1
Изобретение относится к черной металлургии, в частности в прокатке бесконечной полосы, получаемой сваркой из отдельных полос конечной длины.
Цель изобретения - снижение вероятности обрыва прокатываемой полосы и повышение эксплуатационной стойкости валков.
Способ подготовки полосы со сварными швами к прокатке, включающий сварку отдельных полос, зачистку швов до толщины, не превышающей толщину основного металла, и нанесение на кромки полосы металлического покрытия в зоне сварного , преимущественно из меди и сплавов на ее основе, толпди ной 0,5-15,0 мкм, длиной, измеряемой вдоль полосы, равной 5-10 ширинам сварного шва, покрытие наносят по всей длине сварного шва в виде фи2
гуры, образованной двумя трапециями, нижние основания которых сойпадают с кромками полосы, а верхние основания совмещены в середине полосы и имеют длину, равную 2,5-3 ширинам шва.
Известно, что усилия, моменты и опережение при холодной прокатке зависят от величины коэффициента трения. Поэтому на динамику процесса прокатки на непрерывном стане существенно влияет состояние поверхности сварного шва.
Поскольку сопротивление деформации сварного шва больще сопротивления концов полос в стыке, то нанесение мягкого металлического покрытия по всей длине сварного шва позволяет избегать резкого нарастания усилия прокатки в момент прохождения шва через очаг деформации и резкого изменения этих усилий при выи
4 -J
ОО
ную к прокатке полосу свертывают в рулон, маркируют и направляют на прокатный стан, где ее прокатывают до заданной толщины.
По известному и предложенному способам к холодной прокатке подготавливалась полоса толщиной 2,5 мм и щири- ной 900 мм из электротехнической (динам- ной) стали.
На зачищенный до толщины основного металла сварной щов после травления, промывки и сушки полосы наносили мягкое металлическое покрытие с помощью валика, смоченного в растворе медного купороса. После нанесения покрытия полосу проходе щва. Соответственно уменьшаются ве- нижние основания которых совпадают с личина динамических ударов и рывки натя- кромками полосы и имеют длину, равную жений при прокатке швов, снижается веро- 5-10 ширинам сварного щва, а верхние тногть ооьша полосыоснования совмещены в середине полосы
Кооме того при реализации предложенно- и имеют длину, равную 2-3 ширинам шва. го способа нет резкого изменения коэффици-После нанесения покрытия подготовленента трения по длине сварного шва и соответственно различной деформации металла по ширине ролосы. Это позволяет избежать надрывов в зоне резкого изменения коэффициента трения и, соответственно уменьшить порывы полосы.
Нанесение мягкого металлического покрытия в виде двух трапеций, нижние основания которых совпадают с кромками по- ,лосы, а верхние основания совмещены в сере- 5 дине полосы, обеспечивает большую вытяжку кромок полосы по сравнению с ее серединой, что дает снижение растягивающих напряжений на кромках полосы и, следовательно, уменьшает вероятность ее порывов. -.
Нижние основания трапеций, совпадаю- 20 катывали до толщины 0,5 мм по принятой на щие с кромками полосы, должны иметь дли- стане технологии.
HV равную 5-10 щиринам сварного шва.Технологические параметры подготовки
ПРИ длине нижнего основания трапеции ме- и прокатки полосы со сварными швами нее пяти ширин шва разность деформа- по известному и предложенному способам ПИЙ между серединой и кромкой полосы с приведены в таблице.
недостаточна, чтобы обеспечить требуемоеВ процессе испытании предлагаемого
превышение вытяжки кромок полосы по срав- способа выявлено, что при нанес ении по- крытия в виде трапеции с длиной верхнего основания менее двух с половиной и боции uujicc Luriunn vDapnv/i v LLiuLAлее трех ширим к
образуется дефект «волна по кромкам по- зо прокатываемой полосы возрастает. При дли- лосы и увеличивается расход цветных ме- не верхнего основания трапеции менее двух
с половиной ширин шва вероятность обрыва полосы растет из-за того, что покрытие не перекрывает дефекты сварного шва,
1ЯС :У junoi irii cjv. iipu л,, jj -jj jv|JaL.llVJJIU
него основания, равной 2,5-3 ширинам свар- з5 ветственно дефекты шва, не изолированные ного швапокрытием, приводят к преждевременному
износу прокатных валков. Перекрытие дефектов осуществляется при длине участка с покрытием, равным 2,5 и более щирин
нению с ее серединой.
При длине нижнего основания трапеции более десяти ширин сварного шва
таллов на покрытие.
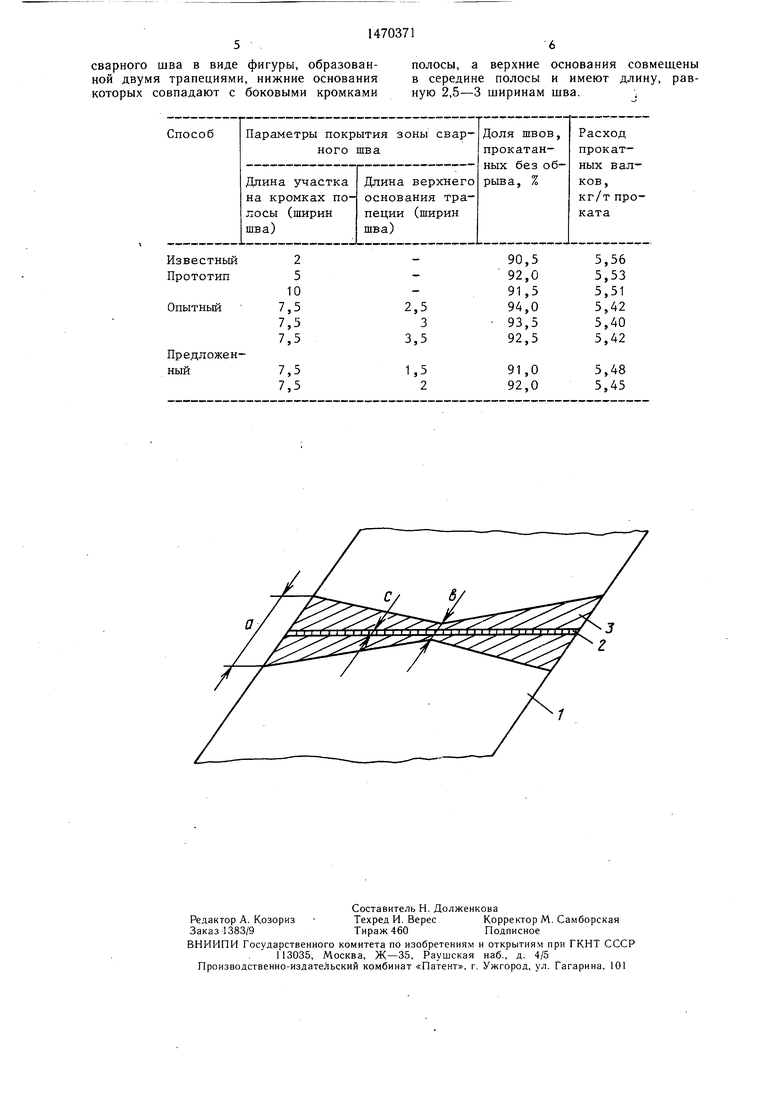
Длина верхнего основания трапеции должна перекрывать зону щва. Перекрытие этой зоны достигается при длине верхНа чертеже изображена схема расположения участков с мягким металлическим покрытием на прокатываемой полосе.
На схеме обозначены прокатываемая полоса 1, сварной шов 2, участок 3 с мягким металлическим покрытием, ширина а и в покрытия на кромках и в середине полосы и ширина с сварного шва.
Способ реализуют следующим образом.
40
шва.
В случае, когда длина участка с покрытием больше трех ширин шва, разность деформаций в середине и на кромках полосы недостаточна для создания оптималь посоо реалиау г с.сду:.... ...„...„. ной величины сжимающих напряжений Концы отдельных полос обрезают в на кромках полосы. В результате возрастает линии непрерывно-тр авильного агрегата на вероятность порывов полосы и соответст- участке стыкосварной машины. Полосы фиксируют одну относительно другой и сваривают. Затем защищают сварной шов до толщины, не превышающей толщину основного металла. Выполняют травление, про- 50 мывку и сушку полосы.
На выходном участке непрерывно-травильного агрегата перед смоткой полосу останавливают. В зоне сварного шва на
ПОЛОСУ наносят мягкие металлические по- -,
крГтия с помощью валика, смоченного 55 отлинающийся тем, что, с целью с нижения в растворе медного купороса. Покрытие вероятности обрыва прокатываемой полосы наносят по всей длине сварного шва в виде и повышения эксплуатационной ст оикости фигуры образованной двумя трапециями, валков, покрытие наносят по всей длине
венно снижается стойкость прокатных валков.
Формула изобретения
Способ подготовки полосы со сварными швами к прокатке, включающий зачистку швов до толщины, не превыплающей толщину основного металла, и нанесение на сварные щвы металлического покрытия.
ную к прокатке полосу свертывают в рулон, маркируют и направляют на прокатный стан, где ее прокатывают до заданной толщины.
По известному и предложенному способам к холодной прокатке подготавливалась полоса толщиной 2,5 мм и щири- ной 900 мм из электротехнической (динам- ной) стали.
На зачищенный до толщины основного металла сварной щов после травления, промывки и сушки полосы наносили мягкое металлическое покрытие с помощью валика, смоченного в растворе медного купороса. После нанесения покрытия полосу про и имеют длину, равную 2-3 ширинам шва. После нанесения покрытия подготовлен.
катывали до толщины 0,5 мм по принятой на стане технологии.
шва.
В тием форм сы н
ной величины сжимающих напряжений на кромках полосы. В результате возрастает вероятность порывов полосы и соответст-
-,
отлинающийся тем, что, с целью с нижения вероятности обрыва прокатываемой полосы и повышения эксплуатационной ст оикости валков, покрытие наносят по всей длине
венно снижается стойкость прокатных валков.
Формула изобретения
Способ подготовки полосы со сварными швами к прокатке, включающий зачистку швов до толщины, не превыплающей толщину основного металла, и нанесение на сварные щвы металлического покрытия.
сварного шва в виде фигуры, образованной двумя трапециями, нижние основания которых совпадают с боковыми кромками
полосы, а верхние основания совмещены в середине полосы и имеют длину, равную 2,5-3 ширинам шва. ,

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки полосы со сварными швами к прокатке | 1983 |
|
SU1079317A1 |
| Способ обработки сварного шва | 1978 |
|
SU734300A1 |
| Способ обработки сварного соединения | 1986 |
|
SU1388234A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| Способ обработки сварного шва | 1978 |
|
SU796241A1 |
| Валковые узлы непрерывного прокатного стана | 1988 |
|
SU1646635A1 |
| Способ получения полосы под холодную прокатку | 1989 |
|
SU1646752A1 |
| Способ обработки сварного шва | 1978 |
|
SU747900A1 |
| Способ обработки сварного шва | 1978 |
|
SU747898A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
Изобретение относится к обработке металлов давлением и позволяет снизить обрывность полос. Для этого на шов наносится покрытие из меди или ее сплавов толщиной 0,5-15 мкм, длиной, измеряемой вдоль полосы, равной 5-10 шириной сварного шва, в виде фигуры, образованной двумя трапециями, нижние основания которых совпадают с кромками полосы, а верхние основания совмещены в середине полосы и имеют длину, равную 2,5-3 ширинам шва. Нанесение покрытия такой формы позволяет повысить обжатие в кромочной зоне и снизить натяжение, что снижает вероятность обрыва полосы. Непрерывное изменение длины покрытия по ширине полосы обеспечивает плавное изменение вытяжки по ширине полосы в зоне шва, что позвляет устранить резкое изменение усилий и момент прокатки при прохождении сварного шва и, следовательно, снижает вероятность обрыва полосы при прокатке. 1 ил. 1 табл.
Известный Прототип
Опытный
Предложенный
,5
3
,5
,5 2
90,5 92,0 91,5 94,0 93,5 92,5
91,0 92,0
5,56 5,53
5,51 5,42 5,40 5,42
5,48
5,45
| Рельсовая цепь | 1982 |
|
SU1049317A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
