ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к устройству электроосаждения, а более конкретно к устройству электроосаждения для стальной трубы с резьбой на внутренней или внешней периферии ее конца.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В нефтяных скважинах и газовых скважинах применяют бурильные трубы для добычи полезных ископаемых. Бурильная труба состоит из серии стальных труб, соединенных одна с другой. Для сращивания этих труб применяют резьбовое соединение. Резьбовые соединения в целом подразделяют на соединения муфтового типа и соединения интегрального типа.
[0003] В соединениях муфтового типа применяют трубчатую муфту для соединения стальных труб. На внутренней периферии каждого конца этой муфты выполнена внутренняя резьба. На внешней периферии каждого конца стальной трубы выполнена наружная резьба. На наружную резьбу стальной трубы навинчивают внутреннюю резьбу муфты, соединяя стальные трубы.
[0004] В соединениях интегрального типа наружную резьбу выполняют на внешней периферии одного конца стальной трубы, а на внутренней периферии другого конца этой трубы выполняют внутреннюю резьбу. На наружную резьбу одной стальной трубы навинчивают внутреннюю резьбу другой стальной трубы, соединяя стальные трубы.
[0005] Обычно при соединении стальных труб применяют смазочный материал. Смазочный материал наносят на по меньшей мере одну из внутренней и наружной резьбы с целью предотвращения задира в этом соединении. Смазочные материалы, регламентированные стандартами API - Американского института нефти (далее называются API-смазками), содержат тяжелые металлы, такие как свинец (Pb).
[0006] Применение API-смазок ограничено в зонах с жесткими экологическими нормами. В таких зонах применяют смазки, не содержащие тяжелых металлов (далее называемые экологичными смазками). Экологичные смазки имеют пониженную смазывающую способность по сравнению с API-смазками. Следовательно, при использовании экологичной смазки желательно создать слой гальванического покрытия на наружной резьбе и/или на внутренней резьбе с целью компенсации недостаточной смазывающей способности. В заявке Японии JP 60-9893 (1985 г.) описано автоматическое устройство локального нанесения для осаждения слоя гальванического покрытия на наружной резьбе.
[0007] В процессе электроосаждения одновременно с осаждением слоя гальванического покрытия образуются газовые пузырьки из водорода и/или кислорода. Если такие пузырьки остаются на поверхности резьбы, то эта поверхность будет иметь участки без гальванического покрытия (далее называются «непокрытыми участками»), снижающие сопротивление соединения задиру.
[0008] Для решения этой проблемы в японском патенте № 5699253 предложено устройство электроосаждения для осаждения равномерного слоя гальванического покрытия, не имеющего непокрытых участков. Это устройство электроосаждения содержит множество сопел, которые инжектируют электролит для меднения. Сопла простираются в радиальном направлении с центром на оси стальной трубы, причем наконечники сопел расположены между внутренней резьбой и нерастворимым электродом. Направление инжекции электролита каждым соплом пересекает направление протяженности сопла и по окружности соответствует направлениям инжекции других сопел. Это создает спиральное струйное течение электролита между внутренней резьбой и нерастворимым электродом, которое вынуждает небольшие пузырьки воздуха, образовавшиеся в процессе электроосаждения, покидать впадины резьбы. Это минимизирует непокрытые участки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] Устройство электроосаждения по патенту № 5699253 позволяет наносить слой медного гальванопокрытия, то есть монометаллический слой покрытия, на поверхность резьбы без образования непокрытых участков. Однако, при необходимости осаждения слоя гальванопокрытия из сплава (например, слоя покрытия из сплава цинк-никель) на поверхность резьбы с помощью этого устройства электроосаждения могут возникнуть дефекты покрытия, например, неоднородности внешнего вида или небольшие отслаивания покрытия, которые отсутствуют при нанесении слоя медного гальванопокрытия.
[0010] Задачей настоящего изобретения является предоставление устройства электроосаждения, которое минимизирует такие дефекты покрытия при нанесении слоя гальванопокрытия из сплава на поверхность резьбы на стальной трубе.
[0011] Устройство электроосаждения в соответствии с настоящим изобретением применяется для стальной трубы с резьбой на внутренней или внешней периферии концевой части стальной трубы. Это устройство электроосаждения содержит первый уплотнительный элемент, второй уплотнительный элемент, электрод и множество сопел. Первый уплотнительный элемент расположен внутри стальной трубы. Второй уплотнительный элемент прикреплен к концевой части стальной трубы и вместе со стальной трубой и первым уплотнительным элементом образует приемную полость для приема электролита. Электрод находится в приемной полости и обращен к резьбе. Множественные сопла размещены внутри приемной полости и расположены вокруг оси стальной трубы для инжекции электролита между резьбой и электродом. Электролит инжектируется каждым из сопел в направлении, наклоненном под углом более 20 градусов и менее 90 градусов к резьбе относительно плоскости, перпендикулярной оси трубы.
[0012] Настоящее изобретение минимизирует дефекты покрытия, такие как неоднородности внешнего вида и небольшие отслоения покрытия при нанесении слоя покрытия из сплава, такого как, например, слой покрытия из сплава цинк-никель, на поверхность резьбы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] Фиг.1 - это схематическое изображение состояния в ходе электроосаждения.
Фиг.2 - схематический вид в вертикальном разрезе устройства электроосаждения в соответствии с первым вариантом осуществления.
Фиг.3 - схематический вид спереди блока подачи электролита устройства электроосаждения, показанного на фиг.1.
Фиг.4 - схематический вид сопла блока подачи электролита, показанного на фиг.3, если смотреть в направлении, в котором проходит корпус.
Фиг.5 - схематический вид в вертикальном разрезе устройства электроосаждения в соответствии со вторым вариантом осуществления.
Фиг.6 - схематический вид спереди блока подачи электролита устройства электроосаждения, показанного на фиг.5.
Фиг.7 - схематический вид сопла блока подачи электролита, показанного на фиг.6, если смотреть в направлении, в котором проходит корпус.
Фиг.8 - график, показывающий зависимость между составом (содержанием никеля) и яркостью цвета (параметром L) слоя покрытия из сплава цинк-никель.
Фиг.9 показывает изображения для сравнения между стальной трубой по примеру изобретения и стальной трубой по сравнительному примеру.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0014] Обычно, если гальванопокрытие наносится на поверхность резьбы на стальной трубе, то считают предпочтительным не давать электролиту сталкиваться непосредственно с поверхностью резьбы для минимизации турбулентности потока жидкости. Например, устройство электроосаждения по патенту № 5699253 сконструировано так, чтобы уменьшить наклон направления инжекции электролита относительно резьбы с целью предотвращения сталкивания инжектируемого из сопел электролита с резьбой.
[0015] Однако, если на поверхности резьбы необходимо обеспечить слой покрытия из сплава (например, слой покрытия из сплава цинк-никель), то чрезмерно малый наклон направления инжекции электролита может легко привести к дефектам покрытия, таким как неоднородности внешнего вида или небольшие отслоения покрытия. Авторы настоящего изобретения предположили, что во время нанесения слоя покрытия из сплава такие дефекты покрытия возникают из-за следующих обстоятельств.
[0016] На фиг.1 схематически показано состояние в ходе электроосаждения. Как показано на фиг.1, в ходе электроосаждения в электролите L, примыкающему к материалу M, образуется диффузионный слой D. В диффузионном слое D из-за массопереноса вследствие диффузии возникает градиент концентрации относительно объема электролита. Скорость переноса веществ в диффузионном слое D не зависит от перемешивания электролита L. Перемешивание электролита L влияет на толщину диффузионного слоя D.
[0017] Толщина диффузионного слоя D уменьшается с повышением интенсивности перемешивания электролита L. При слабом перемешивании электролита L толщина диффузионного слоя D увеличивается, как обозначено знаком T1. При интенсивном перемешивании электролита L толщина диффузионного слоя D уменьшается, как обозначено знаком Т2.
[0018] Микроскопически толщина диффузионного слоя D в ходе нанесения покрытия не однородна, а имеет флуктуации в примерно 10% средней толщины, измеренной в состоянии покоя. То есть, чем больше толщина диффузионного слоя D, тем больше эти флуктуации. В примере, показанном на фиг. 1, флуктуации толщины диффузионного слоя D, возникающие тогда, когда слой имеет среднюю толщину в состоянии покоя T1, больше, чем возникающие тогда, когда слой имеет среднюю толщину в состоянии покоя T2.
[0019] Флуктуации толщины диффузионного слоя D влияют на скорость осаждения металла на поверхность материала M. А именно, на тех участках диффузионного слоя D, где расстояние между границей раздела с объемом электролита и поверхностью материала M относительно невелико, ионы металла I+ достигают поверхности материала M относительно рано, тогда как на тех участках диффузионного слоя, где расстояние между границей раздела с объемом электролита и поверхностью материала M относительно велико, ионы металла I+ достигают поверхности материала M относительно поздно. Это приводит к отклонениями в скорости осаждения металла.
[0020] Такие отклонения в скорости осаждения металла не являются особенно проблематичными, если осаждается слой покрытия из одного металла. Однако, если осаждается слой сплава, отклонения в скорости осаждения металлов могут, например, локально увеличивать количество отложения одного металла на поверхности материала М и, следовательно, приводить к неоднородности состава сплава слоя покрытия, нанесенного на поверхность материала М. Это может уменьшить адгезию слоя покрытия из сплава с поверхностью материала М, вызывая отслоение покрытия или неоднородности в оттенке цвета на внешний вид.
[0021] Для того, чтобы сделать состав слоя покрытия из сплава однородным, предпочтительно уменьшить флуктуации толщины диффузионного слоя D. Чтобы уменьшить флуктуации толщины диффузионного слоя D, необходимо уменьшить толщину самого диффузионного слоя D.
[0022] Основываясь на вышеприведенных выводах, авторы настоящего изобретения пришли к устройствам электроосаждения в соответствии с вариантами осуществления.
[0023] Устройство электроосаждения в соответствии с настоящим изобретением применяется для стальной трубы, имеющей резьбу на внутренней или внешней периферии концевой части этой стальной трубы. Такое устройство электроосаждения содержит первый уплотнительный элемент, второй уплотнительный элемент, электрод и множество сопел. Первый уплотнительный элемент расположен внутри стальной трубы. Второй уплотнительный элемент прикреплен к концевой части стальной трубы и вместе с первым уплотнительным элементом образует приемную полость для приема электролита. Электрод находится в этой приемной полости и обращен к резьбе. Множественные сопла размещены внутри приемной полости и расположены вокруг оси стальной трубы для инжекции электролита между резьбой и электродом. Электролит инжектируется каждым из сопел в направлении, наклоненном под углом более 20 градусов и менее 90 градусов к резьбе относительно плоскости, перпендикулярной оси трубы.
[0024] Устройство электроосаждения в соответствии с одним вариантом осуществления применяется для стальной трубы с резьбой на внутренней периферии или внешней периферии концевой части. Это устройство электроосаждения содержит первый уплотнительный элемент, второй уплотнительный элемент, электрод и множество сопел. Первый уплотнительный элемент расположен внутри стальной трубы. Второй уплотнительный элемент прикреплен к концевой части стальной трубы и вместе со стальной трубой и первым уплотнительным элементом образует приемную полость для приема электролита. Электрод установлен в приемной полости и обращен к резьбе. Множество сопел размещены внутри приемной полости и расположены вокруг оси стальной трубы для инжекции электролита между резьбой и электродом. Электролит инжектируется каждым из сопел в направлении, наклоненном под углом более 20 градусов и менее 90 градусов к резьбе относительно плоскости, перпендикулярной оси трубы.
[0025] В вышеописанном устройстве электроосаждения направление инжекции соплами наклонено к резьбе под углом более 20 градусов и менее 90 градусов. Таким образом, в процессе электроосаждения электролит инжектируют к резьбе так, что электролит интенсивно перемешивается вблизи резьбы. Это уменьшит толщину самого диффузионного слоя, что также снизит флуктуации в нем. Благодаря этому предотвращаются отклонения в скорости осаждения металлов, что приводит к однородному составу слоя сплава, осажденного на поверхности резьбы. В результате минимизируются дефекты покрытия, такие как неоднородности внесшего вида и небольшие отслоения покрытия.
[0026] В вышеописанном устройстве электроосаждения множество сопел может состоять из шести или более сопел.
[0027] Ниже более подробно со ссылкой на чертежи будут описаны варианты осуществления изобретения. Одинаковые и соответствующие элементы на этих чертежах обозначены одинаковыми условными обозначениями, и их описание не повторяется. С целью облегчения объяснения некоторые элементы на чертежах могут быть упрощены или показаны схематически, или некоторые элементы могут быть не показаны.
<Первый вариант осуществления>
[Конструкция устройства электроосаждения]
[0028] На фиг.2 показан схематический вид в вертикальном разрезе устройства 10 электроосаждения в соответствии с первым вариантом осуществления. Устройство 10 электроосаждения применяется для нанесения гальванопокрытия на стальную трубу P1. Конкретнее, устройство 10 электроосаждения наносит слой покрытия из сплава на поверхность наружной резьбы Tm, выполненной на внешней периферии концевой части стальной трубы P1. Обычно такую концевую часть стальной трубы P1 называют «ниппелем».
[0029] Как показано на фиг.2, устройство 10 электроосаждения содержит электрод 1, уплотнительный элемент 2, емкость 3 и блок 4 подачи электролита.
[0030] Электрод 1 представляет собой известный нерастворимый анод, который можно использовать для электроосаждения. Электрод 1 может быть выполнен из титанового листа, покрытого оксидом иридия, или из листа нержавеющей стали, деформированного для придания требуемой формы. Электрод 1 не ограничен конкретной формой, но предпочтительно выполнен в форме цилиндра.
[0031] С электродом 1 соединен электропроводящий стержень 9. Этот электропроводящий стержень может быть, например, титановым стержнем или стержнем из нержавеющей стали. Можно использовать любое число электропроводящих стержней 9; например, можно использовать три электропроводящих стержня.
[0032] Электрод 1 расположен в контейнере 3 вблизи внешней периферии стальной трубы P1. В тех вариантах реализации, где применяется электрод 1 цилиндрической формы, электрод 1 расположен концентричным со стальной трубой P1. Электрод 1 обращен к наружной резьбе Tm на стальной трубе P1. Электролит подается между электродом 1 и наружной резьбой Tm, а между электродом 1 и стальной трубой P1 прикладывается такая разность потенциалов, что на поверхности наружной резьбы Tm осаждается слой покрытия.
[0033] Уплотнительный элемент 2 расположен на конце стальной трубы P1 для герметизации стальной трубы P1. В соответствии с данным вариантом осуществления уплотнительный элемент 2 прикреплен к концевой части внутри стальной трубы P1. Этот уплотнительный элемент 2 плотно прилегает ко всей внутренней периферии стальной трубы P1, закрывая внутреннее пространство стальной трубы P1. Хотя и без ограничений, уплотнительным элементом 2 может быть, например, заглушка «hexaplug», применяемая в трубопроводах и канализации.
[0034] Контейнер 3 имеет проем 33 для вставки концевой части стальной трубы P1 и используется для содержания электролита, функционируя в качестве уплотнительного элемента. Конкретнее, контейнер 3 прикрепляется к концевой части стальной трубы P1. Этот контейнер 3 устанавливается на концевой части стальной трубы P1 так, что охватывает внешнюю периферию концевой части стальной трубы P1.
[0035] Контейнер 3 обычно выполнен в форме цилиндра с одним закрытым концом (торцом), определяемым в осевом направлении. Торцевая сторона контейнера 3 несет электрод 1 посредством электропроводящего стержня 9. Электропроводящий стержень 9 закреплен на торцевой стороне контейнера 3. Таким образом, периферийная стенка контейнера 3 расположена рядом с внешней периферией электрода 1.
[0036] Другой конец контейнера 3, определяемый в осевом направлении, плотно прилегает к внешней периферийной поверхности стальной трубы Р1. Этот другой конец уплотнительного элемента 3, определяемый в осевом направлении, находится в контакте с участком внешней периферийной поверхности стальной трубы Р1, который ближе к середине трубы, чем наружная резьба Tm. Таким образом, контейнер 3 вместе со стальной трубой Р1 и уплотнительным элементом 2 образует приемную полость 8. Электрод 1 и наружная резьба Tm заключены в приемной полости 8. Приемная полость 8 заполнена электролитом в ходе электроосаждения.
[0037] Кроме того, контейнер 3 содержит отверстия 31 и 32. Отверстие 31 используется в основном для выпуска электролита во время и после электроосаждения. Это отверстие 31 предпочтительно расположено ниже стальной трубы P1, когда контейнер 3 прикреплен к стальной трубе P1.
[0038] Отверстие 32 используется для облегчения выпуска электролита после электроосаждения. Быстрый выпуск отработанного электролита из приемной полости 8 предотвращает коррозию слоя покрытия из сплава на наружной резьбе Tm, а значит, и обесцвечивание. Кроме того, отверстие 32 используется в качестве выхода для газа (т.е. воздуха), когда приемная полость 8 заполняется электролитом. Отверстие 32 предпочтительно расположено выше стальной трубы Р1, когда уплотнительный элемент 3 прикреплен к стальной трубе Р1.
[0039] Отверстие 32 может быть выполнено с возможностью открывания и закрывания, например, с помощью электромагнитного клапана. В таких вариантах реализации отверстие 32 может быть открыто при необходимости, чтобы облегчить выпуск электролита из приемной полости 8. В качестве альтернативы, сжатый воздух может подаваться в приемную полость 8 через отверстие 32, чтобы облегчить выпуск электролита.
[0040] В некоторых вариантах реализации отверстие 32 может иметь подсоединенный к нему шланг, проходящий вверх. В таких вариантах реализации давление и масса электролита, подаваемого в приемную полость 8, могут быть сбалансированы, чтобы предотвратить выдавливание электролита из контейнера 3.
[0041] Блок 4 подачи электролита подает электролит в приемную полость 8. Блок 4 подачи электролита содержит держатель 41 и множество сопел 42.
[0042] Держатель 41 расположен на той стороне контейнера 3, которая противоположна стороне с проемом 33, и предназначен для удерживания сопел 42. Держатель 41 проходит снаружи приемной полости 8 через торцевую сторону контейнера 3 в приемную полость 8. Держатель 41 соединен с уплотнительным элементом 2 посредством крепежных элементов. То есть, уплотнительный элемент 2 закреплен на держателе 41. Держатель 41 содержит канал 43, проходящий вдоль оси X1 трубы, и электролитный канал 44 для подачи электролита к соплам 42. Электролитный канал 44 также проходит вдоль оси X1 трубы и охватывает канал 43. Уплотнительный элемент 2 содержит диск 21 и прокладку 22. Диск 21 имеет канал 23, проходящий до его внешней периферии и сообщающийся с каналом 43. Прокладка 22 установлена по внешней периферии диска 21 и контактирует с внутренней периферией стальной трубы Р1. Когда воздух высокого давления подается в канал 23 через канал 43, прокладка 22 сильно прижимается к внутренней периферии стальной трубы Р1.
[0043] Держатель 41 содержит подводящее отверстие 41а. Подводящее отверстие 41a расположено вне приемной полости 8. Подводящее отверстие 41a посредством трубопровода (не показан) соединено с резервуаром (не показан), в котором храниться электролит. Подаваемый из резервуара электролит затекает в электролитный канал 44 в держателе 41 через подводящее отверстие 41а. Электролит подается к соплам 42 через электролитный канал 44.
[0044] Электролит, используемый для осаждения слоя гальванопокрытия из сплава, может быть, например, раствором для нанесения цинка-никеля (Zn-Ni), раствором для нанесения цинка-железа (Zn-Fe), раствором для нанесения цинка-кобальта (Zn-Co), раствором для нанесения никеля-вольфрама (Ni-W) или раствором для нанесения меди-олова (Cu-Sn). В качестве альтернативы, электролит может быть, например, раствором для нанесения меди-олова-цинка (Cu-Sn-Zn) или раствором для нанесения меди-олова-висмута (Cu-Sn-Bi).
[0045] Сопла 42 соединены с тем концом держателя 41, который расположен внутри приемной полости 8. Сопла 42, находясь в приемной полости 8, расположены вокруг оси Х1 стальной трубы Р1. Сопла 42 разнесены радиально и разделены равным расстоянием, если смотреть в направлении по оси трубы.
[0046] Сопла 42, находясь в приемной полости 8, расположены рядом с одним концом наружной резьбы Tm. В соответствии с данным вариантом осуществления сопла 42 расположены между концевой частью стальной трубы P1 и торцевой стороной уплотнительного элемента 3. Сопла 42 инжектируют электролит, поданный из держателя 41, между наружной резьбой Tm и электродом 1.
[0047] Фиг.3 - схематическое изображение блока 4 подачи электролита, если смотреть в осевом направлении держателя 41. Как показано на фиг. 3, в соответствии с данным вариантом осуществления блок 4 подачи электролита содержит восемь сопел 42. Число сопел 42 не ограничено восемью, но предпочтительно предусмотрены шесть или более сопел.
[0048] Каждое сопло 42 содержит корпус 42a и наконечник 42b. Корпус 42а проходит практически параллельно плоскости, которая перпендикулярна оси X1 стальной трубы Р1. Корпус 42а проходит радиально наружу от области возле оси X1 стальной трубы Р1.
[0049] Наконечник 42b является продолжением корпуса 42а. Электролит проходит через корпус 42а и инжектируется через вспрыскивающее отверстие на наконечнике 42b. Если смотреть на устройство 10 электроосаждения в осевом направлении стальной трубы Р1, то вспрыскивающее отверстие на наконечнике 42b расположено между электродом 1 и наружной резьбой Tm (фиг.2).
[0050] Сопла 42 инжектируют электролит через вспрыскивающие отверстия на наконечниках 42b в одном направлении по окружности вокруг оси X1 трубы. А именно, направление S1 инжекции соплами 42 идет по часовой стрелке или против часовой стрелки вокруг оси X1 трубы. Таким образом, инжектируемый из сопел 42 электролит образует спиральный поток с его центром на оси X1 трубы. Предпочтительно, направление образованного соплами 42 спирального потока совпадает с направлением витка наружной резьбы Tm (фиг.2).
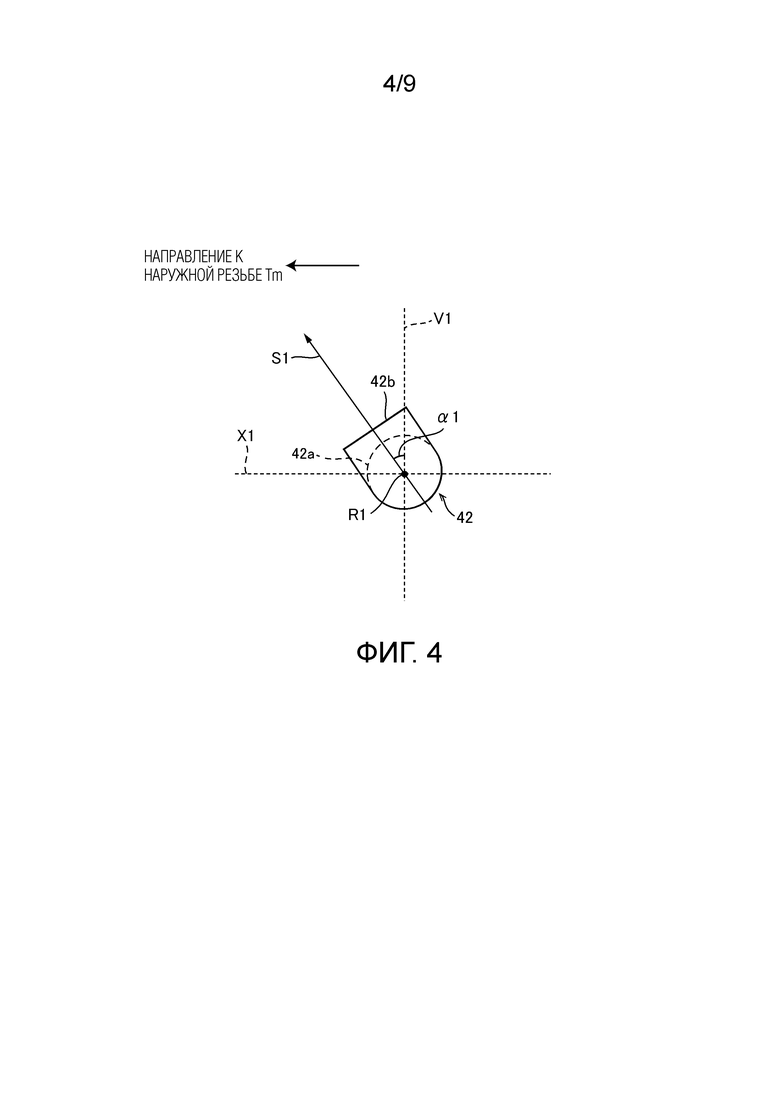
[0051] На фиг.4 показан схематический вид сопла 42, если смотреть в направлении R1, вдоль которого простирается корпус 42а. Наконечник 42b наклонен к наружной резьбе Tm относительно плоскости, которая перпендикулярна оси X1 стальной трубы P1. Направление вдоль плоскости, перпендикулярной оси X1 трубы, или, конкретнее, направление, которое перпендикулярно направлению протяженности R1 и оси X1 трубы, далее называется опорным направлением V1.
[0052] Как показано на фиг. 4, если смотреть на сопло 42 в направлении протяженности R1 его корпуса 42a, наконечник 42b наклонен под углом α1 к наружной резьбе Tm относительно опорного направления V1. То есть, направление S1, в котором сопло 42 инжектирует электролит, наклонено под углом α1 к наружной резьбе Tm относительно опорного направления V1.
[0053] Угол наклона α1 составляет более 20 градусов и менее 90 градусов. Более предпочтительно, этот угол наклона α1 составляет более 30 градусов и не более 60 градусов.
[Эффекты]
[0054] В устройстве 10 электроосаждения в соответствии с первым вариантом осуществления то направление S1, в котором каждое сопло 42 инжектирует электролит, наклонено под углом более 20 градусов и менее 90 градусов к наружной резьбе Tm относительно опорного направления V1. Таким образом, во время электроосаждения электролит инжектируется по направлению к наружной резьбе Tm, благодаря чему электролит сильно перемешивается вблизи наружной резьбы Tm. Это заставляет образующийся вблизи наружной резьбы Tm диффузионный слой становиться тоньше, тем самым уменьшая флуктуации толщины диффузионного слоя. Это снижает отклонения в скорости осаждения металла, предотвращая неоднородность состава слоя покрытия из сплава, нанесенного на поверхность наружной резьбы Tm. Это сводит к минимуму дефекты покрытия, такие как неоднородности внешнего вида и мелкие отслоения.
<Второй вариант осуществления>
[Конструкция устройства электроосаждения]
[0055] На фиг.5 показан схематический вид в вертикальном разрезе устройства 20 электроосаждения в соответствии со вторым вариантом осуществления. Устройство 20 электроосаждения наносит слой покрытия из сплава на поверхность внутренней резьбы Tf, выполненной на внутренней периферии конца стальной трубы Р2. Обычно такую концевую часть стальной трубы Р2 называют «раструбом».
[0056] Как показано на фиг. 5, аналогично устройству 10 электроосаждения по первому варианту осуществления (фиг.2), устройство 20 электроосаждения содержит электрод 1, уплотнительные элементы 2 и 3 и блок 4 подачи электролита. Однако устройство 20 электроосаждения отличается от устройства 10 электроосаждения по первому варианту осуществления расположением этих элементов.
[0057] Электрод 1 расположен рядом с внутренней периферией стальной трубы Р2. Электрод 1 обращен к внутренней резьбе Tf на стальной трубе Р2. Электролит подают между электродом 1 и внутренней резьбой Tf, а между электродом 1 и стальной трубой Р2 прикладывают такую разность потенциалов, что на поверхности внутренней резьбы Tf осаждается слой покрытия.
[0058] Уплотнительный элемент 2 расположен внутри стальной трубы Р2 и внутрь от ее концевой части, герметизируя стальную трубу Р2. Как и в первом варианте осуществления, уплотнительный элемент 2 плотно прилегает ко всей внутренней периферии стальной трубы Р2, закрывая внутреннее пространство стальной трубы P2. Уплотнительный элемент 2 по данному варианту осуществления, находясь в стальной трубе P2, расположен ближе к середине трубы, чем внутренняя резьба Tf.
[0059] Уплотнительный элемент 3, аналогично первому варианту осуществления, прикреплен к концевой части стальной трубы Р2. Однако, в соответствии с данным вариантом осуществления, то местоположение на внешней периферии стальной трубы Р2, с которым уплотнительный элемент 3 находится в контакте, не ограничивается конкретным местом, поскольку подлежащая электроосаждению внутренняя резьба Tf выполнена на внутренней периферии стальной трубы Р2. Уплотнительный элемент 3 может быть в контакте с тем местом на внешней периферии стальной трубы Р2, которое находится относительно близко к концу стальной трубы Р2. В этом варианте реализации уплотнительный элемент 3 расположен на конце стальной трубы Р2 и вместе со стальной трубой Р2 и уплотнительным элементом 2 образует приемную полость 8 для приема электролита. Электрод 1 расположен в приемной полости 8.
[0060] Блок 4 подачи электролита содержит множество сопел 42А. Сопла 42А расположены в приемной полости 8 рядом с одним концом внутренней резьбы Tf. Сопла 42А расположены между внутренней резьбой Tf и уплотнительным элементом 2. А именно, сопла 42A при нахождении в стальной трубе Р2 расположены ближе к середине трубы, чем внутренняя резьба Tf.
[0061] Фиг.6 - схематическое изображение блока 4 подачи электролита, если смотреть в осевом направлении держателя 41. Как показано на фиг. 6, в соответствии с данным вариантом осуществления, также восемь сопел 42А расположены радиально и разделены равным расстоянием. Каждое сопло 42А содержит корпус 42Аа и наконечник 42Ab.
[0062] Корпус 42Аа проходит практически параллельно плоскости, перпендикулярной оси Х2 стальной трубы Р2. Если смотреть на устройство 20 электроосаждения в осевом направлении стальной трубы Р2, то вспрыскивающее отверстие наконечника 42Ab расположено между электродом 1 и внутренней резьбой Tf (фиг.5).
[0063] Подобно соплам 42 в первом варианте осуществления, сопла 42А инжектируют электролит через вспрыскивающие отверстия на наконечниках 42Ab в одном направлении по окружности вокруг оси Х2 трубы. Инжектируемый соплами 42А электролит образует спиральный поток с его центром на оси X2 трубы. Предпочтительно, направление спирального потока совпадает с направлением витка внутренней резьбы Tf (фиг.5).
[0064] На фиг.7 представлен схематический вид сопла 42А, если смотреть в направлении R2, в котором простирается корпус 42Аа. Наконечник 42Ab наклонен к внутренней резьбе Tf относительно плоскости, перпендикулярной оси X2 стальной трубы P2. Направление вдоль плоскости, перпендикулярной оси X2 трубы, или, конкретнее, направление, которое перпендикулярно направлению протяженности R2 и оси X2 трубы, будет называться опорным направлением V2.
[0065] Как показано на фиг. 7, если смотреть на сопло 42А в направлении протяженности R2 его корпуса 42Aa, наконечник 42Ab наклонен под углом наклона α2 к внутренней резьбе Tf относительно опорного направления V2. То есть, направление, S2, в котором сопло 42A инжектирует электролит, наклонено под углом наклона α2 к внутренней резьбе Tf относительно опорного направления V2. Угол наклона α2 составляет более 20 градусов и менее 90 градусов, а предпочтительнее - более 30 градусов и не более 60 градусов.
[0066] Направление S2, в котором сопла 42A инжектируют электролит, наклонено в противоположную сторону от направления S1, в котором инжектируют электролит сопла 42 первого варианта осуществления. Причина этого состоит в том, что сопла 42А второго варианта осуществления расположены противоположным соплам 42 первого варианта осуществления образом по сечению трубы, проходящему в осевом направлении трубы.
[0067] В какую сторону должно быть наклонено направление инжекции электролита, можно определить в зависимости от взаимного относительного расположения резьбы и сопел. Короче говоря, необходимо только, чтобы направление инжекции сопел было наклонено к резьбе относительно плоскости, перпендикулярной осевому направлению стальной трубы, так чтобы электролит инжектировался по направлению к резьбе.
[Эффекты]
[0068] В устройстве 20 электроосаждения в соответствии со вторым вариантом осуществления направление S2, в котором каждое сопло 42A инжектирует электролит, наклонено под углом более 20 градусов и менее 90 градусов к внутренней резьбе Tf относительно опорного направления V2. Таким образом, во время электроосаждения электролит вблизи внутренней резьбы Tf сильно перемешивается. Это вызывает утонение диффузионного слоя, тем самым уменьшая флуктуации толщины диффузионного слоя. Это предотвращает неоднородность состава слоя покрытия из сплава, нанесенного на поверхность внутренней резьбы Tf. Это сводит к минимуму дефекты покрытия, такие как неоднородности внешнего вида и мелкие отслоения.
<Вариации>
[0069] Хотя были описаны некоторые конкретные варианты осуществления, настоящее изобретение не ограничено вышеописанными вариантами осуществления, и возможны различные модификации без отклонения от сущности настоящего изобретения.
[0070] В вышеописанных вариантах осуществления корпуса сопел проходят параллельно плоскости, перпендикулярной оси стальной трубы, а наконечники сопел наклонены относительно этой плоскости; однако настоящее изобретение не ограничено такой конфигурацией. Например, сопла целиком могут быть наклонены относительно плоскости, которая перпендикулярна оси стальной трубы, чтобы инжектировать электролит под заданным углом.
[0071] В проиллюстрированных выше вариантах осуществления уплотнительный элемент внутри стальной трубы закреплен на держателе блока подачи электролита посредством крепежных элементов. Альтернативно, этот уплотнительный элемент может не быть прикреплен к блоку подачи электролита.
Примеры
[0072] Эффекты настоящего изобретения будут проиллюстрированы далее со ссылкой на примеры. Однако, настоящее изобретение не ограничивается приведенными ниже примерами.
[0073] Приготовили обезжиривающую жидкость (50 г/л гидроксида натрия), ванну затяжки Ni (250 г/л хлорида никеля, 80 г/л соляной кислоты), ванну для нанесения покрытий Zn-Ni («Dain Zinalloy» от Daiwa Fine Chemicals Co., Ltd.), и использовали показанное на фиг. 1 устройство (10) электроосаждения для проведения нанесения покрытия из сплава Zn-Ni (содержание Ni (целевое): 12-16%) на поверхность наружной резьбы (Tm) на стальной трубе (P1). Стадии процесса электроосаждения и их условия приведены в таблице 1.
[0074] [Таблица 1]
[0075] Электроосаждение выполняли при различных углах наклона (α1) направления (S1) инжекции соплами (42) и с различным числом сопел (42), и при этом исследовали наличие или отсутствие отслоений покрытия. Наличие таких отслоений оценивали визуально с помощью трехбалльной шкалы: «Хорошо» означает, что непокрытых участков не было; «Нормально» означает, что были небольшие непокрытые участки; и «Плохо» означает, что были большие непокрытые участки. Результаты исследования показаны в таблице 2.
[0076] [Таблица 2]
[0077] Как показано в таблице 2, сравнительный пример с углом наклона (α1) в 20 градусов имел большое количество отслоений покрытия. С другой стороны, примеры 1-4 по изобретению с углом наклона (α1), превышающим 20 градусов, имели лишь ограниченное количество отслоений покрытия по сравнению с таковым в сравнительном примере. В частности, примеры 2-4 по изобретению, которые имели шесть или более сопел (42), вообще не имели отслоений покрытия.
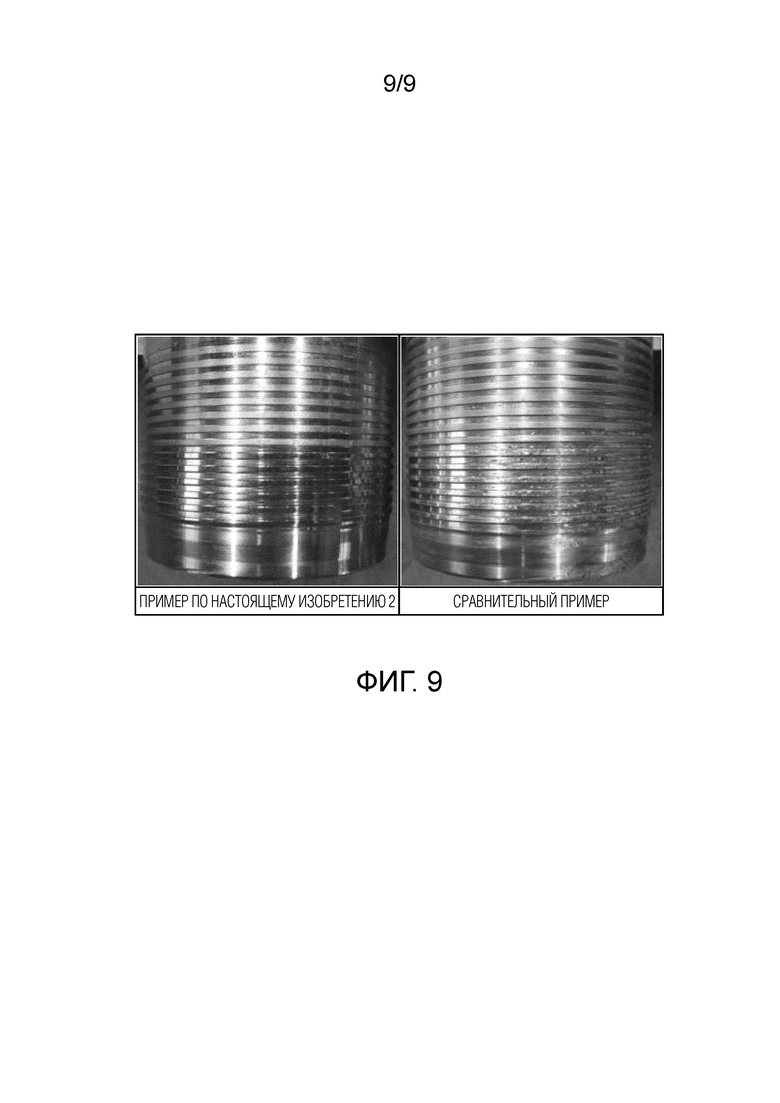
[0078] На фиг.9 показаны изображения для сравнения между стальной трубой (Р1) примера 2 по изобретению и стальной трубой (Р1) сравнительного примера. Как следует из фиг.9, стальная труба (Р1) примера 2 по изобретению не имела отслоений покрытия, тогда как стальная труба (Р1) сравнительного примера имела большое количество отслоений покрытия.
[0079] Кроме того, что касается яркости цвета покрытия, как показано в Таблице 2, в примерах 1-4 по изобретению параметр L составлял от 79,5 до 81,1, что означает практически однородный серебристо-белый цвет, тогда как сравнительный пример имел значение параметра L=76, что означает относительно темный тон, и, в целом, имел неоднородности с относительно темными участками, смешанными с серебристо-белыми участками.
[0080] На фиг.8 показана зависимость яркости цвета (параметра L) слоя покрытия из сплава Zn-Ni от состава (содержания Ni). Когда содержание Ni находится в диапазоне 12-16 мас.%, параметр L находится в диапазоне 78-83, означая, что цветовой тон соответствует серебристо-белому. Когда содержание Ni еще выше, параметр L становится более низким, что означает относительно темный цветовой тон. То есть, можно сделать вывод о том, что в каждом из примеров 1-4 по изобретению состав слоя покрытия из сплава находился в диапазоне целевого состава данных примеров и был практически однородным. С другой стороны, можно сделать вывод, что в сравнительном примере имелись локальные участки с более высоким содержанием Ni и состав слоя покрытия из сплава был неоднородным.
[0081] Примеры по изобретению и сравнительный пример демонстрируют, что наклон направления, в котором сопла инжектируют электролит, под углом более 20 градусов и менее 90 градусов к резьбе относительно плоскости, перпендикулярной оси стальной трубы, минимизирует дефекты покрытия, оставшиеся после осаждения слоя покрытия из сплава. Эти примеры по изобретению и сравнительный пример также демонстрируют, что наличие шести или более сопел дополнительно улучшает эффект минимизации дефектов покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ЭЛЕКТРООСАЖДЕНИЯ | 2017 |
|
RU2719218C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2351695C2 |
| Способ получения диффузионного алюминидного покрытия на низкоуглеродистой стали | 2016 |
|
RU2658550C1 |
| СПОСОБ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ИЗ СПЛАВА ЦИРКОНИЯ И КРЕМНИЯ НА ПОВЕРХНОСТЬ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2564646C1 |
| ПОДЛОЖКА С ПОКРЫТИЕМ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ И СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ ПОДЛОЖКИ | 2013 |
|
RU2627076C2 |
| Способ электрохимической обработки | 1978 |
|
SU891297A1 |
| Способ нанесения защитного покрытия на катоды электролизера для получения алюминия | 2019 |
|
RU2716726C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2364781C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ДЛЯ ПОКРЫТИЯ ПЕНОМАТЕРИАЛА | 2006 |
|
RU2400572C2 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ КОБАЛЬТ-НИКЕЛЬ | 2007 |
|
RU2349686C1 |







Изобретение относится к устройству электроосаждения, применяемому для стальной трубы с наружной резьбой на внешней периферии концевой части стальной трубы. Устройство содержит уплотнительный элемент, расположенный на конце стальной трубы для герметизации стальной трубы, контейнер, электрод, находящийся в контейнере и обращенный к наружной резьбе, и множество сопел. Контейнер выполнен с возможностью содержания концевой части трубы и электролита. Сопла размещены внутри контейнера и расположены вокруг оси стальной трубы для инжекции электролита между наружной резьбой и электродом. Электролит инжектируется каждым из сопел в направлении, наклоненном под углом более 20 градусов и менее 90 градусов к наружной резьбе относительно плоскости, перпендикулярной оси трубы. В результате обеспечивается минимизация дефектов покрытия при нанесении слоя гальванопокрытия из сплава на поверхность резьбы на стальной трубе. 3 з.п. ф-лы, 2 табл., 9 ил.
1. Устройство электроосаждения, применяемое для стальной трубы с наружной резьбой на внешней периферии концевой части стальной трубы, содержащее:
уплотнительный элемент, расположенный на конце стальной трубы для герметизации стальной трубы;
контейнер, имеющий проем для приема этой концевой части, причем контейнер выполнен с возможностью содержания концевой части и электролита;
электрод, находящийся в контейнере и обращенный к наружной резьбе; и
множество сопел, размещенных внутри контейнера и расположенных вокруг оси стальной трубы для инжекции электролита между наружной резьбой и электродом,
причем электролит инжектируется каждым из сопел в направлении, наклоненном под углом более 20 градусов и менее 90 градусов к наружной резьбе относительно плоскости, перпендикулярной оси трубы.
2. Устройство электроосаждения по п.1, дополнительно содержащее:
держатель, расположенный с противоположной проему контейнера стороны, для удерживания множества сопел,
причем этот держатель содержит электролитный канал для подачи электролита к соплам, а
уплотнительный элемент закреплен на держателе.
3. Устройство электроосаждения по п.2, в котором держатель содержит первый канал, проходящий вдоль оси трубы, и
при этом уплотнительный элемент включает в себя:
диск, содержащий второй канал, проходящий до его внешней периферии и сообщающийся с первым каналом; и
прокладку, установленную на внешней периферии диска и в контакте с внутренней периферией стальной трубы.
4. Устройство электроосаждения по любому из пп.1-3, в котором число сопел составляет шесть или более.
| СПОСОБ И УСТАНОВКА ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ В БЛОКЕ ЭЛЕКТРООСАЖДЕНИЯ | 2008 |
|
RU2476630C2 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ДЛЯ ПОКРЫТИЯ ПЕНОМАТЕРИАЛА | 2006 |
|
RU2400572C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЯ | 2010 |
|
RU2567143C2 |
| US 20040089554 A1, 13.05.2004 | |||
| JPWO 2014007090 A1, 09.01.2014. | |||

