительно выбранную величину) истинной деформации благодаря стадии 220 контактирования. В некоторых вариантах осуществления деформация, приобретенная конечным кованым продуктом, может быть неоднородной в конечном кованом продукте из-за, например, формы ковочных штампов и/или формы металлической заготовки заданной формы. Таким образом, конечный кованый продукт может иметь области низкой и/или высокой деформации. Соответственно, подложка детали может располагаться в предопределенной области металлической заготовки заданной формы таким образом, чтобы после ковки, подложка детали располагалась в предопределенной области низкой деформации конечного кованого продукта. Область низкой деформации может быть задана на основе прогнозного моделирования или эмпирического испытания.
[0037] На Фиг. 6 показан другой вариант осуществления включения подложки (410) детали в металлическую заготовку заданной формы (510). В проиллюстрированном варианте осуществления материал добавляется к подложке (410) детали посредством аддитивного производства (100) для того, чтобы произвести металлическую заготовку заданной формы (510). Металлическая заготовка заданной формы (510) может быть откована (200) в конечный кованый продукт (610). Конечный кованый продукт (610) включает в себя подложку (410) детали как интегральную деталь.
[0038] Подложка детали может иметь предопределенную форму и/или предопределенные механические свойства (например, прочность, жесткость и подобное). В одном варианте осуществления подложка детали может быть предварительно обработанной опорной пластиной. В одном варианте осуществления форма подложки детали может быть предопределена на основе формы области низкой деформации. В одном варианте осуществления механические свойства подложки детали могут быть предопределены на основе средней истинной деформации, приобретенной металлической предварительно отформованной заготовкой, и/или истинной деформации, приобретенной внутри области низкой деформации. В одном варианте осуществления две или больше подложек детали могут быть включены в металлическую заготовку заданной формы. В одном варианте осуществления подложка детали включает в себя предварительно обработанную опорную пластину.
[0039] Подложка детали может быть выполнена из любого металла, подходящего как для аддитивного производства, так и для ковки, включая, например, среди прочего, металлы или сплавы титана, алюминия, никеля (например, INCONEL), стали и нержавеющей стали. В одном варианте осуществления подложка детали делается из того же самого материала (материалов), что и остальная часть металлической заготовки заданной формы. В одном варианте осуществления материал, добавляемый к металлической заготовке заданной формы, может быть первым материалом, тогда как подложка детали может быть выполнена из второго материала. В одном варианте осуществления первый материал может иметь первую прочность, а второй материал может иметь вторую прочность. В одном варианте осуществления первый материал может иметь первое свойство усталости, а второй материал может иметь второе свойство усталости. В одном примере подложка детали может быть первым кольцом из первого материала. Второй материал может быть добавлен посредством аддитивного производства к кольцу, формируя тем самым второе кольцо из второго материала, составляющего единое целое с первым кольцом. Таким образом может быть произведена кольцеобразная металлическая заготовка заданной формы, включающая в себя два различных материала. Кольцеобразная металлическая заготовка заданной формы может быть затем откована в кольцеобразный конечный кованый продукт, включающий в себя два различных материала. В одном варианте осуществления одно или более удерживающих колец двигателя (например, одно или более удерживающих колец аэрокосмического двигателя) могут быть сформированы описанным выше способом. Например подложка детали может включать в себя первое кольцо из материала, который имеет высокую жесткость (ударную вязкость). Второе кольцо из второго материала, который имеет высокую прочность, может быть добавлено посредством аддитивного производства к первому кольцу, формируя тем самым металлическую заготовку заданной формы. Металлическая заготовка заданной формы может быть затем откована в удерживающее кольцо двигателя, имеющее внутреннее кольцо с высокой жесткостью и внешнее кольцо с высокой прочностью.
Пример 1 – Ti-6Al-4V
[0040] Несколько заготовок заданной формы из сплава Ti-6Al-4V были произведены посредством аддитивного производства. В частности, цилиндрические заготовки заданной формы из сплава Ti-6Al-4V были произведены с помощью системы аддитивного производства путем непосредственного лазерного спекания металлов (DMLS) EOSINT M 280 производства компании EOS GmbH (Robert-Stirling-Ring 1, 82152 Крайлинг/Мюнхен, Германия). Заготовки заданной формы из сплава Ti-6Al-4V были произведены в соответствии с рекомендованными стандартом изготовителя рабочими условиями для титана. Заготовки заданной формы были затем нагреты до температуры заготовки приблизительно 958°C (1756°F) или приблизительно 972°C (1782°F). Затем некоторые из цилиндрических заготовок заданной формы были откованы с различной величиной истинной деформации с использованием температуры ковочного штампа приблизительно от 390°C до 400°C (от 734°F до 752°F), чтобы произвести цилиндрические конечные кованые продукты. Истинная деформация применялась к цилиндрическим предварительно отформованным заготовкам в направлении, параллельном оси цилиндров. Остальные заготовки заданно формы были оставлены нековаными. Некоторые из конечных кованых продуктов были затем отожжены при температуре приблизительно 732°C (1350°F) в течение приблизительно двух часов для того, чтобы произвести отожженные конечные кованые продукты. Затем были проверены механические свойства некованых заготовок заданной формы, конечных кованых продуктов и отожженных конечных кованых продуктов, включая предел текучести при растяжении (TYS), предел прочности на разрыв (UTS) и удлинение, все в направлении L, и результаты этой проверки показаны на Фиг. 3-4. Для каждого уровня деформации были проверены несколько образцов, и результаты были усреднены. Механические свойства, включая TYS, UTS и удлинение, были проверены в соответствии со стандартом ASTM E8.
[0041] Как показано, кованые продукты из сплава Ti-6Al-4V показали улучшенные свойства по сравнению с нековаными заготовками заданной формы из сплава Ti-6Al-4V. В частности (см. Фиг. 3), кованые продукты из сплава Ti-6Al-4V показали улучшенный предел прочности на разрыв (UTS) по сравнению с нековаными заготовками заданной формы из сплава Ti-6Al-4V. Например, некованые заготовки заданной формы из сплава Ti-6Al-4V достигли значения UTS приблизительно 140 тысяч фунтов на кв. дюйм. В отличие от них, кованые продукты из сплава Ti-6Al-4V достигли улучшенного предела прочности на разрыв, показав значение UTS приблизительно 149 тысяч фунтов на кв. дюйм после ковки до истинной деформации приблизительно 0,4. Кроме того, как показано на Фиг. 3, кованые продукты из сплава Ti-6Al-4V достигли улучшенного предела текучести при растяжении (TYS) по сравнению с нековаными заготовками заданной формы из сплава Ti-6Al-4V. Например, некованые заготовки заданной формы из сплава Ti-6Al-4V достигли значения TYS приблизительно 118 тысяч фунтов на кв. дюйм. В отличие от них, кованые продукты из сплава Ti-6Al-4V достигли улучшенного предела текучести при растяжении, показав значение TYS приблизительно 123 тысяч фунтов на кв. дюйм после ковки до истинной деформации приблизительно 0,4. Как показано на Фиг. 4, кованые продукты из сплава Ti-6Al-4V достигли хорошего удлинения, показав значение удлинения выше 12% после ковки.
[0042] Кроме того, отожженные конечные кованые продукты продемонстрировали улучшенные свойства по сравнению с конечными коваными продуктами, которые не подвергались отжигу. В частности (см. Фиг. 3), отожженные конечные кованые продукты продемонстрировали улучшенный предел текучести при растяжении (TYS) по сравнению с конечными коваными продуктами, которые не подвергались отжигу. Например, отожженные конечные кованые продукты, которые были откованы до истинной деформации приблизительно 0,2, показали значение TYS приблизительно на 10% выше по сравнению с конечными коваными продуктами, которые не подвергались отжигу. Кроме того, как показано на Фиг. 3, отожженные конечные кованые продукты продемонстрировали предел прочности на разрыв (UTS), аналогичный UTS конечных кованых продуктов, которые не подвергались отжигу. Таким образом, отжиг конечных кованых продуктов увеличивал значение TYS без ухудшения значения UTS. Как показано на Фиг. 4, отожженные конечные кованые продукты продемонстрировали улучшенное удлинение по сравнению с конечными коваными продуктами, которые не подвергались отжигу.
[0043] Фиг. 8-11 представляют собой микроснимки, показывающие микроструктуры цилиндрических заготовок заданной формы и цилиндрических конечных кованых продуктов Примера 1. Все из этих микроснимков были сделаны в поперечной ориентации и в середине цилиндра. На Фиг. 7 проиллюстрирован один вариант осуществления цилиндрического конечного кованого продукта. В проиллюстрированном варианте осуществления конечный кованый продукт был откован в направлении Z. Плоскость X-Y, показанная на Фиг. 7, представляет собой поперечную ориентацию, а плоскость X-Z представляет собой продольную ориентацию. На Фиг. 8 показан микроснимок заготовки заданной формы из сплава Ti-6Al-4V, произведенной посредством аддитивного производства. Как можно видеть на Фиг. 8, микроструктура состоит из преобразованной бета-фазы материала с явными зернами предшествующей бета-фазы. Фиг. 9 представляет собой микроснимок произведенной посредством аддитивного производства заготовки заданной формы из сплава Ti-6Al-4V, которая была предварительно нагрета до температуры приблизительно 1750°F. Как можно видеть на Фиг. 9, микроструктура после предварительного нагрева представляет собой преобразованную бета-фазу материала с формированием и ростом иглообразной альфа-фазы материала. Первичная альфа-фаза материала не наблюдается. Фиг. 10 представляет собой микроснимок произведенной посредством аддитивного производства заготовки заданной формы из сплава Ti-6Al-4V, которая была предварительно нагрета до температуры приблизительно 1750°F, а затем откована до истинной деформации приблизительно 0,7 (например, конечный кованый продукт). Как можно видеть на Фиг. 10, стадии предварительного нагрева и ковки приводят к более мелкой зернистой структуре, перемежающейся зародышеобразованием зерен первичной альфа-фазы, вкрапленных в матрицу. Эти вкрапленные зерна первичной альфа-фазы наблюдаются как маленькие белые круглые точки. Фиг. 11 представляет собой микроснимок произведенной посредством аддитивного производства заготовки заданной формы из сплава Ti-6Al-4V, которая была предварительно нагрета до температуры приблизительно 1750°F, затем откована до истинной деформации приблизительно 0,7, а затем отожжена при температуре приблизительно 1350°F (например, отожженный конечный кованый продукт). Как можно видеть на Фиг. 11, в дополнение к малым круглым зернам первичной альфа-фазы материала, вкрапленным в матрицу, также сформировались первичные зерна альфа-фазы материала.
[0044] В то время как различные варианты осуществления настоящего изобретения были описаны подробно, очевидно, что модификации и адаптации этих вариантов осуществления будут выполнены специалистами в данной области техники. Однако следует ясно понимать, что такие модификации и адаптации не выходят за рамки духа и области охвата настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2017 |
|
RU2705841C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ КОВАНЫХ ИЗДЕЛИЙ И ДРУГИХ ОБРАБОТАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2702888C1 |
| ДЕТАЛИ, ИЗГОТОВЛЕННЫЕ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА, И СВЯЗАННЫЕ С НИМИ СПОСОБЫ | 2018 |
|
RU2722471C1 |
| КОВКА В ОТКРЫТОМ ШТАМПЕ С РАЗДЕЛЬНЫМИ ПРОХОДАМИ ТРУДНЫХ ДЛЯ КОВКИ И ЧУВСТВИТЕЛЬНЫХ К ТРАЕКТОРИИ ДЕФОРМИРОВАНИЯ СПЛАВОВ НА ОСНОВЕ ТИТАНА И НА ОСНОВЕ НИКЕЛЯ | 2014 |
|
RU2638139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО АЛЬФА-БЕТА-СПЛАВА ПУТЕМ КОВКИ | 2003 |
|
RU2329116C2 |
| СПОСОБЫ ОБРАБОТКИ СПЛАВОВ ТИТАНА | 2013 |
|
RU2637446C2 |
| ОБРАБОТКА СПЛАВОВ ТИТАН-АЛЮМИНИЙ-ВАНАДИЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ЕЕ ПОМОЩЬЮ | 2004 |
|
RU2339731C2 |
| СПОСОБЫ ОБРАБОТКИ СПЛАВОВ ТИТАНА | 2013 |
|
RU2688109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ СПЛАВОВ АЛЬФА-БЕТА-Ti-Al-V-Mo-Fe | 2012 |
|
RU2573158C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТИТАНА ИЛИ СПЛАВА ТИТАНА | 2011 |
|
RU2581331C2 |



Изобретение относится к области металлургии и может быть использовано при получении металлических продуктов. Путем использования аддитивного производства получают металлическую заготовку заданной формы. После стадии аддитивного производства осуществляют ковку металлической заготовки заданной формы в конечный кованый продукт или обработку металлической заготовки заданной формы в конечный обработанный продукт посредством по меньшей мере одного из прокатки, раскатки кольца роликами, раскатки кольца посредством штампов, прессования и их комбинаций. Стадия ковки металлической заготовки включает использование чернового ручья ковочного штампа для штампования. В результате обеспечивается повышение качества полученных металлических продуктов. 2 н. и 55 з.п. ф-лы, 11 ил. 
1. Способ производства кованых металлических продуктов, включающий в себя:
(a) использование аддитивного производства для производства металлической заготовки заданной формы;
(b) ковку металлической заготовки заданной формы в конечный кованый продукт после стадии (a) аддитивного производства, причем стадия ковки металлической заготовки заданной формы в конечный кованый продукт включает использование чернового ручья ковочного штампа для штампования.
2. Способ по п. 1, в котором стадия ковки включает в себя единственную стадию штампования с использованием ковочного штампа.
3. Способ по п. 1, в котором металлическая заготовка включает в себя по меньшей мере одно из титана, алюминия, никеля, стали и нержавеющей стали.
4. Способ по п. 1, в котором металлическая заготовка заданной формы выполнена из титанового сплава.
5. Способ по п. 1, в котором металлическая заготовка заданной формы выполнена из алюминиевого сплава.
6. Способ по п. 1, в котором металлическая заготовка заданной формы выполнена из никелевого сплава.
7. Способ по п. 1, в котором металлическая заготовка заданной формы выполнена из стали или из нержавеющей стали.
8. Способ по п. 1, в котором металлическая заготовка заданной формы является металлическим матричным композитом.
9. Способ по п. 1, в котором металлическая заготовка заданной формы включает в себя алюминид титана.
10. Способ по п. 1, в котором стадия ковки включает в себя:
нагревание металлической заготовки заданной формы до температуры пластической обработки и контактирование металлической заготовки заданной формы с ковочным штампом.
11. Способ по п. 10, в котором, когда начинается стадия контактирования, ковочный штамп имеет температуру по меньшей мере на 10°F ниже, чем температура пластической обработки.
12. Способ по п. 10, в котором, когда начинается стадия контактирования, ковочный штамп имеет температуру по меньшей мере на 25°F ниже, чем температура пластической обработки.
13. Способ по п. 10, в котором, когда начинается стадия контактирования, ковочный штамп имеет температуру по меньшей мере на 50°F ниже, чем температура пластической обработки.
14. Способ по п. 10, в котором, когда начинается стадия контактирования, ковочный штамп имеет температуру по меньшей мере на 100°F ниже, чем температура пластической обработки.
15. Способ по п. 10, в котором, когда начинается стадия контактирования, ковочный штамп имеет температуру по меньшей мере на 200°F ниже, чем температура пластической обработки.
16. Способ по п. 1, в котором конечный кованый продукт является лопаткой для турбореактивного двигателя.
17. Способ по п. 4, в котором титановый сплав включает в себя по меньшей мере 50 мас.% Ti и по меньшей мере одну фазу алюминида титана, причем по меньшей мере одна фаза алюминида титана выбирается из группы, состоящей из Ti3Al, TiAl и их комбинаций.
18. Способ по п. 17, в котором титановый сплав включает в себя от 5 до 49 мас.% алюминия.
19. Способ по п. 17, в котором титановый сплав включает в себя от 30 до 49 мас.% алюминия и по меньшей мере некоторое количество TiAl.
20. Способ по п. 17, в котором титановый сплав включает в себя от 5 до 30 мас.% алюминия и по меньшей мере некоторое количество Ti3Al.
21. Способ по п. 4, в котором титановый сплав является сплавом Ti-6Al-4V.
22. Способ по п. 21, в котором стадия ковки включает в себя:
нагревание металлической заготовки заданной формы до температуры пластической обработки и контактирование металлической заготовки заданной формы с ковочным штампом.
23. Способ по п. 22, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию от приблизительно 0,05 до приблизительно 1,10.
24. Способ по п. 23, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,10.
25. Способ по п. 24, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,20.
26. Способ по п. 25, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,25.
27. Способ по п. 26, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,30.
28. Способ по п. 27, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию по меньшей мере 0,35.
29. Способ по п. 23, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 1,00.
30. Способ по п. 29, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,90.
31. Способ по п. 30, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,80.
32. Способ по п. 31, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,70.
33. Способ по п. 32, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,60.
34. Способ по п. 33, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,50.
35. Способ по п. 33, в котором стадия контактирования включает в себя приложение достаточной силы к металлической заготовке заданной формы посредством ковочного штампа для того, чтобы обеспечить в металлической заготовке заданной формы истинную деформацию не более 0,45.
36. Способ по любому из пп. 23-35, в котором стадия приложения достаточной силы включает в себя деформирование металлической заготовки заданной формы посредством ковочного штампа.
37. Способ по п. 22, в котором металлическую заготовку заданной формы нагревают до температуры пластической обработки от 850°C до 978°C.
38. Способ по п. 37, в котором металлическую заготовку заданной формы нагревают до температуры пластической обработки по меньшей мере 900°C.
39. Способ по п. 36, в котором металлическую заготовку заданной формы нагревают до температуры пластической обработки по меньшей мере 950°C.
40. Способ по п. 39, в котором металлическую заготовку заданной формы нагревают до температуры пластической обработки по меньшей мере 960°C.
41. Способ по п. 40, в котором металлическую заготовку заданной формы нагревают до температуры пластической обработки не более 975°C.
42. Способ по п. 41, в котором металлическую заготовку заданной формы нагревают до температуры пластической обработки не более 973°C.
43. Способ по п. 1, в котором стадия (а) аддитивного производства включает в себя:
добавление материала посредством аддитивного производства к подложке детали, производя тем самым металлическую заготовку заданной формы.
44. Способ по п. 43, в котором подложка детали включает в себя первое кольцо из первого материала, а стадия (a) аддитивного производства включает в себя:
добавление второго материала посредством аддитивного производства к первому кольцу, формируя тем самым второе кольцо, причем второе кольцо составляет единое целое с первым кольцом.
45. Способ по п. 43, в котором материал является первым материалом, имеющим первую прочность, причем подложка детали состоит из второго материала, имеющего вторую прочность.
46. Способ по п. 43, в котором материал является первым материалом, имеющим первое свойство усталости, причем подложка детали состоит из второго материала, имеющего второе свойство усталости.
47. Способ по п. 1, включающий в себя после стадии (b) ковки отжиг конечного кованого продукта.
48. Способ по п. 47, в котором металлическая заготовка заданной формы включает в себя сплав Ti-6Al-4V, а стадия отжига включает в себя нагревание конечного кованого продукта до температуры от приблизительно 640°C до приблизительно 816°C.
49. Способ по п. 48, в котором стадия отжига включает в себя нагревание конечного кованого продукта до температуры от приблизительно 670°C до приблизительно 750°C.
50. Способ по п. 49, в котором стадия отжига включает в себя нагревание конечного кованого продукта до температуры от приблизительно 700°C до приблизительно 740°C.
51. Способ по п. 50, в котором стадия отжига включает в себя нагревание конечного кованого продукта до температуры приблизительно 732°C.
52. Способ производства обработанных металлических продуктов, включающий в себя:
(a) использование аддитивного производства для производства металлической заготовки заданной формы;
(b) после стадии (а) аддитивного производства обработку металлической заготовки заданной формы в конечный обработанный продукт посредством по меньшей мере одного из: (i) прокатки, (ii) раскатки кольца роликами, (iii) раскатки кольца посредством штампов, (iv) прессования и (v) их комбинаций.
53. Способ по п. 52, в котором обработка является прокаткой.
54. Способ по п. 53, в котором обработка является фасонной прокаткой.
55. Способ по п. 52, в котором обработка является раскаткой кольца роликами.
56. Способ по п. 52, в котором обработка является раскаткой кольца посредством штампов.
57. Способ по п. 52, в котором обработка является прессованием.
| КВАЗИИЗОТЕРМИЧЕСКАЯ КОВКА СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ | 2003 |
|
RU2328357C2 |
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ЛАЗЕРНЫМ ПОСЛОЙНЫМ СИНТЕЗОМ | 2010 |
|
RU2450891C1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

