Изобретение относится к устройству для формирования покрытий на поверхностях элемента, ленточного материала или инструмента. Могут быть сформированы различные покрытия, которые, в частности, образуют высокотемпературный противоизносный или антикоррозийный слой.
До настоящего времени не было хорошо контролируемого способа нанесения покрытия с непрерывной подачей материала для непрерывного покрытия больших поверхностей, например быстро перемещающихся стальных ленточных материалов, покрытие которых осуществляется путем осаждения из паровой фазы, который является экономически конкурентоспособным по сравнению с традиционными способами покрытия и с которым также возможно формировать покрытия из материалов с высокой температурой плавления.
Таким образом, в течение десятилетий покрытие выполнялось с использованием способов осаждения из паровой фазы, которые работают при отрицательном давлении, таком как, например, известные способы химического осаждения из паровой фазы (CVD) и физического осаждения из паровой фазы (PVD), в процессах серийного производства для финишной отделки элементов и инструментов с высоко функциональными слоями (противоизносные, оптические и магнитные приложения, микроэлектроника). Хотя способы CVD не получили широкого распространения для процессов серийного производства из-за трудностей, связанных с обработкой заготовок и выносом отходящих газов, сегодня во многих областях способы PVD абсолютно необходимы для финишной отделки плоских изделий (зеркала, архитектурное стекло) и листового проката (упаковочные пленки, медный и алюминиевый лист).
Важным преимуществом PVD-способов, при которых материал покрытия сдвигается в паровой фазе с использованием физических способов, является их очень высокая гибкость в отношении состава и структуры слоев, что позволяет, например, создать целевой слой. Поэтому были предприняты усилия, и существуют также соответствующие патенты, начиная с 80-х годов, например, для покрытия электрической полосы нитридом титана в непрерывном процессе с целью уменьшения гистерезисных потерь.
Обычно тигли, которые заполняют твердым или жидким металлом и в которых металл испаряют электронным пучком, используются при осаждении из паровой фазы металлов с более высокой температурой плавления, например, титана. В этих случаях непрерывная подача материала в тигель является проблематичной. Из-за проблем с доступом к электронному лучу над тиглем материал может не проходить по горячим каналам с малыми потерями на поверхность соответствующего элемента или инструмента, который должен быть покрыт. Таким образом, остаются рассеивающие покрытия, которые после короткого периода времени должны быть очищены и поданы в процесс переработки, что связано с большой сложностью и приводит к потере времени, которое не может быть использовано продуктивно.
В области производства антикоррозионных слоев из цинк-магниевых сплавов с помощью процессов PVD также существует ряд хорошо зарекомендовавших себя технических решений. Например, используют осаждение Zn и Mg из паровой фазы или осаждение из паровой фазы слоистых систем, которые содержат множество чередующихся последовательных слоев Zn и Mg. Также было предложено использовать дополнительную термическую последующую обработку.
Известно также использование способов покрытия PVD с цинковыми покрытиями и покрытиями из цинкового сплава. Может быть использована система, которая содержит два струйных испарителя и одну смесительную камеру. Металлы в испарителях нагревают индуктивно, образовавшиеся пары металлов направляют в смесительную камеру и оттуда на поверхность движущегося ленточного элемента. Хотя этот способ допускает высокие скорости, из-за большого количества расплавленного материала он термически чрезвычайно инертный, что делает регулирование промышленного процесса намного более трудным. Кроме того, все поверхности, контактирующие с паром, должны поддерживаться выше температуры конденсации для используемых металлов, которые трудно обрабатывать, особенно для металлов с более высокой температурой плавления. Более того, производство слоев металлических сплавов с определенным составом сложно по техническим причинам. Существует также проблема непрерывной подачи материалов в испаритель. Таким образом, например, нет материалов, которые выдерживают жидкий магний в течение длительных периодов времени.
Другой способ основан на электромагнитной левитации. В этом способе проволочный материал подается сбоку в кварцевую трубку и, будучи подвешенным, он расплавляется и испаряется с помощью катушки, которая охватывает кварцевую трубку. Этот способ был успешно испытан на металлах с низкой температурой плавления, но с металлами, которые плавятся при более высоких температурах, невозможно получить равномерное осаждение слоя на поверхность. Кроме того, капельки (более крупные частицы) попадают в слой, образованный на соответствующей поверхности, и это неприемлемо для антикоррозионных слоев, противоизносных слоев и слоев, подверженных износу при скольжении.
Способы, в которых отрубленные куски металлической проволоки наносят на перегретую пластину и сразу испаряют, так называемое мгновенное испарение пара, решают проблему подачи материала. Однако из-за подачи материала в твердой фазе и необходимости в температурах, значительно превышающих температуру испарения на каждом участке проволоки, невозможно достичь адекватной скорости испарения.
Не менее хорошо зарекомендовавший себя способ термического напыления, особенно технологический вариант способа электродугового напыления, является экономичным и гибким способом для гальванирования элементов в процессах серийного производства. В этом способе электрическая дуга удерживается между анодно- и катодно-коммутируемым проводом или такими электродами и испаряет небольшую часть материала на концах проволоки и разжижает большую часть. Газовая струя разрывает жидкий материал с концов проволоки и ускоряет его на покрываемую поверхность. Поскольку расплавленные капли очень малы, они очень быстро затвердевают, когда они сталкиваются с холодной поверхностью подложки и образуют слоистую структуру, которая является довольно пористой по сравнению с ранее описанными способами. Поэтому для достижения достаточного антикоррозионного эффекта необходимо нанести слои толщиной от 70 до 150 мкм. Таким образом, требуемая толщина слоя в 10-20 раз больше, чем в способах, обычно используемых в способах с ленточным материалом, так что термическое напыление непригодно для покрытия ленточного материала или больших поверхностей просто из соображений эффективности использования ресурсов. Кроме того, поверхности, полученные термическим напылением, в целом, слишком грубы для автомобильных применений, и поэтому необходима последующая обработка. Кроме того, недостаток адгезии со многими комбинациями материалов является проблемой.
Основная цель изобретения состоит в том, чтобы предложить варианты с высокими скоростями нанесения покрытия, в способе покрытия для поверхностей с использованием осаждения из паровой фазы, который легко контролируется и/или регулируется, с непрерывной подачей материала, особенно также для материалов с высокой температурой плавления или систем сплавов, таких как, например, железо-магний-цинк.
В соответствии с изобретением, эта цель достигается с помощью устройства, которое имеет признаки пункта 1 формулы изобретения. Предпочтительные варианты выполнения и усовершенствования изобретения могут быть реализованы с помощью признаков, описанных в зависимых пунктах формулы изобретения.
В предлагаемом устройстве по меньшей мере один материал проволочной или ленточной формы, используемый для формирования соответствующего покрытия, может быть подан в область действия электрической дуги, которая формируется между двумя проволочными или ленточными элементами или между катодом и анодом, которые подключены к источнику постоянного электрического тока. Дуга может быть сформирована между проволочными или ленточными элементами, которые образованы материалом (материалами), используемым для формирования покрытия.
Таким образом, эта установка может быть выполнена сравнимой с распылительной головкой. Материал, расплавленный и/или испаренный с помощью энергии дуговых потоков посредством газовой струи или газовой смеси через впускное отверстие во внутреннюю часть камеры, которая может быть нагрета до температуры, которая по меньшей мере равна температуре испарения по меньшей мере одного материала, используемого для покрытия, или материала с, соответственно, самой высокой температурой испарения. Таким образом, материал (материалы) полностью испаряют в камере и выпускают через отверстие, имеющееся в камере. Таким образом, испаренный материал сталкивается с поверхностью, которая должна быть покрыта элементом, ленточным материалом или инструментом для формирования соответствующего покрытия.
Так как температура на поверхности элемента, ленточного материала или инструмента имеет значительно более низкую температуру, то соударяющийся с этой поверхность материал переходит в твердое агрегатное состояние. Если таким образом использовать множество материалов, может происходить образование сплава в естественных условиях, что особенно выгодно для металлов, с которыми невозможно сформировать сплавы, или только с высокой степенью сложности образования сплавов, с помощью других способов.
Атмосфера внутри камеры должна быть бескислородной, если нет необходимости в покрытии, содержащем оксид. Для обеспечения свободы от кислорода и снижения температуры испарения подаваемого материала давление внутри камеры должно быть уменьшено по сравнению с давлением окружающей среды, предпочтительно до давления, которое соответствует, как минимум, давлению, при котором испаряется вода. Таким образом, можно использовать недорогой жидкостно-кольцевой вакуумный насос, который не чувствителен к пыли.
Материал может преимущественно подаваться с помощью управляемых приводных роликов с одной или несколькими проволоками или лентами из материала, покрытие из которого должно быть выполнено. Материал может храниться в условиях окружающей среды, а затем он может предпочтительно подаваться в расчете на непрерывную технологию шлюзования для процесса дуговой плавки или осаждения из паровой фазы, происходящего в условиях вакуума или в атмосфере, свободной от кислорода.
Здесь могут быть использованы проволочные или ленточные материалы, имеющие различную толщину и состав, в том числе порошковые проволоки. Таким образом, системы из гомогенных слоев сплава, имеющие практически любой требуемый состав материала, могут быть сформированы на поверхностях элементов, ленточных материалов или инструментов. Количество и число используемых сплавов могут быть практически расширено по желанию с использованием множества дуг с подачей газовой струи и подачей материала проволочной или ленточной формы, который добавляется в камеру. Бесперебойную работу, даже в течение нескольких недель, можно обеспечить путем сварки проволочного или ленточного материала вместе в атмосферных условиях для создания квазинепрерывной проволоки.
Материал проволочной или ленточной формы, используемый для формирования покрытия, может быть расплавлен или частично испарен с использованием электрической дуги, которая образуется между проволочным или ленточным материалом и катодом или анодом с водяным охлаждением. Материал (материалы) проволочной формы предпочтительно должен подаваться с развернутым (острым) углом, подобно распылительной головке дуговой проволоки, относительно друг друга или относительно анода или катода. Угол должен быть предпочтительно в диапазоне 30°. Однако дуга для плавления и/или испарения проволочного или ленточного материала также может быть образована между по меньшей мере двумя проволочными или ленточными материалами. Затем проволочные или ленточные материалы образуют катод и анод, которые подключают к источнику постоянного электрического тока.
Однако дуга может быть образована между проволочным или ленточным материалом, который соединен с электродом источника постоянного электрического тока, и катодом или анодом, материал которого не расплавляется или даже не испаряется дугой. Проволочный или ленточный материал, соединенный с электродом источника постоянного электрического тока, таким образом, образует анод или катод, а дополнительный электрод, то есть катод или анод, формируется с неплавящимся материалом.
В то же время предпочтительно бескислородная газовая струя (предпочтительно, азот или аргон) может быть пропущена в продольном направлении на концах проволочного или ленточного материала или проволочных или ленточных материалов, которые расположены в зоне влияния электрической дуги. Газовая струя отрывает крошечные расплавленные капли от торцевых концов материала и приводит их в движение, а получающийся материал испаряется через отверстие в форме сопла и через впускное отверстие во внутреннюю часть камеры.
Проволочный или ленточный материал, который должен испариться, или материалы, которые должны испариться (например, Fe, Zn, Al, Mg или их сплавы), могут иметь форму проволок с определенным диаметром, или ленты с определенной шириной, в пределах нескольких миллиметров. Один проволочный или ленточный материал может быть подсоединен к аноду, другой - к катоду источника постоянного электрического тока, который способен подавать электрический ток между 20 и 200 А при электрическом напряжении между 10 и 80 В. Выбор электрических напряжений и токов зависит от предназначенных для испарения материалов. Для Fe, например, можно использовать U=30 В и I=80 А. Контакты преимущественно выполнены из хорошо проводящего материала (меди) в форме стержней со сквозными отверстиями, так что проволочный материал может направляться через отверстие. Это обеспечивает хороший электрический контакт и направление проволочного материала таким образом, что его концы сходятся. Для ленточного материала вместо отверстия может использоваться щель.
Если приложено электрическое напряжение, то между концами проволочных или ленточных материалов загорается электрическая дуга, если они соединены с анодом и катодом источника постоянного электрического тока. Из-за этого проволочный или ленточный материал, по меньшей мере частично, расплавляется и может частично испариться. Поэтому для поддержания световой дуги необходимо продолжать подавать проволочный или ленточный материал, что может быть достигнуто с помощью подающего устройства. Проволочный или ленточный материал и окружающий его электрический контакт предпочтительно могут удерживаться в блоке, изготовленном из термостойкой и электроизоляционной керамики. Чтобы полностью испарить частично расплавленный частично испаренный материал, последний разрывают в направлении камеры газовым потоком, с которым испаряющийся материал не реагирует, например, аргон, и транспортируется в нагревательное устройство или через него. Керамический блок преимущественно соединен с нагревательным устройством трубкой, чтобы транспортировать газ, расплавленный материал и испаренный материал в нагревательное устройство без потерь.
Нагревательное устройство может преимущественно содержать выдерживающий высокие температуры электропроводящий материал и, в частности, может содержать графит и может иметь цилиндрическую форму (тигель / камера). Соединительная трубка к керамическому блоку должна быть прикреплена таким образом, чтобы материал мог подаваться по касательной, так что после подачи в тигель материал циркулирует в виде кругового потока. Частицы расплавленного материала, которые еще не испарились, имеют более высокую плотность, чем газообразный испаренный материал. Частицы материала могут выталкиваться наружу круговым потоком к стенке внутреннего тигля, вдоль которого они кружатся и, таким образом, поглощают энергию, необходимую для полного испарения из зоны нагрева тигля. На тигле может быть предусмотрена крышка, в центре которой прикреплена круглая трубка, которая погружена в осевом направлении во внутреннюю часть тигля (погружная трубка) и открыта с обоих концов. Части материала, которые уже находятся в парообразной форме, могут покидать тигель в восходящем направлении. Над верхним отверстием трубки предпочтительно расположены покрываемые поверхности; они могут представлять собой, например, ленточный материал, который непрерывно перемещается через отверстие. Для увеличения дальности действия пара и предотвращения повторной конденсации материала описанное устройство может предпочтительно работать в камере, в которой имеется отрицательное давление. В принципе, тигель можно нагревать различными способами. Преимущественным является индукционный нагрев. Для этой цели тигель может быть заключен в катушку индуктивности, которая имеет адаптированный импеданс и может преимущественно работать в диапазоне нескольких кГц. Индуктор преимущественно полностью закрыт материалом, который обеспечивает тепловую и электрическую изоляцию индуктора. Это может быть, например, бетон. Для предотвращения потери тепла тепловым излучением тигель должен быть закрыт теплоизоляционным материалом. Температура тигля должна быть выбрана таким образом, чтобы была превышена температура кипения испаряемого материала. Она составляет, например, 1200°C для Zn, или же материал, который должен испариться, уже имеет заметное давление пара при преобладающем отрицательном давлении (например, 2600°C для Fe).
Для увеличения скорости испарения и/или для испарения различных материалов тигель может быть предпочтительно снабжен множеством устройств, описанных выше, для подачи расплавленного и испаренного материала.
Для формирования электрической дуги могут быть использованы источники электрического тока с высокой плавящей способностью, которые известны для электродугового напыления. В зависимости от используемого материала(ов), могут использоваться различные типы электрических дуг. В отличие от обычных процессов напыления, целью должна быть максимально возможная скорость испарения материала, который должен испаряться. Это также должно поддерживаться путем минимизации объемного расхода, который выбирается при подаче газовой струи. Газ или газовую смесь, с которой образуется газовая струя, целесообразно подавать предварительно нагретым в камеру для минимизации количества газа и энергий, необходимых в последующем процессе испарения. Это может произойти, например, с использованием спирали в области нагрева индуктора. Таким образом, газовая струя может проходить через область действия индуктора, и тем самым, нагреваться.
Смесь газовой струи, испаренного материала и чрезвычайно мелких расплавленных капелек добавляется в нагретую камеру. Температура внутри камеры должна быть, по меньшей мере, равна температуре испарения испаренного материала, которая имеет соответственно самую высокую температуру испарения, которая используется для формирования покрытия, так что оставшиеся небольшие капельные расплавы материала могут быть полностью испарены внутри камеры. При использовании отрицательного давления может быть значительно снижена температура испарения и, следовательно, требуемая температура в камере. Это необходимо и выгодно для нескольких материалов с высокой температурой плавления, поскольку в противном случае нет подходящих материалов, доступных для стенки камеры. Отрицательное давление, которое, как минимум, соответствует давлению, при котором испаряется вода, выгодно тем, что для создания вакуума все еще можно использовать экономичные устойчивые к пыли жидкостно-кольцевой вакуумный насос.
В камере может быть предусмотрена по меньшей мере одна распылительная головка или по меньшей мере одна распылительная головка также может быть соединена с камерой. Таким образом, распылительная головка должна иметь элементы, необходимые для формирования дуги и газовой струи. Элементы для подачи проволочных или ленточных материалов также могут быть элементами распылительной головки.
Распылительная головка может быть выполнена так, что сопло распылительной головки расположено в камере, или инжекторная трубка может быть расположена между распылительной головкой и стенкой камеры. Естественно, что множество распылительных головок может быть также расположено на камере.
Таким образом, поток капель газа, вытекающий через сопло распылительной головки, препятствует проникновению испаряемого материала в распылительную головку. Чтобы предотвратить накопление на сопле, температура сопла распылительной головки должна быть по меньшей мере равна температуре плавления подаваемого материала с высокой температурой плавления. Здесь также должна быть достигнута температура испарения. Поэтому сопло, распылительная головка и, возможно, трубка инжектора предпочтительно должны быть изготовлены из высокотемпературного изолирующего керамического материала или из смеси графитовых элементов и изолирующего керамического материала. Для керамического материала предпочтительным является нитрид бора. Контактные элементы с водяным охлаждением, предпочтительно, изготовленные из меди, должны быть встроены в распылительную головку для электрического контакта с ленточными или проволочными материалами. Механическая энергия или геометрическая форма вытекающего потока капель газа-пара могут регулироваться путем выполнения отверстия, имеющего форму конусообразно сужающегося или расширяющегося сопла.
В качестве материала для стенки камеры предпочтительно следует использовать графит из-за его хорошей термостойкости, теплопроводности и электропроводности. В зависимости от предназначенного для испарения материала, для формирования покрытий можно комбинировать высокотемпературные керамические материалы, которые устойчивы к расплавлению, например, нитрид бора с железом и алюминием, предпочтительно в форме частичной или полной футеровки.
Камера может предпочтительно быть нагрета, используя индукционный нагрев, до температур испарения или до более высоких температур. Для изоляции при температурах >2000°C здесь предпочтительна комбинация из графитовой ваты и медных индукторов с водяным охлаждением и с покрытием из оксида алюминия. Однако также возможно нагревание с использованием резистивных нагревательных элементов из хлорфторуглерода внутри или снаружи камеры.
Чтобы минимизировать требуемую температуру в камере и одновременно предотвратить выход расплавленных капель из внутренней части камеры и гарантировать, что расплавленные капли остаются или проходят вдоль нагретых наружных стенок камеры как можно дольше, в стенке камеры могут быть выполнены каналы, через которые расплавленный и/или испаренный материал протекает по длинной траектории и в течение длительного периода времени. Стенка камеры предпочтительно может быть выполнена в виде циклонного сепаратора. Предназначенный для покрытия материал должен скользить внутри камеры, как на воздушной подушке, от потока газа и/или пара, а образующийся в камере пар должен направляться так, чтобы он весь мог отлагаться на покрываемой поверхности. Это может благоприятно влиять и регулироваться с использованием отверстия или форсунки подходящей формы, через которые испаряется материал. В любом случае следует избегать непосредственного контакта между стенкой камеры и подлежащим покрытию материалом, поскольку это может привести к повреждению формируемого покрытия и/или покрытия стенки камеры.
Если полное осаждение потока пара в качестве покрытия на поверхности элемента, ленточного материала или инструмента невозможно в зоне непосредственного воздействия паров, то используемый для покрытия материал может направляться над отверстием камеры в горячем канале.
Составом сплава покрытия, полученного осаждением из паровой фазы над отверстием камеры, можно управлять или регулировать по желанию и быстро с использованием различных скоростей продвижения, с которыми проволочный или ленточный материал подается в электрическую дугу в сочетании с подходящими параметрами дуги и путем включения и выключения.
Таким образом, количество испаренного материала (материалов), используемого для формирования покрытия, может быть адаптировано к скорости перемещения, с которой перемещается покрываемая поверхность.
Если необходимо покрыть большие участки поверхности или какие-то определенные участки поверхности, то в одной камере может быть выполнено множество отверстий, а испаренный материал может быть направлен через них на покрываемую поверхность. Также может быть предусмотрено множество дуг с каналом подачи для газовой струи и проволочным или ленточным материалом, расположенными в одной камере. Также возможно, чтобы множество камер были соединены друг с другом, например, используя продольную напорную камеру.
Для определенных слоистых систем, из которых должно быть сформировано покрытие на поверхности элемента, ленточного материала или инструмента, дополнительная ионизация выходящего пара, как известно из области осаждением электронным пучком из паровой фазы, может вызвать улучшение свойств слоя.
Если элемент, ленточный материал или инструмент нагревается в достаточной мере и/или пар ионизируется и, возможно, ускоряется, то материалы, осажденные в результате осаждения из паровой фазы, могут быть легированы, или же покрытие легируется через материал основы.
Существует также предпочтительный вариант регулирования поверхности предназначенного для нанесения ленточного материала в соответствии с поверхностью камеры, по меньшей мере в области отверстия, с помощью кинетической энергии вытекающего потока пара и газа. Это может создать газовую подушку, которая значительно уменьшает трение, и поэтому может поддерживаться меньшее расстояние, так что потеря материала покрытия может быть уменьшена или даже полностью предотвращена.
Изобретение поясняется более подробно ниже в примере.
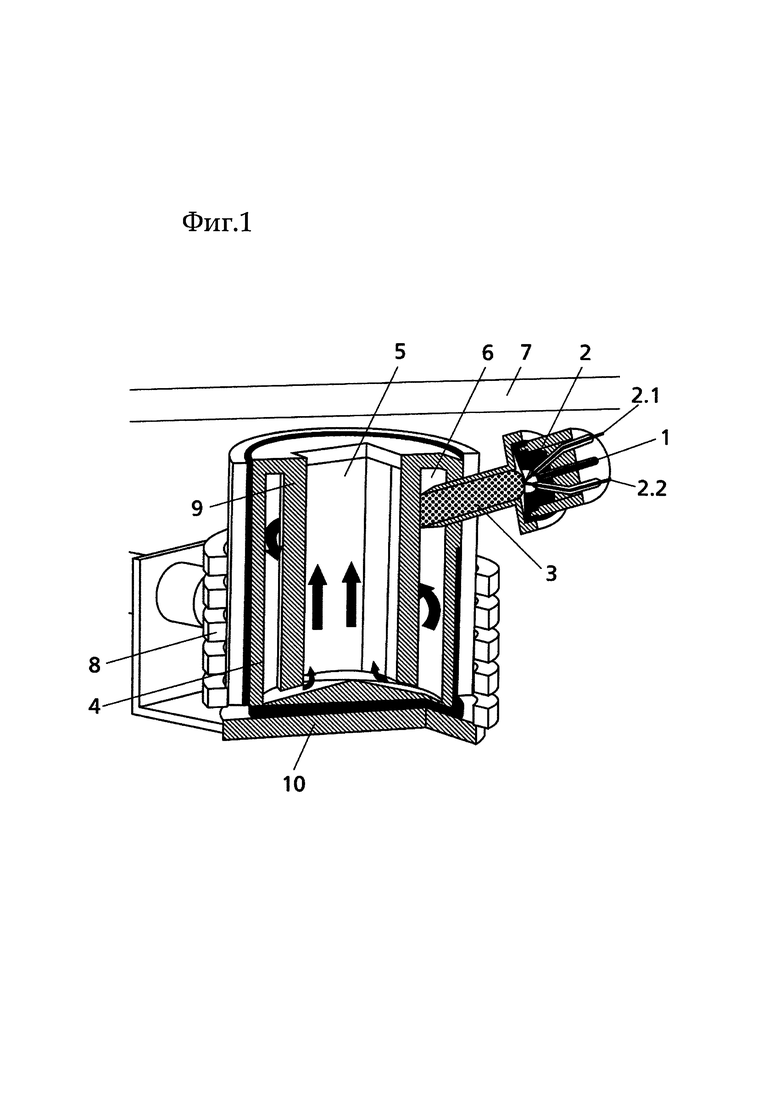
Фиг. 1 изображает пример устройства, выполненного в соответствии с изобретением, для формирования покрытия на поверхности элемента.
На Фиг. 1 изображено устройство для формирования покрытия на поверхности элемента 7, в данном случае ленточного материала, изготовленного из стали.
Проволочный материал 2.1 и 2.2 подается с использованием приводных роликов (не показаны), так что между этими проволоками 2 может формироваться дуга, если одна проволока выполнена как катод 2.1 посредством источника постоянного электрического тока, а одна проволока выполнена как анод 2.2. Это позволяет испарять и/или по меньшей мере расплавлять торцевые концы.
В эту область подается газовая струя 1 из газа или газовой смеси, которая предпочтительно нагревается до температуры по меньшей мере 600°C и которая не содержит кислорода, с объемным расходом, достаточным для продвижения расплавленного и/или испаренного материала 2.1 и 2.2 через трубку 3 инжектора в камеру 4, выполненную в виде циклона.
Смесь капель из пара и газа подается в камеру 4, выполненную в виде циклона, так что по меньшей мере в одном канале 6 между стенкой камеры 4 и погружной трубкой 9 формируется вращающийся поток. Это приводит к тому, что присутствующие расплавленные капли осаждаются на нагретую наружную стенку камеры 4 и там испаряются, а поток газа и пара подается в отверстие 5, которое расположено в области погружной трубки 9.
Поверхность покрываемого элемента 7 расположена снаружи камеры 4 на небольшом расстоянии от отверстия 5 и во время формирования покрытия перемещается поступательно или вращательно с соответствующей скоростью продвижения, так что вся предусмотренная для покрытия поверхность может быть покрыта.
Описание подающего устройства для материала в виде проволоки, который подается с помощью по меньшей мере двух роликов, из которых по меньшей мере один должен быть управляемым, не приводится.
Канал (каналы) 6 выполнен таким образом, что путь от электрической дуги 2 до отверстия 5 расширяется, и расплавленные капли остаются на нагретой стенке из-за вращательного потока, чтобы продлить время контакта между испаренным материалом (материалами) и нагретой стенкой и для продления времени пребывания в камере 4. Поскольку стенка камеры 4 была нагрета при давлении, поддерживаемом в камере 4, до температуры, превышающей температуру испарения материала 2.1 и 2.2, из которого должно быть сформировано покрытие, то посредством индукционного нагревателя 8, окружающего камеру 4 снаружи, можно испарить весь используемый для покрытия материал 2.1 и 2.2, прежде чем он выйдет из отверстия 5 и попадет на поверхность покрываемого элемента 7. Таким образом, можно достичь, в частности, покрытия стенки камеры 4 и по меньшей мере почти полного использования материала, применяемого для формирования покрытия. При полном испарении также можно предотвратить возникновение капель, которые будут отлагаться на покрытии и могут привести к ухудшению качества поверхности. При использовании конического варианта выполнения дна 10 камеры, можно предотвратить выход любых расплавленных капель, даже если температура выбрана неправильно.
Как уже указывалось выше, давление во внутренней части камеры 4 должно быть уменьшено относительно давления окружающей среды, чтобы температура, необходимая для полного испарения материала, была в состоянии уменьшиться, насколько это возможно.
В этом примере стенка камеры 4 выполнена из графита.
Для материалов, расплавы которых воздействуют на графит, по меньшей мере части камеры 4 могут быть облицованы керамическими материалами, т.е. нитридом бора. Таким образом, даже можно использовать материалы, которые для формирования покрытия не могут быть использованы с чистым графитом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕГО ФОРМООБРАЗОВАНИЯ | 2015 |
|
RU2687321C2 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОВОГО БАРЬЕРНОГО ПОКРЫТИЯ ПЛАЗМЕННОЙ ГОРЕЛКОЙ | 2007 |
|
RU2453627C2 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1977 |
|
SU714807A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИСПАРЕНИЯ РЕАГЕНТОВ, ИСПОЛЬЗУЕМЫХ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ХИМИЧЕСКИМ ОСАЖДЕНИЕМ ИЗ ПАРОВОЙ ФАЗЫ | 2003 |
|
RU2303078C2 |
| ФОКУСИРОВАННОЕ ОСАЖДЕНИЕ ПАРА | 2005 |
|
RU2277137C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2382117C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ КРАСОЧНОЙ СИСТЕМЫ | 2014 |
|
RU2675915C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ИЗ КОРРОЗИОННО-СТОЙКОЙ КОМПОЗИЦИИ НА ПОВЕРХНОСТИ КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2014 |
|
RU2593041C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННОГО МАГНИТА И ПОСТОЯННЫЙ МАГНИТ | 2008 |
|
RU2490745C2 |
| ИCПАРЯЮЩИЙСЯ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2490367C2 |
Изобретение относится к устройству для формирования покрытий на поверхностях элемента, ленточного материала или инструмента. В устройстве используется по меньшей мере один проволочный или ленточный материал (2.1 и/или 2.2), который соединен с источником постоянного электрического тока. Между проволочным или ленточным материалами (2.1 и/или 2.2) или между одним проволочным или ленточным материалом и одним анодом или катодом формируется электрическая дуга. Подача проволочного или ленточного материала (2.1 и/или 2.2) осуществляется с помощью подающего устройства. Расплавленный и/или испаренный материал из проволочного или ленточного материала (2.1 и/или 2.2) протекает посредством газовой струи (3) из газа или газовой смеси через впускное отверстие во внутреннюю часть камеры (4). Камера может быть нагрета до температуры, которая по меньшей мере равна температуре испарения по меньшей мере одного материала, используемого для покрытия, или материала с самой высокой температурой испарения. Материал (материалы) полностью испаряется и выходит через по меньшей мере одно отверстие (5), выполненное в камере (4), и соударяется с покрываемой поверхностью элемента или инструмента (6) для формирования соответствующего покрытия. 16 з.п. ф-лы, 1 ил.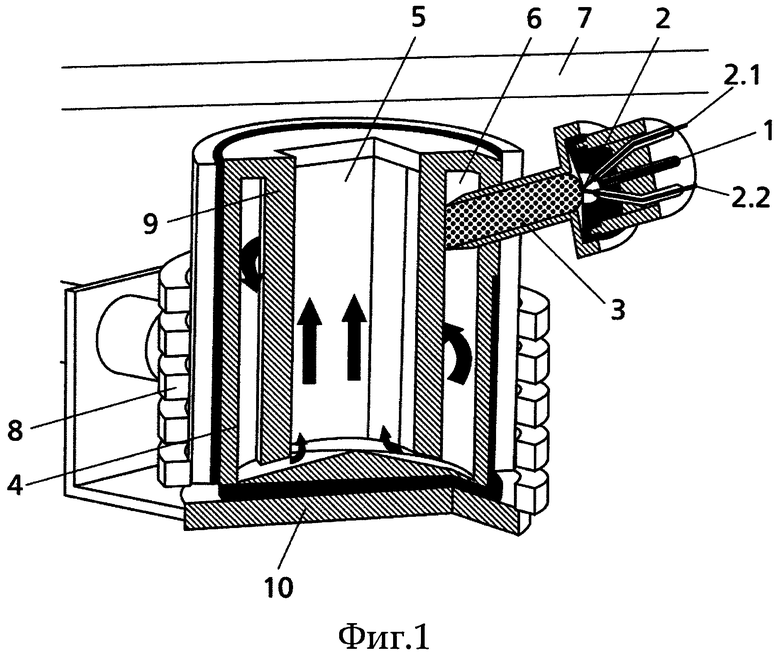
1. Устройство для формирования покрытия на поверхности элемента, ленточного материала или инструмента, содержащее катод и анод, которые выполнены из по меньшей мере одного проволочного или ленточного материала (2.1, 2.2), используемого для формирования покрытия, причем катод и анод соединены с источником постоянного электрического тока так, что между ними формируется электрическая дуга, и подающее устройство для подачи проволочного или ленточного материала (2.1, 2.2),
при этом расплавленный и/или испаренный материал из проволочного или ленточного материала (2.1, 2.2) протекает посредством газовой струи (3) из газа или газовой смеси через впускное отверстие во внутреннюю часть камеры (4), которая выполнена с возможностью нагрева до температуры, которая по меньшей мере равна самой высокой из температур испарения указанного по меньшей мере одного материала, используемого для покрытия, или материала с самой высокой температурой испарения, и указанный по меньшей мере один материал полностью испаряется и выходит через по меньшей мере одно отверстие (5), выполненное в камере (4), и соударяется с покрываемой поверхностью элемента или инструмента (6) для формирования соответствующего покрытия,
отличающееся тем, что камера (4) выполнена в форме циклонного сепаратора.
2. Устройство по п.1, отличающееся тем, что атмосфера в камере (4) и в отверстии (5) поддерживается бескислородной в случае, когда не должно формироваться покрытие, содержащее оксид.
3. Устройство по п.2, отличающееся тем, что для снижения температуры испарения и/или обеспечения бескислородной среды давление внутри камеры (4) снижено по сравнению с давлением окружающей среды предпочтительно до давления, которое соответствует по меньшей мере давлению, при котором испаряется вода.
4. Устройство по любому из предшествующих пунктов, отличающееся тем, что камера (4) выполнена с возможностью нагрева посредством индукционного нагревательного элемента (8), расположенного вокруг камеры (4) или встроенного в материал стенки камеры.
5. Устройство по любому из предшествующих пунктов, отличающееся тем, что газ или газовая смесь протекает через нагревательную зону индуктора для его нагрева.
6. Устройство по любому из предшествующих пунктов, отличающееся тем, что оно содержит распылительную головку, изготовленную из высокотемпературного керамического материала, предпочтительно нитрида бора, или смеси элементов нитрида бора и графитовых элементов, и/или контактные элементы для ленточного и/или проволочного материала представляют собой медные элементы с водяным охлаждением.
7. Устройство по любому из предшествующих пунктов, отличающееся тем, что в стенках камеры (4) выполнены каналы (6), через которые испаренный материал и материал, еще подлежащий испарению, может быть направлен к выходу из отверстия (5) по протяженному пути в течение длительного периода времени.
8. Устройство по любому из предшествующих пунктов, отличающееся тем, что два ленточных или проволочных материала (2.1, 2.2) выполнены из по меньшей мере двух различных материалов и/или из порошковой электродной проволоки.
9. Устройство по любому из предшествующих пунктов, отличающееся тем, что стенки камеры выполнены из графита или графита в сочетании с керамическим материалом, в частности с нитридом бора.
10. Устройство по любому из предшествующих пунктов, отличающееся тем, что в камере (4) выполнено множество отверстий (5).
11. Устройство по любому из предшествующих пунктов, отличающееся тем, что на распылительных головках в камере (4) формируется множество дуг (2), и/или множество камер (4) соединены друг с другом, в частности посредством продольной напорной камеры.
12. Устройство по любому из предшествующих пунктов, отличающееся тем, что изменение толщины и состава покрытия обеспечивается изменением количества подаваемого проволочного или ленточного материала (2.1, 2.2) путем включения и выключения одной или множества дуг (2) и/или воздействием на камеры.
13. Устройство по любому из предшествующих пунктов, отличающееся тем, что изменение количества подлежащего испарению материала по отношению к количеству расплавленного материала в процессе дуговой плавки обеспечивается изменением объемного расхода газовой струи.
14. Устройство по любому из предшествующих пунктов, отличающееся тем, что отверстие (отверстия) (5) камеры (4) и сопло распылительной головки содержат материал по меньшей мере с самой высокой температурой плавления.
15. Устройство по любому из предшествующих пунктов, отличающееся тем, что для изоляции камеры (4) при температурах >2000°С используется комбинация графитовой ваты для стенки камеры и медных проводников с водяным охлаждением, покрытых оксидом алюминия, для индукционного нагревательного элемента.
16. Устройство по любому из предшествующих пунктов, отличающееся тем, что отверстие (5) выполнено в форме конусообразно сужающегося или расширяющегося сопла.
17. Устройство по любому из предшествующих пунктов, отличающееся тем, что оно выполнено с возможностью регулировки расстояния между поверхностью подлежащего покрытию ленточного материала (7) и поверхностью камеры (4) по меньшей мере в области отверстия (5) с помощью кинетической энергии истекающего потока пара-газа.
| US 2004065170 A1, 08.04.2004 | |||
| US 2012018407 A1, 26.01.2012 | |||
| US 6210755 B1, 03.04.2001 | |||
| US 2013217164 A1, 22.08.2013 | |||
| US 2003113481 A1, 19.06.2003 | |||
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
| Электродуговой испаритель для нанесения многослойных и смешанных покрытий | 1990 |
|
SU1836488A3 |

