Область техники
Настоящее изобретение относится к устройству для холодной прокатки, обеспечивающему холодную прокатку стального листа.
Уровень техники
Традиционно, независимо от типа устройства, применяемого для холодной прокатки стального листа, будь то полностью непрерывный стан-тандем холодной прокатки, непрерывный стан-тандем, расположенный после линии травления, либо реверсивный одноклетьевой стан, выполняется холодная прокатка стального листа, нагретого до цеховой температуры, то есть, не выше 40°C. Хотя повышение температуры подлежащего прокатке стального листа обеспечивает ряд преимуществ, в том числе снижение сопротивления деформации стального листа, недостатки перевешивают преимущества. К связанным с повышением температуры стального листа преимуществам, наряду со снижением сопротивления деформации стального листа, можно отнести, например, уменьшение мощности прокатки. Однако при проведении холодной прокатки стального листа указанное преимущество не имеет особенно большого значения. С другой стороны, с повышением температуры стального листа связан существенный недостаток, а именно, чрезвычайно высокие затраты на нагрев стального листа, кроме того, горячий стальной лист требует особого обращения в условиях рабочей среды.
Когда стальной лист, нагретый до цеховой температуры, подвергают холодной прокатке, как указано выше, существует вероятность краевого растрескивания концевого участка (далее именуемого «краевым участком») в поперечном направлении обрабатываемого стального листа. Для примера можно привести кремнистую листовую сталь с содержанием кремния 1% или более, нержавеющую листовую сталь, или высокоуглеродистую листовую сталь, которые относятся к трудно прокатываемым материалам, поскольку сравнительно с обычной листовой сталью являются более хрупкими, таким образом, в процессе холодной прокатки трудно прокатываемого материала, который нагрет до цеховой температуры, образуются явные краевые трещины. Если в процессе холодной прокатки стального листа образуются краевые трещины большого размера, может произойти разрушение обрабатываемого стального листа от краевой трещины, являющейся инициатором растрескивания.
В Патентном документе 1 раскрывается способ холодной прокатки листа кремнистой стали, позволяющий преодолеть вышеописанные проблемы холодной прокатки за счет нагрева краевых участков подаваемого к прокатному стану листа кремнистой стали до температуры, составляющей 60°C или выше (то есть до температуры хрупко-пластичного перехода). В Патентном документе 2 раскрывается пара индукционных нагревателей, каждый из которых содержит С-образный индуктор (нагревательный индуктор), обеспечивающий повышение температуры соответствующего краевого участка стального листа посредством индукционного нагрева. Согласно способу, описанному в Патентном документе 2, стальной лист вставляют в индукционный нагреватель таким образом, чтобы каждый из краевых участков стального листа в направлении ширины (который далее именуется «поперечным направлением листа») вмещался в щель соответствующего С-образного индуктора, располагаясь на расстоянии от сторон щели по типу «сэндвича» в вертикальном направлении индуктора; при подаче от блока питания в С-образный индуктор тока высокой частоты магнитные потоки распространяются к краевым участкам стального листа в направлении его толщины (которое далее именуется «высотным направлением листа»), генерируя в краевых участках стального листа индукционный ток, обеспечивающий нагрев указанных краевых участков за счет джоулева тепла.
Чтобы выполнялся нагрев краевого участка стального листа до заданной температуры, указанный краевой участок листа, вставленный в щель соответствующего С-образного индуктора и располагаемый на расстоянии от сторон щели по типу «сэндвича» в вертикальном направлении индуктора, должен перекрываться в С-образном индукторе в направлении толщины листа на заданную длину (именуемую далее «длиной перекрытия»), причем указанная длина перекрытия обеспечивается регулировкой положения каретки, поддерживающей С-образный индуктор. Однако, практически, стальной лист, подлежащий прокатке, совершает извилистое движение в поперечном направлении листа по причине неточности центрирования или в связи с плохой плоскостностью стального листа, в результате чего длина перекрытия изменяется. Когда длина перекрытия уменьшается, индуцируются вихревые токи Фуко, которые затрудняют прохождение магнитного потока, в такой ситуации невозможно достичь заданного номинального значения выходной мощности даже за счет снижения коэффициента мощности для повышения реактивного тока и повышения высокочастотного тока, поступающего в обмотку С-образного индуктора. В результате может наблюдаться недогрев краевого участка. Вместе с тем, возможно возникновение ситуации, при которой происходит избыточный нагрев некоторой части краевого участка (чрезмерный локальный нагрев). Недогрев стального листа является причиной возникновения трещин на краевых участках при холодной прокатке стального листа. Краевые трещины вызывают растрескивание стального листа в процессе холодной прокатки, как описано выше. С другой стороны, чрезмерный локальный нагрев является причиной возникновения краевой волнистости при деформации стального листа под действием термических напряжений. Значительная краевая волнистость может вызвать растрескивание стального листа при вытяжке в процессе холодной прокатки и, таким образом, нарушить стабильность холодной прокатки стального листа. Отсюда следует, что при индукционном нагреве до заданной температуры краевого участка стального листа, подлежащего холодной прокатке, чрезвычайно важно регулировать длину перекрытия до получения оптимального значения.
Следует отметить, что регулирование длины перекрытия осуществляется по упомянутой выше стандартной технологии при использовании в качестве примера, раскрытого в Патентном документе 3 индукционного нагревателя, который содержит нагревательную обмотку, обеспечивающую нагрев краевых участков перемещаемого стального листа, каретку, на корпусе которой смонтирована нагревательная обмотка, а также содержит перемещающий механизм, обеспечивающий перемещение каретки в направлении, ортогональном направлению перемещения стального листа, и содержащий направляющие ролики, которые закреплены на корпусе каретки и вступают в контакт с краевым участком стального листа. В индукционном нагревателе, описанном в Патентном документе 3, функция перемещающего механизма состоит в том, чтобы направляющие ролики были приведены в контакт с краевым участком стального листа к моменту осуществления индукционного нагрева стального листа и всегда поддерживалось постоянным взаимное расположение стального листа и нагревательной обмотки. Следует отметить, что в Патентном документе 4 раскрывается способ контроля индукционного нагрева, осуществляемого указанным нагревателем, в котором каждая из кареток, перемещающихся в направлении, ортогональном направлению перемещения стального листа, занимает левое или правое боковое местоположение соответственно левому и правому краевым участкам стального листа, причем в каждый расположенный слева или справа индуктор, закрепленный на соответствующей каретке, вмещается соответствующий краевой участок стального листа, с образованием в вертикальном направлении индуктора «сэндвича», при этом автоматический контроллер позиционирует каретку, регулируя, таким образом, длину перекрытия в индукторе краевого участка стального листа, чтобы весь краевой участок стального листа был нагрет. В способе контроля индукционного нагрева, описанном в Патентном документе 4, осуществляется измерение величины высокочастотного тока, поступающего в нагревательную обмотку каждого индуктора, позиционированного слева или справа, определяется изменение величины электрического тока в связи с изменением длины перекрытия из-за извилистого движения стального листа, определяется величина коррекции положения каретки согласно сохраняемой в памяти устройства зависимости между отклонением электрического тока и положением каретки, чтобы отклонение величины электрического тока сводилось к нулю. Затем, чтобы выполнить корректировку положения кареток с обеих сторон, из линейной величины, определяющей начальное положение каретки с той стороны, где отмечалась более высокая величина тока, вычитают величину коррекции положения каретки, а к линейной величине, определяющей положение каретки с той стороны, где отмечалась меньшая величина электрического тока, прибавляют величину коррекции положения каретки. Затем каждая из расчетных линейных величин, определяющих скорректированное положение кареток с обеих сторон, выводится на автоматический позиционирующий контроллер, который на основании полученных данных корректирует положение каждой каретки на каждой из сторон. Благодаря указанной схеме корректируется длина перекрытия каждого краевого участка стального листа, а именно, левого и правого краевого участка стального листа в соответствующем индукторе.
Перечень ссылок.
Патентные документы.
Патентный документ 1: выложенная публикация японского патента № 61-15919
Патентный документ 2: выложенная публикация японского патента № 11-290931
Патентный документ 3: выложенная публикация японского патента № 53-70063
Патентный документ 4: выложенная публикация японского патента № 11-172325
Раскрытие изобретения
Техническая проблема
Согласно традиционным технологиям, упомянутым выше, корректировка длины перекрытия выполняется в соответствии с изменением положения краевого участка стального листа в щели индуктора индукционного нагревателя в результате извилистого движения стального листа. Точнее говоря, корректировка длины перекрытия обеспечивается регулированием с обратной связью, в зависимости от изменения положения краевого участка. Однако скорость извилистого движения стального листа выше скорости перемещения каретки, позиционирующей индуктор относительно листа, поэтому описанная выше традиционная технология регулирования с обратной связью не очень подходит для корректировки длины перекрытия, которая изменяется в зависимости от положения краевого участка при извилистом движении стального листа. Таким образом, при осуществлении индукционного нагрева до заданной температуры краевого участка стального листа, подвергаемого холодной прокатке, чрезвычайно трудно достичь оптимальной величины длины перекрытия, в связи с невозможностью стабильной регулировки извилистого движения стального листа. В таком случае, как правило, наблюдается недогрев или чрезмерный локальный нагрев краевого участка прокатываемого листового материала. При холодной прокатке стального листа в указанном состоянии может произойти растрескивание стального листа в результате возникновения краевых трещин из-за недогрева краевого участка, либо растрескивание стального листа может произойти при вытяжке стального листа из-за краевой волнистости, связанной с чрезмерным локальным нагревом краевого участка. Любое растрескивание стального листа, а именно, растрескивание, происходящее в результате возникновения краевых трещин, либо растрескивание стального листа, обусловленное вытяжкой стального листа из-за краевой волнистости (далее по тексту используется обобщенный термин «растрескивание стального листа») затрудняет осуществление процесса холодной прокатки стального листа и существенно снижает эффективность процесса холодной прокатки.
В связи с вышеизложенным, задачей настоящего изобретения является устранение указанных проблем, и задача настоящего изобретения состоит в том, чтобы предложить устройство для холодной прокатки, способное, по мере возможности, предотвратить возникновение трещин в стальном листе и обеспечить, таким образом, стабильную холодную прокатку стального листа.
Решение проблем
Для устранения вышеописанных проблем и решения поставленной задачи в настоящем изобретении предлагается устройство для холодной прокатки, обеспечивающее нагрев перемещаемого стального листа посредством нагревателя с последующей холодной прокаткой нагретого стального листа посредством стана холодной прокатки и содержащее: устройство корректировки извилистого движения листа, установленное выше по ходу нагревателя относительно направления перемещения стального листа и приспособленное выполнять корректировку извилистого движения стального листа, направляемого к нагревателю; и устройство подавления извилистого движения, установленное между нагревателем и станом холодной прокатки и приспособленное подавлять извилистое движение стального листа, связанное с холодной прокаткой стального листа на стане холодной прокатки.
Следует отметить, что в устройстве для холодной прокатки согласно настоящему изобретению используется устройство корректировки извилистого движения, которое содержит: ролики, приспособленные вращаться при контакте их бочек со стальным листом, обеспечивая перемещение указанного стального листа; наклоняющее устройство, приспособленное наклонять ролики таким образом, чтобы ось бочки каждого ролика располагалась под углом относительно горизонтального направления; устройство подавления извилистого движения, содержащее несколько роликов, которые установлены зигзагообразно в направлении перемещения стального листа и бочки которых приспособлены перемещать выходящий из нагревателя стальной лист к входной стороне стана для холодной прокатки, ограничивая при этом смещение листа в поперечном направлении благодаря расположению роликов с обеих сторон стального листа в высотном направлении (по типу «сэндвича»).
Кроме того, бочки роликов устройства корректировки извилистого движения, предусмотренного в устройстве для холодной прокатки согласно настоящему изобретению, выполняют натяжную функцию и приспособлены регулировать силу натяжения стального листа.
Также следует отметить, что в устройстве для холодной прокатки согласно настоящему изобретению используется нагреватель, который содержит С-образные индукторы, вмещающие в поперечном направлении соответствующие краевые участки стального листа по типу «сэндвича», которые в высотном направлении стального листа располагаются на расстоянии от плечевых участков указанных индукторов, при этом обеспечивается нагрев каждого из краевых участков стального листа при помощи индукционной нагревательной системы, которой оснащен нагреватель.
Полезные эффекты изобретения
Настоящее изобретение обладает полезными эффектами, позволяющими, по мере возможности, подавить возникновение растрескивания стального листа и стабильно выполнять холодную прокатку стального листа.
Краткое описание чертежей
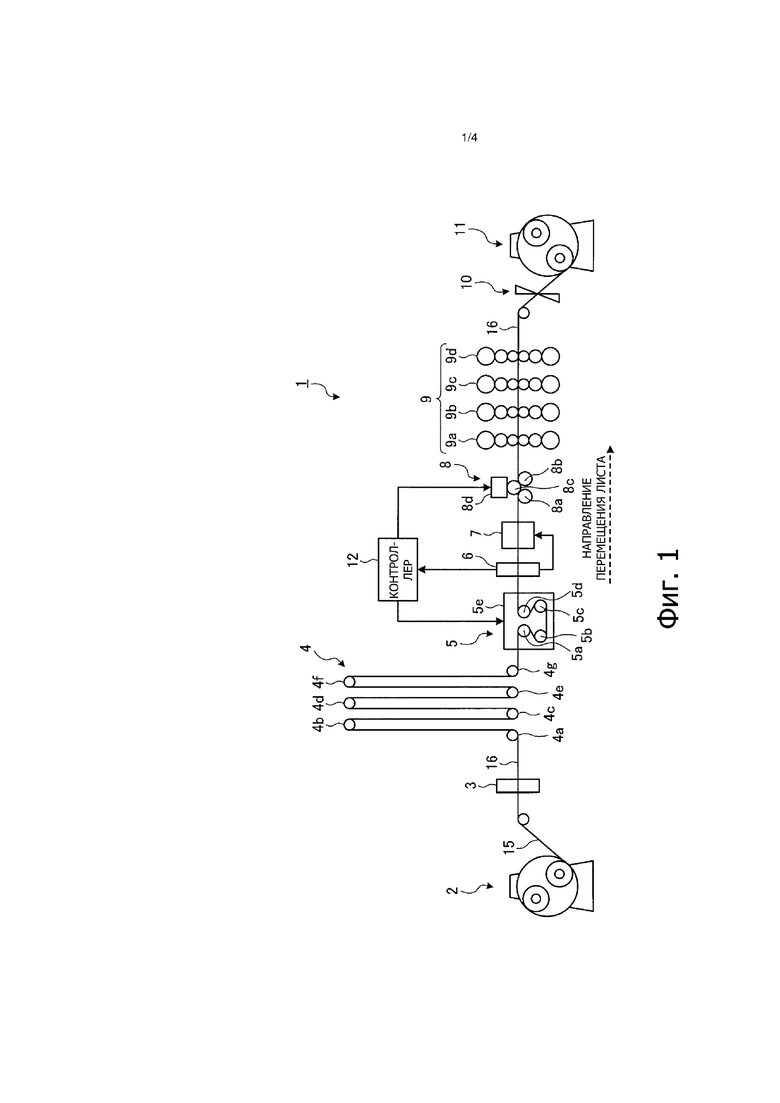
Фиг. 1 - иллюстративный пример конфигурации устройства для холодной прокатки, согласно представленному варианту осуществления настоящего изобретения.
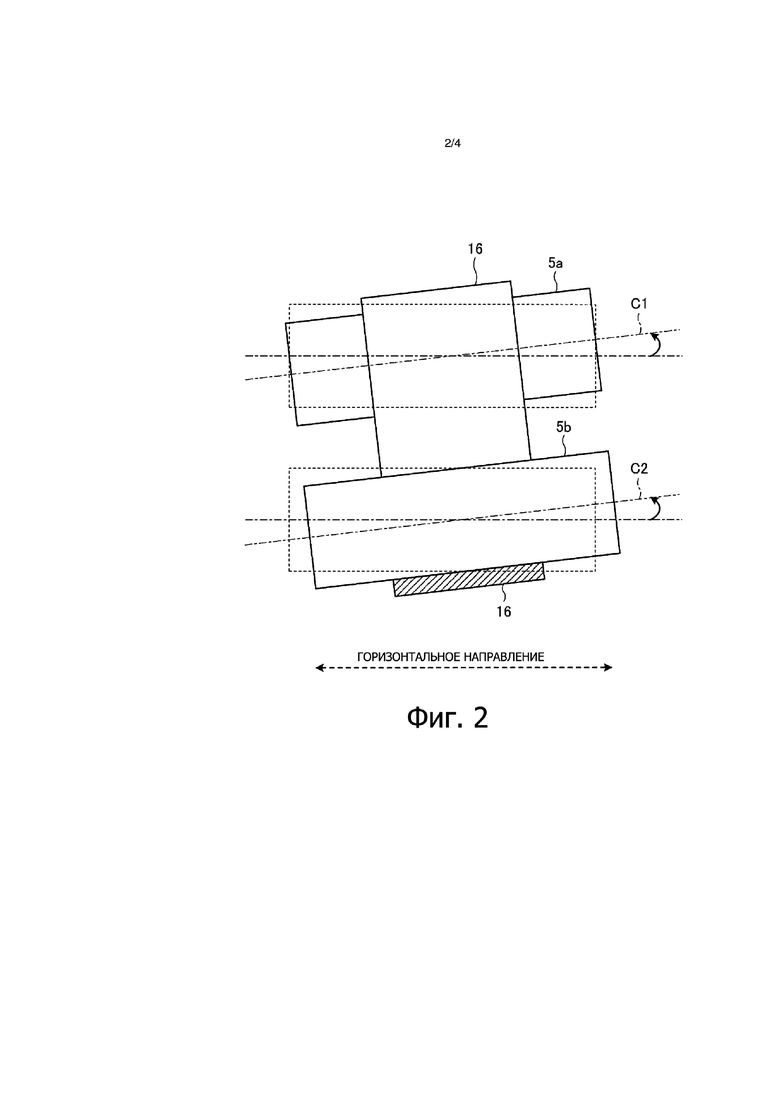
Фиг. 2 - схематичное изображение наклоненных натяжных роликов устройства корректировки извилистого движения, согласно представленному варианту осуществления настоящего изобретения.
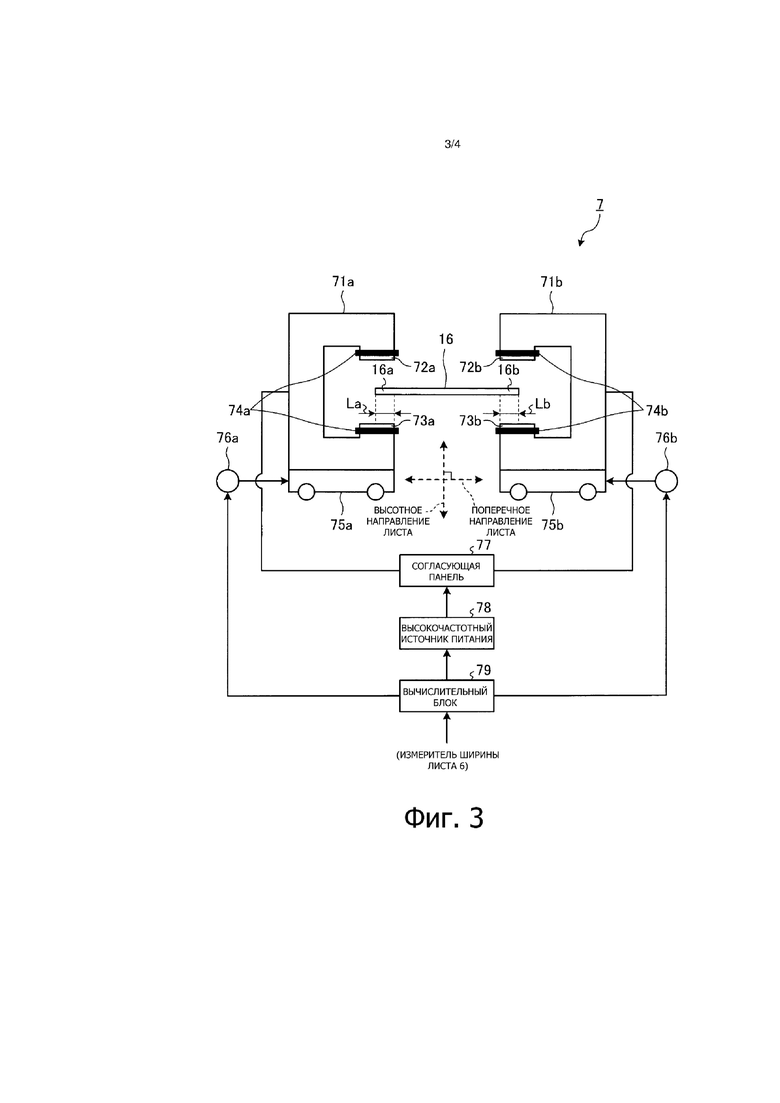
Фиг. 3 - иллюстративный пример конфигурации нагревателя, предусмотренного в устройстве для холодной прокатки, согласно представленному варианту осуществления настоящего изобретения.
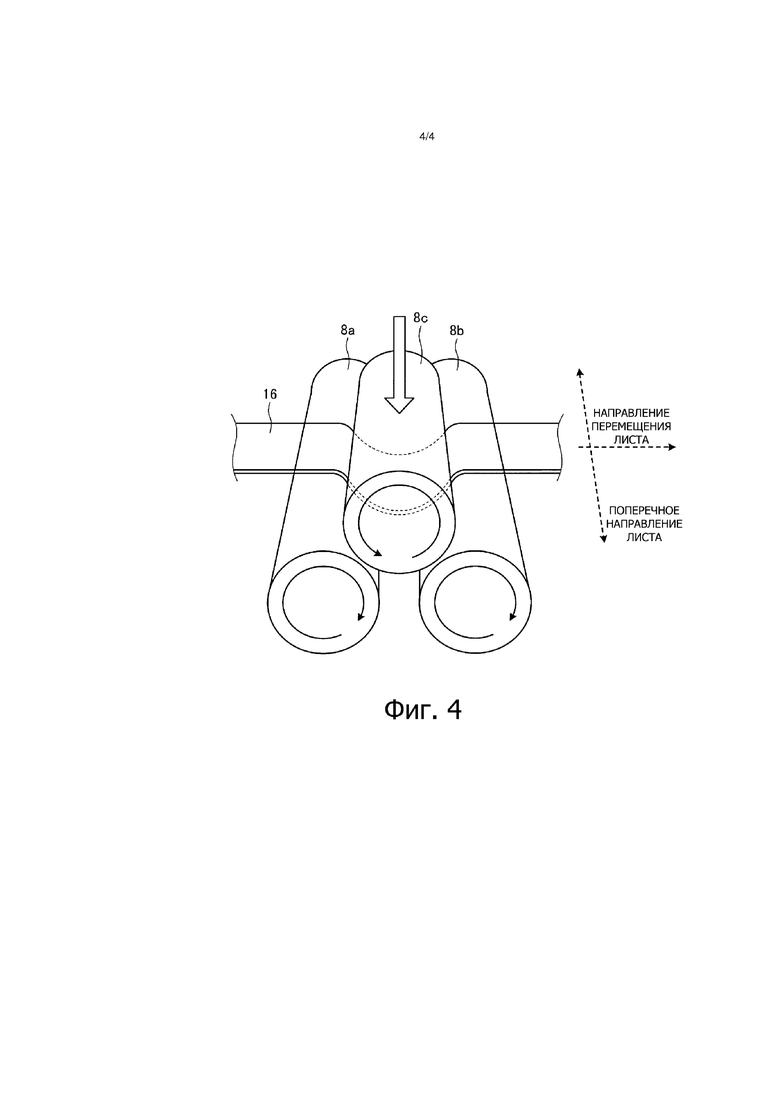
Фиг. 4 - схематичное изображение стальной полосы в условиях ограничения смещения в поперечном направлении посредством бочек роликов устройства подавления извилистого движения, согласно представленному варианту осуществления настоящего изобретения.
Осуществление изобретения
Далее со ссылкой на прилагаемые чертежи описывается, в качестве примера, предпочтительный вариант осуществления устройства для холодной прокатки согласно настоящему изобретению. Следует отметить, что настоящее изобретение не ограничивается представленным вариантом его осуществления.
Предпочтительный вариант осуществления изобретения
В нижеследующем описании настоящего изобретения, прежде всего, раскрывается устройство для холодной прокатки согласно предпочтительному варианту осуществления настоящего изобретения. На фиг. 1 показан иллюстративный пример конфигурации устройства для холодной прокатки согласно предпочтительному варианту осуществления настоящего изобретения. Как показано на фиг. 1, устройство 1 для холодной прокатки согласно представленному варианту осуществления настоящего изобретения содержит разматыватель 2 и натяжной барабан 11, которые установлены, соответственно, на входном конце и выходном конце транспортировочного канала для материала, подвергаемого прокатке. Наряду с этим, устройство 1 для холодной прокатки оснащено сварочным аппаратом 3, петлевым устройством 4, устройством 5 корректировки извилистого движения, измерителем 6 ширины листа, нагревателем 7, устройством 8 подавления извилистого движения, станом 9 для холодной прокатки и летучими ножницами 10, расположенными между разматывателем 2 и натяжным барабаном 11 вдоль транспортировочного канала для материала, подлежащего прокатке. Кроме того, устройство 1 для холодной прокатки имеет контроллер 12, который управляет устройством 5 корректировки извилистого движения и устройством 8 подавления извилистого движения.
Стальные листы 15, сформированные из стальных материалов, таких как горячекатаная листовая сталь, и смотанные в рулон, захватываются разматывателем 2, который, разматывая рулон, подает стальные листы 15 последовательно в транспортировочный канал для материала, подлежащего прокатке в устройстве 1 для холодной прокатки. Стальные листы 15, поступающие от разматывателя 2, проходят через тянущие ролики или аналогичное устройство, осуществляющее последовательное продвижение указанных листов к сварочному аппарату 3, установленному ниже по ходу разматывателя 2 относительно направления перемещения стальных листов 15.
Сварочная машина 3 может представлять собой машину для лазерной сварки или аналогичное устройство и, как показано на фиг. 1, установлена между разматывателем 2 и петлевым устройством 4 вблизи транспортировочного канала для материала, подлежащего прокатке. Сварочная машина 3 принимает множество листов, поступающих последовательно от разматывателя 2 и приваривает хвостовой концевой участок стального листа, предшествующего в направлении перемещения стальных листов 15 (далее называемый «предшествующим материалом») к дальнему концевому участку стального листа, следующего за предшествующим материалом (далее называемому «последующим материалом»). Сварочная машина 3 выполняет последовательно сварку стальных листов 15, поступающих от разматывателя 2; точнее говоря, сварочная машина 3 сваривает один за другим хвостовой участок предшествующего материала и дальний концевой участок последующего материала, формируя, таким образом, стальную полосу 16 из стальных листов 15 посредством соединения дальнего концевого участка и хвостового участка соответствующих стальных листов 15, как описывалось выше. Выходящая из сварочной машины 3 стальная полоса 16 затем направляется к петлевому устройству 4, расположенному ниже по ходу сварочной машины 3 относительно направления перемещения стальной полосы 16.
Петлевое устройство 4 представляет собой накопитель, соответствующим образом доставляющий стальную полосу 16 для ее непрерывной обработки, а именно, для осуществления холодной прокатки. На фиг. 1 детально показано петлевое устройство 4, оснащенное множеством стационарных роликов 4a, 4c, 4e, и 4g, а также множеством подвижных роликов 4b, 4d, и 4f, которые способны перемещаться к или от стационарных роликов 4a, 4c, 4e, и 4g. В петлевом устройстве 4, показанном на фиг. 1, указанные ролики расположены вдоль транспортировочного канала для стальной полосы 16 в определенной последовательности, а именно, стационарный ролик 4a, подвижный ролик 4b, стационарный ролик 4c, подвижный ролик 4d, стационарный ролик 4e, подвижный ролик 4f и стационарный ролик 4g.
Стационарные ролики 4a, 4c, 4e, и 4g петлевого устройства 4, показанного для примера на фиг. 1, функционируют как передающие ролики и выровнены относительно друг друга по направлению к устройству 5 корректировки извилистого движения стального листа, подаваемого от сварочной машины 3. Указанные стационарные ролики 4a, 4c, 4e, и 4g вступают в контакт со стальной полосой 16, которая проходит по поверхности каждого ролика, охватывая его. В рабочем состоянии каждый из стационарных роликов вращается вокруг своей оси под действием приводного устройства (не показано на чертежах). Следовательно, каждый из стационарных роликов 4a, 4c, 4e и 4g перемещает стальную полосу 16 по транспортировочному каналу для стальной полосы 16 и, наряду с этим, прикладывает силу натяжения к стальной полосе 16 в неподвижном состоянии. С другой стороны, каждый из подвижных роликов 4b, 4d, и 4f является передающим роликом, который способен перемещаться в направлении к или от стационарных роликов 4a, 4c, 4e, и 4g под действием перемещающего устройства (не показано на чертежах), такого как петлеобразующая тележка. Подвижные ролики 4b, 4d, и 4f вступают в контакт со стальной полосой 16, которая проходит по поверхности каждого ролика, охватывая его. В рабочем состоянии каждый подвижный ролик вращается вокруг своей оси вращения. Следовательно, подвижные ролики 4b, 4d, и 4f совместно со стационарными роликами 4a, 4c, 4e, и 4g продвигают стальную полосу 16 в направлении перемещения стальной полосы 16.
Как показано на фиг. 1, петлевое устройство 4 описанной выше конфигурации, обеспечивающее накапливание и доставку стальной полосы 16, установлено выше по ходу стана 9 холодной прокатки относительно направления перемещения стальной полосы 16, точнее говоря, расположено между сварочным аппаратом 3 и устройством 5 корректировки извилистого движения стальной полосы 16. Соответственно, время пребывания стальной полосы 16 в петлевом устройстве 4 регулируется. Петлевое устройство 4 накапливает и доставляет стальную полосу 16 для обработки, обеспечивая непрерывную работу стана, исключая таким образом, простой стана в период остановки стальной полосы 16 для сварки стальных листов посредством сварочной машины 3 или для разрезки стальной полосы 16 летучими ножницами 10. Например, в устройстве 1 для холодной прокатки в период времени, в течение которого сварочная машина 3 не выполняет сварку стальной полосы 16, петлевое устройство 4 получает стальную полосу 16 от сварочной машины 3, при этом подвижные ролики 4b, 4d, и 4f перемещаются в направлении от стационарных роликов 4a, 4c, 4e, и 4g. Соответственно, петлевое устройство 4 накапливает стальную полосу 16, доставляемую от сварочной машины 3, непрерывно перемещая стальную полосу 16 по транспортировочному каналу в направлении стана 9 холодной прокатки. С другой стороны, в течение времени, когда сварочная машина 3 сваривает дальний концевой участок и хвостовой участок соответствующих стальных листов 15, доставка стальной полосы 16 от сварочной машины 3 к петлевому устройству 4 приостанавливается. При этом петлевое устройство 4 перемещает подвижные ролики 4b, 4d и 4f по направлению к стационарным роликам 4a, 4c, 4e и 4g. Конкретнее говоря, накопленную, как описано выше, стальную полосу 16 петлевое устройство 4 подает по транспортировочному каналу в направлении стана 9 холодной прокатки и поддерживает непрерывное перемещение стальной полосы 16 по транспортировочному каналу от сварочной машины 3 в направлении стана 9 холодной прокатки. По окончании сварки стальной полосы 16 в сварочной машине 3 петлевое устройство 4 перемещает подвижные ролики 4b, 4d, и 4f от стационарных роликов 4a, 4c, 4e и 4g обратно. Петлевое устройство 4 накапливает сваренную из листов стальную полосу 16, поступающую от сварочной машины 3, и непрерывно перемещает стальную полосу 16 по транспортировочному каналу в направлении стана 9 холодной прокатки. Таким образом, петлевое устройство 4 поддерживает непрерывное перемещение стальной полосы 16 от сварочной машины 3 по транспортировочному каналу в направлении стана 9 холодной прокатки. Стальная полоса 16, доставляемая петлевым устройством 4, перемещается последовательно к устройству 5 корректировки извилистого движения, расположенному ниже по ходу петлевого устройства 4 относительно направления перемещения стальной полосы 16.
Устройство 5 корректировки извилистого движения, как показано на фиг. 1, установлено выше по ходу нагревателя 7 относительно направления перемещения стальной полосы 16, и корректирует извилистое движение стальной полосы 16, направляемой к нагревателю 7. Согласно представленному варианту осуществления настоящего изобретения, устройство 5 корректировки извилистого движения оснащено четырьмя натяжными роликами 5a-5d и содержит наклоняющее устройство 5e, осуществляющее наклон роликов 5a-5d.
Бочки натяжных роликов 5a-5d способны выполнять передающую функцию, обеспечивая перемещение стальной полосы 16, а также способны выполнять регулирующую функцию, регулируя натяжение, прикладываемое к стальной полосе 16. Точнее говоря, указанные натяжные ролики 5a-5d позиционированы вдоль транспортировочного канала для стальной полосы 16 таким образом, чтобы стальная полоса 16 охватывала каждый ролик с углом обхвата, равным или превышающим заданное значение (к примеру, 90° или более). Причем, угол обхвата является центральным углом каждого из натяжных роликов 5a-5d, стягивающим участок периферийной поверхности натяжного ролика, а именно, участок периферийной поверхности, вступающий в контакт со стальной полосой 16. Каждый из позиционированных таким образом натяжных роликов 5a-5d вращается вокруг своей оси под действием приводного устройства (не показано на чертежах) при вступлении в контакт со стальной полосой 16, проходящей по поверхности натяжных роликов 5a-5d и охватывающей каждый из указанных роликов. Следовательно, за счет силы натяжения, прикладываемой к стальной полосе 16 натяжными роликами, и силы трения, возникающей между периферийной поверхностью каждого натяжного ролика и стальной полосой 16, подлежащая обработке стальная полоса 16 перемещается по транспортировочному каналу от петлевого устройства 4 в направлении нагревателя 7. Точнее говоря, при натяжении стальной полосы 16 натяжным роликом 5a совместно с натяжным роликом 5b стальная полоса перемещается по транспортировочному каналу от петлевого устройства 4 к натяжному ролику 5b. При натяжении стальной полосы 16 натяжным роликом 5b совместно с натяжными роликами 5a и 5c стальная полоса перемещается по транспортировочному каналу от натяжного ролика 5a к натяжному ролику 5c. При натяжении стальной полосы 16 натяжным роликом 5c совместно с натяжными роликами 5b и 5d стальная полоса перемещается по транспортировочному каналу от натяжного ролика 5b к натяжному ролику 5d. При натяжении стальной полосы 16 натяжным роликом 5d совместно с натяжным роликом 5c стальная полоса перемещается по транспортировочному каналу от натяжного ролика 5c в направлении нагревателя 7. Как описано выше, сила натяжения, прикладываемая к стальной полосе 16 натяжными роликами 5a-5d, регулируется посредством корректировки скорости вращения каждого из натяжных роликов 5a-5d.
Одновременно натяжные ролики 5a к 5d выполняют и регулировочную функцию, обеспечивая корректировку извилистого движения стальной полосы 16. Посредством наклоняющего устройства 5e натяжные ролики 5a-5d удерживаются в наклоненном состоянии с возможностью вращения вокруг своей оси. При наклоне натяжных роликов 5a-5d под действием наклоняющего устройства 5e ось вращения каждого из натяжных роликов 5a-5d располагается под углом относительно горизонтального направления. На фиг. 2 схематично показаны наклоненные натяжные ролики устройства корректировки извилистого движения согласно представленному варианту осуществления настоящего изобретения. Если движение стальной полосы 16 становится извилистым, наклоняющее устройство 5e обеспечивает наклон натяжных роликов 5a и 5b, продвигающих стальную полосу 16, при этом центральные оси C1 и C2 соответствующих натяжных роликов 5a и 5b располагаются под углом относительно горизонтального направления. Согласно представленному варианту осуществления настоящего изобретения наклоняющее устройство 5e обеспечивает наклон натяжных роликов 5c и 5d, наряду с вышеуказанными натяжными роликами 5a и 5b. Наклоняющее устройство 5e, осуществляя управляющую функцию, обеспечивает наклон натяжных роликов 5a-5d вниз в направлении, противоположном направлению извилистого движения стальной полосы 16, осуществляя, таким образом, корректировку извилистого движения стальной полосы 16.
Стальная полоса 16, прошедшая через вышеуказанное устройство 5 корректировки извилистого движения, затем перемещается через измеритель 6 ширины листа, установленный на выходной стороне устройства 5 корректировки извилистого движения, и подается к нагревателю 7, расположенному выше по ходу устройства 8 подавления извилистого движения относительно направления перемещения стальной полосы 16.
Как показано на фиг. 1, измеритель 6 ширины листа, расположенный между устройством 5 корректировки извилистого движения и нагревателем 7, предназначен выполнять замер смещения стальной полосы 16 при извилистом движении и ширины стальной полосы 16, извилистое движение которой корректируется посредством устройства 5 корректировки извилистого движения. На данном этапе измеритель 6 ширины регистрирует положение каждого из краевых участков стальной полосы 16 при откорректированном извилистом движении и вычисляет зарегистрированные положения каждого из краевых участков. Затем, измеритель 6 ширины рассчитывает центральную линию в поперечном направлении стальной полосы 16 на основании вычисленного положения каждого из краевых участков и определяет смещение центральной линии стальной полосы относительно центральной линии транспортировочного канала для стальной полосы 16, которое является показателем извилистого движения стальной полосы 16. Кроме того, измеритель 6 ширины рассчитывает ширину стальной полосы 16 на основании вычисленного положения каждого из краевых участков. Измеритель 6 ширины постоянно или периодически через заданный промежуток времени производит расчет (измерение) смещения стальной полосы 16, являющегося показателем извилистого движения, и ширины стальной полосы 16 при откорректированном извилистом движении. Измеритель 6 ширины передает контроллеру 12, а также нагревателю 7 расчетную величину смещения стальной полосы 16 при извилистом движении и, соответственно, ширину стальной полосы 16.
Стальная полоса 16 последовательно подается в нагреватель 7, который обеспечивает нагрев краевых участков стальной полосы 16 перед холодной прокаткой. Согласно указанному варианту осуществления настоящего изобретения, нагреватель 7 расположен выше по ходу стана 9 холодной прокатки относительно направления перемещения стальной полосы 16, как показано на фиг. 1. Точнее говоря, нагреватель 7 расположен между устройством 5 корректировки извилистого движения и устройством 8 подавления извилистого движения, при этом нагреватель 7 обеспечивает нагрев (индукционный нагрев) обоих краевых участков стальной полосы 16 посредством системы индукционного нагрева. На фиг. 3 показан иллюстративный пример конструкции нагревателя, применяемого в устройстве для холодной прокатки, согласно представленному варианту осуществления настоящего изобретения. Представленный на фиг. 3 нагреватель 7 содержит пару С-образных индукторов 71a и 71b, каждый из которых вмещает соответствующий краевой участок 16a и 16b в поперечном направлении стальной полосы 16, располагаемый в высотном направлении (например, в вертикальном) стальной полосы 16 на расстоянии от плечевых участков индуктора по типу «сэндвича». Каждый из плечевых участков 72a и 73a индуктора 71a оснащен нагревательной обмоткой 74a. Когда краевой участок 16a стальной полосы 16 проходит через ограниченное плечевыми участками 72a и 73a внутреннее пространство индуктора 71a, нагревательные обмотки 74a генерируют магнитные потоки в высотном направлении стальной полосы 16, обеспечивая, таким образом, индукционный нагрев краевого участка 16a. Каждый из плечевых участков 72b и 73b расположенного с противоположной стороны индуктора 71b оснащен нагревательной обмоткой 74b. Когда краевой участок 16b стальной полосы 16 проходит через ограниченное плечевыми участками 72b и 73b внутреннее пространство индуктора 71b, нагревательные обмотки 74b генерируют магнитные потоки в высотном направлении стальной полосы 16, обеспечивая, таким образом, индукционный нагрев краевого участка 16b. Как показано на фиг. 3, нагреватель 7 оснащен согласующей панелью 77, высокочастотным источником питания 78 и вычислительным блоком 79. Нагревательные обмотки 74a и 74b соединены с высокочастотным источником питания 78 через согласующую панель 77. Вычислительный модуль 79 связан с высокочастотным источником питания 78. Вычислительный модуль 79 на основании толщины стальной полосы 16, скорости ее перемещения и марки стали задает параметры нагрева стальной полосы 16 и направляет высокочастотному источнику 78 команду на подачу в нагревательные обмотки 74a и 74b высокочастотного тока в соответствии с заданными параметрами нагрева. По управляющему сигналу, поступающему от вычислительного модуля 79, высокочастотный источник 78 питания через согласующую панель 77 направляет высокочастотный ток в каждую из нагревательных обмоток 74a, 74b, в результате чего, нагревательные обмотки 74a и 74b генерируют в высотном направлении листа магнитный поток (высокочастотный магнитный поток). Высокочастотный магнитный поток генерирует индукционный ток в каждом из краевых участков 16a и 16b стальной полосы 16, а индукционный ток в каждом из краевых участков 16a и 16b стальной полосы 16 генерирует джоулево тепло. Под действием генерированного в каждом из краевых участков 16a и 16b стальной полосы 16 джоулева тепла обеспечивается индукционный нагрев указанных краевых участков 16a и 16b до температуры, превышающей температуру хрупко-пластичного перехода.
Как показано на фиг. 3, нагреватель 7 оснащен каретками 75a и 75b, обеспечивающими перемещение индукторов, соответственно, 71a и 71b в поперечном направлении стальной полосы 16, и содержит позиционирующие контроллеры 76a и 76b, которые регулируют положение индукторов 71a и 71b, соответственно. Индуктор 71a установлен на каретке 75a, а индуктор 71b установлен на каретке 75b. Каретки 75a и 75b перемещаются в поперечном направлении стальной полосы 16, перемещая, таким образом, в поперечном направлении стальной полосы 16 индукторы, соответственно, 71a и 71b. Каждый из позиционирующих контроллеров 76a и 76b соединен, как показано на фиг. 3, с вычислительным модулем 79. Как уже отмечалось выше, вычислительный модуль 79 получает от измерителя 6 ширины данные о ширине стальной полосы 16, на основании полученных значений ширины стальной полосы вычислительный модуль 79 производит расчет целевых позиций индукторов 71a и 71b (точнее, целевых позиций нагревательных обмоток, соответственно, 74a и 74b) в поперечном направлении стальной полосы 16. Данные о расчетных целевых позициях индукторов 71a и 71b вычислительный модуль 79 направляет к соответствующим позиционирующим контроллерам 76a и 76b. На основании полученных от вычислительного модуля 79 данных о целевых позициях индукторов 71a и 71b позиционирующие контроллеры 76a и 76b выполняют регулирование приводов соответствующих кареток 75a и 75b, то есть, корректируют позицию индукторов 71a и 71b посредством регулирования приводов соответствующих кареток 75a и 75b. Конкретнее говоря, позиционирующий контроллер 76a регулирует перемещение каретки 75a в поперечном направлении стальной полосы 16, чтобы рабочая позиция индуктора 71a соответствовала расчетной целевой позиции, связанной с шириной листа стальной полосы 16, то есть посредством регулирования каретки 75a корректирует позицию индуктора 71a согласно расчетной целевой позиции. В то же самое время позиционирующий контроллер 76b регулирует перемещение каретки 75b в поперечном направлении стальной полосы 16, чтобы рабочая позиция индуктора 71b соответствовала расчетной целевой позиции, связанной с шириной листа стальной полосы 16, то есть посредством регулирования каретки 75b корректирует позицию индуктора 71b согласно расчетной целевой позиции. В результате каждая из длин La и Lb перекрытия каждого из краевых участков 16a и 16b стальной полосы 16 в соответствующих индукторах 71a и 71b (см. фиг. 3) постоянно регулируется независимо от изменения ширины стальной полосы 16. За счет постоянного регулирования длин La и Lb перекрытия достигается оптимальное значение указанных величин и обеспечивается нагрев краевых участков 16a и 16b стальной полосы 16 до температуры, равной или превышающей температуру хрупко-пластичного перехода.
Согласно представленному варианту осуществления настоящего изобретения, вмещаемый в индуктор 71a краевой участок 16a, как показано на фиг. 3, располагается в вертикальном направлении (в высотном направлении листа) на расстоянии от сторон индуктора 71a (конкретнее от плечевых участков 72a и 73a) по типу «сэндвича» и имеет длину перекрытия La. Наряду с этим, вмещаемый в индуктор 71b краевой участок 16b, как показано на фиг. 3, располагается в вертикальном направлении (в высотном направлении листа) на расстоянии от сторон индуктора 71b (конкретнее от плечевых участков 72b и 73b) по типу «сэндвича» и имеет длину перекрытия Lb.
Как показано на фиг. 1, устройство 8 подавления извилистого движения расположено между нагревателем 7 и станом 9 холодной прокатки и подавляет извилистое движение стальной полосы 16 перед проведением холодной прокатки на стане холодной прокатки. Согласно указанному варианту осуществления изобретения устройство 8 подавления извилистого движения содержит входной боковой ролик 8a, выходной боковой ролик 8b и центральный ролик 8c, бочки которых продвигают стальную полосу 16 и подавляют извилистое движение стальной полосы 16. Устройство 8 подавления извилистого движения, кроме того, содержит перемещающее устройство 8d, которое обеспечивает перемещение центрального ролика 8c.
Входной боковой ролик 8a, выходной боковой ролик 8b и центральный ролик 8c установлены зигзагообразно в направлении перемещения стальной полосы 16 и в высотном направлении листа расположены с обеих сторон (сверху и снизу) стальной полосы 16 по типу «сэндвича». Точнее говоря, в высотном направлении стальной полосы 16 входной боковой ролик 8a и выходной боковой ролик 8b расположены с нижней стороны стальной полосы 16, причем в направлении перемещения стальной полосы 16 указанные ролики выровнены относительно друг друга. Центральный ролик 8c в высотном направлении стальной полосы 16 расположен с верхней стороны стальной полосы 16, при этом часть периферийной поверхности центрального ролика 8c обращена к пространству между входным боковым роликом 8a и выходным боковым роликом 8b. При вступлении в контакт со стальной полосой 16 каждый из роликов, а именно, входной боковой ролик 8a, выходной боковой ролик 8b и центральный ролик 8c, которые расположены зигзагообразно, вращаются вокруг своих осей под действием приводного устройства (не показано на чертежах). Соответственно, каждый из роликов, а именно, входной боковой ролик 8a, выходной боковой ролик 8b и центральный ролик 8c, в свою очередь протягивает стальную полосу 16 от выходной стороны нагревателя 7 к входной стороне стана 9 холодной прокатки.
Входной боковой ролик 8a, выходной боковой ролик 8b и центральный ролик 8c в высотном направлении стальной полосы 16 расположены с обеих сторон стальной полосы 16 по типу «сэндвича», благодаря чему, под действием перемещающего устройства 8d способны ограничивать смещение стальной полосы 16 в поперечном направлении. На фиг. 4 показано схематичное изображение стальной полосы 16 в условиях ограничения смещения в поперечном направлении посредством бочек роликов устройства подавления извилистого движения согласно представленному варианту осуществления настоящего изобретения. Перемещающее устройство 8d поддерживает центральный ролик 8c с возможностью вращения и может перемещать указанный центральный ролик 8c в высотном направлении (то есть по направлению к нижней стороне) стальной полосы 16. Таким образом, перемещающее устройство 8d поджимает центральный ролик 8c к входному боковому ролику 8a и выходному боковому ролику 8b. Как показано на фиг. 4, центральный ролик 8c под действием перемещающего устройства 8d надавливает сверху на стальную полосу 16, перемещая указанную полосу в высотном направлении к входному боковому ролику 8a и выходному боковому ролику 8b. Как описывалось выше, входной боковой ролик 8a, выходной боковой ролик 8b и центральный ролик 8c расположены с обеих сторон стальной полосы 16 по типу «сэндвича», при этом поддерживают перемещение указанной стальной полосы 16, ограничивая ее смещение в поперечном направлении. В результате входной боковой ролик 8a, выходной боковой ролик 8b и центральный ролик 8c подавляют извилистое движение стальной полосы 16, связанное с холодной прокаткой стальной полосы 16 на стане 9 холодной прокатки.
Следует отметить, что вышеупомянутое перемещающее устройство 8d, по мере необходимости, перемещает центральный ролик 8c вверх в высотном направлении стальной полосы 16, отодвигая, таким образом, центральный ролик 8c от входного бокового ролика 8a и выходного бокового ролика 8b. Следовательно, в определенных условиях центральный ролик 8c способен ослабить ограничение смещения стальной полосы 16 в поперечном направлении (см. фиг. 4).
Стан 9 холодной прокатки является тандемным прокатным станом, который непрерывно выполняет холодную прокатку последовательно подаваемой стальной полосы 16 и содержит нескольких прокатных клетей, установленных последовательно в направлении перемещения стальной полосы 16. Согласно представленному варианту осуществления настоящего изобретения, стан 9 холодной прокатки, как показано на фиг. 1, содержит четыре прокатные клети 9a-9d и расположен ниже по ходу нагревателя 7 относительно направления перемещения стальной полосы 16. Конкретнее говоря, стан 9 холодной прокатки находится между устройством 8 подавления извилистого движения и летучими ножницами 10. Указанные четыре прокатные клети 9a-9d стана 9 холодной прокатки установлены в указанном порядке последовательно в направлении перемещения стальной полосы 16. Нагретая посредством нагревателя 7 стальная полоса 16 перемещается от выходной стороны нагревателя 7 к входной стороне стана 9 холодной прокатки через устройство 8 подавления извилистого движения. Таким образом, посредством устройства 8 подавления извилистого движения ограничивается смещение стальной полосы 16 в поперечном направлении, как описано выше, наряду с тем, что указанная полоса 16 продвигается к прокатной клети 9a, то есть к самой верхней клети по ходу стана 9 холодной прокатки. В прокатных клетях 9a-9d стана 9 холодной прокатки выполняется непрерывная прокатка стальной полосы 16 в указанном состоянии до предварительно заданной толщины стальной полосы 16. После холодной прокатки на прокатном стане 9 стальная полоса 16 перемещается к выходной стороне прокатной клети 9d, то есть к самой нижней клети по ходу прокатного стана 9, и затем через тянущие ролики или подобное устройство подается к летучим ножницам 10.
Летучие ножницы 10, как показано на фиг. 1, расположены между выходной стороной стана 9 холодной прокатки и натяжным барабаном 11 и предназначены для разрезки подвергнутой холодной прокатке в прокатном стане 9 стальной полосы 16 на полосы заданной длины. Стальная полоса 16 наматывается на натяжной барабан 11, после чего выполняется отрезка полосы летучими ножницами 10.
Операция корректировки извилистого движения стальной полосы 16, выполняемая устройством 5 корректировки извилистого движения, также как и операция подавления извилистого движения стальной полосы 16, выполняемая устройством 8 подавления извилистого движения, осуществляется под управлением контроллера 12. Конкретнее говоря, контроллер 12 управляет действием наклоняющего устройства 5e, обеспечивающего наклон роликов в устройстве 5 корректировки извилистого движения, в зависимости от величины смещения стальной полосы 16 при извилистом движении, полученной от измерителя 6 ширины полосы, то есть, управляя наклоняющим устройством 5e, регулирует угол наклона и направление наклона натяжных роликов 5a-5d устройства 5 корректировки извилистого движения относительно горизонтального направления. Таким образом, контроллер 12 побуждает устройство 5 корректировки извилистого движения корректировать извилистое движение стальной полосы 16, чтобы величина смещения стальной полосы 16 при извилистом движении перед поступлением в нагреватель 7 находилась в допустимом диапазоне. Чтобы величина смещения стальной полосы 16 при извилистом движении находилась в допустимом диапазоне, к примеру, приближалась или была равна нулю, обеспечивается постоянный контроль каждой из длин La и Lb перекрытия краевых участков 16a и 16b стальной полосы 16 соответствующими индукторами 71a и 71b нагревателя 7. В дополнение к вышеупомянутому регулированию, контроллер 12 регулирует действие перемещающего устройства 8d, поджимающего центральный ролик 8c к входному боковому ролику 8a и выходному боковому ролику 8b в устройстве 8 подавления извилистого движения, синхронизирует во времени действие перемещающего устройства 8d с наклоном натяжных роликов 5a-5d в устройстве 5 корректировки извилистого движения. Таким образом, когда по команде контроллера 12 входной боковой ролик 8a, выходной боковой ролик 8b и центральный ролик 8c в устройстве 8 подавления извилистого движения ограничивают смещение стальной полосы 16 в поперечном направлении, устройство корректировки извилистого движения 5 синхронно во времени выполняет операцию корректировки извилистого движения стальной полосы 16. Следовательно, выполняемая устройством 5 корректировки извилистого движения операция корректировки извилистого движения стальной полосы 16, возникающего во время перемещения стальной полосы 16 к нагревателю 7 (в дальнейшем, называемая «операцией корректировки извилистого движения»), может осуществляться под управлением контроллера 12 одновременно с выполняемой устройством 8 подавления извилистого движения операцией подавления извилистого движения стальной полосы 16, связанного с холодной прокаткой стальной полосы 16 в стане 9 холодной прокатки, (в дальнейшем, называемой «операцией подавления извилистого движения»). Благодаря синергетическому эффекту указанных операций, а именно, операции корректировки извилистого движения и операции подавления извилистого движения, при нагреве стальной полосы 16 в нагревателе 7 поддерживается скорректированное устройством 5 корректировки извилистого движения состояние стальной полосы 16. С другой стороны, контроллер 12 регулирует скорость вращения каждого из натяжных роликов 5a-5d в устройстве 5 корректировки извилистого движения, регулируя, таким образом, силу натяжения стальной полосы 16 посредством натяжных роликов 5a-5d.
Описываемая здесь последовательно перемещаемая стальная полоса 16, сформированная из множества стальных листов 15 посредством соединения хвостового участка предшествующего материала с дальним концевым участком последующего материала, является одним из примеров листовой стали в качестве материала, подвергаемого прокатке. Кроме того, каждый стальной лист 15, используемый для формирования стальной полосы, изготовлен из трудно прокатываемого материала, такого как кремнистая листовая сталь с содержанием кремния 1% или более, листовая нержавеющая сталь, либо листовая высокоуглеродистая сталь.
Стальная полоса 16, подлежащая холодной прокатке, обычно имеет дефекты, такие как коробоватость срединной части полосы или неравномерное удлинение, присущие рулонной горячекатаной листовой стали, используемой в качестве основного материала для изготовления холоднокатаной стальной полосы 16. При последовательном перемещении стальной полосы 16 к нагревателю в устройстве 1 для холодной прокатки 7 в зависимости от конфигурации стальной полосы 16 возникает неравномерность распределения напряжений в поперечном направлении стальной полосы 16, приводящая к изгибающему моменту, который вызывает извилистое движение перемещаемой стальной полосы 16. Если перед нагревателем 7 не предусмотрено устройство 5 корректировки извилистого движения, то на входной стороне нагревателя 7 может также наблюдаться извилистое движение в зависимости от конфигурации стальной полосы 16. В частности, на соединительном участке между стальными листами, из которых сформирована стальная полоса 16, извилистое движение стальной полосы 16 ускоряется. Возникшее извилистое движение стальной полосы 16 затрудняет равномерный индукционный нагрев краевых участков 16a и 16b стальной полосы 16 посредством нагревателя 7. При таких обстоятельствах происходит недогрев или чрезмерный локальный нагрев краевых участков 16a и 16b стальной полосы 16, что может служить причиной растрескивания стальной полосы 16 во время холодной прокатки.
Следует отметить, что показанное на фиг. 1 устройство 1 для холодной прокатки согласно представленному варианту осуществления настоящего изобретения содержит устройство 5 корректировки извилистого движения, расположенное перед нагревателем 7 и постоянно обеспечивающее корректировку извилистого движения стального листа 16. Таким образом, на входной стороне нагревателя 7 предотвращается возникновение извилистого движения стальной полосы 16 и, соответственно, исключается упомянутая выше проблема, а именно, растрескивание стального листа.
Однако, при осуществлении процесса холодной прокатки указанной стальной полосы 16 на стане 9 холодной прокатки, может возникнуть извилистое движение прокатываемой стальной полосы 16 в зависимости от условий прокатки. Например, когда горячекатаный стальной лист, который является основным материалом стальной полосы 16, имеет переменную толщину в поперечном сечении листа (в частности, в поперечном сечении лист имеет на одном конце толщину больше, чем на другом конце, и т.п.), происходит большее обжатие участка стальной полосы 16 с большей толщиной, даже если поджатые рабочие валки стана 9 холодной прокатки расположены параллельно стальной полосе 16, в результате чего возникает извилистое движение подвергаемой холодной прокатке стальной полосы 16. Указанное извилистое движение стальной полосы 16, связанное с холодной прокаткой, оказывает влияние на очередной участок последующей стальной полосы 16, подлежащей холодной прокатке, а именно, стальной полосы 16, находящейся на входной стороне стана 9 холодной прокатки перед проведением холодной прокатки. Конкретнее говоря, извилистое движение стальной полосы 16, связанное с холодной прокаткой, вызывает извилистое движение нагретой нагревателем 7 стальной полосы 16, расположенной на входной стороне стана 9 холодной прокатки. Извилистое движение стальной полосы 16 приводит к изменению длин La и Lb перекрытия краевых участков 16a и 16b стальной полосы 16 соответствующими индукторами 71a и 71b нагревателя 7 (см. фиг. 3). В результате, происходит недогрев или чрезмерный локальный нагрев концевых участков 16a и 16b стальной полосы 16, что является причиной растрескивания стальной полосы 16, подвергаемой холодной прокатке. Описанное выше устройство 5 корректировки извилистого движения представляет собой устройство, обеспечивающее корректировку извилистого движения стальной полосы 16 посредством управляющего действия натяжных роликов 5a-5d. Извилистое движение стального листа 16, корректируемое устройством 5 корректировки извилистого движения, обусловлено особенностями профиля основного материала стальной полосы 16, и причина возникновения указанного извилистого движения отличается от причины возникновения извилистого движения стальной полосы 16, связанного с холодной прокаткой в прокатном стане 9. Отсюда следует, что посредством устройства 5 корректировки извилистого движения трудно одновременно и стабильно осуществлять корректировку извилистого движения стального листа 16, направляемого к нагревателю 7, и извилистого движения стального листа 16, связанного с холодной прокаткой.
Следует отметить, что устройство 1 для холодной прокатки согласно представленному варианту осуществления настоящего изобретения, как показано на фиг. 1, оснащено устройством 8 подавления извилистого движения, которое расположено между нагревателем 7 и станом 9 холодной прокатки и предназначено подавлять извилистое движение стального листа 16, связанное с холодной прокаткой. Следовательно, можно устранить влияние извилистого движения стальной полосы 16, связанного с холодной прокаткой, на стальную полосу 16, находящуюся в нагревателе 7. Таким образом, когда стальная полоса 16 находится в нагревателе 7, ни один из факторов, за исключением изменения ширины листа стальной полосы 16, не будет вызывать изменения длин La и Lb перекрытия краевых участков стальной полосы 16, благодаря чему можно обеспечить стабильный нагрев обоих краевых участков 16a и 16b стальной полосы 16 в нагревателе 7. Следовательно, можно преодолеть такие проблемы, как упомянутое выше растрескивание стального листа.
Если вместо устройства 8 подавления извилистого движения, расположенного между нагревателем 7 и станом 9 холодной прокатки, будет установлено устройство корректировки извилистого движения стального листа 16, обеспечивающее корректировку посредством управляющего действия натяжных роликов 5a-5d (далее, именуемое «управляющим механизмом»), например, описанное выше устройство 5 корректировки извилистого движения, то для его размещения, сравнительно с устройством 8 подавления извилистого движения, потребуется значительно большее пространство. Кроме того, чтобы управляющий механизм, управляя каждой бочкой роликов, мог обеспечить достаточную корректировку извилистого движения стального листа, необходимо, чтобы угол обхвата стальной полосой 16 каждой бочки роликов был равен или превышал заданную величину (например, составлял 90° или более). При перемещении стальной полосы 16 от нагревателя 7 к стану 9 холодной прокатки происходит естественное охлаждение, в результате снижается температура нагретой в нагревателе 7 стальной полосы 16 (в частности, снижается температура каждого из краевых участков 16a и 16b). Температура нагретой стальной полосы 16 снижается, к тому же, в связи с теплопередачей, происходящей при контакте стальной полосы 16 с каждой бочкой роликов управляющего механизма. Чтобы гарантировать, что температура стальной полосы 16, поступающей на холодную прокатку, равна или превышает заданное значение (равна или превышает температуру хрупко-пластичного перехода), необходимо повысить температуру нагрева стальной полосы 16 в нагревателе 7, принимая во внимание указанное выше снижение температуры. Недостатком является нерациональное использование энергии. В устройстве 8 подавления извилистого движения согласно настоящему изобретению, как показано на фиг. 1 и 4, три бочки роликов (входного бокового ролика 8a, выходного бокового ролика 8b и центрального ролика 8c) установлены зигзагообразно в направлении перемещения стальной полосы 16 и расположены с обеих сторон стальной полосы 16 по типу «сэндвича» для подавления извилистого движения стального листа 16. Для размещения указанного устройства 8 подавления извилистого движения, сравнительно с вышеупомянутым управляющим механизмом, требуется значительно меньшее пространство. Таким образом, поскольку для размещения устройства 8 подавления извилистого движения требуется небольшое пространство, можно максимально сократить расстояние между нагревателем 7 и станом 9 холодной прокатки. Кроме того, в устройстве 8 подавления извилистого движения площадь контакта между бочками роликов и стальной полосой 16 меньше, чем в вышеупомянутом управляющем механизме, следовательно, минимизируется снижение температуры стальной полосы 16, связанное с теплопередачей от стальной полосы 16 к бочкам роликов. Из вышесказанного следует, что можно повысить эффективность нагрева стальной полосы 16 нагревателем 7 и обеспечить стабильный нагрев стальной полосы 16.
Пример
Ниже описывается один из примеров осуществления настоящего изобретения. На фиг. 1 показано устройство 1 для холодной прокатки, в котором для формирования стальной полосы 16 соединяют с помощью сварочной машины 3 дальний концевой участок и хвостовой участок соответствующих стальных листов 15 с содержанием кремния 3,0% или более; нагревают при помощи нагревателя 7 оба краевых участка 16a и 16b стальной полосы 16; после указанного нагрева выполняют непрерывную холодную прокатку стальной полосы 16 на стане 9 холодной прокатки. Согласно описываемому примеру осуществления изобретения, в нагревателе 7 задают такой режим нагрева, чтобы оба краевых участка 16a и 16b стальной полосы 16 непосредственно перед поступлением в стан 9 холодной прокатки гарантированно имели температуру 60°C или выше. В устройстве 1 для холодной прокатки предусмотрено устройство 5 корректировки извилистого движения, которое посредством управляющего действия обеспечивает корректировку извилистого движения стальной полосы 16, а также предусмотрено устройство 8 подавления извилистого движения, которое ограничивает смещение стальной полосы 16 в поперечном направлении, поджимая центральный ролик 8c. В устройстве 1 для холодной прокатки согласно изобретению после нагрева в нагревателе 7 краевые участки 16a и 16b стальной полосы 16 сохраняют нагретое состояние.
Для сопоставления были рассмотрены сравнительные примеры 1 и 2, которые отличаются от представленного примера осуществления изобретения тем, что в устройстве 1 для холодной прокатки изменены условия функционирования устройства 5 корректировки извилистого движения, нагревателя 7, устройства 8 подавления извилистого движения и условия холодной прокатки стальной полосы 16. Конкретнее говоря, в устройстве 1 для холодной прокатки, согласно сравнительному примеру 1, устройство 5 корректировки извилистого движения выполняет корректировку извилистого движения стальной полосы 16 как описывалось выше, однако устройство 8 подавления извилистого движения не ограничивает смещение стальной полосы 16 в поперечном направлении, поскольку поднят центральный ролик 8c. В устройстве 1 для холодной прокатки, согласно сравнительному примеру 1, сохраняется нагретое состояние обоих краевых участков 16a и 16b стальной полосы 16, нагретых нагревателем 7. С другой стороны, согласно сравнительному примеру 2, в устройстве 1 для холодной прокатки деактивировано устройство 5 корректировки извилистого движения, а также деактивировано устройство 8 подавления извилистого движения, следовательно, не выполняется функция корректировки извилистого движения стальной полосы 16 и функции ограничения (подавления) извилистого движения стальной полосы 16, которые упоминались выше. В устройстве 1 для холодной прокатки, согласно сравнительному примеру 2, сохраняется нагретое состояние обоих краевых участков 16a и 16b стальной полосы 16, нагретых нагревателем 7. В сравнительных примерах 1 и 2 остальные условия идентичны условиям, указанным в примере осуществления настоящего изобретения.
Чтобы исследовать частоту возникновения растрескивания холоднокатаной стальной полосы 16, образцы полос 16 из 500 рулонов подвергали холодной прокатке в условиях согласно каждому из примеров, а именно, согласно примеру осуществления настоящего изобретения и согласно сравнительным примерам 1 и 2. Результаты испытаний приведены в Таблице 1.
Как показано в Таблице 1, частота возникновения растрескивания стальной полосы 16 в примере согласно настоящему изобретению составляла 0,2%, что значительно ниже частоты возникновения растрескивания (= 0,6%) стальной полосы 16 в сравнительном примере 1 и частоты возникновения растрескивания (= 1,2%) стальной полосы 16 в сравнительном примере 2. В частности, результаты исследований показали, что частота возникновения растрескивания стальной полосы 16 в примере согласно настоящему изобретению составляет одну шестую часть величины, полученной в сравнительном примере 2, согласно которому устройство 5 корректировки извилистого движения не осуществляло функцию корректировки извилистого движения стальной полосы 16, а устройство 8 подавления извилистого движения не осуществляло функцию ограничения стальной полосы 16. На основании приведенных в таблице данных можно сделать вывод, что корректировка извилистого движения стальной полосы 16 на входной стороне нагревателя 7 посредством управляющего действия устройства 5 корректировки извилистого движения, выполняемая одновременно с подавлением связанного с холодной прокаткой извилистого движения стальной полосы 16 на выходной стороне нагревателя 7 посредством устройства 8 подавления извилистого движения, позволяет обеспечить постоянный контроль длин La и Lb перекрытия краевых участков стальной полосы 16 в нагревателе 7, следовательно, температуру каждого из краевых участков 16a и 16b подлежащей прокатке стальной полосы 16 можно поддерживать равной или превышающей температуру хрупко-пластичного перехода. Таким образом, синергетический эффект, полученный при одновременной корректировке извилистого движения стальной полосы 16 устройством 5 корректировки извилистого движения и ограничении смещения стальной полосы 16 устройством 8 подавления извилистого движения, как описывалось выше, является весьма полезным для осуществления постоянного контроля длин La и Lb перекрытия краевых участков 16a и 16b стальной полосы 16 нагревателем 7 и, следовательно, для обеспечения стабильного нагрева обоих краевых участков 16a и 16b стальной полосы 16. Кроме того, синергетический эффект является весьма полезным для предотвращения недогрева и чрезмерного локального нагрева обоих краевых участков 16a и 16b, что позволяет снизить вероятность возникновения растрескивания стального листа (растрескивания, связанного с краевыми трещинами, растрескивания при вытяжке в связи с краевой волнистостью и т.п.) при холодной прокатке стальной полосы 16.
Согласно представленному варианту осуществления настоящего изобретения, устройство корректировки извилистого движения, которое относительно направления перемещения стальной полосы расположено выше по ходу нагревателя, обеспечивающего нагрев последовательно подаваемой стальной полосы, корректирует извилистое движение стальной полосы, перемещаемой к нагревателю, а устройство подавления извилистого движения, расположенное между нагревателем и станом холодной прокатки, который последовательно прокатывает нагретую стальную полосу, подавляет извилистое движение стального листа, связанное с холодной прокаткой стальной полосы на стане холодной прокатки.
Таким образом, на входной стороне нагревателя можно откорректировать смещение стальной полосы при извилистом движении до величины, находящейся в пределах допустимого диапазона, и в то же самое время устранить влияние извилистого движения стальной полосы, связанного с холодной прокаткой, на стальную полосу, проходящую через нагреватель. Следовательно, в период нагрева стальной полосы нагревателем извилистое движение стальной полосы сохраняется откорректированным. В результате можно постоянно регулировать длину перекрытия нагревателем краевых участков стальной полосы, подлежащей холодной прокатке, до получения оптимальной величины длины перекрытия, что позволяет обеспечить стабильный нагрев обоих краевых участков стальной полосы до температуры, равной или превышающей температуру хрупко-пластичного перехода. Соответственно, можно по мере возможности подавить возникновение растрескивания стального листа, связанного с недогревом (краевые трещины) или чрезмерным локальным нагревом (краевая волнистость) обоих краевых участков стальной полосы, чтобы обеспечить стабильную холодную прокатку стальной полосы.
Устройство для холодной прокатки согласно настоящему изобретению применимо для прокатки не только обычной листовой стали, но и для прокатки любых типов материалов, таких как кремнистая листовая сталь, которая относится к трудно прокатываемым материалам, или полосовая сталь (стальная полоса), содержащая соединительный участок между предшествующим материалом и последующим материалом, при этом указанное устройство способно подавлять как извилистое движение подвергаемого холодной прокатке материала, вызванное быстрым формоизменением материала, так и извилистое движение подвергаемого холодной прокатке материала, связанное с видоизменением профиля бочки валка. Поскольку операция подавления извилистого движения подлежащего прокатке материала осуществляется как на входной стороне, так и на выходной стороне нагревателя, можно отрегулировать до оптимальной величины длину перекрытия нагревателем краевых участков подлежащего прокатке материала и, следовательно, обеспечить стабильный нагрев до целевой температуры обоих краевых участков подлежащего прокатке материала. Разумеется, можно избежать растрескивания подвергаемого холодной прокатке материала, связанного с краевыми трещинами, возникающими из-за недогрева краевого участка, а также можно избежать растрескивания по причине вытяжки подвергаемого холодной прокатке материала, в связи с краевой волнистостью в результате чрезмерного локального нагрева краевого участка, что позволит повысить эффективность процесса холодной прокатки и экономическую эффективность производства.
Устройство для холодной прокатки согласно представленному варианту осуществления изобретения входит в состав полностью непрерывного стана-тандема холодной прокатки, в котором стальные листы, подаваемые из рулона, подвергают непрерывной холодной прокатке и затем наматывают на бобины, при этом следует отметить, что указанный вариант осуществления изобретения является иллюстративным и не ограничивает настоящее изобретение.
Устройство для холодной прокатки согласно настоящему изобретению может входить в состав стана-тандема, который отличается от полностью непрерывного стана-тандема холодной прокатки, например, может входить в состав непрерывного стана-тандема, размещенного после линии травления, а также может входить в состав одноклетьевого реверсивного стана.
В представленном варианте осуществления настоящего изобретения используется стан холодной прокатки, содержащий четыре прокатные клети, расположенные последовательно в направлении перемещения стальной полосы, однако следует отметить, что настоящее изобретение не ограничивается указанным вариантом его осуществления. Таким образом, согласно настоящему изобретению, устройство для холодной прокатки может содержать любое количество прокатных клетей (любое количество рабочих клетей) и любое количество ступеней валков.
Следует отметить, что в представленном варианте осуществления изобретения описывается стальная полоса, служащая примером материала, подвергаемого прокатке, однако настоящее изобретение не ограничивается указанным примером. Устройство для холодной прокатки согласно настоящему изобретению применимо для прокатки не только любой из обычных листовых сталей, но и для прокатки полосовой стали (стальной полосы), состоящей из множества соединенных друг с другом стальных листов, а также для прокатки трудно прокатываемых материалов, таких как кремнистая листовая сталь. Таким образом, согласно настоящему изобретению, прокатываемым материалом в устройстве для холодной прокатки может быть сталь любой марки, стальные листы могут иметь любую конфигурацию, и соединение стальных листов может быть любым.
Согласно представленному варианту осуществления изобретения, устройство корректировки извилистого движения оснащено четырьмя натяжными роликами, в качестве примера, однако настоящее изобретение не ограничивается указанным примером. Устройство корректировки извилистого движения, предусмотренное в устройстве для холодной прокатки согласно настоящему изобретению, может представлять собой устройство, способное корректировать извилистое движение подлежащего прокатке материала посредством управляющего действия бочек роликов. Следует отметить, что в устройстве корректировки извилистого движения согласно настоящему изобретению бочки роликов приспособлены выполнять как натяжную функцию, так и управляющую функцию. Также следует отметить, что в устройстве корректировки извилистого движения согласно настоящему изобретению количество роликов не ограничивается четырьмя и может быть предусмотрено большее количество роликов.
Согласно представленному варианту осуществления изобретения устройство подавления извилистого движения оснащено тремя роликами, в качестве примера, однако настоящее изобретение не ограничивается указанным примером. Таким образом, в устройстве подавления извилистого движения согласно настоящему изобретению количество роликов, которые установлены зигзагообразно в направлении перемещения подлежащего прокатке материала и расположены с обеих сторон указанного материала по типу «сэндвича», не ограничивается тремя и может быть предусмотрено большее количество роликов.
Наряду с тем, что настоящее изобретение не ограничивается представленным вариантом его осуществления и описанными выше примерами, допускается формирование структурных признаков посредством любого сочетания любых из вышеупомянутых признаков для создания новых вариантов осуществления настоящего изобретения. Кроме того, специалисты в данной области техники на основе представленного варианта осуществления изобретения могут выполнить в изобретении всевозможные модификации, изменения и т.п., не отступая от существа настоящего изобретения.
Промышленная применимость
Из приведенного выше описания настоящего изобретения следует, что устройство согласно настоящему изобретению обеспечивает полезный эффект при проведении холодной прокатки листовой стали и способно подавлять, по мере возможности, возникновение растрескивания стального листа, обеспечивая стабильность холодной прокатки.
Перечень ссылочных позиций
1 - устройство для холодной прокатки;
2 - разматыватель;
3 - сварочная машина;
4 - петлевое устройство;
4a, 4c, 4e, 4g - стационарный ролик;
4b, 4d, 4f - подвижный ролик;
5 - устройство корректировки извилистого движения;
5a-5d - натяжной ролик;
5e - наклоняющее устройство;
6 - измеритель ширины листа;
7 - нагреватель;
8 - устройство подавления извилистого движения;
8a - входной боковой ролик;
8b - выходной боковой ролик;
8c - центральный ролик;
8d - перемещающее устройство;
9 - стан холодной прокатки;
9a-9d - прокатные клети
10 - летучие ножницы;
11 - натяжной барабан;
12 - контроллер;
15 - стальной лист
16 - стальная полоса;
16a, 16b - краевой участок;
71a, 71b - индуктор;
72a, 72b, 73a, 73b - плечевой участок;
74a, 74b - нагревательная обмотка;
75a, 75b - каретка;
76a, 76b - позиционирующий контроллер;
77 - согласующая панель;
78 - высокочастотный источник питания;
79 - вычислительный блок;
C1, C2 - центральная ось ролика.
Изобретение относится к области прокатного производства. Устройство содержит индукционный нагреватель краевых участков последовательно перемещаемой полосы, размещенный за индукционным нагревателем стан холодной прокатки, установленное перед индукционным нагревателем первое устройство для перемещения полосы в виде натяжных роликов, выполненных с возможностью их наклона и регулирования силы натяжения полосы для устранения смещения ее центральной между краевыми участками части относительно центра траектории перемещения, и установленное после индукционного нагревателя и перед станом холодной прокатки второе устройство для перемещения полосы в виде роликов, зигзагообразно установленных в направлении перемещения полосы с возможностью зажима полосы с каждой из ее сторон по толщине и ограничения ее смещения по ширине. Устройство обеспечивает возможность повышения стабильности прокатки за счет предотвращения трещинообразования в стальном листе. 2 з.п. ф-лы, 4 ил., 1 табл.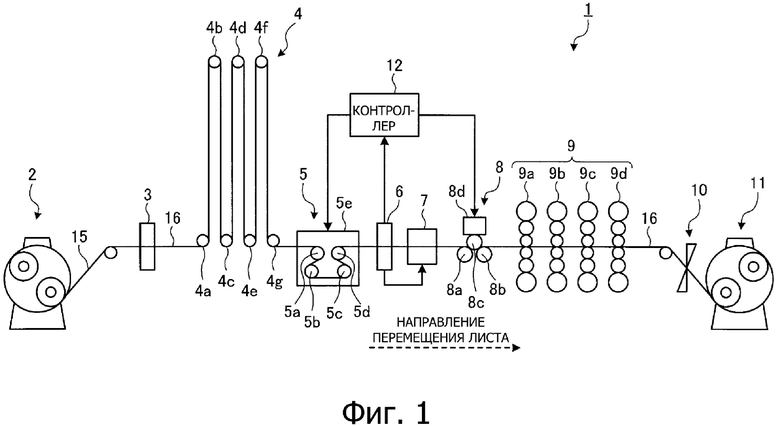
1. Устройство для холодной прокатки полосы, содержащее индукционный нагреватель краевых участков последовательно перемещаемой полосы, размещенный за индукционным нагревателем стан холодной прокатки, установленное перед индукционным нагревателем первое устройство для перемещения полосы в виде натяжных роликов, выполненных с возможностью их наклона и регулирования силы натяжения полосы для устранения смещения ее центральной между краевыми участками части относительно центра траектории перемещения, и установленное после индукционного нагревателя и перед станом холодной прокатки второе устройство для перемещения полосы в виде роликов, зигзагообразно установленных в направлении перемещения полосы с возможностью зажима полосы с каждой из ее сторон по толщине и ограничения ее смещения по ширине.
2. Устройство по п. 1, которое снабжено средствами наклона натяжных роликов под углом относительно горизонтального направления.
3. Устройство по п. 1 или 2, в котором индукционный нагреватель содержит С-образные индукторы, между которыми на расстоянии в направлении толщины полосы расположены соответствующие краевые по ширине полосы участки.
| JP 2007007754 A, 18.01.2007 | |||
| JP 2012148310, A, 09.08.2012 | |||
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301119C1 |
| Способ продольной прокатки | 1977 |
|
SU737032A1 |

