Настоящее изобретение касается способа нанесения на подложку материала, выполняющего функцию теплового барьера, причем этот материал до нанесения находился в виде порошка.
Подложка - это, например, суперсплав, в частности суперсплав, предназначенный для изготовления деталей турбин.
Обе технологии, промышленно используемые для нанесения на подложку, как правило, керамического материала, выполняющего функцию теплового барьера, - это плазменное распыление, и осаждение из паровой фазы.
Плазменное распыление заключается в введении распыляемого материала в порошкообразной форме в струю плазменной горелки. Струя плазмы генерируется благодаря образованию между анодом и катодом плазменной горелки электрической дуги, которая ионизирует газовую смесь, продуваемую в плазменной горелке через эту дугу. Размер частиц порошка, вносимых в струю, изменяется обычно в пределах от 1 мкм до 50 мкм. Струя плазмы, которая достигает температуры 20 000 K и скорости порядка 400-1000 м/с, увлекает с собой и заставляет плавиться частицы порошка. Последние ударяются о подложку в форме капель, которые при ударе затвердевают в расплющенном виде.
При осаждении из паровой фазы для испарения осаждаемого материала используют главным образом электронный луч. Наиболее часто используемая техника - это EBPVD (от английского "Electron Beam Physical Vapor Deposition "). Испаренный электронным лучом материал конденсируется на подложке. Из-за того, что используется электронный луч, в камере, где находятся электронный луч, осаждаемый материал и подложка, должно поддерживаться разрежение.
Существуют и другие технологии, но они еще не находятся в стадии промышленного использования. Метод EBDVD (от английского "Electron Beam Directed Vapor Deposition ") основан на принципе EBPVD. Метод TPPVD (от английского "Thermal Plasma Physical Vapor Deposition") использует плазменную горелку в качестве источника тепла для испарения осаждаемого материала. Для увеличения эффективности горелка соединена с источником радиочастотного излучения. Техническое препятствие, существующее для этого метода, состоит в необходимости достаточно долго удерживать в плазме порошок осаждаемого материала, чтобы он успел испариться.
Каждая из двух технологий, промышленно используемых для нанесения на подложку материала, выполняющего функцию теплового барьера, обладает своими преимуществами и недостатками.
Покрытие, полученное путем плазменного распыления, имеет пластинчатое строение, в котором наложенные друг на друга чешуйки параллельны поверхности подложки. Покрытие обладает микротрещинами, которые вызваны закалкой, которой капельки подвергаются при ударе о подложку, и пористостью. Таким образом, покрытие имеет то преимущество, что по своей структуре и со своей пористостью обладает низкой теплопроводностью. Следовательно, подложка лучше защищена термически. Зато этот вид покрытия имеет ограниченный срок службы, так как термическое расширение подложки ведет к ломке и расслаиванию покрытия. Кроме того, этим способом трудно получить покрытие равной толщины на деталях сложной формы, так как он имеет очень высокую направленность.
Покрытие, полученное методами электронно-лучевого осаждения из паровой фазы, имеет столбчатую морфологию, когда столбцы расположены одни рядом с другими и перпендикулярно поверхности подложки. Это покрытие обладает хорошей долговечностью, с одной стороны, за счет того, что его структура хорошо приспособлена к термическому расширению подложки, и с другой стороны, потому что его стойкость против эрозии более высокая, чем у плазменного покрытия. Напротив, это покрытие обладает более высокой теплопроводностью, чем теплопроводность покрытия, полученного путем плазменного распыления, что является нежелательным, так как покрытие представляет тогда менее эффективный тепловой барьер. Кроме того, скорость осаждения и коэффициент полезного действия невелики. Малая величина кпд обусловлена тем фактом, что при этом способе создается "облако" пара, которое конденсируется затем неизбирательным образом, в том числе и на стенках. Кроме всего прочего электронно-лучевое осаждение - дорогостоящая и сложная технология, так как она требует высокого электрического напряжения для питания электронных пушек и обеспечения разрежения, поддерживаемого в камерах большого объема.
Настоящее изобретение имеет целью устранить эти неудобства или, по крайней мере, их уменьшить.
Изобретение имеет целью предложить способ, позволяющий с одной стороны получать покрытие, объединяющее технические преимущества пластинчатого покрытия и столбчатого покрытия, а именно низкую теплопроводность, хорошую долговечность, высокую стойкость против эрозии, повышенные скорость нанесения и кпд, и с другой стороны обладающего меньшей стоимостью осуществления, чем способ осаждения из паровой фазы.
Эта цель достигается благодаря тому, что порошок вводится в струю плазмы первой плазменной горелки и в струю плазмы, по крайней мере, второй плазменной горелки, причем первая плазменная горелка и, по крайней мере, вторая плазменная горелка расположены в камере и ориентированы так, чтобы их струи плазмы перекрещиваются так, чтобы создавать одну результирующую струю плазмы, в которой порошок испаряется, а подложка помещается при этом в направлении результирующей струи плазмы.
Благодаря использованию двух плазменных горелок получаемое частицами порошка количество энергии увеличивается, что способствует испарению этих частиц. К тому же, когда плазменные струи встречаются, наиболее крупные частицы порошка, которые не испарились, продолжают движение по траектории в направлении соответствующих струй, в то время как испарившийся порошок увлекается потоком газа в струю плазмы, образовавшуюся в результате соединения струй плазмы каждой из горелок. Таким образом, происходит разделение не испарившихся частиц порошка и паром материала. Итак, когда подложка помещена в направлении результирующей струи плазмы, она бомбардируется материалом в паровой фазе, что благоприятствует осаждению материала на подложке в виде столбчатого слоя.
Также благодаря тому факту, что результирующая струя имеет направленность, скорость осаждения и кпд в этом случае будут выше, чем при использовании технологии электронно-лучевого осаждения из паровой фазы.
Кроме того, нет необходимости поддерживать вакуум в камере, где находятся горелки и подложка, а потребляемая мощность плазменных горелок ниже, чем электронного луча.
Следовательно, стоимость использования предлагаемого способа ниже, чем стоимость использования применяемых в настоящее время способов осаждения из паровой фазы.
Кроме того, изменяя параметры плазменных горелок, можно сократить долю испаренных частиц порошка и, таким образом, благоприятствовать осаждению на подложке покрытия в виде пластинчатого слоя. По большому счету можно таким образом получить настоящим способом покрытие гибридной структуры, объединяющей одновременно покрытия столбчатого и пластинчатого видов.
Это гибридное покрытие обладает небольшой теплопроводностью, хорошей долговечностью, высокой стойкостью против эрозии, объединяя таким образом преимущества столбчатой и пластинчатой структур.
В примере используются только две плазменных горелки.
Предпочтительно создание в камере разрежения.
Благодаря созданию в камере незначительного разрежения (начального вакуума) плазма имеет меньшую плотность, что позволяет мелким частицам порошка материала легче проникать в струю плазмы и, таким образом, быть лучше нагретыми. Понижение давления позволяет также уменьшить давление насыщенного пара материала и, таким образом, благоприятствовать его испарению.
Предпочтительно, если оси горелок являются образующими конуса центральной оси z, ось каждой из горелок составляет с центральной осью z конуса угол α, имеющий величину между 20° и 60°, причем центральная ось z конуса направлена к поверхности подложки, на которую наносится материал покрытия.
Благодаря такому расположению все струи плазмы перекрещиваются в одной и той же точке, и ориентация горелок по отношению друг к другу оптимизирована для получения струи плазмы, в которой частицы порошка испарены. Действительно, если углы между осями горелок и центральной осью z конуса слишком малы, наиболее крупные не испарившиеся частицы уносятся струей. Если углы между осями горелок и центральной осью z конуса слишком велики, то генерируемая результирующая струя плазмы недостаточно эффективна.
Благоприятное расстояние D между каждой из горелок и подложкой составляет от 50 мм до 500 мм.
Благодаря такому расположению осаждение испаренного порошка на подложку оптимизировано.
Предпочтительно, если осаждаемый материал - это керамика.
Например, керамика, выбираемая из группы, включающей диоксид циркония, легированный иттрием, диоксид циркония, который может быть стабилизирован, по крайней мере, одним из оксидов, выбранных из следующего списка: CaO; MgO, CeO2, и оксидами редкоземельных элементов.
Предпочтительно, если подложка может иметь на поверхности связующий подслой, на который наносится выполняющий функцию теплового барьера материал, по способу согласно изобретению.
Благодаря присутствию этого подслоя имеется лучшее сцепление между подложкой и наносимым материалом. Подслой может также претендовать на то, чтобы играть роль теплового барьера совместно с наносимым материалом.
Благоприятным образом вводимый в виде порошка в каждую из горелок материал различается от одной горелки к другой.
Изобретение касается также установки, предназначенной для нанесения выполняющего функцию теплового барьера материала на подложку, причем до своего нанесения этот материал находился в виде порошка.
Согласно изобретению установка включает камеру, в которую помещается подложка, а первая плазменная горелка и, по крайней мере, вторая плазменная горелка располагаются в вышеупомянутой камере так, чтобы при введении порошка в струю плазмы первой плазменной горелки и в струю плазмы второй плазменной горелки струя плазмы упомянутой первой плазменной горелки и струя плазмы второй плазменной горелки перекрещиваются, создавая результирующую струю плазмы, в которой порошок находится в испаренном виде, причем подложка помещается на оси результирующей струи плазмы.
Кроме того, установка включает держатель, пригодный для размещения подложки, и держатели для размещения каждой из плазменных горелок, регулируемые таким образом, чтобы обеспечивать ориентацию горелок.
Благоприятным образом внутренний диаметр каждой из горелок превышает 6 мм.
Благодаря такому расположению плотность плазмы на выходе из сопел более низкая, и, следовательно, время пребывания частиц внутри плазмы более продолжительное. Частицы порошка, таким образом, лучше испаряются.
Изобретение касается также термомеханической детали, полученной путем нанесения на подложку материала, выполняющего функцию теплового барьера, следуя представленному ранее способу согласно изобретению.
Изобретение будет хорошо понятным, и его преимущества проявятся лучше при чтении следующего подробного описания варианта его осуществления, представленного в качестве не ограничительного примера. В описании даются ссылки на приложенные чертежи, на которых:
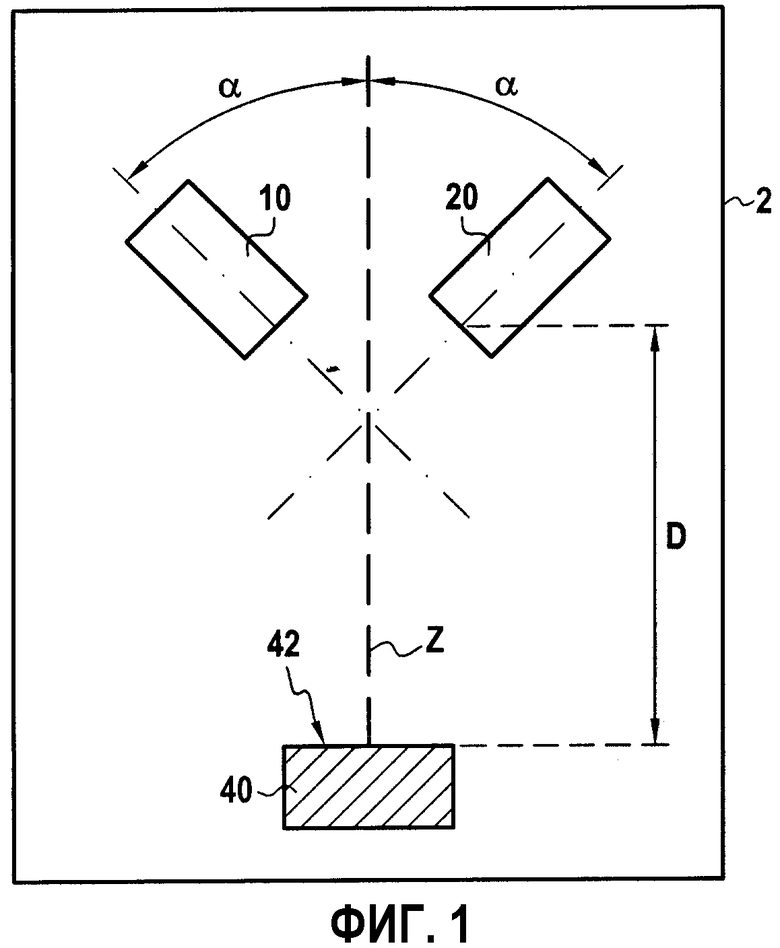
- фиг.1 представляет общий вид установки, позволяющей осуществлять способ согласно изобретению,
- фиг.2 - вид, показывающий перекрещивание струй плазмы, и результирующую струю плазмы.
Как представлено на фиг.1, камера 2 содержит первую плазменную горелку 10, вторую плазменную горелку 20 и подложку 40. Первая плазменная горелка и вторая плазменная горелка образовывают каждая угол α с осью z, направленной к поверхности подложки, предназначенной для нанесения покрытия (на иллюстрируемом примере, ось z - это перпендикуляр к поверхности подложки 40). Из соображений симметрии угол α идентичен для первой и второй плазменных горелок 10, 20. Однако этот угол мог бы быть различным для каждой горелки. В идеале, угол α имеет величину между 20° и 60°. Конец каждой горелки, откуда выходит струя плазмы, расположен на расстоянии D от поверхности 42 подложки 40, предназначенной для нанесения покрытия, причем расстояние D измерено параллельно оси z. Из соображений симметрии расстояние D идентично для первой и второй плазменных горелок 10, 20. Однако это расстояние могло бы быть различным для каждой горелки. В идеале, расстояние D между каждой из горелок 10, 20 и подложкой 40 составляет от 50 мм до 500 мм.
Фиг.2 иллюстрирует более подробно способ нанесения покрытия согласно изобретению. Первая плазменная горелка 10 и вторая плазменная горелка 20 действуют обычным образом, без индукции. Таким образом, это действие не будет описано в деталях, ниже будут напомнены только главные принципы.
Газовая смесь выталкивается из каждой плазменной горелки 10, 20 через электрическую дугу между анодом и катодом каждой плазменной горелки. Таким образом, эта газовая смесь ионизируется и выбрасывается с большой скоростью (обычно находящейся в пределах между 500 и 2000 м/с) и с высокой температурой (обычно выше 10 000 K), и образовывает струю плазмы 12, 22.
Материал, предназначенный для нанесения на подложку, вводится в каждую из струй плазмы в виде порошка на уровне конца плазменной горелки, из которой выбрасывается струя плазмы. Размер составляющих порошок частиц изменяется обычно между 1 и 100 мкм.
Частицы порошка, введенные в струю плазмы 12 первой плазменной горелки 10, и частицы, введенные в струю плазмы 22 второй плазменной горелки 20, нагреваются каждой из этих струй с момента их введения в струи. Они уносятся до зоны 32 перекрещивания, где первая струя плазмы 12 и вторая струя плазмы 22 перекрещиваются. На уровне этой зоны 32 перекрещивания полученное частицами порошка количество энергии увеличено, что благоприятствует испарению этих частиц. Наиболее крупные частицы порошка 15 первой струи плазмы и наиболее крупные частицы порошка 25 второй струи плазмы, которые не испарились, продолжают свою траекторию по направлению соответствующих струй (осей горелок), в то время как испаренный порошок увлекается потоком газов результирующей струи плазмы 30, образованной комбинацией первой струи плазмы 12 и второй струи плазмы 22. Таким образом, происходит разделение не испаренных частиц порошка и пара материала. Осаждаясь на подложке 40, транспортируемые результирующей струей плазмы 30 пары материала образовывают покрытие 50, главным образом, со столбчатой морфологией.
Так как плазменная горелка обычно работает при давлении окружающей среды, нет необходимости устанавливать вакуум в камере 2, содержащей плазменные горелки 10, 20 и подложку 40. Стоимость осуществления настоящего способа, который позволяет производить осаждение материала из паровой фазы на подложку, таким образом, ниже, чем стоимость существующих в настоящее время технологий осаждения из паровой фазы. Для того чтобы улучшить покрытие, возможно создание начального вакуума в камере 2. Но в отличие от современных технологий осаждения из паровой фазы, нет необходимости устанавливать в камере глубокий вакуум, и стоимость осуществления настоящего способа, таким образом, менее значительна.
Обычно диаметр плазменной горелки составляет 6 мм. Чтобы улучшить процесс испарения, возможно использование больших диаметров горелок.
Осаждаемый на подложку 40 материал - это обычно керамика, так как тепловые барьеры, обладающие наилучшими свойствами, получены с использованием керамических материалов. Обычно используемыми керамическими материалами являются легированные иттрием диоксиды циркония, в частности диоксид циркония, имеющий массовое содержание оксида иттрия между 4% и 20%. Могут быть использованы и другие керамические материалы, например, такие как диоксид циркония, стабилизированный, по крайней мере, одним из оксидов, выбранных из следующего списка: CaO, MgO, СеО2, и оксидов редкоземельных элементов, а именно: оксидов скандия, лантана, церия, празеодима, неодима, прометия, самария, европия, гадолиния, тербия, диспрозия, гольмия, эрбия, тулия, иттербия, лютеция.
Подложка 40 может иметь на поверхности связующий подслой, на который наносится материал, выполняющий функцию теплового барьера, чтобы образовывать покрытие 50. Этот подслой позволяет обеспечить лучшее сцепление между подложкой 40 и наносимым материалом, образовывающим покрытие 50, и также является дополнительным тепловым барьером. Например, подслой может быть сплавом, стойким против окислительной коррозии и образовывающим пленку оксида алюминия, таким как сплав, способный образовывать защитный слой наподобие оксида алюминия при окислении, типа сплава MCrAIY, где M - это метал, выбираемый среди никеля, хрома, железа или кобальта.
Возможно также вводить в каждую из плазменных горелок 10, 20 различный материал таким образом, чтобы получать на подложке 40 покрытие 50, состав которого отличается от состава каждого из материалов, введенных в плазменные горелки 10, 20. Расход порошка, вводимого в каждую горелку 10, 20, может быть одинаковым или различным у разных горелок. К тому же, расход порошка, вводимого в каждую горелку 10, 20, может быть постоянным во времени или переменной величиной во времени.
Способ осаждения на подложку материала, выполняющего функцию теплового барьера, был описан для случая, когда используются две плазменных горелки. Однако для такого осаждения могло бы быть использовано и большее число горелок.
Изобретение относится области способов нанесения материала на подложку для получения на ней теплобарьерного покрытия. Порошок вводится в струю плазмы (12) первой плазменной горелки (10) и в струю плазмы (22), по крайней мере, второй плазменной горелки (20). Первая плазменная горелка (10) и, по крайней мере, вторая плазменная горелка (20) расположены в камере (2) и ориентированы так, чтобы их струи плазмы (12, 22) перекрещивались для создания результирующей струи плазмы (30), в которой порошок испаряется. Подложка (40) помещается на оси результирующей струи плазмы (30). В результате получают покрытие высокой стойкости против эрозии, достигается высокая скорость нанесения покрытия при минимальных затратах. 3 н. и 9 з.п. ф-лы, 2 ил.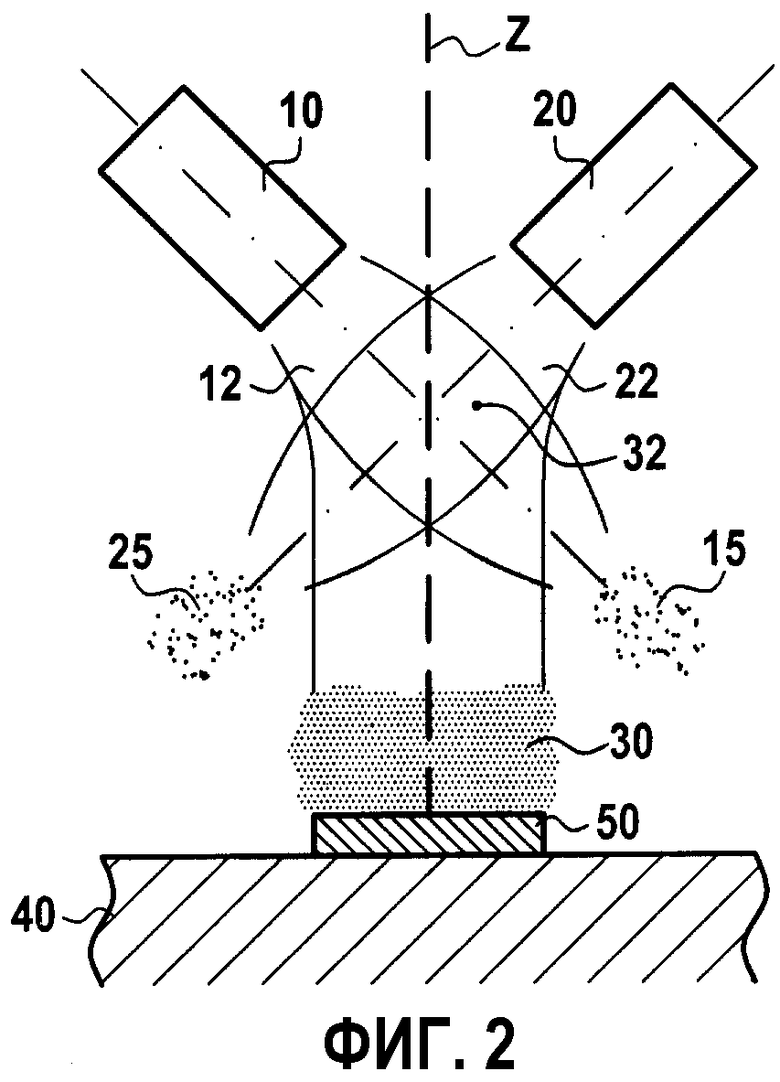
1. Способ осаждения на подложку (40) теплобарьерного материала, причем упомянутый материал находится до осаждения в виде порошка, отличающийся тем, что упомянутый порошок вводится в струю плазмы (12) первой плазменной горелки (10) и в струю плазмы (22), по меньшей мере, второй плазменной горелки (20), при этом первая плазменная горелка (10) и, по меньшей мере, вторая плазменная горелка (20) расположены в камере (2) и ориентированы так, чтобы их струи плазмы (12, 22) перекрещивались для создания результирующей струи плазмы (30), в которой упомянутый порошок испаряется, причем вышеназванная подложка (40) помещается на оси упомянутой результирующей струи плазмы (30).
2. Способ по п.1, отличающийся тем, что используются только две из упомянутых плазменных горелки (10, 20).
3. Способ по п.1 или 2, отличающийся тем, что в упомянутой камере (2) существует разрежение.
4. Способ по п.1 или 2, отличающийся тем, что оси горелок (10, 20) являются образующими конуса с центральной осью (z), при этом оси каждой из указанных горелок (10, 20) образуют с центральной осью (z) конуса угол (α), заключенный между 20° и 60°, а центральная ось (z) конуса направлена к поверхности (42) подложки (40), предназначенной для приема осаждаемого материала.
5. Способ по п.1, отличающийся тем, что расстояние D между каждой из указанных горелок (10, 20) и упомянутой подложкой (40) составляет от 50 мм до 500 мм.
6. Способ по п.1, отличающийся тем, что упомянутый материал - это керамика.
7. Способ по п.6, отличающийся тем, что упомянутая керамика выбирается из группы, включающей легированный иттрием диоксид циркония, диоксид циркония, стабилизированный, по крайней мере, одним из оксидов, выбранных из следующего списка: CaO, MgO, СеO2, и оксидов редкоземельных элементов.
8. Способ по п.1, отличающийся тем, что упомянутая подложка (40) содержит на поверхности (42) связующий подслой, на который осаждается упомянутый теплобарьерный материал.
9. Способ по п.1, отличающийся тем, что упомянутый материал, вводимый в виде порошка в каждую из указанных горелок (10, 20), отличается от одной горелки к другой.
10. Установка для осаждения на подложку (40) теплобарьерного материала, причем упомянутый материал находится до осаждения в виде порошка, отличающаяся тем, что она содержит камеру (2), в которой помещаются упомянутая подложка, первую плазменную горелку (10) и, по меньшей мере, вторую плазменную горелку (20), расположенные в упомянутой камере (2) так, чтобы, когда упомянутый порошок вводится в струю плазмы (12) упомянутой первой плазменной горелки (10) и в струю плазмы (22), по меньшей мере, упомянутой второй плазменной горелки (20), струя плазмы (12) упомянутой первой плазменной горелки (10) и струя плазмы (22) упомянутой второй плазменной горелки (20) перекрещиваются, создавая результирующую струю плазмы (30), в которой упомянутый порошок испаряется, при этом упомянутая подложка (40) помещается на оси упомянутой результирующей струи плазмы (30).
11. Установка по п.10, отличающаяся тем, что внутренний диаметр каждой из указанных горелок (10, 20) превышает 6 мм.
12. Деталь, подвергаемая термомеханическому воздействию, состоящая из подложки и нанесенного на нее теплобарьерного слоя, полученного способом по любому из пп.1-9.
| СПОСОБ НАПЫЛЕНИЯ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ | 2003 |
|
RU2247792C2 |
| US 3997468 A, 14.12.1976 | |||
| СПОСОБ НАНЕСЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ | 2001 |
|
RU2200208C2 |
| ИЗДЕЛИЕ, ПОДВЕРГАЕМОЕ ВОЗДЕЙСТВИЮ ГОРЯЧЕГО АГРЕССИВНОГО ГАЗА, В ЧАСТНОСТИ, ДЕТАЛЬ ГАЗОВОЙ ТУРБИНЫ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО СЛОЯ ДЛЯ ИЗДЕЛИЯ | 1998 |
|
RU2218447C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US 3714390 A, 29.12.1969 | |||
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ | 2004 |
|
RU2260071C1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

