Область техники, к которой относится изобретение
Настоящее изобретение относится к стану холодной прокатки и способу холодной прокатки, в частности, к стану холодной прокатки тандемного типа, пригодному для прокатки трудно поддающихся прокатке материалов, таких как лист из кремнистой стали, лист из нержавеющей стали и т.п., и способу холодной прокатки, использующему такой стан холодной прокатки.
Уровень техники
При выполнении обычной холодной прокатки стальной полосы (стального листа), как правило, выполняют прокатку в условиях, когда температура материала стального листа, подлежащего прокатке, является комнатной температурой или составляет самое большее приблизительно 40°C, независимо от того, будет ли использоваться стан холодной прокатки тандемного типа, в котором несколько прокатных станов расположены последовательно, или реверсивного типа, состоящий из одной клети, а также независимо от того, является прокатный стан прокатным станом периодического действия для прокатки стальной полосы из каждого отдельного рулона или непрерывного действия со сваркой стальной полосы на стороне входа прокатного стана для выполнения непрерывной прокатки. Как известно, это обусловлено тем, что с повышением температуры стального листа уменьшается его сопротивление деформации, что улучшает характеристики прокатки, но при этом значительно увеличивается расход энергии, необходимой для повышения температуры стального листа, по сравнению с вышеуказанными характеристиками, усложняется производственный процесс из-за увеличения температуры листа, и возникает проблема погрузки-разгрузки.
В обычном холоднокатаном листе, как определено в JIS G3141, краевая трещина, возникающая на концевом участке (краевом участке) в направлении по ширине стального листа, имеет даже меньший размер при холодной прокатке, выполняемой при температуре уровня комнатной температуры, как описано выше, так что во время изготовления не возникает больших проблем, таких как поломка листа и т.п. Однако лист из кремнистой стали (из электротехнической стали), содержащей не менее 1% масс. Si, и лист из нержавеющей стали, содержащий большое количество легирующих элементов, таких как Cr, Ni и т.п., являются твердыми и легко охрупчиваются по сравнению с обычным холоднокатаным стальным листом, так что когда холодная прокатка выполняется при температуре уровня комнатной температуры, после прокатки на краевом участке стального листа возникают большие трещины, и в худшем случае возникает проблема поломки листа во время прокатки.
В качестве способа для решения указанной проблемы, к примеру, в Патентной литературе 1 описан способ холодной прокатки, в котором лист из кремнистой стали подают в прокатный стан после нагрева краевого участка листа до температуры не ниже 60°C, которая является температурой перехода от пластического к хрупкому состоянию в испытаниях на ударную вязкость по Шарпи, с помощью устройства индукционного нагрева на стороне входа прокатного стана во время холодной прокатки.
В Патентной литературе 2 описано устройство индукционного нагрева, использующее пару индукторов C- типа, как показано на фиг. 1, в качестве средства для нагрева краевого участка стального листа. В устройстве индукционного нагрева каждый краевой участок стального листа 1 вставлен в участок с пазом индуктора 2 C-типа и удерживается там сверху и снизу; в катушке 3 индукционного нагрева течет высокочастотный ток, генерирующий высокочастотный магнитный поток, в результате чего в краевом участке стального листа генерируется индукционный ток, и краевой участок стального листа нагревается джоулевой теплотой, генерируемой индукционным током.
Для нагрева краевого участка стального листа до заданной температуры с помощью вышеуказанного устройства индукционного нагрева необходимо, чтобы положение индуктора было отрегулировано согласно изменению ширины стального листа, так чтобы длина перекрытия (длина нахлестки) краевого участка стального листа и индуктора, удерживающего краевой участок сверху и снизу, находилась в пределах заданного диапазона. Однако во время выполняемой операции возникает вихляние стального листа из-за ненадлежащей плоскостности или т.п., и краевой участок стального листа перемещается в направлении по ширине листа, так что длина нахлестки на каждом краевом участке стального листа изменяется в добавление к вышеуказанному изменению ширины. На краевом участке, расположенном на стороне, где длина нахлестки уменьшается, к примеру, возникновение вихревых токов, которые блокируют течение магнитного потока, уменьшается, что ведет к снижению коэффициента мощности и увеличивает реактивный ток, так что заданная мощность не достигается, даже при увеличении тока в катушке, обусловливая ненадлежащий нагрев. И, наоборот, на краевом участке, расположенном на противоположной стороне, увеличивается длина нахлестки, и происходит чрезмерный нагрев. В результате на краевом участке, недостаточно нагретом во время прокатки, возникает краевая трещина, в то время как в результате теплового расширения на чрезмерно нагретом краевом участке образуется краевая волна, что затрудняет выполнение стабильной прокатки. Следовательно, важно регулировать длину нахлестки до оптимального значения, когда краевой участок стального листа нагревается до заданной температуры посредством индукционного нагрева. Такое устройство индукционного нагрева для регулирования длины нахлестки до заданного диапазона описано, например, в Патентных документах 3 и 4.
Система подачи смазочного масла (прокатного масла) в стан холодной прокатки содержит циркуляционную систему подачу масла и прямую систему подачи масла. Первая система используется для обычного холоднокатаного стального листа. Согласно этой системе прокатное масло, такое как растворимое масло, минеральное масло или т.п., эмульгируют (рассеивают) в воде для образования эмульсии и подают на стальной лист или рабочие валки прокатного стана для выполнения прокатки, причем использованную эмульсию восстанавливают и используют циклически. В этой системе эмульсия действует не только как смазка для прокатки, но также как охлаждающее вещество. Следовательно, эмульсия также именуется прокатным маслом или смазочно-охлаждающей жидкостью. В настоящем изобретении эмульсия далее именуется «смазочно-охлаждающей жидкостью».
Концентрация прокатного масла, содержащегося в смазочно-охлаждающей жидкости, используемой в циркуляционной системе подачи масла, зависит от типа прокатного масла и обычно составляет приблизительно 2 – 4% масс., так что наиболее важная составляющая прокатного масла имеет надлежащие свойства, но могут иметь место затруднения во время прокатки трудно поддающегося прокатке материала, такого как твердый материал, очень тонкий материал и т.п. В качестве способа дополнительного улучшения смазывающей способности во время прокатки предлагается гибридный способ, в котором небольшое количество смазочно-охлаждающей жидкости с высокой концентрацией непосредственно направляют в виде струи на поверхность стального листа, используя при этом смазочно-охлаждающую жидкость с низкой концентрацией (см., например, Непатентную литературу 1). В этом способе смазочно-охлаждающая жидкость с высокой концентрацией используется во второй клети или после нее с учетом поддержания чистоты посредством уменьшения количества циклически используемого прокатного масла.
Перечень ссылочных документов
Патентная литература:
Патентная литература 1: JP-A-S61-015919
Патентная литература 2: JP-A-H11-290931
Патентная литература 3: JP-A-S53-070063
Патентная литература 4: JP-A-H11-172325
Непатентная литература
Непатентный документ 1: «Теория и практика прокатки листов», изданный Японским институтом железа и стали, стр. 208 – 211 (1984 г.).
Раскрытие сущности изобретения
Техническая проблема
В стане холодной прокатки тандемного типа с циркуляционной системой подачи масла стальной лист подвергают прокатке с подачей струи смазочно-охлаждающей жидкости с низкой концентрацией, действующей в качестве смазки и охлаждающего вещества, со стороны входа и стороны выхода каждой клети на наружную периферию рабочего валка и/или между рабочим валком и средним валком или опорным валком. Даже если краевой участок стального листа нагревается до температуры не ниже 60°C нагревателем краев на стороне первой клети выше по технологическому потоку, используя способ, описанный в Патентном документе 1 или 2, он охлаждается смазочно-охлаждающей жидкостью с низкой концентрацией, направляемой в виде струи на стороне входа первой клети, или жидкой ванной, образованной в растворе валков, так что температура стального листа понижается до температуры не выше 60°C, когда он достигает раствора валков первой клети. Такое охлаждение становится заметным особенно во время прокатки с низкой скоростью, выполняемой на участке сварки предыдущего рулона и следующего рулона. поскольку увеличивается время, в течение которого стальной лист достигает раствора валков. Следовательно, необходимо задать более высокую температуру нагрева нагревателем краев с учетом охлаждения смазочно-охлаждающей жидкостью, что соответственно ведет к увеличению расхода электроэнергии, необходимой для нагрева.
Кроме того, необходимо подавать надлежащее количество прокатного масла для прокатки стального листа. Однако величина осаждения прокатного масла, содержащегося в смазочно-охлаждающей жидкости, на поверхности стального листа увеличивается в большей степени с увеличением температуры стального листа. В результате краевой участок стального листа, нагреваемый нагревателем краев, имеет тенденцию к недостаточному смазыванию по сравнению с центральным участком в направлении по ширине, что может привести к образованию краевых трещин или поломке листа, поэтому необходимо каким-либо образом увеличить подачу прокатного масла. Однако повышение величины подачи струи смазочно-охлаждающей жидкости с низкой концентрацией ведет лишь к увеличению потери тепла во время использования смазочно-охлаждающей жидкости, но не способствует улучшению характеристик прокатки краевого участка стального листа.
Настоящее изобретение разработано с учетом вышеуказанных проблем, свойственных существующему уроню техники, и задача настоящего изобретения состоит в том, чтобы предложить стан холодной прокатки, способный прокатывать трудно поддающийся прокатке материал, такой как кремнистая сталь и нержавеющая сталь, без образования краевых трещин и поломки края стального листа даже во время прокатки с низкой скоростью, а также способ холодной прокатки, использующий такой стан холодной прокатки.
Решение проблемы
Авторы изобретения выполнили ряд исследований, относящихся к способу решения вышеуказанной задачи, уделив особое внимание гибридной системе подачи масла, описанной в Непатентном документе 1. В результате было установлено, что можно обеспечить величину осаждения прокатного масла, препятствуя падению температуры на краевом участке стального листа из-за воздействия смазочно-охлаждающей жидкости посредством нагрева обоих краевых участков стального листа на стороне первой клети выше по технологическому потоку в стане холодной прокатки тандемного типа с помощью нагревателя краев и последующей подачи струи смазочно-охлаждающей жидкости с высокой концентрацией на краевые участки стального листа, и, соответственно, материал, трудно поддающийся прокатке, может быть прокатан без возникновения краевых трещин или поломки листа даже во время прокатки с низкой скоростью, так что изобретение было осуществлено.
Изобретение основано на вышеприведенной информации и представляет собой стан холодной прокатки тандемного типа с циркуляционной системой подачи масла для подачи смазочно-охлаждающей жидкости, служащей в качестве прокатного масла и охлаждающей воды, в каждую клеть для непрерывного выполнения прокатки стального листа, причем на стороне первой клети в стане холодной прокатки выше по технологическому потоку расположен нагреватель краев для нагрева обоих краев стального листа до температуры не ниже 60°C в качестве температуры стального листа на стороне входа у раствора валков, и между нагревателем краев и первой клетью расположено оборудование для подачи струи смазочно-охлаждающей жидкости, имеющей концентрацию выше концентрации смазочно-охлаждающей жидкости, подаваемой в первую клеть, на поверхности обоих краевых участков стального листа.
Стан холодной прокатки по изобретению отличается тем, что нагреватель краев является устройством индукционного нагрева, которое нагревает только краевые участки стального листа посредством вставления каждого краевого участка стального листа в участок с пазом индуктора C-типа и его удерживания сверху и снизу.
Смазочно-охлаждающая жидкость с высокой концентрацией в стане холодной прокатки по изобретению отличается тем, что она содержит прокатное масло в концентрации не меньше 10% масс.
Кроме того, изобретение является способом холодной прокатки стального листа в стане холодной прокатки тандемного типа с циркуляционной системой подачи масла для подачи смазочно-охлаждающей жидкости, служащей в качестве прокатного масла и охлаждающей воды, в каждую клеть, который содержит нагрев обоих краевых участков стального листа на стороне первой клети стана холодной прокатки выше по технологическому потоку с помощью нагревателя краев, так что температура стального листа на стороне входа у раствора валков в первой клети составляет не меньше 60°C, и подачу струи смазочно-охлаждающей жидкости, имеющей концентрацию выше концентрации смазочно-охлаждающей жидкости, подаваемой в первую клеть, на поверхности обоих краевых участков стального листа, прежде чем оба нагретых краевых участка стального листа достигнут раствора валков первой клети.
Смазочно-охлаждающая жидкость с высокой концентрацией, используемая в способе холодной прокатки по изобретению, отличается тем, что она содержит прокатное масло в концентрации не меньше 10 % масс.
Способ холодной прокатки по изобретению отличается тем, что величина подачи струи смазочно-охлаждающей жидкости с высокой концентрацией и/или величина подачи струи смазочно-охлаждающей жидкости с низкой концентрацией на стороне входа первой клети регулируется/регулируются согласно скорости прокатки.
Технический результат
По изобретению краевой участок стального листа нагревается нагревателем краев, расположенным на стороне первой клети стана холодной прокатки тандемного типа выше по технологическому потоку, и после этого небольшое количество смазочно-охлаждающей жидкости, имеющей концентрацию выше концентрации смазочно-охлаждающей жидкости, подаваемой в первую клеть стана холодной прокатки, направляют в виде струи на поверхности обоих краевых участков стального листа между нагревателем краев и первой клетью, в результате чего потри тепла из-за направления струи смазочно-охлаждающей жидкости, имеющей высокую концентрацию, могут быть уменьшены, и может быть улучшена характеристика осаждения прокатного масла на поверхности стального листа. По изобретению температура краевого участка стального листа может быть стабильно увеличена до температуры не менее 60°C на стороне входа у раствора валков без выполнения чрезмерного нагрева нагревателем краев, а также может быть обеспечена требуемая величина осаждения прокатного масла на поверхности стального листа. По изобретению, даже когда трудно поддающийся прокатке материал, такой как лист из кремнистой стали или лист из нержавеющей стали, подвергается холодной прокатке с низкой скоростью, дефекты прокатки, такие как краевые трещины на концевом участке в направлении ширины, поломка листа и т.п., могут быть исключены с одновременным препятствованием увеличению нагревательной способности или увеличению содержания наиболее важной составляющей прокатного масла, что в значительной степени способствует повышению качества продукта, уменьшению производственных расходов и повышению производительности.
Краткое описание чертежей
Фиг. 1 – схематический вид устройства индукционного нагрева с индукторами C-типа;
фиг. 2 – схематический вид всей установки для непрерывной холодной прокатки;
фиг. 3 – схематический вид первой половины стана холодной прокатки, показанного на фиг. 2;
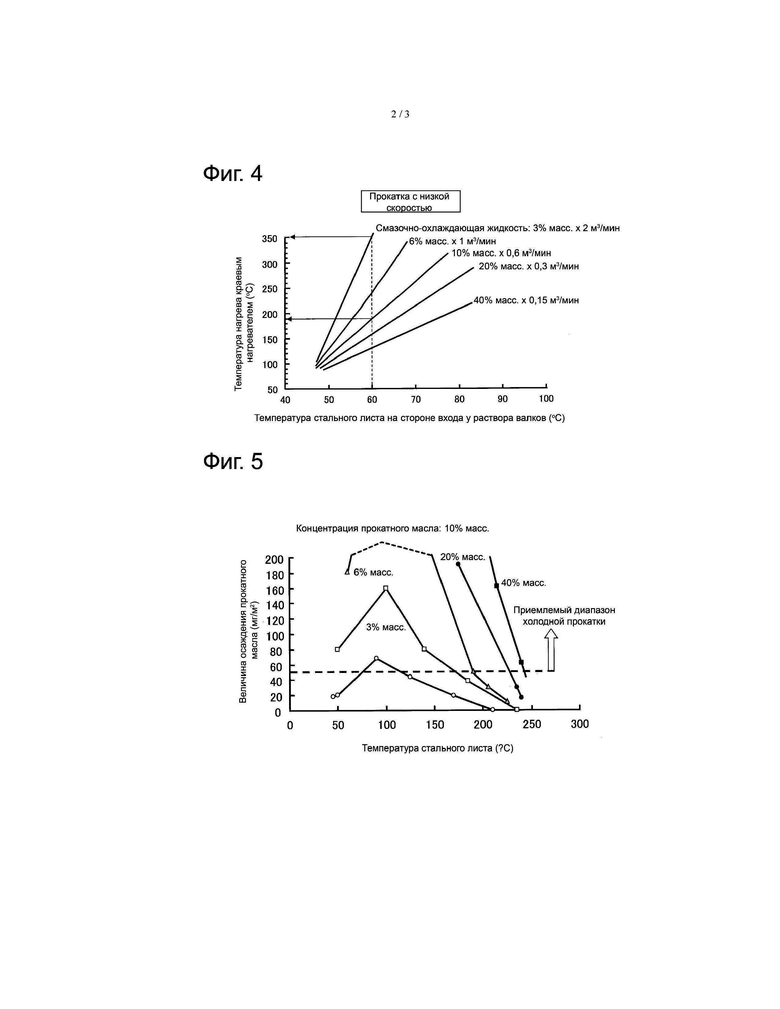
фиг. 4 – график, показывающий влияние концентрации прокатного масла в смазочно-охлаждающей жидкости на температуру стального листа после нагрева нагревателем краев и температуру стального листа на стороне входа у раствора валков;
фиг. 5 – график, показывающий влияние концентрации прокатного масла в смазочно-охлаждающей жидкости на температуру стального листа и величину осаждения;
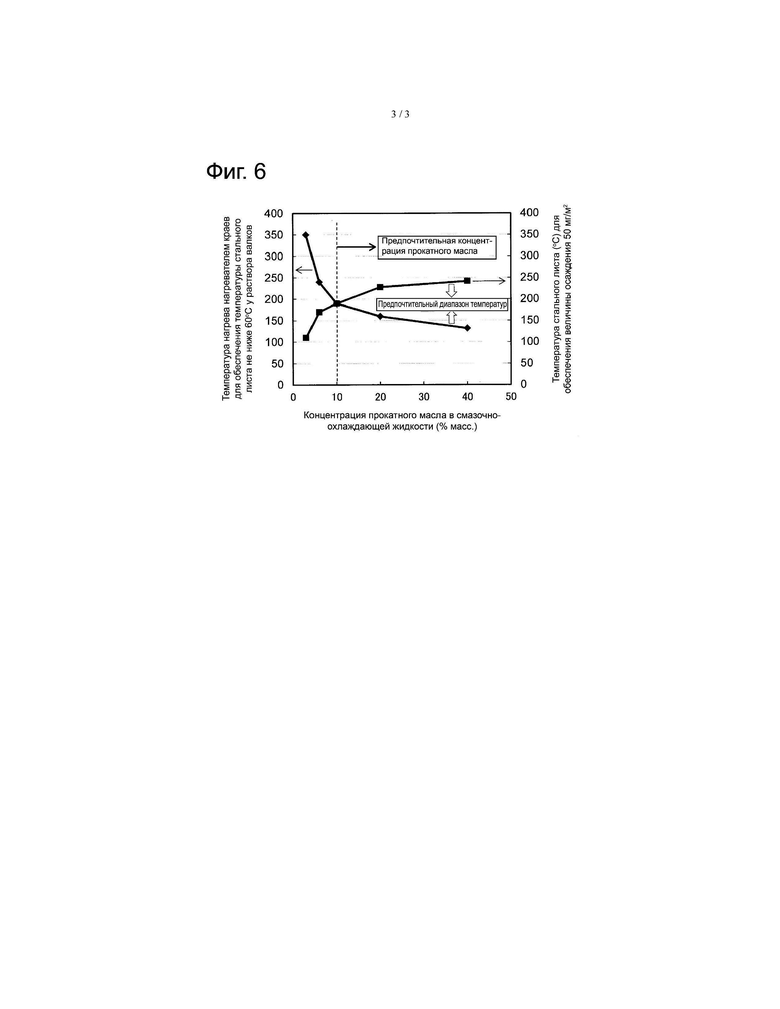
фиг. 6 – график, показывающий предпочтительный диапазон концентрации прокатного масла в смазочно-охлаждающей жидкости.
Осуществление изобретения
Ниже приведено подробное описание изобретения.
На фиг. 2 показана схема всей установки для непрерывной холодной прокатки с четырьмя клетями, которую можно использовать по способу изобретения. Стальной лист 102, разматываемый из рулона с разматывателя (размоточной машины) 101, сваривается сварочной машиной 103, так что предыдущий лист и следующий лист соединяются друг с другом, проходит через лупер 104, прокатывается в стане холодной прокатки, содержащем 4 клети, до заданной толщины листа и наматывается в рулон с помощью натяжного барабана 108, расположенного на стороне выхода установки. Катаный стальной лист, наматываемый на натяжной барабан 108, подвергается резке в месте сварки предыдущего листа и следующего листа или по достижении заданной массы намотки с помощью передвижных ножниц 107, расположенных на стороне выхода, и выгружается. Следующий стальной лист, который прокатывается после резки, наматывается с помощью другого натяжного барабана с целью непрерывного выполнения прокатки.
На фиг. 3 показан увеличенный вид первой половины 4-клетьевого стана холодной прокатки, показанного на фиг. 2, т.е. первая клеть, вторая клеть и сторона входа первой клети.
В стане холодной прокатки тандемного типа с циркуляционной системой подачи масла подача смазки для прокатки (прокатного масла) и охлаждение валков обычно выполняются посредством выпускания струи эмульсии (смазочно-охлаждающей жидкости), образованной посредством смешивания прокатного масла с водой с низкой концентрацией, на наружную периферию каждого рабочего валка и/или между рабочим валком и средним валком с помощью устройств выпускания струи, расположенных на стороне входа и стороне выхода каждой клети. Далее в настоящем изобретении смазочно-охлаждающая жидкость, подаваемая в каждую клеть, именуется «смазочно-охлаждающей жидкостью с низкой концентрацией», и используемое с этой целью устройство выпускания струи именуется «устройством для подачи струи с низкой концентрацией».
В качестве масла для холодной прокатки обычно используют эфир синтеза, минеральное масло, растительное и животное масло, жир и т.д. Кроме того, концентрация прокатного масла в смазочно-охлаждающей жидкости с низкой концентрацией обычно составляет приблизительно 1 – 5% масс. Температура смазочно-охлаждающей жидкости с низкой концентрацией обычно регулируется на уровне приблизительно 40 - 70°C, принимая во внимание охлаждающую способность.
В обычном стане холодной прокатки тандемного типа с циркуляционной системой подачи масла холодная прокатка выполняется только со смазочно-охлаждающей жидкостью с низкой концентрацией. Если холодная прокатка трудно поддающихся прокатке материалов, таких как лист из кремнистой стали, лист из нержавеющей стали и т.п., выполняется только со смазочно-охлаждающей жидкостью с низкой концентрацией, на краевом участке стального листа образуются трещины из-за низкой способности прокатываемого материала к пластической деформации, и в худшем случае может иметь место разрушение листа.
Для решения указанной проблемы выше по технологическому потоку на стороне первой клети стана холодной прокатки по изобретению, как показано на фиг. 3, установлен нагреватель краев для нагрева обоих краевых участков стального листа, в результате чего существует возможность нагрева краевых участков стального листа до температуры не ниже температуры перехода от пластического к хрупкому состоянию (60°C). Система нагрева нагревателя краев особо не ограничивается до тех пор, пока краевые участки стального листа можно нагревать повторно, но предпочтительной является хорошо известная система индукционного нагрева.
Предпочтительно, чтобы краевой участок стального листа нагревался в диапазоне, по меньшей мере, 30 мм от конца нагревателя краев в направлении ширины. Однако, если нагреваемая область излишне широкая, увеличивается стоимость нагревательного устройства, а также увеличивается расход электроэнергии на нагрев, так что указанный диапазон предпочтительно должен быть приблизительно не более 50 мм.
Кроме того, нагреватель краев предпочтительно расположен в диапазоне 2 – 10 м от первой клети в направлении стороны выше по технологическому потоку. Если указанный диапазон превышает 10 м, потери на нагрев увеличиваются из нагрева вплоть до достижения раствора валков первой клети, а если указанный диапазон меньше 2 м, нельзя обеспечить пространство для размещения устройства для подачи струи смазочно-охлаждающей жидкости с высокой концентрацией, описанного ниже,
Важно, чтобы краевой участок стального листа нагревался нагревателем краев таким образом, чтобы температура краевого участка стального листа на стороне входа у раствора валков первой клети была не ниже температуры перехода от пластического к хрупкому состоянию (60°C) трудно поддающегося прокатке материала. Однако смазочно-охлаждающая жидкость с низкой концентрацией выпускается струей на стороне входа первой клети, и в растворе рабочих валков образуется жидкая ванна смазочно-охлаждающей жидкости с низкой концентрацией и, таким образом, краевой участок стального листа, нагреваемый нагревателем краев, охлаждается. Следовательно, для того чтобы краевой участок стального листа на стороне входа у раствора валков в первое клети имел температуру не ниже 60°C, температура нагрева с помощью нагревателя краев (температура нагревателя краев на стороне выхода) должна быть задана с учетом вышеуказанных потерь тепла смазочно-охлаждающей жидкостью с низкой концентрацией. Кроме того, температура краевого участка стального листа на стороне входа у раствора валков первой клети предпочтительно должна быть не ниже 80°C.
Также следует принять во внимание, что когда температура стального листа увеличивается, характеристика осаждения прокатного масла ухудшается и, таким образом, на краевом участке стального листа имеет место неудовлетворительная смазка. Когда на стороне входа первой клети увеличивается количество смазочно-охлаждающей жидкости с низкой концентрацией, выпускаемой в виде струи или смазочно-охлаждающая жидкость с низкой концентрацией подается в виде струи на краевой участок стального листа для решения указанной проблемы, краевой участок стального листа дополнительно охлаждается, что ведет к тупиковой ситуации, состоящей в том, что температуру нагрева с помощью нагревателя для нагрева краев необходимо дополнительно увеличить, чтобы задать температуру краевого участка стального листа на стороне входа у раствора валков не ниже 60°C.
Для решения вышеуказанной проблемы между нагревателем для нагрева краев и прокатным станом в первой клети стана холодной прокатки по изобретению, показанной на фиг. 3, установлено устройство для подачи струи смазочно-охлаждающей жидкости с высокой концентрацией, способное подавать струю смазочно-охлаждающей жидкости, имеющую более высокую концентрацию, чем смазочно-охлаждающая жидкость с низкой концентрацией.
Смазочно-охлаждающая жидкость с высокой концентрацией предпочтительно должна иметь концентрацию прокатного масла не меньше 10% масс. Причина этого описана ниже.
На фиг. 4 показаны результаты изучения соотношения между температурой нагрева с помощью нагревателя краев и температурой стального листа на стороне входа у раствора валков первой клети, когда горячекатаный стальной лист, имеющий толщину 2,0 мм, нагревается нагревателем краев, и затем смазочно-охлаждающая жидкость (температура 50°C), имеющая постоянную величину подачи прокатного масла и разную концентрацию и расход, подается в виде струи из вышеуказанного устройства для подачи струи смазочно-охлаждающей жидкости с высокой концентрацией во время прокатки с низкой скоростью (скорость стального листа на стороне входа первой клети составляет 20 м/мин) в стане холодной прокатки, показанном на фиг. 3. Нагреватель краев расположен на расстоянии 5 м от первой клети в направлении ее стороны выше по технологическому потоку, и устройство для подачи струи смазочно-охлаждающей жидкости с высокой концентрацией расположено на расстоянии 1 м от первой клети в направлении ее стороны выше по технологическому потоку.
Как видно из результатов на фиг. 4, для уменьшения температуры нагрева с помощью нагревателя краев только небольшое количество смазочно-охлаждающей жидкости с высокой концентрацией должно быть направлено в виде струи на краевую поверхность стального листа после нагрева. Например, чтобы задать температуру листа на стороне входа у раствора валков равной 60°C, температура нагрева с помощью нагревателя краев должна быть 350°C, когда концентрация прокатного масла в смазочно-охлаждающей жидкости составляет 3% масс., в то время как она может быть уменьшена до 190°C, когда концентрация прокатного масла в смазочно-охлаждающей жидкости составляет 10% масс. Когда концентрация прокатного масла дополнительно увеличивается, температура нагрева с помощью нагревателя краев может быть дополнительно уменьшена.
Во время холодной прокатки трудно поддающегося прокатке материала желательно, чтобы количество осаждающегося прокатного масла (величина адгезии к поверхности стального листа) было не меньше 50 мг/м2 для обеспечения смазывающей способности во время прокатки. Однако, когда температура стального листа увеличивается, как указано выше, количество осаждающегося прокатного масла из эмульгированной смазочно-охлаждающей жидкости уменьшается, и, таким образом, увеличение температуры нагрева с помощью нагревателя краев не является благоприятным для обеспечения смазывающей способности во время прокатки.
Влияние температуры стального листа на характеристику осаждения смазочно-охлаждающей жидкости проверяют посредством различных изменений концентрации прокатного масла; результаты представлены на фиг. 5. Как видно из этой фигуры, когда температура стального листа не ниже 100°C, величина осаждения прокатного масла каждой смазочно-охлаждающей жидкости, имеющей отличающуюся концентрацию прокатного масла, уменьшается с увеличением температуры стального листа. Следовательно, для обеспечения заданной величины осаждения, когда температура стального листа высокая, предпочтительно следует подавать струю смазочно-охлаждающей жидкости с высокой концентрацией. Например, для обеспечения величины осаждения прокатного масла не менее 50 мг/м2, необходимо, чтобы температура стального листа была не выше 120°C, когда концентрация прокатного масла в смазочно-охлаждающей жидкости составляет 3% масс., в то время как температура стального листа может быть не выше 180°C, когда концентрация прокатного масла в смазочно-охлаждающей жидкости составляет 10% масс.
На фиг. 6 показано соотношение между концентрацией прокатного масла в смазочно-охлаждающей жидкости и температурой нагрева с помощью нагревателя краев, необходимой для получения температуры стального листа не ниже 60°C, у раствора валков, полученной из фиг. 4, и соотношение между концентрацией прокатного масла в смазочно-охлаждающей жидкости и температурой стального листа, необходимой для получения величины осаждения прокатного масла не меньше 50 мг/м2, полученной из фиг. 5. Как видно из этой фигуры, диапазон, устанавливающий концентрацию прокатного масла в смазочно-охлаждающей жидкости для обеспечения температуры стального листа не меньше 60°C у раствора валков и концентрацию прокатного масла в смазочно-охлаждающей жидкости для обеспечения величины осаждения прокатного масла не меньше 50 мг/м2, приблизительно составляет не менее 10% масс. или только небольшое количество смазочно-охлаждающей жидкости, имеющей концентрацию прокатного масла не менее 10% масс., может быть направлено в виде струи на поверхность краевого участка стального листа для уменьшения температуры нагрева с помощью нагревателя краев, поддерживая смазывающую способность во время холодной прокатки. Кроме того, концентрация прокатного масла более предпочтительно должна быть не меньше 20% масс.
В стане холодной прокатки, показанном на фиг. 2, который выполняет непрерывную прокатку, сваривая предыдущий рулон со следующим рулоном на стороне входа в прокатный стан, скорость прокатки обычно падает во время прокатки сварного участка предыдущего рулона и следующего рулона. Однако, когда величина подачи струи смазочно-охлаждающей жидкости является постоянной, т.е. величины подачи струи смазочно-охлаждающей жидкости с низкой концентрацией и смазочно-охлаждающей жидкости с высокой концентрацией являются постоянными при такой прокате с низкой скоростью, время охлаждения смазочно-охлаждающей жидкостью увеличивается. В результате, когда нагрев выполняется с помощью нагревателя краев, так что температура краевого участка стального листа на стороне входа у раствора валков во время прокатки с высокой скоростью составляет не меньше 60°C, краевой участок стального листа, по существу, охлаждается во время прокатки с низкой скоростью, и есть опасения, что температура на стороне входа у раствора валков упадет, по существу, ниже 60°C. Соответственно, предпочтительно регулировать величину подачи струи смазочно-охлаждающей жидкости с высокой концентрацией и/или величину подачи струи смазочно-охлаждающей жидкости с низкой концентрацией на стороне входа первой клети согласно скорости прокатки. Как вариант, предпочтительно, чтобы температура нагрева с помощью нагревателя краев также регулировалась согласно скорости прокатки помимо величины подачи струи смазочно-охлаждающей жидкости с высокой концентрацией и/или величины подачи струи смазочно-охлаждающей жидкости с низкой концентрацией на стороне входа первой клети.
В вышеприведенном объяснении подача струи смазочно-охлаждающей жидкости с высокой концентрацией ограничивается только до обоих краевых участков, нагреваемых с помощью нагревателя краев. Однако, если ширина прокатываемого стального листа изменяется или имеет место вихляние стального листа, обусловленное вышеуказанным ограничением подачи струи, необходимо использовать регулировочное устройство для регулирования положения подачи струи смазочно-охлаждающей жидкости с высокой концентрацией, что ведет к увеличению стоимости оборудования и объема работ по техническому обслуживанию. Следовательно, область, где смазочно-охлаждающая жидкость с высокой концентрацией подается в виде струи, может быть увеличена, учитывая изменение ширины листа. Кроме того, смазочно-охлаждающая жидкость с высокой концентрацией может направляться в виде струи по всей ширине области, и величина подачи струи смазочно-охлаждающей жидкости с низкой концентрацией соответственно может быть уменьшена.
Пример
Во время выполнения эксперимента горячекатаный стальной лист, содержащий не менее 3,0% масс. Si и имеющий толщину 2,0 – 3,0 мм, подвергают холодной прокатке до толщины 0,3 – 0,5 мм в стане тандемного типа полностью непрерывной холодной прокатки, оборудованном нагревателем для нагрева краев с системой индукционного нагрева с целью нагрева обоих краевых участков стального листа на расстоянии 5 м от первой клети в направлении от нее к стороне выше по технологическому потоку, и устройством подачи струи смазочно-охлаждающей жидкости с высокой концентрацией между нагревателем краев и первой клетью.
Стан холодной прокатки тандемного типа оснащен циркуляционной системой подачи масла и устройством подачи струи смазочно-охлаждающей жидкости с низкой концентрацией для подачи струи смазочно-охлаждающей жидкости с низкой концентрацией, полученной посредством смешивания прокатного масла, в основном, эфирного масла, с водой для получения концентрации 3% масс. (температура 50°C), на наружную периферию рабочих валков в каждой клети и между рабочим валком и средним валком.
Нагреватель краев может нагревать область в пределах 30 мм от конца каждого краевого участка стального листа в направлении по ширине с помощью индукторов C-типа.
Устройство подачи струи смазочно-охлаждающей жидкости с высокой концентрацией расположено на расстоянии 5 м от раствора валков в первой клети в направлении от ее стороны выше по технологическому потоку и установлено таким образом, что смазочно-охлаждающая жидкость с высокой концентрацией, образованная посредством смешивания прокатного масла, состоящего в основном из эфира, с водой для получения концентрации 10% масс. (температура 50°C), может быть направлена в виде струи с расходом при подаче струи 0,1 м3/мин по всей ширине, включая сюда оба краевых участка стального листа.
В этом эксперименте установочные условия для нагревателя краев для нагрева обоих краевых участков стального листа, устройства подачи струи смазочно-охлаждающей жидкости с высокой концентрацией, установленного между нагревателем и первой клетью, и устройства подачи струи смазочно-охлаждающей жидкости с низкой концентрацией в первой клети варьируются для трех условий, как показано в таблице 1.
В частности, условие 1 прокатки является примером (обычным примером), состоящим в том, что величина подачи струи смазочно-охлаждающей жидкости с низкой концентрацией на стороне входа первой клети задана равной 5 м3/мин, и кроме того оба краевых участка (шириной 30 мм) стального листа нагреваются нагревателем краев, но подача струи смазочно-охлаждающей жидкости с высокой концентрацией не осуществляется, причем относительный показатель расхода электроэнергии нагревателем краев задан таким образом, что температура краевого участка стального листа составляет 60°C на стороне входа у раствора валков в первой клети.
Условие 2 прокатки является примером (сравнительным примером), состоящим в том, что показатель расхода электроэнергии нагревателем краев уменьшен до 70 относительно условия 1 прокатки, где показатель расходуемой энергия равен 100 (базовая величина).
Условие 3 прокатки является примером (примером по изобретению), состоящим в том, что величина подачи струи смазочно-охлаждающей жидкости с низкой концентрацией уменьшена до 75 относительно условия 2 прокатки, причем величина подачи струи по условию 1 или 2 прокатки равна 100 (базовая величина), при этом предусмотрена подача струи смазочно-охлаждающей жидкости с высокой концентрацией.
Кроме того, экспериментальные результаты оцениваются по интенсивности возникновения поломки (%) в виде отношения количества рулонов, вызывающих поломку листа, к общему количеству рулонов для каждого условия прокатки, что также представлено в таблице 1.
Таблица 1
*1: Показатель расхода электроэнергии по условию 1 прокатки задан равным 100 (базовая величина).
*2. Величина подачи струи по условию 1 прокатки задана равной 100 (базовая величина).
Как показано в таблице 1, интенсивность возникновения поломок листа по условию 1 прокатки составляет 0,4%, причем краевой участок стального листа нагревается нагревателем краев, так что температура на стороне входа у раствора валков в первой клети составляет 60°C, но подача струи смазочно-охлаждающей жидкости с высокой концентрацией не осуществляется. Кроме того, температуру нагрева нагревателем краев необходимо увеличить для компенсации охлаждения смазочно-охлаждающей жидкостью с низкой концентрацией, так что расход электроэнергии на нагрев также является значительным.
По условию 2 прокатки расход электроэнергии нагревателем краев уменьшен по сравнению с условием 1 прокатки, но температура краевого участка стального листа на стороне входа у раствора валков падает до 40°C из-за неудовлетворительного нагрева краевого участка стального листа, так что интенсивность возникновения поломок листа часто обусловлена образованием краевых трещин, и интенсивность возникновения поломок листа возрастает до 1,4%.
По условию 3 прокатки величина подачи струи смазочно-охлаждающей жидкости с низкой концентрацией уменьшена по сравнению с условием 2 прокатки, и предусмотрена подача струи смазочно-охлаждающей жидкости с высокой концентрацией, расход электроэнергии нагревателем краев уменьшен сходным образом с условием 2 прокатки, но уменьшение потерь на нагрев краевого участка стального листа за счет уменьшения величины подачи струи смазочно-охлаждающей жидкости с низкой концентрацией больше, чем уменьшение потерь на нагрев за счет подачи струи смазочно-охлаждающей жидкости с высокой концентрацией, так что температура краевого участка стального листа на стороне входа у раствора валков увеличивается до 60°C. Кроме того, интенсивность возникновения поломок листа из-за образования краевых трещин в значительной степени уменьшается по сравнению с условием 2 прокатки, что связано с улучшением характеристики осаждения прокатного масла за счет подачи струи смазочно-охлаждающей жидкости с высокой концентрацией, причем интенсивность возникновения поломок листа составляет 0,2%, что меньше, чем в случае обычного примера.
Как видно из этих результатов, интенсивность возникновения поломок листа может быть значительно уменьшена за счет подачи струи смазочно-охлаждающей жидкости с высокой концентрацией посредством применения изобретения, даже если уменьшается расход электроэнергии на нагрев с помощью устройства индукционного нагрева или величина подачи струи смазочно-охлаждающей жидкости с низкой концентрацией.
Перечень номеров позиций
1 – стальной лист
2 – индуктор C-типа
3 – катушка индукционного нагрева
101 - разматыватель
102 – стальной лист
103 – сварочная машина
104 - лупер
105 – устройство контроля вихляния (ролики натяжного устройства)
106 – прокатный стан с 4 клетями
107 – передвижные ножницы
108 – натяжной барабан
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2009 |
|
RU2448787C1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2015 |
|
RU2647415C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2351419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СТАН ХОЛОДНОЙ ПРОКАТКИ | 2019 |
|
RU2769149C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2374020C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499639C1 |
| УСТАНОВКА И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2017 |
|
RU2704050C1 |
| КОМБИНИРОВАННОЕ ПРИМЕНЕНИЕ МАСЛА И ЭМУЛЬСИИ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ПОЛОС | 2002 |
|
RU2292972C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 2005 |
|
RU2352414C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ АЛЮМИНИЕВОГО ИЗДЕЛИЯ И СВЯЗАННАЯ С НИМ УСТАНОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2020 |
|
RU2774690C1 |

Изобретение относится к области прокатки. Стан холодной прокатки тандемного типа с циркуляционной системой подачи масла для непрерывного выполнения прокатки стального листа имеет средства подачи смазочно-охлаждающей жидкости, служащей в качестве прокатного масла и охлаждающей воды, в каждую клеть, на стороне выше по технологическому потоку расположен нагреватель краев для нагрева обоих краев стального листа до температуры не ниже 60°C в качестве температуры стального листа на стороне входа у раствора валков, и между нагревателем краев и первой клетью расположено устройство для подачи струи смазочно-охлаждающей жидкости, имеющей концентрацию выше концентрации смазочно-охлаждающей жидкости, подаваемой в первую клеть, на поверхности обоих краевых участков стального листа. Изобретение обеспечивает возможность прокатки труднодеформируемого материала, такого как лист из кремнистой стали или лист из нержавеющей стали, без образования краевых трещин на краю стального листа или поломки листа даже во время прокатки с низкой скоростью. 2 н. и 4 з.п. ф-лы, 6 ил., 1 табл.
1. Стан холодной прокатки тандемного типа с циркуляционной системой подачи масла, выполненной с возможностью подачи смазочно-охлаждающей жидкости, служащей в качестве прокатного масла и охлаждающей воды, в каждую клеть для непрерывного выполнения прокатки стального листа,
отличающийся тем, что на стороне выше по ходу технологического потока от первой клети стана холодной прокатки расположен нагреватель краев, выполненный с возможностью нагрева обоих краевых участков стального листа до температуры не ниже 60°C в качестве температуры стального листа на стороне входа у раствора валков и между нагревателем краевых участков и первой клетью расположено оборудование для подачи струи смазочно-охлаждающей жидкости, имеющей концентрацию выше концентрации смазочно-охлаждающей жидкости, подаваемой в первую клеть, на поверхности обоих краевых участков стального листа.
2. Стан по п. 1, в котором нагреватель краев выполнен в виде устройства индукционного нагрева, выполненного с возможностью нагрева только краевых участков стального листа посредством помещения краевого участка стального листа в участок с пазом индуктора C-типа и его удерживания сверху и снизу.
3. Стан по п. 1 или 2, в котором смазочно-охлаждающая жидкость с высокой концентрацией имеет концентрацию прокатного масла не меньше 10 мас.%
4. Способ холодной прокатки стального листа в стане холодной прокатки тандемного типа с циркуляционной системой подачи масла, выполненной с возможностью подачи смазочно-охлаждающей жидкости в качестве прокатного масла и охлаждающей воды в каждую клеть, включающий нагрев обоих краевых участков стального листа на стороне выше по ходу технологического потока от первой клети стана холодной прокатки посредством нагревателя краевых участков до температуры, составляющей не менее чем 60°C, в качестве температуры стального листа на стороне входа у раствора валков в первой клети, и
подачу струи смазочно-охлаждающей жидкости, имеющей концентрацию выше концентрации смазочно-охлаждающей жидкости, подаваемой в первую клеть, на поверхности обоих краевых участков стального листа до того, как оба нагретых краевых участка стального листа достигнут раствора валков первой клети.
5. Способ по п. 4, в котором смазочно-охлаждающая жидкость с высокой концентрацией имеет концентрацию прокатного масла не меньше 10% масс.
6. Способ по п. 4 или 5, в котором величину подачи струи смазочно-охлаждающей жидкости с высокой концентрацией и/или величину подачи струи смазочно-охлаждающей жидкости с низкой концентрацией на стороне входа первой клети регулируют согласно скорости прокатки.
| JPS 6115919 A, 24.01.1986 | |||
| WO 2015107998 А, 23.07.2015 | |||
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301119C1 |
| JP2012148310 A, 09.08.2012. | |||

