В ОСНОВНОМ авт. св. .N 129256 описан автомат для изготовления мотков из звонкового провода, имеющий четыре Аютовила, периодически вращающихся в вертикальной плоскости и последовательно вы полняюншх отдельные олерации намотки провода. Недостатком этого автомата является небольшая производительность.
От.ггичительная особенность описываемого автомата заключается в том, что он имеет щесть -блоков (мотовил), установлен«ь.х на непрерыв1 0 враи1ающ,емся горизонтально-м «руге, работающи.х одновременно и выполмяющи.х иоследовате.тьно все операции по изготовлению мотка, начина я с размотки провода с кятушкм и кончая сбросом готовы.х мотков в бункер. Благодаря этому значительно повышается производительность автомата.
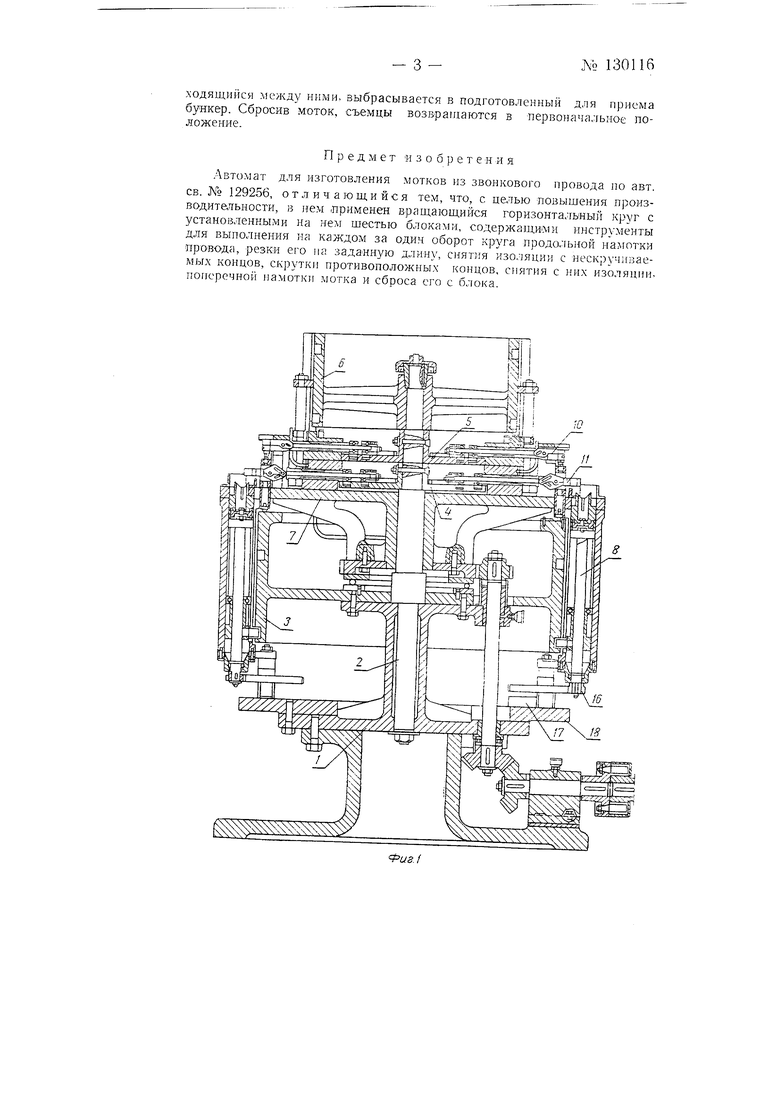
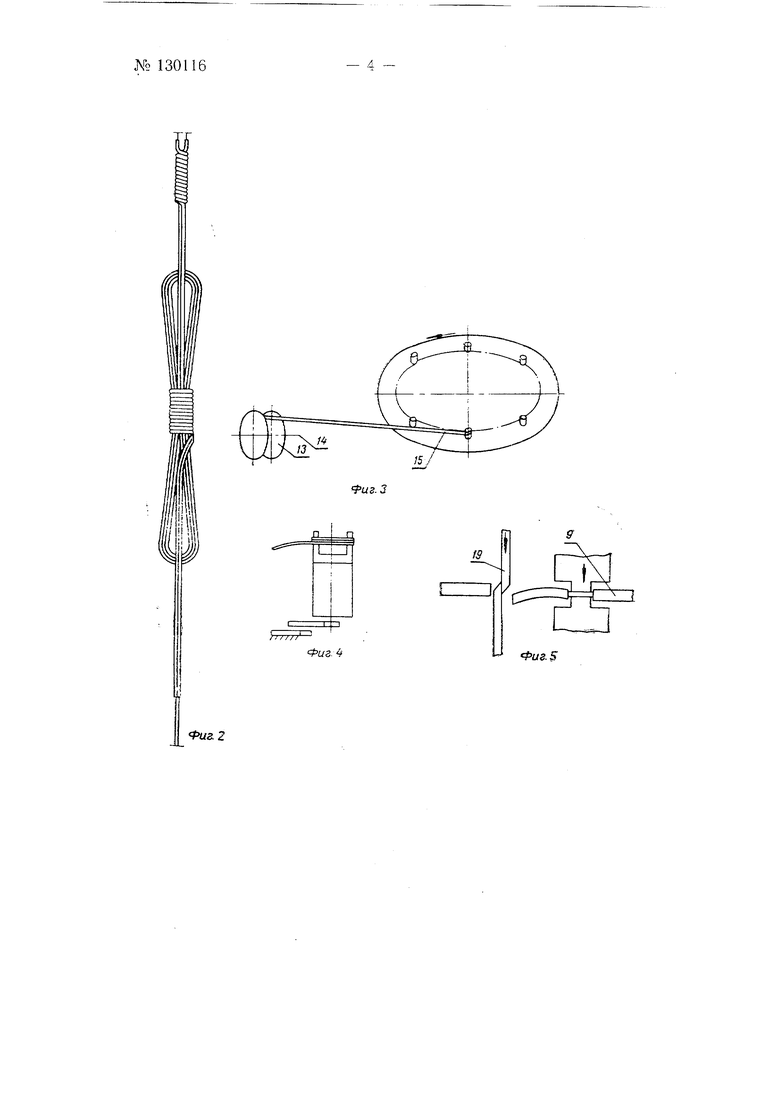
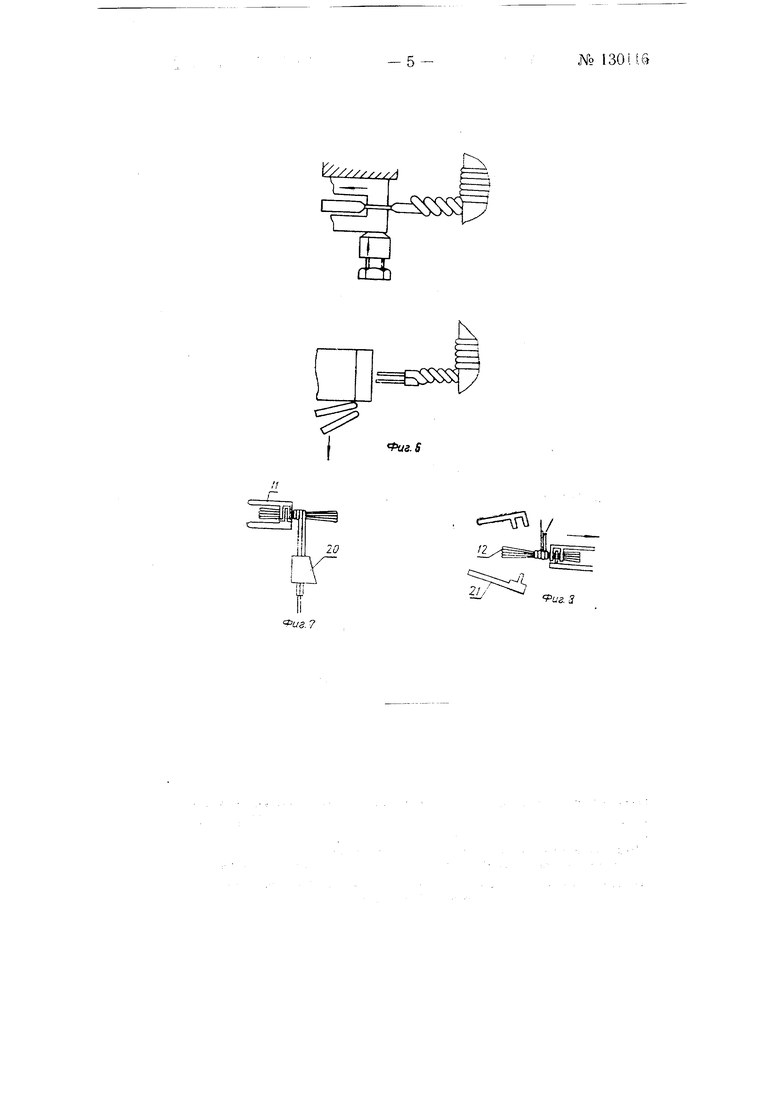
На фиг. 1 изображен автомат в продольном разрезе; «а фиг. 2 - изготовленный моток; на фиг. 3-круг с щестью итпинделями блоков и катуитка с проводом; на фиг. 4 - продольная намотка провода; на фи|-. 5 - обрезка провода и сняп-ие изоляции с нескручиваемых концов; на фиг. 6-скрутка концов провода и снятие с них изоляции; на фиг. 7- поперечная иамотка; на фиг. 8 -снятие готового мотка.
Автомат состоит из станины / (фиг. 1), вертикальной неподвижной оси 2, неподв-ижиых кулачков 3, 4, 5, 6 и горизонтального круга 7, аращающ егося от электродвигателя и несущего шесть блоков. Основой блока является движущийся щпиндель 8. Кроме того, в каждом блоке имеются два щтока, лризодяпше во вра1цение губки, причем правыГ. шток врашает губки скрутки концов, а левый-губки поперечной намотки провода. Штоки приходят в дв-ижение от верхней кривой неподвижных кулачков.
Комплект инструмента автомата выполняет продольную намотку провода (фиг, 4), отрезку провода на заданную длину и снятие изоля№ 130116-2 ции с нескручываемых концов 9 (фиг. 5), скрутку концов и снятие с них изоляции 10 (фиг. 1), поперечную намотку // и снятие мотка 12 (фиг. 8) Каждый из блокой последовательно за одия оборот круга выполняет все олерации по изготовлению мотка.
Для питания автомата электроэнергией служит катушка 13 (фиг. 3), которая устанавливается на оси 14 отдельного приспособления. Концы .проводов пропускаются через прижимные пружины 15 и заправляются на голокке одного из шпинделей.
Шпинделя, кроме движения с кругом, имеют еш.е вертикальное ттоступательно-возвратное и периодически вращательное движения. Во вращение щпиндель -приводится через пару цилиндрических зубчатых колес 16 (фиг. 1) от неподвижного зубчатого сектора 17, закрепленного на плите 18 станины. За -полный оборот круга шпиндель соверщает три периодических вращения: для продольной намотки, для снятия изоляции с неокручиваемых концов и для перевода головки шпинделя в положение для захвата проводов. Возвратно-поступательное движение щпиндель получает от нижней кривой «еподвижпого кулачка через вращающийся ролик.
Вращаясь, щпиидель наматывает на себя два параллельно идущих провода, чем и производит их продольн}шэ намотку (фиг. 4). Шпиндель последующего блока, поднимаясь снизу вверх, также захватывает в свои пазы протянутые провода для намотки на себя, и таким образом -происходит непрерывный захват проводов щ.пинделями -блоков и продольная намотка мотков.
После окончания продольной намотки про-изводится отрезка проводов на заданную длину п-осредством ножей 19 (фиг. 5), удерживаемых в приспособлении, закрепленном на круге с правой стороны щпинделя, и оттиск изоляции с нескручиваемых концов проводов.
Затем щ-пиндель опускается, а выступающая на нем вторая пара концов проводов попадает в открытые губки для скрутк-и и снятия с них изоляции 10 (фиг. 1), после чего этими же губками производится оттиск их (фиг. 6). При этой операции губки имеют тройное движение: открываются и закрываются для захвата концов проводов, вращаются при скрутке концов и соверщают горизонтальное пост)тательно-возвратное движение при снятии, изоляции, которое производится при отходе губок от щпинделя. На этом работа губок для данного мотка заканчивается, и они начинают готовиться к встрече следующего, вращаясь в обратном направлении в отведенном и закрытом положении.
После очистки концов шпиндель опускается вн-из до уровня нижних губок для поперечной пам-отки // (фиг. 1) и подводит к ним моток. Во время апускания шпиндель делает один оборот вокруг своей оси, неОбходимый для выдергивания нескручен-ных концов провода из приспособления для резания. При дальнейшем опускании -шпинделя моток попадает в открытые губки, которые затем сжимаются и захватывают моток. При полном утопании шпинделя губки начинают вращаться (фиг. 7), а нескрученные концы проводов в это время будут находиться в прижимной лапке 20, которая во время вращения губок дает им соответствующий натяг. Губки -попереч-ной намотки имеют такое же тройное движение, как и губки скрутки концов провода.
Поперечная нам-отка совер-ща-ется в результате пяти оборотов губок, которые затем открываются, и уже готовый моток (фиг. 2) удаляется съемцами 21 (фиг. 8), прикрепленными к -корпусу щпинделя. Оставив моток на съемцах, губки отходят в крайнее заднее положение. В этом положении они закрываются и подвер-гаются вращению в обратном направлении, после чего вновь открываются и подходят к шпинделю, который к этому времени опускается с очередным продольно намотанным проводом. Съемцы, захватив рычагами моток, откидываются в. сторону. К концу хода съем-цев рычаги его расходятся, и моток, нахолящийся между ними, выбрасывается в подготовленный для приема бункер. Сбросив моток, съемцы возвращаются в перво)ачальное положение.
Предмет изобретения
.Автомат для изготовления мотков из звонкового провода по авт. св. № 129256, отличающийся тем, что, с целью повышения производительности, в нем .применен вращающийся горизонтальный круг с установленными на нем шестью блоками, содержащими инстру.менты для выполнения на каждом за один оборот круга продольной намотки нровода, резки его па заданную длину, снятия изоляции с нескручиваеjMbLx концов, скрутки противоположных концов, снятия с них изоляциипоперечной иамотк1г .мотка и сброса его с блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления мотков из звонкового провода | 1950 |
|
SU129256A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1998 |
|
RU2139617C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1993 |
|
RU2084063C1 |
| Автомат для изготовления мотков из провода | 1976 |
|
SU738028A1 |
| Автомат для перемотки пряжи и ниток в мотки | 1957 |
|
SU115224A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ПРОВОДАНА КАРКАСЕ | 1972 |
|
SU348471A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 2004 |
|
RU2280302C1 |
| Способ образования мотков проволокии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1975 |
|
SU844092A1 |
| Устройство для формирования и закрутки петли на проводах или проволоке | 1980 |
|
SU961827A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
//
Фиг.
i9
Ш И
I//
с
fpus.S
