Изобретение относится к радиотехнике, в частности к конструкции 3D-принтеров на основе метода SLS.
Известно устройство [1] состоящее из лазера, фокусирующих линз, подвижного зеркала, поршня, подвижного в вертикальном направлении дна рабочей зоны, подвижного в вертикальном направлении дна для подачи порошка, разравнивателя частиц порошкообразного материала и самого однородного порошка. Основной принцип создания изделий на 3D-принтере методом SLS заключается в формировании из порошка слоя определенной толщины и спекания его при помощи лазера в определенную топологическую структуру. Интегральное совмещение всех этих слоев позволяет получить изделие с заданными геометрическими характеристиками.
Однако, в качестве материала используется один и тот же тип частиц порошкообразного материала при печати конкретного изделия, что существенно ограничивает возможности печати на 3D-принтере большинства изделий, особенно для радиоэлектронных схем, в состав которых входят металлы диэлектрики и полупроводники с различными примесями.
Цель изобретения - расширение диапазона печатаемых изделий за счет применения нескольких типов частиц порошкообразного материала с различными электрофизическими свойствами для поэтапного изготовления изделия в каждом напечатанном слое, состоящего из материалов различных типов.
Техническим результатом является изменение конструкции 3D-принтера за счет добавления дополнительных контейнеров, способных перемещаться относительно рабочей зоны в горизонтальной плоскости и содержащих частицы порошкообразного материала с различными электрофизическими свойствами, что позволит проводить поэтапное спекание разнородных материалов при печати каждого слоя.
Указанный технический результат достигается тем, что можно будет использовать 3D-принтер для печати изделий из различных по электрофизическим свойствам материалов, отличающийся тем, что вместо одного контейнера, содержащего частицы порошкообразного материала для спекания, с подвижным в вертикальном направлении дном, добавлено несколько однотипных контейнеров, содержащих частицы порошкообразных материалов с различными электрофизическими свойствами, которые в заданном порядке будут использованы для формирования каждого слоя печати, за счет горизонтального перемещения подвижной платформы с контейнерами относительно рабочей зоны для спекания изделия.
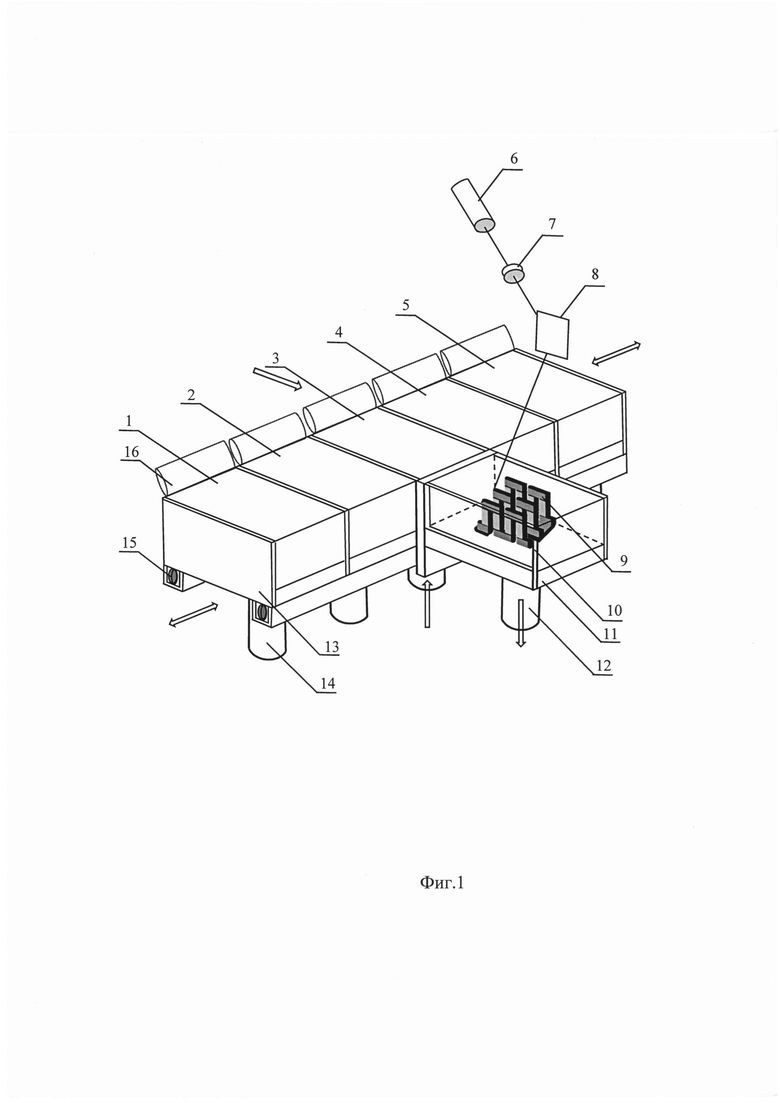
На фиг. 1 приведена структура 3D-принтера для печати изделий состоящих из различных по электрофизическим свойствам материалов.
В контейнерах 13 находятся различные частицы порошкообразных материалов с различными электрофизическими свойствами, обозначенные позициями 1-5. Количество различных типов частиц порошкообразных материалов с различными электрофизическими свойствами зависит от сложности решаемой задачи. Для спекания частиц порошкообразных материалов с различными электрофизическими свойствами используется лазер 6, который через фокусирующие линзы 7 и сканирующее зеркало 8 спекает в определенную структуру. На фиг. 1 изображен момент спекания частиц порошкообразного материала 3 из контейнера 13, который при помощи подымающегося вверх поршня и горизонтально смещающегося разравнивателя частиц порошкообразного материала формируют рабочую зону 9 в контейнере 10. После того, как закончено формирование спекания частиц порошкообразного материала 3 из контейнера 13 все контейнеры с частицами порошкообразного материала с 1 по 5 одновременно смещаются в сторону для того, чтобы контейнер с очередными частицами порошкообразного материала с другими электрофизическими свойствами мог также нанести следующий слой на рабочую поверхность для спекания уже другого материала на том же уровне, что и напечатанный ранее материал. Таким образом, в одном слое можно одновременно сформировать несколько поверхностей состоящих из различных материалов с различными параметрами. По окончании процесса спекания лишние частицы порошкообразных материалов из этого слоя можно просто сдуть или собрать с помощью всасывающего устройства для помещения в тот же контейнер, откуда эти частицы порошкообразного материала были взяты. После того как лишние частицы порошкообразного материала из этого слоя будут удалены необходимо нанести слой следующих частиц порошкообразного материала с другими электрофизическими свойствами при помощи разравнивателя. Частицы порошкообразного материала заполнят все участки свободные от уже сформированных поверхностей из спекшихся предыдущих частиц. Затем при помощи лазера будут сформированы спекшиеся поверхности из других частиц порошкообразного материала и т.д. Для обеспечения высокой точности на границах формируемых поверхностей целесообразно начинать спекание с тех частиц порошкообразного материала, которые имеют наиболее высокую температуру плавления. Это позволит избежать паразитного взаимовлияния при спекании последующих частиц порошкообразного материала, т.к. температура лазерного луча для каждых последующих частиц порошкообразного материала будет снижаться и не сможет повлиять на паразитное плавление на границах предыдущего материала в этом слое. После того как сформированы все поверхности одного слоя, все свободное пространство в этом слое необходимо заполнить самым легкоплавким материалом или другим, ему подобным, который может быть легко выплавлен, растворен и т.д. по окончании формирования изделия, или будет сохранен в качестве заливки для повышения влагозащищенности, прочности или выполнения других вспомогательных функций. Затем, контейнер 10, установленный на платформе 11, при помощи поршня 12 смещается вниз на величину, соответствующую вновь формируемому слою. Следующий слой формируется по такому же алгоритму, начиная с самых тугоплавких частиц порошкообразного материала. Контейнеры 13 с частицами порошкообразного материала 1-5, двигаются по направляющим 15 для совмещения с рабочей зоной, после чего поршень 14 приподымается на величину, соответствующую толщине напечатанного слоя в рабочей зоне и разравниватель частиц порошкообразного материала 16 распределяет его с целью формирования заданной толщины слоя порошка. В качестве частиц порошкообразного материала при создании радиоэлектронных компонентов могут быть использованы металлы, диэлектрики и полупроводники p и n проводимости.
На фиг. 1 в качестве примера изображен процесс формирования полупроводникового термоэлектрического устройства для создания, которого используются частицы порошкообразного материала из металла 1, диэлектрика 2, полупроводников p 3 и n 4 типов проводимости и наполнителя 5.
Несмотря на усложнение конструкции 3D-принтера и усложнения алгоритма печати применение такого способа печати позволит создавать широкую номенклатуру не только радиоэлектронных изделий, но и любых многокомпонентных устройств, состоящих из различных материалов.
Литература
1. Патент США №5753274. Apparatus for producing a three-dimensional object / Wilkening; Christian (Diessen, DE), Lohner; Andreas (Haar, DE).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| КОНТЕЙНЕР И СПОСОБ АДДИТИВНОГО ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2017 |
|
RU2672427C1 |
| Порошковый композиционный материал на основе сверхвысокомолекулярного полиэтилена для 3D-печати методом селективного лазерного спекания и способ его получения | 2024 |
|
RU2829044C1 |
| Способ получения градиентного полимерного композита методом 3D-печати (варианты) и градиентный полимерный композит, полученный указанным способом | 2023 |
|
RU2812548C1 |
| Порошковый композиционный материал на основе полиэтилена для 3D-печати методом селективного лазерного спекания и способ его получения | 2023 |
|
RU2817095C1 |
| Способ получения пористого каталитически активного материала | 2020 |
|
RU2730485C1 |
| ПРИМЕНЕНИЕ ТЕРМОРЕАКТИВНОЙ ПОЛИМЕРНОЙ ПОРОШКОВОЙ КОМПОЗИЦИИ | 2016 |
|
RU2695168C1 |
| Порошковый композиционный материал на основе сверхвысокомолекулярного полиэтилена для 3D-печати методом селективного лазерного спекания (варианты) и способ его получения (варианты) | 2023 |
|
RU2817083C1 |
| МНОГОМЕРНОЕ ГЕМОСТАТИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2813067C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ТРЕХМЕРНОГО КАРКАСА ДЛЯ ЗАМЕЩЕНИЯ КОСТНО-ХРЯЩЕВЫХ ДЕФЕКТОВ | 2015 |
|
RU2606041C2 |
Изобретение относится к радиотехнике, в частности к конструкции 3D-принтеров на основе метода SLS. Цель изобретения - расширение диапазона печатаемых изделий за счет применения нескольких типов частиц порошкообразного материала с различными электрофизическими свойствами для поэтапного изготовления изделия в каждом напечатанном слое, состоящего из материалов различных типов. Техническим результатом является изменение конструкции 3D-принтера за счет добавления дополнительных контейнеров, способных перемещаться относительно рабочей зоны в горизонтальной плоскости и содержащих частицы порошкообразного материала с различными электрофизическими свойствами, что позволит проводить поэтапное спекание разнородных материалов при печати каждого слоя. Указанный технический результат достигается тем, что можно будет использовать 3D-принтер для печати изделий из различных по электрофизическим свойствам материалов, отличающийся тем, что вместо одного контейнера, содержащего частицы порошкообразного материала для спекания, с подвижным в вертикальном направлении дном, добавлено несколько однотипных контейнеров, содержащих частицы порошкообразных материалов с различными электрофизическими свойствами, которые в заданном порядке будут использованы для формирования каждого слоя печати, за счет горизонтального перемещения подвижной платформы с контейнерами относительно рабочей зоны для спекания изделия. Несмотря на усложнение конструкции 3D-принтера и усложнения алгоритма печати применение такого способа печати позволит создавать широкую номенклатуру не только радиоэлектронных изделий, но и любых многокомпонентных устройств, состоящих из различных материалов. 1 ил.
3D-принтер для печати изделий, состоящих из различных по электрофизическим свойствам материалов, выполненный в форме устройства для спекания частиц порошкообразного материала для образования трехмерного физического объекта, отличающийся тем, что вместо одного контейнера, содержащего частицы порошкообразного материала для спекания, с подвижным в вертикальном направлении дном добавлено несколько однотипных контейнеров, содержащих частицы порошкообразных материалов с различными электрофизическими свойствами, которые в заданном порядке будут использованы для формирования каждого слоя печати, за счет горизонтального перемещения подвижной платформы с контейнерами относительно рабочей зоны для спекания изделия.
| US 5753274 A, 19.05.1998 | |||
| US 4752498 A, 21.06.1988 | |||
| US 2016121399 A, 05.05.2016. |

