Изобретение относится к способу получения гнутого многослойного оконного стекла, к многослойному оконному стеклу, полученному этим способом, и к его применению.
Многослойные оконные стекла известны в качестве остекления автомобиля, в частности, в качестве ветрового стекла или стекла в крыше. Они состоят из двух стеклянных листов, соединенных друг с другом промежуточным термопластичным слоем. Типичные толщины стеклянных листов в обычных многослойных оконных стеклах составляют около 2 мм. Остекление в автомобильном секторе часто является изогнутым. Сначала относительно толстые отдельные стеклянные листы обычного многослойного оконного стекла нагревают до температуры размягчения и гнут. После застывания они имеют стабильную по размерам кривизну, и затем их ламинируют, чтобы образовать многослойное оконное стекло. Чтобы оптимально подогнать форму двух соединяемых стеклянных листов, их можно одновременно гнуть конгруэнтно парами, располагая один поверх другого. Такие способы гибки известны, например, из документов EP 1836136 A1, EP 1358131 A1, EP 2463247 A1 и EP 2463248 A1.
Чтобы снизить вес остекления, стремятся уменьшить толщину отдельных стеклянных листов, тем не менее, при этом должны соблюдаться требования к стабильности и ударопрочности автомобильных окон. Таким образом, все чаще предлагаются многослойные оконные стекла, содержащие тонкий стеклянный лист, имеющий толщину менее 1,5 мм или даже менее 1 мм. Исключительно для примера можно сослаться на документы EP 242104 A1, US 7070863 B2, DE 3919290 A1, WO 2015/058885 A1, WO 2015/158464 A1 и WO 2016/091435 A1. Для повышения стабильности тонкие стеклянные листы можно подвергнуть химической закалке.
Использование тонких стеклянных листов требует разработки подходящих для этого способов. Обычная гибка тонких стеклянных листов часто является сложной. С одной стороны, тонкие стеклянные листы могут разбиться при обработке, с другой стороны, они часто имеют химические составы, имеющие высокие температуры размягчения, что делает гибку энергозатратной. Если требуется ламинировать друг с другом тонкий и толстый стеклянные листы, они обычно имеют разные составы, причем для толстого стеклянного листа используется обычное недорогое кальциево-натриевое стекло, напротив, состав стекла для тонкого листа выбирают с учетом его пригодности для химической закалки. Соответствующие разные температуры размягчения двух листов делают парную гибку сложной или невозможной.
Однако тонкие стеклянные листы уже при комнатной температуре являются настолько гибкими, что их можно гнуть в холодном состоянии во время ламинирования и можно обойтись без предварительной гибки в размерно-стабильную форму. Однако, если просто уложить стеклянные листы и промежуточный слой друг на друга, результатом несогласованных форм листов и восстанавливающей силы холодно-гнутого тонкого стеклянного листа будет контактное давление, которое не является постоянным на всей поверхности. Это снижает качество многослойных стекол, которые склонны к оптическим дефектам и расслаиванию.
Целью настоящего изобретения является предложить улучшенный способ получения гнутых многослойных оконных стекол, содержащих тонкий стеклянный лист. Задача состоит в том, чтобы обойтись без горячей гибки тонкого стеклянного листа и, тем не менее, обеспечить высокое оптическое качество и механическую стабильность многослойного стекла.
Согласно настоящему изобретению, эта цель достигается посредством способа получения многослойного оконного стекла по независимому пункту 1 формулы изобретения. Предпочтительные варианты осуществления раскрыты в зависимых пунктах.
Рассматриваемое многослойное оконное стекло предназначено для отделения внутреннего пространства, в частности, кабины транспортного средства, от окружающей среды. Таким образом, это оконное стекло предусмотрено для установки в оконный проем, в частности, оконный проем кузова. Оно является изогнутым и содержит первый стеклянный лист и второй стеклянный лист, которые соединены друг с другом термопластичным промежуточным слоем. Первый стеклянный лист является тонким листом, имеющим толщину до 1 мм. Второй стеклянный лист имеет толщину, больше или равную 1,5 мм, что типично для обычных многослойных стекол. Более толстый второй стеклянный лист заранее согнут обычным способом в его окончательную форму. Для этого его нагревают по меньшей мере до его температуры размягчения и затем придают новую форму, т.е. подвергают горячей гибке. Напротив, тонкий первый стеклянный лист не гнут заранее (в смысле горячей гибки), но при укладке многослойной системы, подлежащей ламинированию, значительно ниже температуры размягчения тонкого листа, переводят его путем механического давления из исходного плоского состояния в желаемую форму, т.е., подвергают холодной гибке. Заданная форма и однородное контактное давление в многослойной системе обеспечиваются, согласно изобретению, применением поддерживающего штампа. Поддерживающий штамп предопределяет желаемую кривизну и противодействует восстанавливающим силам тонкого, эластичного стеклянного листа, в результате чего многослойную систему можно безопасно обрабатывать и ламинировать с получением высокого оптического и механического качества.
Способ согласно изобретению включает по меньшей мере следующие стадии:
- помещение первого стеклянного листа, имеющего толщину меньше или равную 1 мм, на поддерживающий штамп, причем первый стеклянный лист гнется с получением формы, задаваемой поддерживающим штампом;
- помещение по меньшей мере одной термопластичной пленки на первый стеклянный лист;
- помещение гнутого второго стеклянного листа толщиной больше или равной 1,5 мм на термопластичную пленку; и
- соединение первого стеклянного листа со вторым стеклянным листом посредством термопластичной пленки, чтобы образовать многослойное оконное стекло ламинированием.
Стеклянные листы и пленку размещают с совмещением по площади, но можно также использовать термопластичную пленку, которая больше, чем стеклянные листы, и выступает за их пределы, и отрезать выступающие части пленки после ламинирования. Эти стадии предпочтительно проводятся в указанном порядке. Однако допустимы варианты. Так, можно сначала поместить термопластичную пленку на первый стеклянный лист, а затем поместить оба вместе на поддерживающий штамп, при этом первый стеклянный лист обращен вниз. Можно также поместить второй стеклянный лист на термопластичный промежуточный слой, а затем поместить их оба, с термопластичной пленкой, обращенной вниз, на первый стеклянный лист, находящийся на поддерживающем штампе. Конечно, вся многослойная система, содержащая первый стеклянный лист, термопластичную пленку и второй стеклянный лист, должна находиться на поддерживающем штампе, прежде чем обрабатывать ее дальше и, наконец, ламинировать.
Согласно изобретению, поддерживающий штамп предопределяет желаемую конечную форму многослойного стекла. Он имеет изогнутую контактную поверхность или точки контакта, которые задают изогнутую поверхность, причем кривизна контактной поверхности или поверхности, задаваемой точками контакта опоры, соответствует желаемой кривизне многослойного оконного стекла. Первый стеклянный лист и термопластичная пленка опираются на контактную поверхность или на точки контакта и, таким образом, приводятся в желаемую форму. Так как эта гибка первого стеклянного листа происходит при температуре значительно ниже его температуры размягчения, предпочтительно при температуре окружающей среды без активного нагрева, процесс гибки называется холодной гибкой. Благодаря гибкости и эластичности тонкого стеклянного листа холодная гибка возможна без повреждения стекла.
В принципе, поддерживающий штамп может быть вогнутым или выпуклым, но предпочтительно он выпуклый. Это означает, что контактная поверхность поддерживающего штампа или поверхность, задаваемая точками контакта, является выпуклой, так что поверхность первого стеклянного листа, обращенная к поддерживающему штампу, является вогнутой, а поверхность первого стеклянного листа, противоположная поддерживающему штампу, является выпуклой. Соответственно, с выпуклым поддерживающим штампом можно получать многослойные листы, в которых поверхность тонкого первого стеклянного листа является вогнутой, а поверхность более толстого второго стеклянного листа, обращенная от промежуточного слоя, является выпуклой. Поскольку типичные окна транспортных средств имеют сложную наружную поверхность и вогнутую внутреннюю поверхность, то выпуклый поддерживающий штамп позволяет создавать многослойные оконные стекла, в которых тонкий первый стеклянный лист является внутренним листом, а более толстый второй стеклянный лист является наружным листом, что обычно предпочтительно из соображений ударов камней и сопротивления царапанию. Однако, альтернативно при желании можно также использовать вогнутый поддерживающий штамп, чтобы получить многослойное оконное стекло, наружный лист которого является тонким первым стеклянным листом. В контексте изобретения выражение "наружный лист" относится к стеклянному листу, который будет обращен к внешней среде после установки. Выражение "внутренний лист" относится к стеклянному листу, который после установки будет обращен к внутреннему пространству. Термины "наружная сторона" и "внутренняя сторона" следует интерпретировать аналогично.
Второй стеклянный лист при размещении его на поддерживающем штампе уже имеет по существу окончательную изогнутую форму. Для этого второй стеклянный лист заранее нагревают в его исходном плоском состоянии до по меньшей мере температуры размягчения, гнут и охлаждают для затвердевания. Для этого годятся все обычные способы гибки стекла, например, гравитационная гибка, гибка прессованием или аспирационная гибка. Кривизна второго стеклянного листа по существу соответствует кривизне контактной поверхности поддерживающего штампа.
Разместить первый стеклянный лист на поддерживающем штампе можно только под действием давления, либо только под действием силы тяжести второго стеклянного листа или, дополнительно, с помощью давления, прикладываемого механически сверху. В одном особенно предпочтительном варианте осуществления первый стеклянный лист присасывается к поддерживающему штампу в результате приложения отрицательного давления и, тем самым, гнется. Для этого поддерживающий штамп должен быть оснащен или соответствующим образом подсоединен к средствам создания отрицательного давления. Здесь термин "отрицательное давление" относится к давлению ниже давления окружающей среды. Это может быть выгодным с точки зрения удобства в обращении или скорости обработки.
Поддерживающий штамп согласно изобретению можно реализовать различными способами. В одном предпочтительном варианте осуществления поддерживающий штамп имеет опорную поверхность для первого стеклянного листа. Когда первый стеклянный лист укладывают на поддерживающий штамп, он по существу всей поверхностью соприкасается с опорной поверхностью. Зонами листа, которые можно исключить из контакта с опорной поверхностью, являются, например, краевая зона, выступающая за опорную поверхность, или части листа, находящиеся выше разрывов в опорной поверхности. Таким разрывы могут возникать, например, из-за отверстий, перфораций или перемычек в опорной поверхности, которые предпочтительно имеются в поддерживающем штампе, чтобы прикладывать всасывание к первому стеклянному листу и присасывать его к изогнутой опорной поверхности для холодной гибки. Отверстия сообщаются со средством создания отрицательного давления, с помощью чего создается всасывающий эффект. Предпочтительно, по меньшей мере 80% или даже по меньшей мере 90% площади листа контактирует с опорной поверхностью. Опорная поверхность может быть снабжена мягкой обивкой, например, покрытием или слоем текстильной ткани.
В другом предпочтительном варианте осуществления поддерживающий штамп содержит множество опорных пальцев, на которые первый стеклянный лист опирается по существу точечно. В этом случае поддерживающий штамп не имеет контактной поверхности в прямом смысле, но вместо этого содержит множество точек контакта, которые задают изогнутую поверхность, соответствующую форме холодногнутого стеклянного листа. Контактные точки образованы соприкосновением стеклянного листа с обращенными вверх концами контактных пальцев. Они, конечно не являются точками в строго математическом смысле, но имеют конечную протяженность, так что каждый контактный палец имеет малую поверхность контакта, предпочтительно не более 10 см2, особенно предпочтительно не более 4 см2. Однако суммарная поверхность контакта существенно меньше, чем габариты стеклянного листа. Доля площади стеклянного листа, находящегося в прямом контакте с опорными пальцами, составляет, например, менее 10%. Опорные пальцы могут иметь отверстия, через которые сила всасывания может передаваться на стеклянный лист, чтобы присосать его к опорным пальцам.
Число и расстояние между опорными пальцами специалист может выбрать надлежащим образом в зависимости от сложности кривизны листа. Так, в случае листов с довольно простой кривизной достаточно нескольких опорных пальцев, тогда как более сложная кривизна с малыми локальными радиусами кривизны и множеством по-разному изогнутых участков может быть реализована с помощью большего числа опорных пальцев. Предпочтительно, поддерживающий штамп должен иметь по меньшей мере пять опорных пальцев, из которых четыре опорных пальца соответствуют угловым зонам стеклянного листа, и один опорный палец соответствует центру листа. Число опорных пальцев зависит от размера и геометрии листа в каждом конкретном случае и может быть соответствующим образом выбрано специалистом. Следует иметь достаточно опорных пальцев, чтобы не происходило локального знакопеременного изгиба стекла.
В одном особенно предпочтительном варианте осуществления по меньшей мере два опорных пальца являются пальцами с активным обогревом, предпочтительно множество опорных пальцев, особенно предпочтительно по меньшей мере три опорных пальца и наиболее предпочтительно по меньшей мере 5 опорных пальцев. Для этого опорные пальцы могут быть снабжены, например, нагревательными спиралями. Уложенная многослойная система может нагреваться обогреваемыми опорными пальцами в области точек контакта. Таким образом, при подходящей температуре можно достичь точечного склеивания двух стеклянных листов посредством термопластичной пленки. Благодаря склеиванию в двух точках обеспечивается сопротивление многослойной системы скольжению. Большее число обогреваемых опорных пальцев еще больше повышает стабильность многослойной системы. При этом может быть выгодным приложить дополнительное механическое контактное давление сверху. В результате получает "предламинат", который фиксирует форму многослойной системы, достигнутую на поддерживающем штампе. Затем многослойную систему можно снять с поддерживающего штампа и ламинировать для получения многослойного оконного стекла независимо от поддерживающего штампа, факультативно, после дополнительных этапов обработки.
Одним преимуществом опорных пальцев по сравнению с опорной поверхностью является то, что один и тот же поддерживающий штамп можно адаптировать к разным формам листа и, следовательно, можно использовать более многосторонне. Для этого в одном предпочтительном варианте осуществления опорные пальцы могут перемещаться независимо друг от друга в направлении их оси. Таким образом, можно изменять их высоту. Выгодно также выполнить по меньшей мере некоторые из опорных пальцев или все опорные пальцы так, чтобы они могли перемещаться в плоскости, перпендикулярной направлению их оси. Тем самым можно изменять их относительное положение на листе и адаптировать к геометрии производимого многослойного оконного стекла.
Следовательно, в предпочтительном варианте осуществления опорные пальцы могут перемещаться относительно друг друга, а именно, в направлении их оси и/или перпендикулярно направлению оси. Поддерживающий штамп предпочтительно снабжен средствами для перемещения опорных пальцев, например, шпинделями с резьбовым концом или сервоприводами для смещения опорных пальцев, или механическими, гидравлическими или пневматическими средствами для подъема и опускания опорных пальцев. Поддерживающий штамп можно подогнать к форме листа путем перемещения опорных пальцев таким образом, чтобы их точки контакта задавали поверхность, которая соответствует форме листа. Перемещать опорные пальцы можно вручную или автоматизировано. Так, в условиях промышленного массового производства можно ввести геометрические параметры листа в компьютерную программу, которая, в свою очередь, приводит в действие опорные пальцы и подгоняет поддерживающий штамп к геометрии листа.
В отношении материала поддерживающего штампа, в частности, контактной поверхности или опорных пальцев не имеется ограничений, если только поддерживающий штамп является достаточно устойчивым, чтобы поддерживать многослойную систему. Поскольку на поддерживающем штампе не происходит горячей гибки, не требуется даже, чтобы он был термостойким. Следовательно, специалист может свободно выбирать материалы для каждого конкретного случая. Подходящими материалами являются, например, металлы или сплавы, такие, как сталь или алюминий, а также древесина или пластмасса.
Тонкий первый стеклянный лист предпочтительно имеет толщину от 0,2 мм до 1,0 мм, особенно предпочтительно от 0,4 мм до 0,7 мм. Такие тонкие стеклянные листы можно с легкостью гнуть в холодном состоянии. Первый стеклянный лист можно упрочнить, чтобы повысить его ударопрочность, что упрощает обращение с ним во время холодной гибки. Так как стеклянные листы с такими малыми толщинами почти или совсем не поддаются термической закалке, первый стеклянный лист предпочтительно закаляют химически.
Первый стеклянный лист предпочтительно выполнен из стекла, которое можно легко закалить химически. Поэтому первый стеклянный лист предпочтительно выполнен из алюмосиликатного стекла, в частности, щелочноалюмосиликатного стекла. Химическую закалку осуществляют путем обмена более мелких щелочных ионов на более крупные щелочные анионы (например, ионы натрия на ионы калия), в результате чего возникают сжимающие напряжения, зависящие от глубины. Кроме того, этот тип стекла отличается высокой стойкостью к царапанию и твердостью.
Второй стеклянный лист предпочтительно выполнен из кальциево-натриевого стекла, являющегося обычным для оконных стекол и, следовательно, широкого применяющегося и сравнительно недорогого. В принципе, второй стеклянный лист может быть также выполнен и из других типов стекла. Толщина второго стеклянного листа предпочтительно составляет от 1,5 мм до 5 мм. Второй лист с такими толщинами в сочетании с тонким первым стеклянным листом дает в результате многослойное стекло, подходящее в отношении его стабильности и суммарной толщины в качестве остекления транспортных средств.
Термопластичная пленка предпочтительно содержит поливинилбутираль (ПВБ), этиленвинилацетат (ЭВА) или полиуретан (ПУ), особенно предпочтителен ПВБ. Пленка предпочтительно имеет толщину от 0,2 до 2 мм, в частности, от 0,5 мм до 1,6 мм.
Соединение стеклянных листов с помощью термопластичного промежуточного слоя можно реализовать любыми обычными способами ламинирования. Ламинирование типично осуществляют под действием температуры, давления и/или вакуума. Предпочтительно, ламинирование включает деаэрацию многослойной системы, когда прикладывается отрицательное давление, чтобы удалить воздух из промежутков между стеклянными листами и термопластичной пленкой, и нагрев многослойной системы, при котором термопластичная пленка размягчается и создает адгезионные связи с поверхностью листа.
Для деаэрации можно применять, например, способ вакуумного мешка, в котором многослойную систему помещают в мешок, в котором затем можно создать отрицательное давление. Альтернативно можно использовать способы с вакуумным кольцом, в которых боковая кромка снабжена по периметру рукавом, в котором создается отрицательное давление. Достичь окончательного склеивания можно в автоклаве, где деаэрированную многослойную систему предпочтительно нагревают и прикладывают к ней положительное давление.
Ламинирование можно осуществить на поддерживающем штампе, где стабилизируется изогнутая форма. Однако лист можно также снять с поддерживающего штампа для ламинирования, если изогнутая форма стабилизируется другими мерами, например, путем вышеописанного локального склеивания с помощью нагретых опорных пальцев.
Изобретение относится также к многослойному оконному стеклу, которое получено или которое может быть получено с применением способа согласно изобретению, причем указанное оконное стекло содержит первый стеклянный лист толщиной меньше или равной 1 мм и второй стеклянный лист толщиной больше или равной 1,5 мм, которые соединены посредством по меньшей мере одной термопластичной пленки.
Изобретение относится также к устройству для получения многослойного оконного стекла согласно изобретению, содержащему поддерживающий штамп, который определяет желаемую конечную форму многослойного оконного стекла, и средства для ламинирования многослойного оконного стекла. Предпочтительные варианты осуществления, описанные выше в связи со способом по изобретению, в равной мере применимы к устройству.
Изобретение относится также к применению многослойного оконного стекла, полученного способом согласно изобретению, в качестве оконного стекла транспортного средства, например, в качестве ветрового стекла, бокового стекла, заднего стекла или стекла в крыше. Тонкий первый стеклянный лист предпочтительно является внутренним листом многослойного оконного стекла и обращен внутрь транспортного средства, тогда как более толстый второй стеклянный лист обращен к внешней среде.
Изобретение поясняется подробно на примерах осуществления с обращением к прилагаемым чертежам. Чертежи являются схематическими и выполнены без соблюдения масштаба. Чертежи никоим образом не ограничивают изобретение. На них показано:
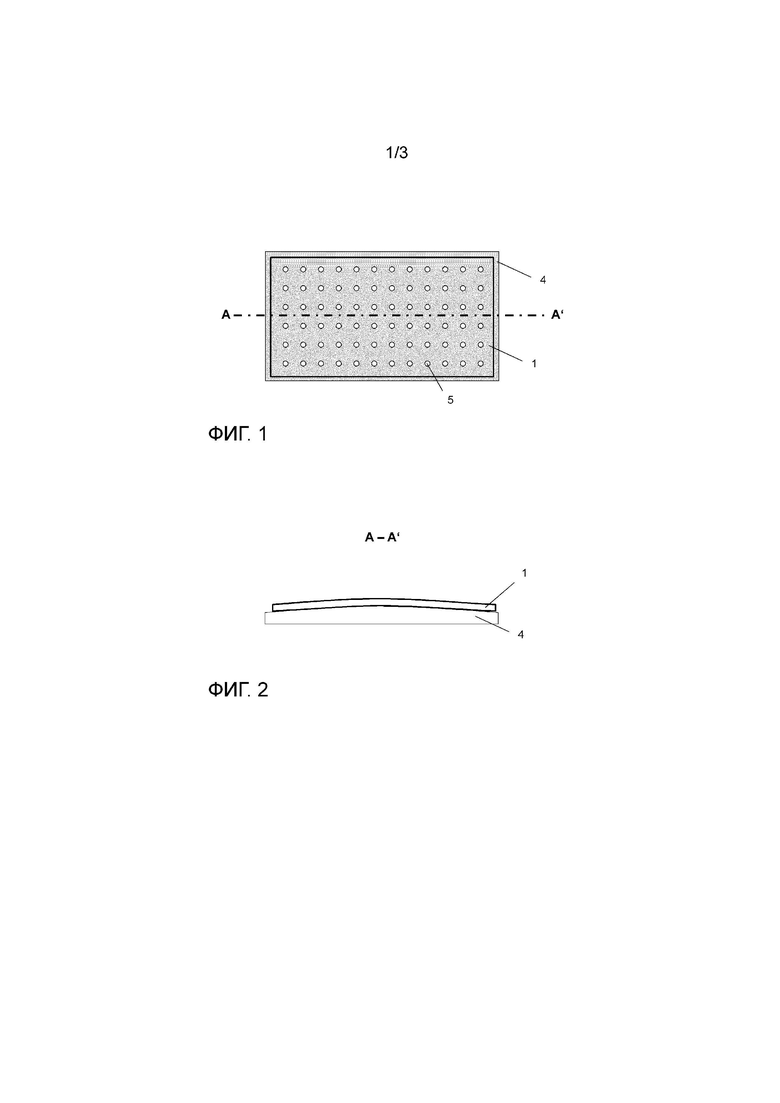
фиг. 1: вид сверху поддерживающего штампа в одном варианте осуществления изобретения с уложенным на него первым стеклянным листом,
фиг. 2: вид в сечении поддерживающего штампа с фиг. 1,
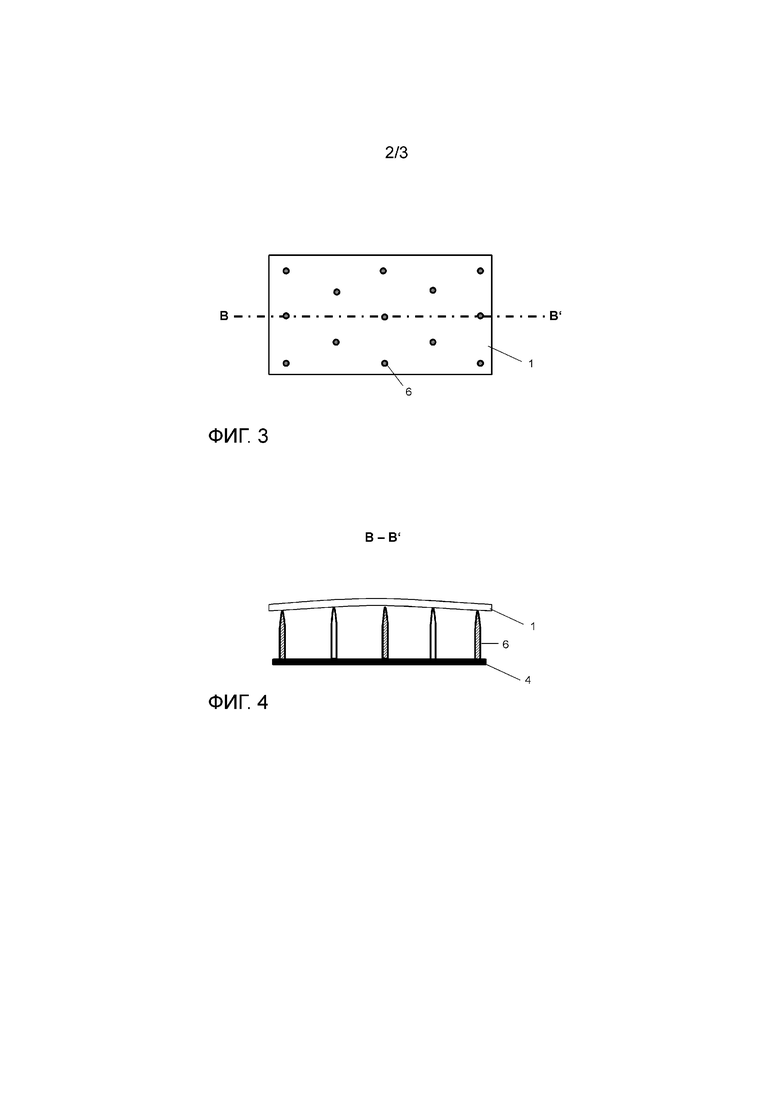
фиг. 3: вид сверху поддерживающего штампа в другом варианте осуществления изобретения с уложенным на него первым стеклянным листом,
фиг. 4: вид в сечении поддерживающего штампа с фиг. 3,
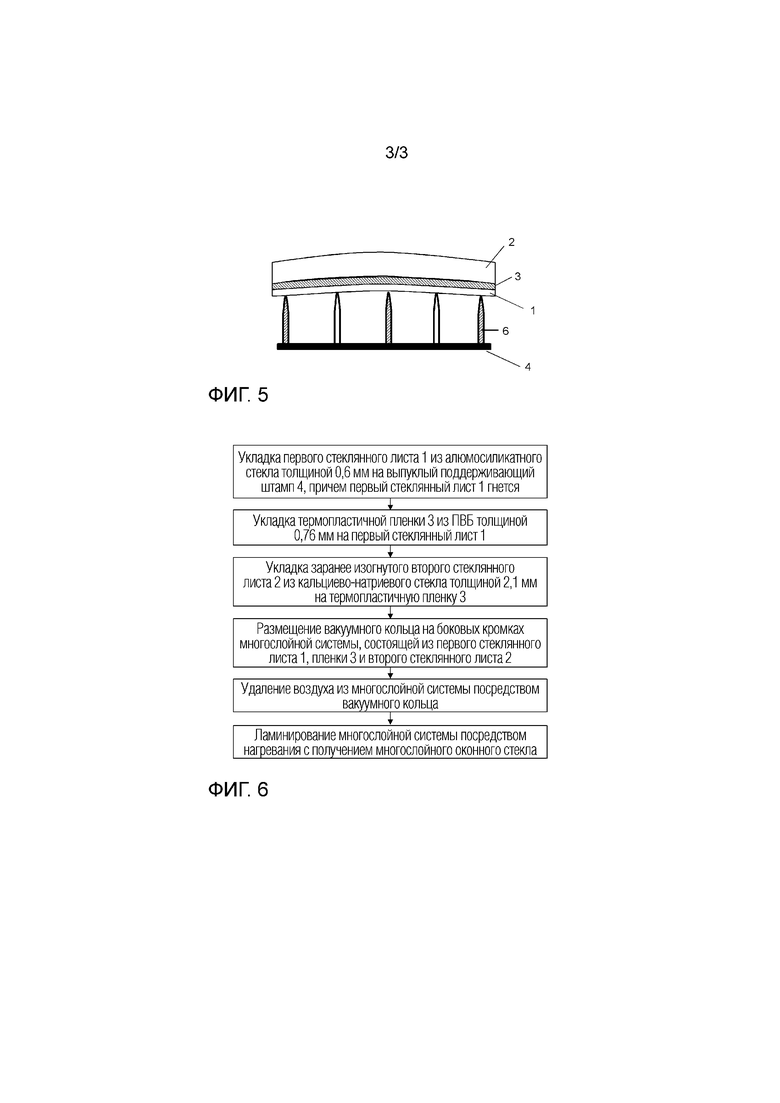
фиг. 5: вид в сечении поддерживающего штампа с фиг. 3 со всей уложенной на него многослойной системой перед ламинированием,
фиг. 6: блок-схема одного варианта осуществления способа согласно изобретению.
На фиг. 1 и фиг. 2 показан фрагмент поддерживающего штампа 4 в одном варианте осуществления изобретения. Поддерживающий штамп 4 имеет по существу сплошную контактную поверхность, которая прерывается только небольшими отверстиями 5. Первый стеклянный лист 1 размещен на контактной поверхности поддерживающего штампа 4. Первый стеклянный лист 1 представляет собой, например, химически закаленный лист алюмосиликатного стекла толщиной 0,6 мм.
Выпуклая контактная поверхность поддерживающего штампа 4 имеет кривизну, которая соответствует желаемой кривизне многослойного оконного стекла. Первый стеклянный лист 1 в исходном состоянии является плоским, но из-за своей малой толщины и соответствующей гибкости адаптируется к контактной поверхности и может быть изогнут при температуре окружающей среды без активного нагрева (холодная гибка).
Отверстия 5 могут быть соединены со средствами создания отрицательного давления, например, вентилятором или вакуумным насосом. Таким образом, можно создать всасывающий эффект, посредством которого первый стеклянный лист 1 присасывается к контактной поверхности поддерживающего штампа 4.
Фиг. 3 и фиг. 4 показывают фрагмент поддерживающего штампа 4 согласно изобретению в другом варианте осуществления. В этом варианте осуществления поддерживающий штамп 4 не имеет большой контактной поверхности, но взамен имеет множество опорных пальцев 6. Верхние концы опорных пальцев 6 задают изогнутую поверхность, кривизна которой соответствует желаемой кривизне многослойного оконного стекла. Первый стеклянный лист 1 опирается по существу точечно на каждый опорный палец 6; этим предотвращают прямой контакт между поддерживающим штампом и стеклянным листом 1 на большой площади.
Если некоторые или все опорные пальцы 6 являются обогреваемыми, многослойную систему можно локально соединять склеиванием в зоне точек опоры. Таким образом, можно получить локальное склеивание, так что образуется что-то типа предламината, изогнутая форма многослойной системы стабилизируется, и ее можно снимать с поддерживающего штампа 4.
Кривизну можно изменять путем смещения по вертикали опорных пальцев 6 относительно друг друга. Таким образом, один и тот же поддерживающий штамп 4 можно использовать для получения многослойных оконных стекол разных типов.
Фиг. 5 показывает вид в сечении многослойной системы для ламинирования на поддерживающем штампе 4 с фигуры 4. Помимо первого стеклянного листа 1 на опорных пальцах 6, многослойная система содержит термопластичную пленку 3 на первом стеклянном листе 1 и второй стеклянный лист 2 на термопластичной пленке 3. Термопластичная пленка 3 представляет собой, например, пленку ПВБ толщиной 0,76 мм. Второй стеклянный лист 2 является, например, листом кальциево-натриевого стекла толщиной 2,1 мм. Второй стеклянный лист 2 вследствие своей толщины не имеет достаточной гибкости для гибки в холодном состоянии и поэтому уже был предварительно изогнут до его конечной формы посредством обычных способов гибки, например, гибки прессованием.
Поддерживающий штамп 4 обеспечивает однородное контактное давление в многослойной системе. Последующее ламинирование приводит к получению многослойного оконного стекла с высоким оптическим качеством и без критической тенденции к отслаиванию.
На фиг. 6 посредством блок-схемы проиллюстрирован один пример осуществления предлагаемого изобретением способа получения многослойного оконного стекла.
Список позиций для ссылок
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА | 2018 |
|
RU2745956C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО ДЛЯ ПРОЕКЦИОННОГО ДИСПЛЕЯ НА СТЕКЛЕ | 2017 |
|
RU2715871C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО С ЭЛЕКТРИЧЕСКИ ПЕРЕКЛЮЧАЕМЫМ ФУНКЦИОНАЛЬНЫМ ЭЛЕМЕНТОМ В ТЕРМОПЛАСТИЧНОМ ПРОМЕЖУТОЧНОМ СЛОЕ | 2019 |
|
RU2761244C1 |
| МНОГОСЛОЙНОЕ БОКОВОЕ СТЕКЛО ТРАНСПОРТНОГО СРЕДСТВА, СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОГО ОКНА И ПРИМЕНЕНИЕ БОКОВОГО СТЕКЛА В КАЧЕСТВЕ БОКОВОГО СТЕКЛА ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2724934C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА С ПОЛЯРИЗАЦИОННО-СЕЛЕКТИВНЫМ ПОКРЫТИЕМ | 2019 |
|
RU2759685C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО И СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА | 2017 |
|
RU2735209C1 |
| КОМБИНИРОВАННАЯ ПАНЕЛЬ ОСТЕКЛЕНИЯ С МНОГОСЛОЙНЫМ КОМБИНИРОВАННЫМ СЛОЕМ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2708591C1 |
| ОБОГРЕВАЕМОЕ МНОГОСЛОЙНОЕ СТЕКЛО С ТОНКИМ ВНУТРЕННИМ СТЕКЛОМ И ТОНКИМ ВНЕШНИМ СТЕКЛОМ | 2016 |
|
RU2690459C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2600946C2 |
| МНОГОСЛОЙНОЕ ОКОННОЕ СТЕКЛО СО СКВОЗНЫМ ОТВЕРСТИЕМ СО СКОШЕННЫМИ КРОМКАМИ | 2018 |
|
RU2744441C1 |
Изобретение относится к способу получения многослойного оконного стекла, которое может быть использовано в остеклении автомобиля. Способ включает стадии: помещение первого стеклянного листа, имеющего толщину меньше или равную 1 мм, на поддерживающий штамп; помещение по меньшей мере одной термопластичной пленки на первый стеклянный лист; помещение гнутого второго стеклянного листа толщиной больше или равной 1,5 мм на термопластичную пленку; и соединение первого стеклянного листа со вторым стеклянным листом посредством термопластичной пленки, чтобы образовать многослойное оконное стекло путем ламинирования, при этом первый стеклянный лист гнется с получением формы, задаваемой поддерживающим штампом, при температуре ниже температуры размягчения стекла. Изобретение обеспечивает высокое оптическое качество и механическую стабильность многослойного стекла без операции горячей гибки тонкого стеклянного листа. 3 н. и 12 з.п. ф-лы, 6 ил.
1. Способ получения многослойного оконного стекла, включающий по меньшей мере:
- помещение первого стеклянного листа (1), имеющего толщину меньше или равную 1 мм, на поддерживающий штамп (4);
- помещение по меньшей мере одной термопластичной пленки (3) на первый стеклянный лист (1);
- помещение гнутого второго стеклянного листа (2) толщиной больше или равной 1,5 мм на термопластичную пленку (3); и
- соединение первого стеклянного листа (1) со вторым стеклянным листом (2) посредством термопластичной пленки (3), чтобы образовать многослойное оконное стекло путем ламинирования, при этом первый стеклянный лист (1) гнется с получением формы, задаваемой поддерживающим штампом (4), при температуре ниже температуры размягчения стекла.
2. Способ по п. 1, причем поддерживающий штамп (4) является выпуклым.
3. Способ по п. 1 или 2, причем поддерживающий штамп (4) имеет опорную поверхность, с которой первый стеклянный лист (1) соприкасается по существу всей поверхностью.
4. Способ по п. 1 или 2, причем поддерживающий штамп (4) имеет множество опорных пальцев (6), на которые первый стеклянный лист (1) опирается по существу точечно.
5. Способ по п. 4, причем поддерживающий штамп (4) содержит по меньшей мере пять опорных пальцев (6).
6. Способ по п. 4 или 5, причем по меньшей мере два опорных пальца (6) являются обогреваемыми.
7. Способ по одному из пп. 4-6, причем опорные пальцы (6) выполнены с возможностью перемещаться независимо друг от друга.
8. Способ по одному из пп. 1-7, причем первый стеклянный лист (1) присасывается к поддерживающему штампу в результате приложения отрицательного давления и, тем самым, гнется.
9. Способ по одному из пп. 1-8, причем первый стеклянный лист (1) является химически закаленным.
10. Способ по одному из пп. 1-9, причем первый стеклянный лист (1) выполнен из алюмосиликатного стекла, а второй стеклянный лист (2) из кальциево-натриевого стекла.
11. Способ по одному из пп. 1-10, причем термопластичная пленка (3) содержит поливинилбутираль (ПВБ), этиленвинилацетат (ЭВА) или полиуретан (ПУ).
12. Способ по одному из пп. 1-11, причем второй стеклянный лист (2) имеет толщину от 1,5 мм до 5 мм.
13. Способ по одному из пп. 1-12, причем первый стеклянный лист (1) имеет толщину от 0,2 мм до 1,0 мм.
14. Многослойное оконное стекло, содержащее первый стеклянный лист (1), имеющий толщину меньше или равную 1 мм, и второй стеклянный лист (2), имеющий толщину больше или равную 1,5 мм, которые соединены по меньшей мере одной термопластичной пленкой (3), получаемое способом по одному из пп. 1-13.
15. Применение многослойного оконного стекла, полученного способом по одному из пп. 1-13, в качестве оконного стекла транспортного средства.
| WO 2015158464 A1, 22.10.2015 | |||
| WO 2013132174 A1, 12.09.2013 | |||
| WO 2015092385 A1, 25.06.2015 | |||
| WO 2014182185 A1, 13.11.2014 | |||
| EP 3078488 A1, 12.10 2016 | |||
| Установка для гнутья и закалки листового стекла | 1976 |
|
SU617395A1 |

