1
(21)4286210/31-02
(22)17.07.87
(46) 07.03.90. Бкш. № 9
(71)Московский институт стали и сплавов
(72)В,С.Савченко, В.И.Абраменко, О.А.Носыпкин, Ф.Р.Султанов
и С.Ы.Тихонов
(53)621.771.04(088.8)
(56)Сталь, 1978, №.7, с. 629-633. Патент США № 3293401,
кл. 219-97, опублик. 19b6.
(54)СВАРНАЯ ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ПРОКАТКИ
(57)Изобретение относится к производству проката из многополосных рулонов или бесконечной полосы, получаемой сваркой из отдельных полос
конечной длины. Целью изоеретения является повышение произг эдительнос- ти процесса прокатки сгярной заготовки за счет стабилизации усилия прокатки. Сущность /обретения состоит в том, что в сварной заготовке, состоящей из соединенных сваркой встык полос, толщина которой h в зоне шва равна наименьшей из толщин краев стыкуемых полос, вдоль сварного шва на каждой из полос выполнены круглые отверстия диаметром, равным (b,9...8)h, размещенные на расстоянии, равном (3,..3,5)Ь от сварного шва, и с шагом, равным (20...60)h. Отверстия, выполненные в одной полосе, о размещены в шахматном порядке относительно отверстий, выполненных в другой полосе. 1 ил., 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов | 1987 |
|
SU1477486A1 |
| Способ обработки сварного стыка | 1978 |
|
SU747899A1 |
| СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ТРАВЛЕНОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277988C1 |
| Способ подготовки подката для производства холоднокатаных полос | 1988 |
|
SU1551494A1 |
| Способ сварки горячекатаных полос | 1983 |
|
SU1143548A2 |
| Способ изготовления теплоизоляционных прокладок | 1982 |
|
SU1094932A1 |
| Способ обработки сварного шва | 1978 |
|
SU747900A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2036063C1 |
Изобретение относится к производству проката из многополосных рулонов или бесконечной полосы, получаемой сваркой из отдельных полос конечной длины. Целью изобретения является повышение производительности процесса прокатки сварной заготовки за счет стабилизации усилия прокатки. Сущность изобретения состоит в том, что в сварной заготовке, состоящей из соединенных сваркой встык полос, толщина которой H в зоне шва равна наименьшей из толщин краев стыкуемых полос, вдоль сварного шва на каждой из полос выполнены круглые отверстия диаметром, равным (6,9...8)H, размещенные на расстоянии, равном (3...3,5)H от сварного шва, и с шагом равным (20...60)H. Отверстия, выполненные в одной полосе, размещены в шахматном порядке относительно отверстий, выполненных в другой полосе. 1 ил., 1 табл.
Изобретение относится к металлургии, в частности к прокатному производству, и может быть использовано при производстве проката из многополосных рулонов или бесконечной полосы, получаемой сваркой из отдельных полос конечной длины.
Целью изобретения является повышение производительности процесса прокатки сварной заготовки за счет стабилизации усилия прокатки.
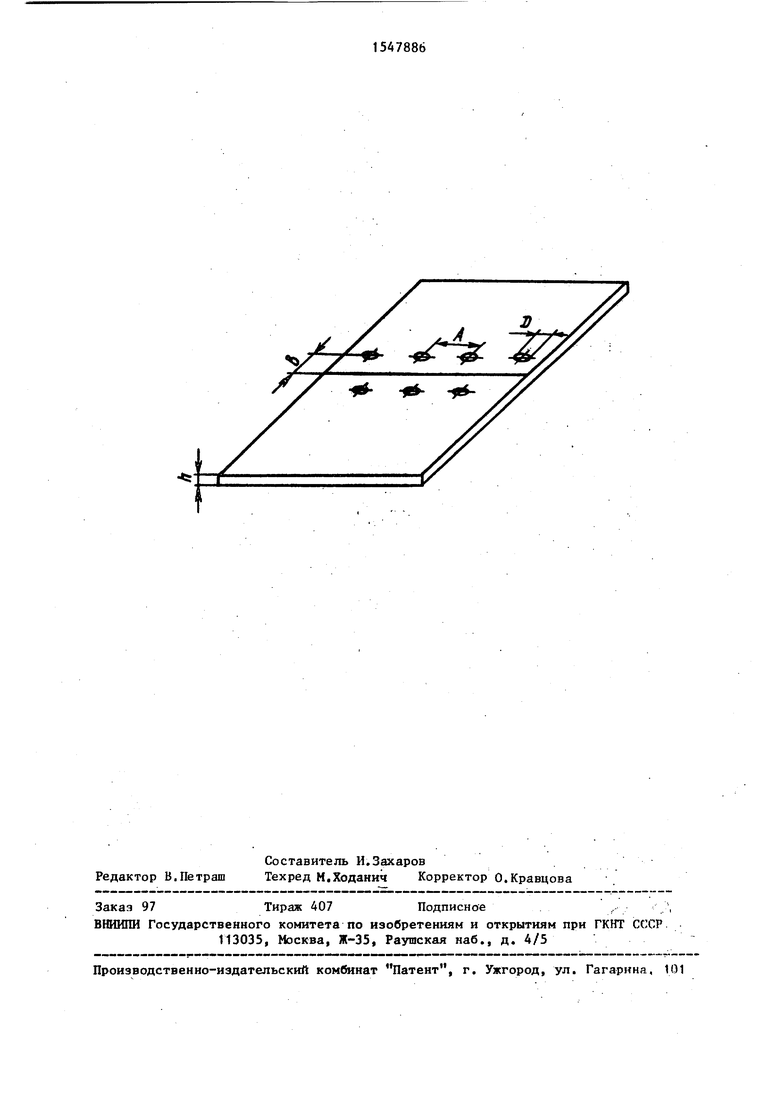
На чертеже показана сварная заготовка.
Сущность изобретения состоит в том, что в сварной заготовке для листовой прокатки, состоящей из соединенных сваркой встык полос, толщина которой h в зоне шва равна наименьшей из толщин краев стыкуемых полос, вдоль
сварного шва на каждой из полос выполнены круглые отверстия диаметром D, равным (b,9...8)h, размещенные на расстоянии В, равном (3,..3,5)h, рт сварного шва и с шагом А, равным (20. . . бТШт, причем отверстия, выполненные в одной полосе, размещены в шахматном порядке относительно отверстий, выполненных в другой полосе.
i
Приме р. Сварная заготовка для
листовой прокатки состоит из соединенных сваркой встык полос толщиной 3 мм. Вдоль сварного шва на каждой из полос выполнены круглые отверстия диаметром 23 мм, размещенные на расстоянии 10 мм от сварного шва и с шагом 80 мм. Отверстия, выполненные в одной пологе, размещены в шахматСП
4Ь 00
00 С5
ном порядке относительно отверстий, выполненных в другой полосе.
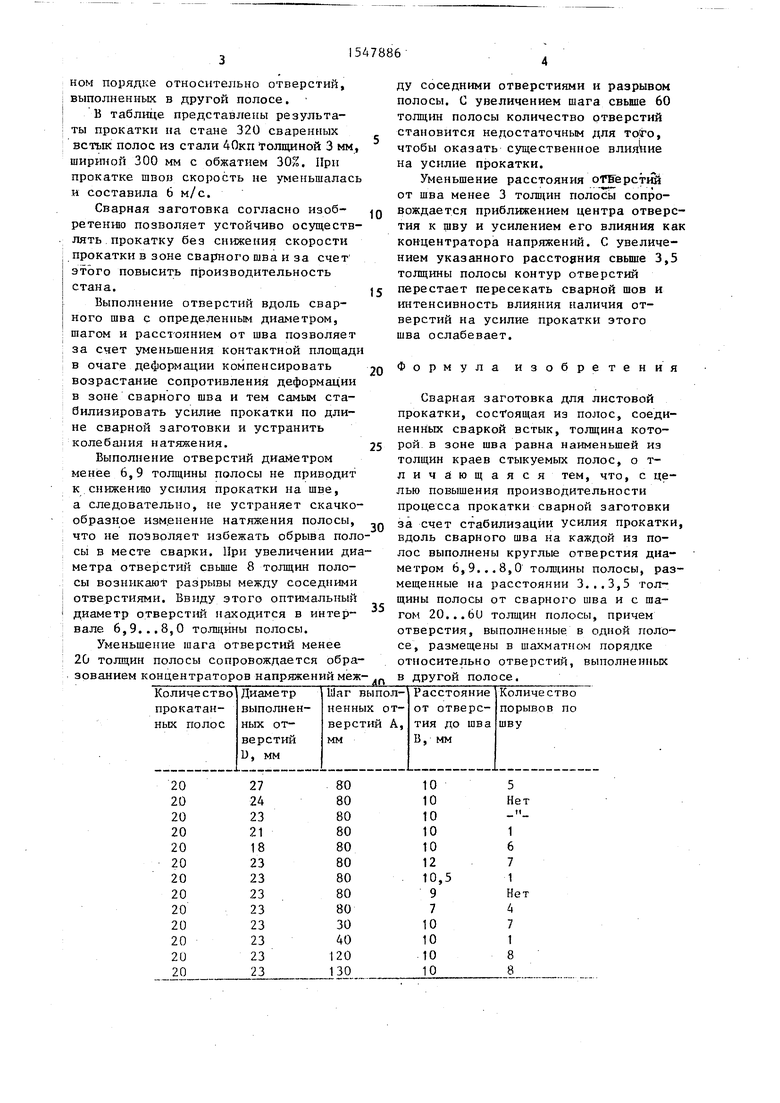
В таблице представлены результаты прокатки на стане 320 сваренных встык полос из стали 40кп толщиной 3 мм, шириной 300 мм с обжатием 30%. При прокатке швов скорость не уменьшалась и составила 6 м/с.
Сварная заготовка согласно изобретению позволяет устойчиво осуществлять прокатку без снижения скорости прокатки в зоне сварного шва и за счет этого повысить производительность стана.
Выполнение отверстий вдоль сварного шва с определенным диаметром, шагом и расстоянием от шва позволяет за счет уменьшения контактной площади в очаге деформации компенсировать возрастание сопротивления деформации в зоне сварного шва и тем самым стабилизировать усилие прокатки по длине сварной заготовки и устранить колебания натяжения.
Выполнение отверстий диаметром менее 6,9 толщины полосы не приводит к снижению усилия прокатки на шве, а следовательно, не устраняет скачкообразное изменение натяжения полосы, что не позволяет избежать обрыва полосы в месте сварки. При увеличении диаметра отверстий свыше 8 толщин полосы возникают разрывы между соседними отверстиями. Ввиду этого оптимальный диаметр отверстий находится в интервале 6,9...8,0 толщины полосы.
Уменьшение шага отверстий менее 20 толщин полосы сопровождается образованием концентраторов напряжений меж
27
24 23 21 18 23 23 23 23 23 23 23 23
80 80 80 80 80 80 80 80 80 30 40 I20 130
5
0
5
0
5
ду соседними отверстиями и разрывом полосы. С увеличением шага свыше 60 толщин полосы количество отверстий становится недостаточным для TQSTO, чтобы оказать существенное влияние на усилие прокатки.
Уменьшение расстояния отверстий от шва менее 3 толщин полосы сопровождается приближением центра отверстия к шву и усилением его влияния как концентратора напряжений. С увеличением указанного расстояния свыше 3,5 толщины полосы контур отверстий перестает пересекать сварной шов и интенсивность влияния наличия отверстий на усилие прокатки этого шва ослабевает.
Формула изобретения
Сварная заготовка для листовой прокатки, состоящая из полос, соединенных сваркой встык, толщина которой в зоне шва равна наименьшей из толщин краев стыкуемых полос, о т- личающаяся тем, что, с целью повышения производительности процесса прокатки сварной заготовки за счет стабилизации усилия прокатки, вдоль сварного шва на каждой из полос выполнены круглые отверстия диаметром 6,9...8,0 толщины полосы, размещенные на расстоянии З...3,5 толщины полосы от сварного шва и с шагом 20... Ы) толщин полосы, причем отверстия, выполненные в одной полосе, размещены в шахматном порядке относительно отверстий, выполненных в другой полосе.
5
5 Нет
1 6
7 1
Нет 4 7 1
