Изобретение относится к черной металлургии, в частности к производству толстолистового проката из низкотемпературной стали повышенной прочности, используемой при производстве электросварных прямошовных труб для строительства магистральных нефте- и газопроводов в северных широтах.
Известен способ производства штрипсов из низколегированной стали, включающий нагрев слябов до температуры аустенитизации 1220-1280°С, многопроходные черновую прокатку до промежуточной толщины и чистовую прокатку с температурой конца в диапазоне 820-880°С, а затем охлаждение водой до температуры смотки в диапазоне 580-660°С. При этом сталь содержит следующее соотношение компонентов, мас. %:
железо остальное
(патент РФ №2262537, C21D 8/02).
Основным недостатком указанного способа является недостаточная стабильность механических свойств при низких температурах, что не позволяет использовать данный прокат для магистральных газонефтепроводов в районах Крайнего Севера и Арктических морей. Другим недостатком известного способа является то, что состав имеет достаточно высокое содержание углерода для трубной стали, что может привести к резкому снижению хладостойкости при низких температурах.
Наиболее близким аналогом к заявляемому изобретению является способ производства штрипсов из низколегированной стали, включающий выплавку стали, разливку на заготовки, аустенитизацию при температуре 1100-1210°С, предварительную и окончательную деформации, ускоренное охлаждение листового проката со скоростью не менее 5°С/с с его последующим замедленным охлаждением в штабеле. Низколегированная сталь может иметь следующий химический состав, мас. %:
железо и примеси остальное
(пат. РФ №2484147, C21D 8/02).
Основным недостатком известного способа являются низкие значения относительного удлинения и ударной вязкости, в связи с чем не обеспечивается заданный комплекс механических свойств. Также заявляемый состав имеет более высокое содержание легирующих элементов (ниобий, ванадий, молибден), что приводит к увеличению себестоимости продукции.
Техническая проблема, решаемая заявляемым изобретением, заключается в производстве высококачественного толстолистового проката из низколегированной стали повышенной прочности для изготовления электросварных прямошовных труб для строительства магистральных нефте- и газопроводов в северных широтах.
Технический результат изобретения состоит в получении толстолистового проката с повышенной хладостойкостью при сохранении достаточного уровня прочностных и пластических свойств.
Поставленный результат достигается тем, что в способе производства толстолистового проката для труб из низколегированной стали, включающем выплавку стали, разливку на заготовки, аустенитизацию при температуре 1120-1200°С, предварительную и окончательную деформации, ускоренное охлаждение листового проката со скоростью не менее 12°С/с с его последующим замедленным охлаждением в штабеле, согласно изобретению, выплавляют сталь следующего состава, мас. %:
железо остальное,
при этом предварительную деформацию осуществляют при температуре 940-1090°С, после чего проводят охлаждение раската на воздухе до температуры начала окончательной деформации, окончательную деформацию проводят при температуре 720-770°С, а ускоренное охлаждение листового проката осуществляют в интервале температур от не менее 700°С до 630-670°С.
Комплекс эксплуатационных и механических свойств листового проката определяется микроструктурно-фазовым состоянием низколегированной стали, которое, в свою очередь, зависит от деформационно-термической обработки и химического состава стали.
Выбранные режимы обработки обусловлены следующими особенностями. Перед предварительной деформацией проводят аустенитизацию заготовки при температуре 1120-1200°С. Превышение верхней границы интервала температур приводит к аномальному росту зерна аустенита, а, следовательно, к снижению прочностных и вязкостных свойств проката. При нагреве ниже температуры 1120°С карбиды и карбонитриды ванадия, ниобия, молибдена и титана плохо растворяются в аустените, в результате чего снижается прочность.
Предварительная высокотемпературная деформация в диапазоне 940-1090°С интенсифицирует процессы рекристаллизации деформированного аустенита, позволяет сформировать мелкодисперсную карбидную фазу, предотвращающую прохождение собирательной рекристаллизации и способствуя получению измельчение структуры по всей толщине. Однако возможности измельчения зерна аустенита путем рекристаллизации ограничены (обычно не менее 20-25 мкм). Поэтому чистовая стадия производится в области отсутствия рекристаллизации аустенита.
Осуществление деформации аустенита в области частичной рекристаллизации приводит к разнозернистости аустенита, которая наследуется матрицей феррита, что приводит к ухудшению ударной вязкости и хладостойкости при испытании падающим грузом. Потому для успешного проведения чистовой стадии прокатки необходимо обеспечить необходимый температурный диапазон отсутствия рекристаллизации горячедеформированного аустенита для чего после черновой стадии проводят охлаждение раската на воздухе до температуры начала окончательной деформации.
Окончательная деформация при температуре 720-770°С способствует однородности фазового состава стали за счет окончания пластической деформации всех участков листа в нижней части аустенитной области, а также обеспечивает подготовку аустенита к последующему превращению путем создания деформированных зерен аустенита, содержащих полосы деформации и имеющих высокую плотность дислокаций. Завершение чистовой прокатки при температуре ниже 720°С приводит к снижению пластических свойств стали, росту соотношения σт/σв выше допустимого уровня. Повышение температуры ведет к росту размеров ферритных зерен, в результате чего снижается прочность и хладостойкость проката, возрастает выход несоответствующей продукции. Таким образом, отклонение от регламентируемых температурных и деформационных режимов приведет либо к крупнозернистой микроструктуре, либо к значительной ее разнобалльности по площади и сечению листа.
После окончательной деформации листовой прокат ускоренно охлаждают с температуры не менее 700°С до 630-670°С с целью обеспечения формирования дисперсной микроструктуры стали, состоящей из игольчатого и квазиполигонального феррита. Снижение температуры конца ускоренного охлаждения менее 630°С приводит к формированию протяженных областей реечного бейнита, в связи с чем ухудшаются свойства проката при испытании падающим грузом. Отклонение в большую сторону от выбранного диапазона приводит к увеличению доли полигонального феррита, что в свою очередь приводит к снижению прочностных свойств ниже допустимых значений.
Заявляемая скорость ускоренного охлаждения горячекатаного листа после окончания чистовой стадии горячей прокатки не менее 12°С/с определяется необходимостью обеспечения равномерного дисперсионного упрочнения по сечению горячекатаного листа из стали, микролегированной карбонитридообразующими элементами с температур конца горячей прокатки до температуры конца активной фазы ускоренного охлаждения. При снижении скорости охлаждения полосы в структуре могут наблюдаться грубые выделения избыточных фаз.
Для стабилизации свойств толстолистовой стали и снятия остаточных внутренних напряжений после завершения ускоренного охлаждения проводят замедленное охлаждение в штабеле. Такой подход способствует получению мелкозернистой равновесной структуры металла.
В результате применения заявленных температурно-деформационных режимов микроструктура исследуемых образцов представляет собой смесь игольчатого феррита, гранулярного феррита, полигонального (полиэдрического) феррита и квазиполигонального феррита. Углеродсодержащая фаза представлена вырожденным перлитом, состоящим из дисперсной смеси феррита, низкотемпературного перлита и верхнего бейнита. Дисперсные островки из смеси вырожденного перлита и верхнего бейнита располагаются на границах зерен квазиполигонального феррита и блоков гранулярного феррита и игольчатого феррита. Форма зерен иррегулярная (искривленная) со слабо выраженной субзеренной структурой и повышенной плотностью дислокаций.
Таким образом, данные температурно-деформационные режимы производства листового проката позволяют сформировать оптимальный фазовый состав с высоким комплексом эксплуатационных и механических свойств стали.
Химический состав стали выбран с учетом следующих особенностей.
Углерод в стали в заявляемом диапазоне выбран с целью обеспечения высоких прочностных и пластических свойств, снижения хрупкости и исключения вероятности образования холодных трещин. При уменьшении содержания углерода ниже 0,04% снижаются прочностные характеристики. Содержание углерода свыше 0,08% приводит к дополнительному упрочнению за счет образования частиц карбонитрида ниобия, снижается пластичность и вязкость стали, что приводит к повышению хладноломкости.
Марганец раскисляет и упрочняет сталь, связывает серу. Легирование данным элементом измельчает зерно и увеличивает вязкость феррита, что повышает величину работы распространения трещины при низких температурах. При содержании марганца в стали менее 1,65% прочность стали недостаточна. Содержание марганца свыше 1,95% приводит к получению неравновесных структур и, следовательно, к образованию трещин, а также к снижению ударной вязкости при низких температурах.
Кремний раскисляет и упрочняет сталь, повышает ее упругие свойства. При концентрации кремния менее 0,10% ухудшается раскисленность стали, снижается ее прочность. Увеличение содержания кремния более 0,30% приводит к возрастанию количества силикатных включений, снижает ударную вязкость и пластичность стали, что влияет на ее охрупчивание.
Алюминий хорошо раскисляет сталь, несколько повышает ее ударную вязкость, нейтрализует вредное влияние фосфора. При концентрации алюминия менее 0,020% его положительное влияние не проявляется, а увеличение его содержания более 0,050% приводит к ухудшению пластических и вязкостных свойств проката.
Хром является карбидообразующим элементом в стали, способствует повышению прочностных свойств и стойкости против питтинговой коррозии. При содержании данного элемента более 0,30% имеет место снижение хладостойкости стали при отрицательных температурах. При концентрации хрома менее 0,01% его влияние не сказывается на свойствах проката.
Никель упрочняет феррит и одновременно увеличивает его вязкость, в наибольшей степени понижает хладноломкость стали и полностью растворим в железе, поскольку имеет близкое кристаллическое строение решетки. Введение никеля в сталь в диапазоне 0,80-1,00% обеспечивает высокую хладостойкость проката. Ограничение содержания никеля связано с его дефицитностью.
Медь способствует повышению прочностных и коррозионных свойств, а также препятствует возникновению и развитию трещин. Содержание меди до 0,35% приводит к красноломкости, а содержание меди более 0,50% нецелесообразно ввиду возникновения дополнительных экономических затрат.
Легирование молибденом применяется для снижения температуры γ→α-превращения и дополнительного измельчения зерна феррита за счет образования дисперсной α-фазы при прохождении превращения в неравновесных условиях. Кроме того, это вносит вклад в реализацию зернограничного упрочнения, что снижает склонность стали к отпускной хрупкости и порог хладноломкости. При содержании молибдена менее 0,10% горячекатаные полосы имеют нестабильный структурно-фазовый состав и механические свойства. Увеличение концентрации молибдена более 0,20% ухудшается свариваемость и пластичность горячекатаных полос, а также приводит к перерасходу легирующих элементов.
Титан способствует получению ячеистой дислокационной микроструктуры стали, обеспечивающей сочетание высокой ударной вязкости и высоких прочностных свойств металла при пониженных температурах. При содержании титана менее 0,010% прочность стали недостаточна. Повышение содержания титана выше 0,030% приводит к снижению вязкостных свойств металла при низких температурах, что недопустимо для сталей данного сортамента.
Ниобий применяют не только для дисперсионного упрочнения стали, но и для эффективного повышения ее вязкости за счет измельчения зерен. При содержании ниобия менее 0,020% не обеспечивается достаточное дисперсионное и зернограничное упрочнение, сталь имеет крупнозернистую микроструктуру и недостаточную вязкость при отрицательных температурах. Увеличение концентрации более 0,050% нецелесообразно, так как не приводит к дальнейшему повышению свойств горячекатаных полос.
Ванадий повышает твердость и прочность, измельчает зерно, увеличивает плотность стали, так как является хорошим раскислителем. При содержании ванадия менее 0,001% его влияние недостаточно велико на прочностные свойства стали, а содержание более 0,050% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование.
Легирование азотом приводит к образованию мелкодисперсных нитридов по границам зерен, препятствующих их росту, позволяет повысить предел текучести и ударную вязкость металла. Верхний предел содержания азота - 0,008% обусловлен необходимостью получения заданного уровня пластичности и вязкости стали, а нижний предел - 0,001% обусловлен вопросами технологичности производства.
Сера, практически не растворяясь в феррите, скапливается в виде сульфидов, которые в виде строчек располагаются по границам зерен. Данный вид включений особенно вреден с точки зрения хладостойкой стали, так как приводит к ослаблению границ зерен и затрудняет пластическую деформацию. Поэтому сера отрицательно влияет на изотропность механических свойств стали, пластичность и вязкость при низких температурах. Однако при содержании серы не более 0,005% их отрицательное влияние на свойства стали незначительно.
Увеличение содержания фосфора приводит к снижению ударной вязкости при пониженных температурах, оказывая резко отрицательное влияние на хладостойкость стали. При его концентрации не более 0,015% отрицательное влияние на свойства стали незначительно. В то же время более глубокая десульфурация и дефосфорация стали существенно удорожают ее производство.
Таким образом, заявляемый химический состав стали обеспечивает наиболее стабильный уровень хладостойкости и трещиностойкости при пониженных температурах.
На основании вышеизложенного, главными отличительными особенностями способа производства являются:
- заявляемый диапазон содержания элементов химического состава для формирования оптимальной фрагментированной микроструктуры стали с получением гарантированного уровня хладостойкости при сохранении прочностных и пластических свойств;
- повышение температурного интервала до 1090°С на стадии предварительной деформации для измельчения аустенитного зерна за счет процессов рекристаллизации и деформации;
- обеспечение температуры чистовой прокатки в интервале температур 720-770°С для формирования мелкодисперсной структуры за счет дисперсионного упрочнения;
- регламентация температурного интервала ускоренного охлаждения от не менее 700°С до 630-670°С для формирования дисперсной микроструктуры стали, состоящей преимущественно из игольчатого и квазиполигонального феррита.
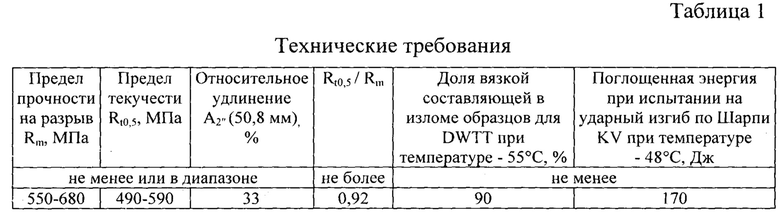
Для производства труб магистральных нефте- и газопроводов в северных широтах необходимы горячекатаные листы из низколегированной стали, обладающие следующим комплексом свойств (табл. 1).
Пример осуществления способа.
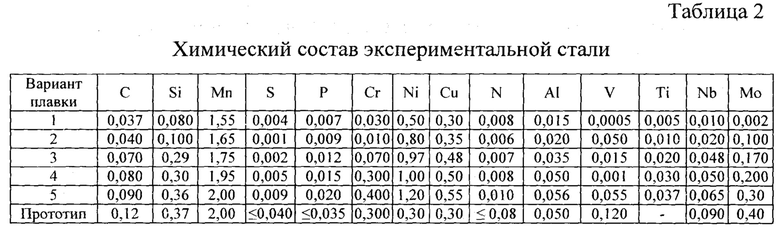
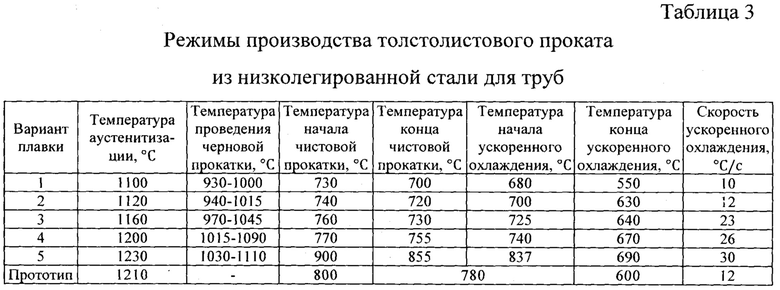
При помощи индукционной плавильной печи ИСТ 0,03/0,05 И1 произвели выплавку сталей различного химического состава (табл. 2). Полученные слитки толщиной 300 мм нагревали в камерной печи ПКМ 3.6.2/12,5 до температуры 1100-1230°С, далее осуществляли обжатие слитков с применением гидравлического пресса П6334. Температура проведения черновой фазы (первой стадии) составляла 930-1110°С. Слитки осаживались до 180 мм и дальнейшее межфазное охлаждение до температуры 730-900°С проводилось спокойно на воздухе. Далее заготовки обжимались до толщины 41 мм, температура конца второй стадии прокатки составляла 700-855°С. Полученные раскаты подвергались ускоренному охлаждению в установке контролируемого охлаждения (УКО) от температуры 680-840°С до 550-690°С со скоростью охлаждения 10-30°С/с, а затем замедленному охлаждению.
Испытания механических свойств образцов проката осуществлялись по стандартным методикам:
- испытания на растяжение на продольных плоских образцах при температуре  проводились по ASTM А370;
проводились по ASTM А370;
- испытания на ударный изгиб при -48°С проводились на поперечных образцах в соответствии с ASTM А370;
- испытания DWTT на поперечных образцах уменьшенных до 19 мм с одной стороны при -55°С по API RP 5L3.
Режимы производства листового проката из низколегированной стали для труб представлены в таблице 3.
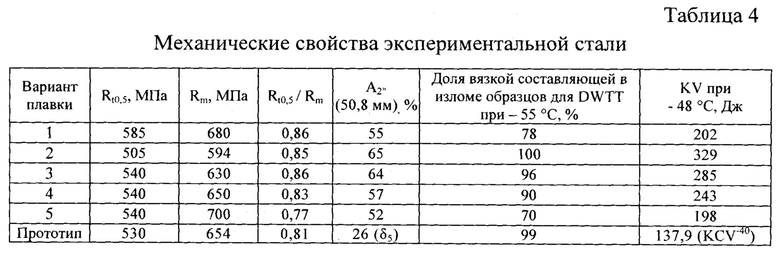
Результаты испытаний, представленные в таблице 4, показали, что в листовом прокате, полученном по предложенному способу (опыты №2-4), достигается сочетание необходимых прочностных, пластических и вязкостных свойств. В случаях отклонений от заявленных параметров (опыт №1 и 5), а также при использовании способа-прототипа не обеспечивается заявленный комплекс механических свойств.
Таким образом заявляемое изобретение обеспечивает достижение требуемого технического результата - получение толстолистового проката с повышенной хладостойкостью при сохранении достаточного уровня прочностных и пластических свойств: предел текучести Rt0,5 не менее 505 МПа, временное сопротивление разрыву Rm=590-650 МПа, относительное удлинение А2'' (50,8 мм) не менее 57%, поглощенная энергия при испытании на ударный изгиб по Шарпи KV при температуре - 48°С не менее 240 Дж, доля вязкой составляющей в изломе образцов для DWTT при температуре - 55°С не менее 90%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ КОНСТРУКЦИОННОЙ ХЛАДОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2017 |
|
RU2677445C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2017 |
|
RU2696186C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К65 ДЛЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2015 |
|
RU2615667C1 |
| Способ производства толстолистового проката для изготовления труб магистральных трубопроводов | 2023 |
|
RU2815962C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ ТРУБНОЙ СТАЛИ | 2015 |
|
RU2583973C1 |
| Способ производства толстолистового проката с повышенной деформационной способностью (варианты) | 2019 |
|
RU2709071C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2519720C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2674797C1 |
| Способ производства горячекатаного рулонного проката из хладостойкой и коррозионно-стойкой стали | 2023 |
|
RU2813162C1 |
| ХЛАДОСТОЙКАЯ СВАРИВАЕМАЯ ARC-СТАЛЬ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2016 |
|
RU2681094C2 |
Изобретение относится к области черной металлургии, в частности к производству толстолистового проката из низколегированной стали повышенной прочности, используемой при производстве электросварных прямошовных труб для строительства магистральных нефте- и газопроводов в северных широтах. Для обеспечения повышенной хладостойкости при сохранении достаточного уровня прочностных и пластических свойств осуществляют выплавку стали, содержащей в мас.%: углерод 0,04-0,08, марганец 1,65-1,95, кремний 0,10-0,30, алюминий 0,02-0,05, хром 0,01-0,30, никель 0,80-1,00, медь 0,35-0,50, молибден 0,10-0,20, титан 0,010-0,030, ниобий 0,020-0,050, ванадий 0,001-0,050, азот 0,001-0,008, сера не более 0,005, фосфор не более 0,015, железо – остальное, разливку на заготовки, аустенитизацию при 1120-1200°С, предварительную деформацию при 940-1090°С, последующее охлаждение раската на воздухе до температуры начала окончательной деформации, окончательную деформацию при 720-770°С и ускоренное охлаждение листового проката со скоростью не менее 12°С/с в интервале температур от не менее 700°С до 630-670°С с его последующим замедленным охлаждением в штабеле. 4 табл.
Способ производства листового проката из низколегированной стали для труб, включающий выплавку стали, разливку на заготовки, аустенитизацию при температуре 1120-1200°С, предварительную и окончательную деформации, ускоренное охлаждение листового проката со скоростью не менее 12°С/с с его последующим замедленным охлаждением в штабеле, отличающийся тем, что выплавляют сталь следующего состава, мас. %:
при этом предварительную деформацию осуществляют при температуре 940-1090°С, после чего проводят охлаждение раската на воздухе до температуры начала окончательной деформации, окончательную деформацию проводят при температуре 720-770°С, а ускоренное охлаждение листового проката осуществляют в интервале температур от не менее 700°С до 630-670°С.
| Способ скрытого малоинвазивного маркирования объекта с целью его идентификации | 2016 |
|
RU2644121C2 |
| Способ производства толстолистового проката классов прочности K80, X100, L690 для изготовления электросварных труб магистральных трубопроводов | 2017 |
|
RU2635122C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ ТРУБНОЙ СТАЛИ | 2015 |
|
RU2583973C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 ДЛЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2015 |
|
RU2613265C1 |
| EP 3246427 A1, 22.11.2017 | |||
| РИГЕЛЬ | 2005 |
|
RU2295615C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2484147C1 |

