Настоящее изобретение относится к способу автоматического наматывания труб под давлением на катушку и к машине для наматывания труб, которая использует такой способ.
В области техники, относящейся к наматыванию труб, бухт и тому подобного на катушки, известно, что последние получаются посредством наматывания бухты на барабан, вращающийся на моторизованном сердечнике наматывающей машины.
Также в данной области техники известны различные модели наматывающих машин для автоматического наматывания труб, выполненных из пластика и других материалов, которые работают в полностью автоматическом цикле, содержащим, по сути, следующие этапы:
-) экструдирования трубы, подаваемой в непрерывном цикле к наматывающей машине;
-) автоматического прикрепления наматываемой трубы к барабану посредством соответствующего механического устройства;
-) автоматического начала этапа наматывания, во время которого второе направляющее трубу устройство распределяет трубу по вращающемуся барабану;
-) автоматического отрезания трубы при достижении заданной длины наматывания;
-) автоматической выгрузки, после упаковывания катушки, произведенного рулона, который, следовательно, имеет форму трубы, которая превосходно намотана на нужную длину и готова к операции укладки на поддоны.
Частным примером таких производственных циклов являются трубы, такие как трубы Pex-a (из поперечно-сшитого полиэтилена), используемые для нагрева панелей пола, для которых требуется высокое качество продукта и однородность толщины.
Для этого разработаны различные способы производства, в одном из которых предусмотрено использование струи воздуха постоянного давления, подаваемой вовнутрь трубы, свободный конец которой, для поддерживания требуемого внутреннего давления, должен быть закрыт во время экструзии и прикрепления трубы к барабану для выполнения наматывания в катушку.
Также известно, что один из способов производства таких труб предусматривает выполняемые вручную последовательности:
- ручного надевания колпачка на свободный конец трубы сразу при ее выходе из станции экструдирования;
- ручной передачи вовнутрь барабана закрытого колпачком переднего конца, называемого далее "передним концом", и его прикрепления;
- образования катушки, посредством наматывания запрограммированного количества метров трубы;
- отрезания намотанной трубы.
В EP 2,799,382 описана машина согласно преамбуле п. 1 формулы изобретения, в которой герметизация осуществляется посредством вставления, на производственной линии, колпачка, закрывающего трубу.
Тем не менее, на этапе отрезания необходимо закрывать новый передний конец трубы, подаваемой из станции экструдирования, для сохранения внутреннего давления, и, следовательно, требуется выполнение предварительного сплющивания трубы выше по потоку от зоны отрезания для герметичного закрывания нового свободного конца перед его отрезанием.
После образования отреза, на новый передний конец трубы вручную устанавливается колпачок.
После того, как барабан завершает наматывание катушки с последующим ее упаковыванием и выгрузкой, снова образуется прикрепление нового переднего конца образованной трубы, опять же, вручную.
Тем не менее, этот способ имеет значительные недостатки, в основном возникающие из необходимости прерывания непрерывного цикла наматывания с множеством выполняемых вручную операций, в результате чего значительно увеличивается время простоя машины, причем эффективность производства в значительной степени зависит от опыта и квалификации оператора, отвечающего за выполнение отрезания и установку колпачков.
Следовательно, рассматриваемая техническая проблема заключается в разработке способа и устройства для наматывания в катушку труб такого типа, которые должны содержаться под в целом постоянным, заданным внутренним давлением во время всего производственного цикла, которые могут решить упомянутые выше проблемы предшествующего уровня техники и которые по своей природе являются более автоматизированными.
В связи с этой проблемой, также желательно, чтобы это устройство имело небольшие размеры, было простым и недорогим в изготовлении и сборке и могло быть легко установлено в любом месте по выбору пользователя, включая установку на уже существующие машины, с использованием стандартизированных средств.
Эти результаты достигаются согласно настоящему изобретению посредством машины для наматывания и упаковывания катушек труб согласно отличительным признакам п.1 формулы изобретения и посредством способа наматывания и упаковывания катушек труб с заданным внутренним давлением согласно отличительным признакам п.8 формулы изобретения.
Дальнейшие подробности могут быть получены из последующего описания неограничивающего примера варианта осуществления предмета настоящего изобретения, данного со ссылкой на прилагаемые чертежи, в которых:
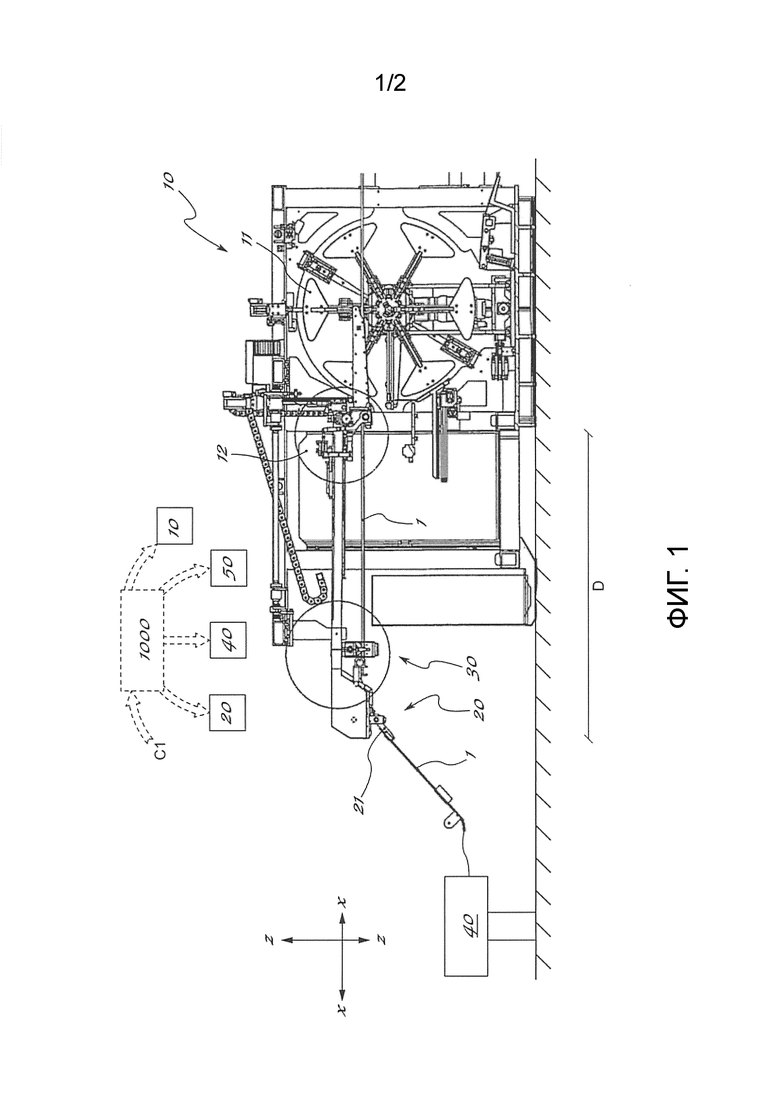
На Фиг. 1 показан схематичный вид сбоку машины для наматывания труб под давлением в катушки согласно настоящему изобретению, и
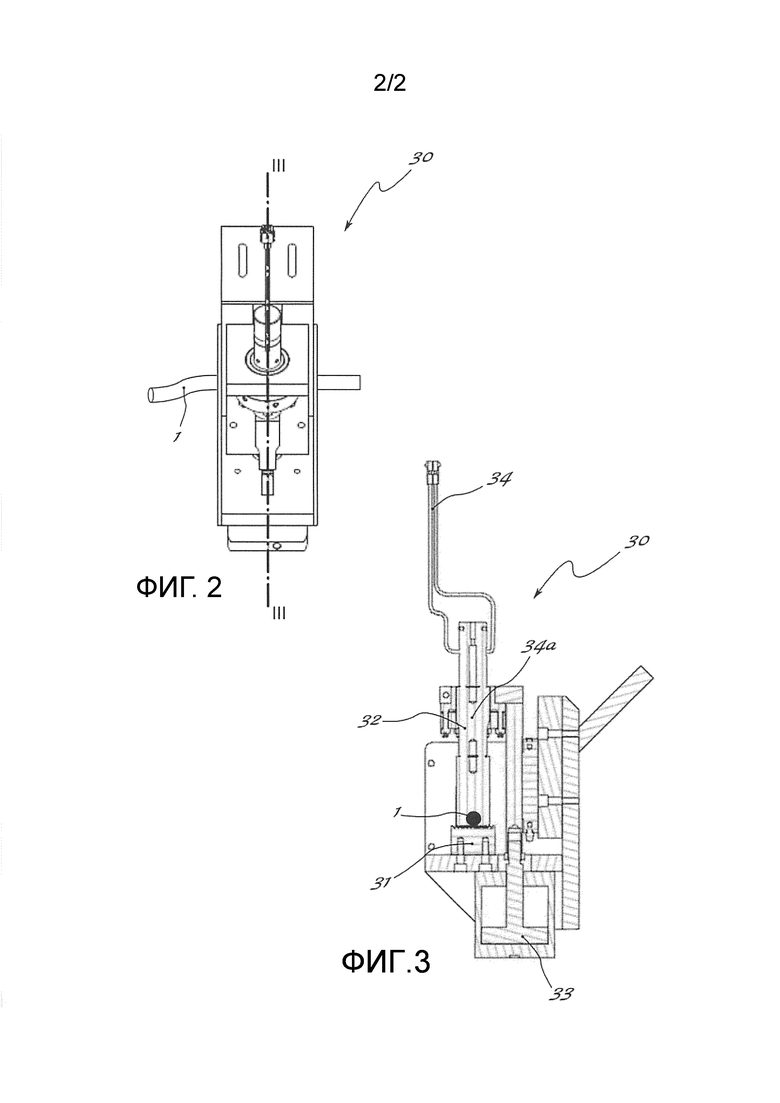
На Фиг. 2 показан вид сбоку герметизирующего устройства, и
На Фиг. 3 показан вид в поперечном сечении по плоскости, обозначенной III-III на Фиг. 2.
Обратимся к Фиг. 1, на которой исключительно для упрощения описания и без какого либо ограничения предусмотрена пара опорных осей, соответственно, в продольном направлении X-X, соответствующем прохождению трубы 1 и направлению ее подачи от выхода экструдера 40 к входу наматывающей машины, и в вертикальном направлении Z-Z, соответствующем направлению отрезания наматываемой трубы 1, и на которой можно видеть, что машина для наматывания труб 1 в катушку согласно изобретению, по существу, содержит:
-) опорную конструкцию 10, к которой прикреплено следующее:
-) барабан 11, вращающийся вокруг оси, перпендикулярной продольному направлению подачи трубы 1, которая в свою очередь подается через средство привода, само по себе являющееся обычным и подробно не описанное;
-) отрезающее устройство 12, установленное на конструкции 10 выше по потоку от барабана 10 и в свою очередь приводимое в обе стороны вертикального направления Z-Z посредством соответствующего электрического и/или превматического исполнительного устройства.
Как можно видеть, машина также содержит измерительный блок 20, расположенный выше по потоку от отрезающего устройства 12 и на заданном расстоянии D от последнего; причем измерительный блок оснащен счетчиком 21 метров, который измеряет длину трубы 1, подаваемой из станции экструдирования и подаваемой к наматывающей машине 10, и выполнен с возможностью испускания сигнала C1 при достижении заданного количества метров, соответствующих заданной длине наматываемой трубы 1.
Все основные компоненты машины сами по себе являются обычными и, следовательно, подробно не описаны.
Также предусмотрено, что последовательности машины и измерительного блока могут приводятся в действие посредством управляющего устройства 1000, соединенного с преобразующим средством для определения сигналов, испускаемых датчиками и для управления операциями, которые могут иметь электрическую, гидравлическую или эквивалентную природу, являются сами по себе обычными и подробно не показаны и не описаны.
Согласно изобретению, предусмотрено, что машина должна содержать устройство для герметизации трубы, например, сваривающий захват 30, расположенный между измерительным блоком 20 и отрезающим устройством 12.
Согласно предпочтительному варианту осуществления, сваривающий захват 30 содержит неподвижную губку 31 и подвижную губку 32, перемещаемую исполнительным устройством 33, например, пневматического или электромеханического типа.
Предпочтительно, канал для передачи ультразвуков образован внутри подвижной губки 32 и выходит у конца губки, соприкасающегося со сдавливаемой трубой 1, для ее герметизации; причем ультразвуки образуются с помощью соответствующего средства 34.
Благодаря этой конфигурации машины возможно осуществлять способ автоматического наматывания в катушку труб, удерживаемых под заданным, в целом постоянным, внутренним давлением во время производственного цикла, причем этот способ включает в себя следующие этапы:
a) начала экструзии 40 трубы 1 – например, типа Pex-a, и
b) подачи первой открытой и экструдированной части трубы 1 без внутреннего давления к герметизирующему блоку 30;
c) герметизации переднего конца первой секции трубы не под давлением;
d) подачи герметизированной трубы 1 на величину. по меньшей мере равную измерению секции герметизированной трубы между экструдером 40 и герметизирующим захватом 30;
e) герметизации секции трубы с герметизированным передним концом, после упомянутой подачи;
f) отрезания герметизированной экструдированной трубы ниже по потоку, в направлении подачи к барабану, от станции герметизации, с образованием секции трубы, имеющей герметизированный и экструдированный передний конец и заданное внутреннее давление;
g) подачи герметизированного переднего конца экструдированной секции трубы 1 под давлением к наматывающей машине с прикреплением переднего конца к барабану 11;
h) начала наматывания со отсчетом метров намотанной трубы;
i) остановки наматывания при достижении запрограммированного количества метров наматываемой трубы;
j) герметизации заднего конца намотанной трубы;
k) отрезания трубы ниже по потоку, в направлении подачи, от станции герметизации с образованием нового герметизированного переднего конца новой секции экструдированной трубы под давлением;
l) завершения наматывания катушки, ее упаковывания и выгрузки;
m) автоматической передачи нового герметизированного переднего конца к барабану 11 для прикрепления и начала наматывания новой катушки;
n) перезапуска машины и цикла наматывания.
Согласно предпочтительным вариантам осуществления способа, предусмотрено, что:
- первая секция экструдированной трубы, которая не находится под давлением, и/или не имеет заданного внутреннего давления, является направляемой; и/или
- определение измерения герметизируемых и отрезаемых секций трубы выполняется посредством измерительного блока 20, расположенного между экструдером 40 и герметизирующим захватом 30; и/или
- этап герметизации передних концов трубы выполняется посредством сваривающего захвата 30, выполненного с возможностью сдавливания переднего конца трубы и его герметизации для исключения просачивания текучей среды, которое может привести к потерям внутреннего давления и, следовательно, к изменению размеров трубы.
Предпочтительно, сварочная операция является ультразвуковой.
Согласно предпочтительным вариантам осуществления способа, также предусмотрено:
-) предусмотрение управляющего устройства 1000, соединенного с наматывающей машиной 10, с измерительным блоком 20, со сваривающим захватом 30 и с отрезающим устройством 12;
-) хранение в упомянутом управляющем устройстве заданных величин длины наматываемой трубы 1, скоростей подачи трубы 1, подаваемой для наматывания, и относительного расстояния D между измерительным устройством и отрезающим устройством 12;
-) начало отсчета посредством счетчика 21 метров для отсчета метров подаваемой трубы 1;
-) испускание счетчиком 21 метров сигнала C1 при достижении заданного количества метров, соответствующего заданной длине наматываемой трубы 1, и отправка сигнала C1 к управляющему устройству 1000;
-) приведение в действие герметизирующего устройства посредством управляющего устройства 1000, после интервала времени, вычисленного от момента испускания сигнала C1 на основании расстояния D между счетчиком 21 метров и отрезающим устройством 12 и скорости подачи трубы;
-) отрезание трубы.
Следовательно, понятно, как, благодаря способу и устройству согласно настоящему изобретению, возможно автоматически выполнять производство и наматывание труб, удерживаемых под постоянным внутренним давлением во время производственного цикла, таким образом, исключая простой машины, возникающий в результате необходимости в остановках для выполнения ручных операций.
Учитывая, что эти типы машин обрабатывают в непрерывном цикле очень большие количества труб, факт возможности исключения остановок машины для установки колпачка на каждый новый передний конец наматываемых секций трубы обеспечивает значительное уменьшение времени простоя машины с соответствующим увеличением эффективности производства машины.
К тому же, факт отсутствия зависимости от ручных операций обеспечивает очень надежное и повторяемое качество труб и операции наматывания.
Несмотря на то, что описание дано со ссылкой на несколько вариантов осуществления и на несколько предпочтительных примеров варианта осуществления изобретения, следует понимать, что объем защиты настоящего патента определяется только посредством прилагаемой формулы изобретения.
Изобретение относится к машине для наматывания труб в катушку. Машина содержит конструкцию, поддерживающую вращающийся барабан, подающее устройство для подачи трубы к барабану в продольном направлении, устройство для отрезания трубы, блок для измерения длины трубы, расположенный выше по потоку от отрезающего устройства в продольном направлении, и устройство для герметизации трубы. Устройство для герметизации трубы расположено в зоне машины, находящейся выше по потоку, в направлении подачи трубы к барабану, от средства для прикрепления к барабану и выше по потоку от отрезающего устройства в этом же направлении подачи. Устройство для герметизации трубы содержит герметизирующий захват, выполненный с возможностью сдавливания и сварки переднего конца трубы. В результате увеличивается производительность. 2 н. и 20 з.п. ф-лы, 3 ил.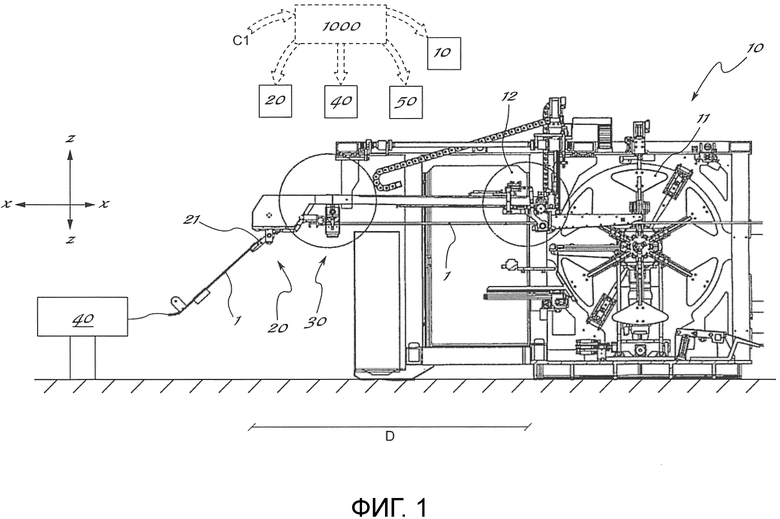
1. Машина для наматывания труб (1) в катушку, содержащая конструкцию (10), поддерживающую вращающийся барабан (11), подающее устройство для подачи трубы (1) к барабану (11) в продольном направлении (X-X), устройство (12) для отрезания трубы (1), блок (20) для измерения длины трубы (1), расположенный выше по потоку от отрезающего устройства (12) в продольном направлении (X-X),
устройство для герметизации трубы, расположенное в зоне машины, находящейся выше по потоку, в направлении подачи трубы к барабану, от средства для прикрепления к барабану и выше по потоку от отрезающего устройства в этом же направлении подачи,
отличающаяся тем, что устройство для герметизации трубы содержит герметизирующий захват, выполненный с возможностью сдавливания и сварки переднего конца трубы.
2. Машина по п. 1, отличающаяся тем, что герметизирующий захват содержит неподвижную губку (31) и подвижную губку (32), перемещаемую с помощью исполнительного средства (33), например, пневматического или электромеханического типа.
3. Машина по п. 1 или 2, отличающаяся тем, что герметизирующий захват содержит устройство ультразвуковой сварки.
4. Машина по п. 2, отличающаяся тем, что подвижная губка (32) имеет образованный внутри нее канал для передачи ультразвуков, которые образуются соответствующим средством (34) и которые доходят до сдавленной трубы (1) для герметизации.
5. Машина по п. 3, отличающаяся тем, что подвижная губка (32) имеет образованный внутри нее канал для передачи ультразвуков, которые образуются соответствующим средством (34) и которые доходят до сдавленной трубы (1) для герметизации.
6. Машина по любому из пп. 1, 2, 4 или 5, отличающаяся тем, что она содержит управляющее устройство (1000), соединенное с преобразующим средством для определения сигналов, испускаемых датчиками, и управления работой подвижных частей.
7. Машина по п. 3, отличающаяся тем, что она содержит управляющее устройство (1000), соединенное с преобразующим средством для определения сигналов, испускаемых датчиками, и управления работой подвижных частей.
8. Машина по любому из пп. 1, 2, 4, 5 или 7, отличающаяся тем, что блок (20) для измерения длины трубы (1) содержит по меньшей мере один счетчик (21) метров для измерения длины трубы (1), подаваемой к барабану (11) в продольном направлении (X-X), и для испускания сигнала (C1) об окончании измерения.
9. Машина по п. 3, отличающаяся тем, что блок (20) для измерения длины трубы (1) содержит по меньшей мере один счетчик (21) метров для измерения длины трубы (1), подаваемой к барабану (11) в продольном направлении (X-X), и для испускания сигнала (C1) об окончании измерения.
10. Машина по п. 6, отличающаяся тем, что блок (20) для измерения длины трубы (1) содержит по меньшей мере один счетчик (21) метров для измерения длины трубы (1), подаваемой к барабану (11) в продольном направлении (X-X), и для испускания сигнала (C1) об окончании измерения.
11. Машина по п. 8, отличающаяся тем, что счетчик (21) метров выполнен с возможностью отправки сигнала об окончании измерения к управляющему блоку (1000) при достижении заданного количества измеренных метров.
12. Машина по п. 9 или 10, отличающаяся тем, что счетчик (21) метров выполнен с возможностью отправки сигнала об окончании измерения к управляющему блоку (1000) при достижении заданного количества измеренных метров.
13. Способ автоматического наматывания и отрезания в размер трубы (1) с заданным внутренним давлением, подаваемой в продольном направлении (X-X) от экструдера (40) к машине для наматывания труб, оснащенной барабаном (11), герметизирующим блоком (30) и по меньшей мере одним отрезающим устройством (12), причем способ содержит следующие этапы:
a-e) подготовки секции трубы с герметизированным передним концом, экструдированной с заданным внутренним давлением;
f) подачи герметизированного переднего конца экструдированной секции трубы (1) под давлением к наматывающей машине с прикреплением переднего конца к барабану (11);
g) начала наматывания прикрепленной трубы;
h) остановки наматывания при достижении требуемой длины наматываемой трубы;
i) герметизации заднего конца наматываемой трубы;
l) отрезания трубы ниже по потоку, в направлении (X-X) подачи, от станции герметизации с образованием нового герметизированного переднего конца новой секции трубы, экструдированной под давлением;
m) завершения наматываемой катушки, ее упаковывания и выгрузки;
n) автоматической передачи нового герметизированного переднего конца к барабану (11) для прикрепления и начала наматывания новой катушки;
o) перезапуска цикла наматывания;
причем герметизация трубы содержит этап сдавливания и этап сварки сдавленных краев трубы.
14. Способ по п. 13, отличающийся тем, что этап a-e) подготовки содержит этапы:
a) подачи первой открытой секции трубы (1), экструдированной без внутреннего давления, к герметизирующему блоку (30);
b) герметизации переднего конца первой секции трубы не под давлением;
c) продвижения герметизированной трубы (1) на величину, по меньшей мере, равную длине герметизированной секции трубы, находящейся между экструдером (40) и герметизирующим блоком (30);
d) герметизации секции трубы с герметизированным концом, после упомянутой операции продвижения;
e) отрезания герметизированной экструдированной трубы ниже по потоку, в направлении (X-X) подачи, от станции герметизации, с образованием секции трубы, имеющей герметизированный передний конец и экструдированной с заданным внутренним давлением.
15. Способ по п. 13 или 14, отличающийся тем, что упомянутое заданное внутреннее давление является постоянным давлением.
16. Способ по п. 15, отличающийся тем, что этап сварки представляет собой этап ультразвуковой сварки.
17. Способ по п. 13 или 14, отличающийся тем, что этап сварки представляет собой этап ультразвуковой сварки.
18. Способ по любому из пп. 13, 14 или 16, отличающийся тем, что измерения герметизируемых и отрезаемых секций трубы выполняют посредством измерительного блока (20), расположенного между экструдером (40) и герметизирующим захватом (30).
19. Способ по п. 15, отличающийся тем, что измерения герметизируемых и отрезаемых секций трубы выполняют посредством измерительного блока (20), расположенного между экструдером (40) и герметизирующим захватом (30).
20. Способ по п. 17, отличающийся тем, что измерения герметизируемых и отрезаемых секций трубы выполняют посредством измерительного блока (20), расположенного между экструдером (40) и герметизирующим захватом (30).
21. Способ по п. 18, отличающийся тем, что этап измерения наматываемой секции трубы содержит следующие этапы:
-) начала отсчета посредством счетчика (21) метров для отсчета метров подаваемой трубы (1);
-) испускания счетчиком (21) метров сигнала (C1) при достижении заданного количества метров, соответствующего заданной длине наматываемой трубы (1);
-) отправки сигнала (C1), означающего, что длина достигнута, управляющему блоку (1000);
-) определения интервала времени, вычисляемого от момента испускания счетчиком метров сигнала (C1) и определяемого на основании расстояния (D) между измерительным блоком (20) и отрезающим устройством (12), и скорости подачи трубы.
22. Способ по п. 19 или 20, отличающийся тем, что этап измерения наматываемой секции трубы содержит следующие этапы:
-) начала отсчета посредством счетчика (21) метров для отсчета метров подаваемой трубы (1);
-) испускания счетчиком (21) метров сигнала (C1) при достижении заданного количества метров, соответствующего заданной длине наматываемой трубы (1);
-) отправки сигнала (C1), означающего, что длина достигнута, управляющему блоку (1000);
-) определения интервала времени, вычисляемого от момента испускания счетчиком метров сигнала (C1) и определяемого на основании расстояния (D) между измерительным блоком (20) и отрезающим устройством (12) и скорости подачи трубы.
| Ультразвуковой датчик для неразрушающего контроля заливки вкладышей подшипников скольжения | 2023 |
|
RU2799382C1 |
| Автомат для изготовления мотков из звонкового провода | 1959 |
|
SU130116A1 |
| JPH 10238976 A, 11.09.1998. | |||

