Изобретение относится к области химико-термической обработки стальных изделий и может быть использовано, преимущественно, при производстве систем водяного охлаждения, систем холодного и горячего водоснабжения, нефтепроводов, трубопроводов для химико-технологических комплексов и комплексов ядерной энергетики, в частности, при изготовлении водопроводных труб, труб газо- и нефтепроводов, а также запорной арматуры.
Один из технологических путей создания защитных покрытий на поверхностях стальных изделий является способ диффузионного нанесения на них различных металлов, таких как: цинк, хром, никель, бор и др. Известны способы диффузионного нанесения защитных покрытий посредством применения квазиожиженной смеси, твердых смесей, расплавов солей, щелочей и оксидов, паст-обмазок, электролитов, расплавов металлов, газовой фазы.
Известные способы позволяют получить пассивирующий слой (защитное покрытие) на поверхностях стальных изделий, который защищает их от коррозии, увеличивая долговечность. При этом долговечность (срок службы) стальных изделий зависит от способа нанесения на них защитного покрытия.
Однако с течением времени происходит снижение коррозионной стойкости защитных покрытий в силу либо недостаточной толщины защитного слоя, либо его неоднородности, либо возникновения в нем пор, напряжений и трещин с нарушением адгезии, которое не позволяет выбрать полный срок их службы, что является недостатком известных способов антикоррозионной защиты стальных изделий.
Одна из проблем в области нанесения защитных покрытий на стальные изделия заключается в обеспечении полного срока службы защитного покрытия путем повышения долговечности за счет улучшения его качества.
Известен способ диффузионного нанесения защитного покрытия на поверхность стальных изделий, основанный на нанесении хрома на поверхность стальных изделий в твердых смесях [Арзамасов Б.Н. и др. Материаловедение - М.: Машиностроение, 1986, С. 118-119].
Способ диффузионного нанесения защитного покрытия на поверхность стальных изделий заключается в подготовке смеси порошков, в загрузке смеси и стальных
изделий в герметичные контейнеры, в их нагреве и выдержке для прохождения диффузионных процессов. Смесь порошков содержит 45,0-50,0% феррохрома, 54,0-49,0% окиси алюминия и 1,0-1,5% хлористого аммония. Смесь после необходимой подготовки вместе с очищенными стальными изделиями загружают в герметичные контейнеры с последующим их нагреванием до температуры 1000-1050°C в течение 6-12 часов. При нагревании хлорид аммония диссоциирует с образованием паров соляной кислоты, которая при взаимодействии с феррохромом порошковой смеси образует летучий хлорид хрома. Летучий хлорид хрома переносится, конденсируется на поверхности изделия с последующим восстановлением на этих поверхностях хрома. На поверхности изделия образуется пассивирующий слой из хрома, который защищает ее от коррозии. Толщина пассивирующего слоя из хрома для низкоуглеродистой стали составляет 0,08-0,12 мм, для высокоуглеродистой стали - до 0,3 мм.
При образовании слоя из хрома на поверхности изделия происходит диффузия хрома в сталь изделия, которая приводит еще в процессе хромирования к уменьшению толщины пассивирующего слоя. При этом проникший в сталь хром взаимодействует с углеродом стали с образованием в ее поверхностном слое карбидов, что приводит к неоднородности структуры стали и созданию гальванических пар. В дальнейшем возникающий гальванический ток способствует развитию коррозии поверхности стального изделия под пассивирующим слоем, которая уменьшает адгезию хрома на защищаемой поверхности.
Достоинство известного способа диффузионного нанесения защитного покрытия на поверхности стальных изделий заключается в повышении их долговечности до приемлемого срока службы, превышающего технические условия эксплуатации стали без покрытия в 1,5-2 раза, благодаря нанесению пассивирующего слоя на поверхности стальных изделий при простоте проведения процесса.
Однако недостаток известного способа диффузионного нанесения защитного покрытия заключается в том, что срок службы стального изделия с пассивирующим слоем меньше нормативного межремонтного срока. Это обусловлено тем, что происходящая в процессе эксплуатации коррозия поверхности стального изделия под пассивирующим слоем из-за неоднородности поверхностного слоя стали уменьшает адгезию хрома на защищаемой поверхности, что приводит к отслаиванию, разрушению этого слоя и интенсивному развитию коррозии стального изделия. Интенсивное развитие коррозии стального изделия приводит к сокращению нормативного срока службы.
Другим недостатком известного способа является ограничение функциональных возможностей его использования, которое не позволяет использовать известный способ в системах бытового водоснабжения, что обусловлено канцерогенностью хрома.
Наиболее близким к заявляемому способу по совокупности существенных признаков является способ диффузионного нанесения защитного покрытия из сплава циркония и кремния на поверхность стальных изделий, основанный на нанесении алюминия, циркония и кремния на поверхность стальных изделий в расплаве [Пат №2048604 РФ, МПК С23С 10/52, Состав для алюмосилицирования стали и сплавов / Паладин Н.М., Белов Е.И., Русин Е.Н., Гузанов Д.С. Заявка 92007807/02; Опубл. 20.06.2000, Бюл. №17, -4 с.].
Способ диффузионного нанесения защитного покрытия из сплава циркония и кремния на поверхность стальных изделий заключается в подготовке диффузионной среды из смеси порошков, в загрузке смеси и стальных изделий в герметичные контейнеры, в плавке порошков диффузионной среды с получением расплава оксидов, и выдержке стальных изделий для прохождения диффузионных процессов с последующим их охлаждением и извлечением из диффузионной среды.
В процессе подготовки диффузионной среды используют циркониевый концентрат, содержащий пассивирующие элементы цирконий и кремний. При этом для получения диффузионной среды берут 40,0-70,0% цирконового концентрата, 21,0-35,0% порошка алюминия, 1,0-3,0% хлористого аммония и окиси алюминия - остальное.
Далее стальные изделия загружают в герметичные контейнеры с диффузионной среды, которую нагревают до получения расплава оксидов. Нагревание ведут до температуры 950°C и в течение 4 часов осуществляют диффузионное нанесение защитного покрытия на поверхность стальных изделий.
В процессе нагревания диффузионной среды происходит образование расплава с оксидами алюминия, циркония и кремния, в котором протекают следующие физико-химические процессы.
Алюминий восстанавливает из оксидного расплава цирконий и кремний.
Далее восстановленные цирконий и кремний совместно с избыточным алюминием диффундируют и осаждаются на стенки изделия, образуя пассивирующий слой алюмо-цирконие-кремниевого сплава, защищающий поверхность стального изделия от коррозии.
Однако интенсивному образованию пассивирующего слоя на поверхности стальных изделий препятствуют находящиеся в расплаве анионы хлора, которые с катионами циркония и кремния образуют устойчивые хлориды, остающиеся в расплаве. Это приводит к образованию тонкого пассивирующего слоя на поверхности стальных изделий без насыщения стали этими элементами.
Образованный таким образом слой, во-первых, является однородным в силу того, что состоит, преимущественно, из твердого раствора кремния и циркония в решетке алюминия, во-вторых, является нано-размерным, очень тонким и имеет из-за этого пониженную долговечность.
Например, толщина покрытия для состава из 35% цирконового концентрата, 10% алюминия, 2% хлористого аммония, 53% окиси алюминия равна 35×10-9 м. Слой такой толщины имеет недостаточную прочность и ударную вязкость, в результате чего в процессе эксплуатации труб с этим покрытием происходит стирание этого слоя потоком транспортируемой жидкости с образованием промоин в защитном слое. Образование промоин приводит к развитию коррозии стального изделия.
Несмотря на повышенную долговечность стальных изделий с защитным покрытием срок их службы меньше срока службы основного сооружения. В результате в течение срока службы основного сооружения требуется проведение ремонта стального изделия.
Достоинство известного способа диффузионного нанесения защитного покрытия из сплава циркония и кремния на поверхность стальных изделий заключается в повышении долговечности стальных изделий, обеспечивающей срок службы изделий, близкий к нормативному межремонтному сроку благодаря однородности пассивирующего слоя.
Однако недостаток известного способа диффузионного нанесения защитного покрытия заключается в том, что срок службы стального изделия с защитным покрытием значительно меньше срока службы основного сооружения и в процессе эксплуатации требует замены или ремонта стального изделия.
Это обусловлено местным стиранием участков защитного покрытия потоком транспортируемой жидкости и нарушением непрерывности защитного слоя с последующим коррозионным отслаиванием его от поверхности стали в силу его недостаточной толщины.
Другим недостатком известного способа является ограничение функциональных возможностей его использования, которое не позволяет использовать способ
в системах бытового и хозяйственного водоснабжения, что обусловлено насыщением транспортируемой жидкости тончайшими частицами защитного покрытия, содержащего алюминий, железо и кремний, превышающими нормативы содержания этих элементов в воде в соответствии со СНиП.
Задача, решаемая изобретением, заключается в разработке способа диффузионного нанесения защитного покрытия из сплава циркония и кремния на поверхность стальных изделий, позволяющего увеличить безремонтный срок службы стального изделия с защитным покрытием до срока службы основного сооружения за счет увеличения толщины защитного слоя, а также обеспечить его экологическую чистоту.
Для решения поставленной задачи в способе диффузионного нанесения защитного покрытия из сплава циркония и кремния на поверхность стальных изделий, заключающемся в подготовке диффузионной среды из смеси порошков, содержащих пассивирующие элементы цирконий и кремний, в обеспечении контакта стальных изделий с диффузионной средой, в нагревании стальных изделий с диффузионной средой до температур восстановления пассивирующих элементов 900-950°C, с последующим их охлаждением и извлечением стальных изделий из отработанной диффузионной среды, для подготовки диффузионной среды берут 60-65% цирконового концентрата, имеющего в своем составе пассивирующие элементы цирконий и кремний, 15-20% чистого фторцирконата кальция и 15-20% чистого флюорита, полученную смесь переводят в твердожидкое состояние с образованием расплавленных фторидов и оксидных твердых растворов, затем полученные расплавленные фториды и оксидные твердые растворы в течение 15-30 минут подвергают активированию током с напряжением 42-50 В с образованием нестабильного твердого электролита на основе оксидов циркония и кремния, содержащего фторцирконат и фторид кальция по границам зерен, затем упомянутый электролит подвергают медленному охлаждению до образования монолитного состояния, после чего охлажденный упомянутый электролит размалывают до состояния порошка, обеспечение контакта стальных изделий с диффузионной средой путем засыпки полученной порошковой смесью стальных изделий, а охлаждение стальных изделий в диффузионной смеси ведут до температуры 400-450°C.
Заявляемое решение отличается от прототипа тем, что для подготовки диффузионной среды берут 60-65% цирконового концентрата, имеющего в своем составе пассивирующие элементы цирконий и кремний, 15-20% чистого
фторцирконата кальция и 15-20% чистого флюорита, полученную смесь переводят в твердожидкое состояние с образованием расплавленных фторидов и оксидных твердых растворов, затем полученные расплавленные фториды и оксидные твердые растворы в течение 15-30 минут подвергают активированию током с напряжением 42-50 В с образованием нестабильного твердого электролита на основе оксидов циркония и кремния, содержащего фторцирконат и фторид кальция по границам зерен, затем упомянутый электролит подвергают медленному охлаждению до образования монолитного состояния, после чего охлажденный упомянутый электролит размалывают до состояния порошка, обеспечение контакта стальных изделий с диффузионной средой путем засыпки полученной порошковой смесью стальных изделий, а охлаждение стальных изделий в диффузионной смеси ведут до температуры 400-450°C.
Наличие отличительных существенных признаков в совокупности существенных признаков, характеризующих заявляемое решение, свидетельствует о его соответствии критерию патентоспособности изобретения «новизна».
Использование для подготовки диффузионной среды 60-65% цирконового концентрата, имеющего в своем составе пассивирующие элементы цирконий и кремний, 15-20% чистого фторцирконата кальция и 15-20% чистого флюорита, перевод полученной смеси в твердожидкое состояние с образованием расплавленных фторидов и оксидных твердых растворов, активирование током с напряжением 42-50 В полученных расплавленных фторидов и оксидных твердых растворов в течение 15-30 минут с образованием нестабильного твердого электролита на основе оксидов циркония и кремния, содержащего фторцирконат и фторид кальция по границам зерен, медленное охлаждение упомянутого электролита до образования монолитного состояния, размол охлажденного упомянутого электролита до состояния порошка, обеспечение контакта стальных изделий с диффузионной средой путем засыпки полученной порошковой смесью стальных изделий, и охлаждение стальных изделий в диффузионной смеси ведут до температуры 400-450°C приводят к увеличению безремонтного срока службы стальных изделий до срока службы основного сооружения за счет увеличения толщины защитного слоя с повышенной ударной вязкостью и к обеспечению экологической чистоты стальных изделий.
Это обусловлено образованием плотного оксидного слоя, образованного оксидами циркония и кремния, на поверхности стальных изделий и повышением ударной вязкости защитного слоя за счет роста толщины наносимого покрытия и
свойств циркония. В результате безремонтный срок службы стальных изделий увеличивается до срока службы основного сооружения.
Причинно-следственная связь «Использование для подготовки диффузионной среды 60-65% цирконового концентрата, имеющего в своем составе пассивирующие элементы цирконий и кремний, 15-20% чистого фторцирконата кальция и 15-20% чистого флюорита, перевод полученной смеси в твердожидкое состояние с образованием расплавленных фторидов и оксидных твердых растворов, активирование током с напряжением 42-50 В полученных расплавленных фторидов и оксидных твердых растворов в течение 15-30 минут с образованием нестабильного твердого электролита на основе оксидов циркония и кремния, содержащего фторцирконат и фторид кальция по границам зерен, медленное охлаждение упомянутого электролита до образования монолитного состояния, размол охлажденного упомянутого электролита до состояния порошка, обеспечение контакта стальных изделий с диффузионной средой путем засыпки полученной порошковой смесью стальных изделий, и охлаждение стальных изделий в диффузионной смеси ведут до температуры 400-450°C приводят к увеличению безремонтного срока службы стальных изделий до срока службы основного сооружения за счет увеличения толщины защитного слоя с повышенной ударной вязкостью и к обеспечению экологической чистоты стальных изделий» не обнаружена в уровне техники и явным образом не следует из него. Новизна причинно-следственной связи свидетельствует о соответствии заявляемого решения критерию патентоспособности изобретения «изобретательский уровень».
Заявляемый способ нанесения пассивирующего слоя на внутреннюю поверхность стальных изделий основан на нанесении цирконий-кремниевого сплава на поверхность стальных изделий в твердо-жидком состоянии диффузионной среды.
Осуществление способа диффузионного нанесения защитного покрытия на поверхность стальных изделий показано на примерах диффузионного нанесения защитного покрытия на внутреннюю поверхность стальных изделий и на наружную поверхность стальных изделий.
Пример 1. Способ диффузионного нанесения защитного покрытия на внутреннюю поверхность стальных труб, например труб холодного и горячего водоснабжения и труб химико-технологического комплекса.
Способ осуществляют следующим образом.
Первоначально осуществляют подготовку диффузионной среды из смеси порошков, содержащих пассивирующие элементы.
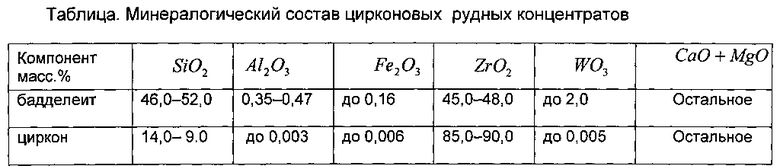
Для этого готовят смесь порошков фракции 0,1-0,2 мм, содержащую 60,0-65,0% цирконового концентрата, например бадделеита или циркон, имеющего в своем составе пассивирующие элементы цирконий и кремний, 15,0-20,0% чистого фторцирконата кальция и 15,0-20,0% чистого флюорита (фторида кальция). Состав цирконового концентрата, содержащего пассивирующие элементы, приведен в таблице.
Полученную смесь порошков подвергают активированию током в твердожидком состоянии для получения нестабильного твердого электролита на основе оксидов циркония и кремния с наличием фторцирконата и фторида кальция по границам зерен твердого электролита.
Вначале полученную смесь переводят в твердожидкое состояние. Для чего смесь порошков нагревают, например, в горизонтальной трубчатой печи с графитовыми электродами до температуры 800-850°C. В этом температурном интервале достигается твердо-жидкое состояние диффузионной смеси [Макиенко В.М., Баранов Е.М., Строителев Д.В., Романов И.О. Исследование влияния шлаковой системы порошковых проволок на основе двуокиси циркония // Сварщик-профессионал. - 2005. - №6, С. 8-9]. В процессе нагревания смеси порошков происходит плавление фторцирконата и фторида кальция с образованием расплавленных фторидов и оксидных твердых растворов.
Затем в течение 15-30 минут через расплавленные фториды и оксидные твердые растворы пропускают постоянный электрический ток с напряжением на электродах 42-50 В, что приводит к восстановлению циркония и кремния. Восстановленный цирконий и кремний растворяются в оксидных твердых растворах с образованием нестабильного твердого электролита на основе оксидов циркония и кремния с наличием фторцирконата и фторида кальция по границам зерен твердого электролита. Образовавшийся конгломерат способен распадаться при нагреве и последующем охлаждении с выделением циркония и кремния.
В выбранном интервале напряжения тока в 42-50 В происходит удаление избыточного кислорода из твердого электролита (нижняя граница) и блокировка перехода углерода из электродов в твердый электролит (верхняя граница).
После активации нестабильный твердый электролит охлаждают вместе с печью или на спокойном воздухе, что обеспечивает монолитное состояние твердого электролита.
Охлажденный нестабильный твердый электролит размалывают до состояния порошка.
Далее осуществляют нанесение защитного покрытия на внутреннюю поверхность прямых стальных труб. Для этого в стальные трубы, например, длиною до 10 м наружным диаметром 30-90 мм засыпают с вибрацией порошок нестабильного твердого электролита на основе оксидов циркония и кремния с наличием фторцирконата и фторида кальция по границам зерен твердого электролита. Затем помещают заполненную порошком стальную трубу в индукционный колодец и нагревают трубу до температуры 900-950°C.
При нагревании фторцирконат и фторид кальция расплавляются, нестабильный твердый электролит на основе оксида циркония претерпевает распад с высвобождением циркония и кремния из твердого раствора. Катионы циркония и кремния переходят в расплав фторидов.
После получения твердо-жидкого состояния конгламерата стальную трубу охлаждают до температуры 400-450°C.
При охлаждении конгломерата до температуры 400-450°C катионы циркония и кремния благодаря термодиффузии переносятся расплавом фторидов на внутреннюю поверхность трубы, образуя на ней защитное покрытие из сплава циркония и кремния толщиной до 0,2 мм. Благодаря кристалло-химическому подобию кристаллических решеток циркония защитного покрытия и железа стальной трубы происходит их сцепление с высокой адгезией.
Выбивание отработанного конгломерата осуществляют при его температуре не ниже 400°C до его полного затвердевания.
После удаления диффузионной среды наружная поверхность нанесенного слоя окисляется с образованием плотного оксидного слоя (критерий Пиллинга-Бэдворта выше единицы).
В результате получают стальную трубу с защитным покрытием из сплава циркония и кремния, содержащий до 93,0% циркония, до 6,0% кремния и остальное примеси с плотным оксидным слоем.
Пример 2. Способ диффузионного нанесения защитного покрытия на внешнюю поверхность стальных изделий, например запорной араматуры систем транспортирующей жидкости.
Способ осуществляют следующим образом.
Восстанавление циркония и кремния из цирконового концентрата производят, как описано в примере 1.
Далее, после нанесения покрытия на внутреннюю поверхность осуществляют нанесение защитного покрытия на внешнююю поверхность запорной араматуры.
Для этого детали водозапорной стальной или чугунной арматуры (клапаны вентилей, ниппели, корпуса задвижек, клинкеты, фланцы и адаптеры) загружают в контейнеры, засыпают их порошком нестабильного твердого электролита на основе оксидов циркония и кремния с наличием фторцирконата и фторида кальция по границам зерен твердого электролита с последующим нагревом контейнеров. При нанесении защитного покрытия используют режимы нагревания и охлаждения стальных изделий, которые описаны в примере 1. Физико-химические процессы, имеющие место в процессе нанесения защитного покрытия, описаны в примере 1.
После удаления диффузионной среды наружная поверхность нанесенного слоя окисляется с образованием плотного оксидного слоя (критерий Пиллинга-Бэдворта выше единицы).
В результате получают запорную стальную арматуру с защитным покрытием из сплава циркония и кремния, содержащим до 93,0% циркония, до 6,0% кремния и остальное примеси с плотным оксидным слоем.
Защитное покрытие из сплава циркония и кремния Zr-Si обладает высокой химической стойкостью за счет плотного оксидного слоя на его поверхности, ударной вязкостью за счет увеличения толщины покрытия, свойств циркония и повышенной адгезии слоя из-за кристалло-химического сродства кристаллических решеток циркония и железа, что приводит к увеличению срока службы стальных изделий с защитным покрытием на любой поверхности, сопоставимого со сроком службы основного сооружения.
Кроме того, нанесение защитного покрытия из сплава циркония и кремния на внутренние поверхности стальных труб расширяет функциональные возможности использования таких труб в системах бытового водоснабжения, так как цирконий и кремний не являются канцерогенами.
Лабораторные испытания проводили на кафедре «Технология металлов» ДВГУПС.
Для подготовки диффузионной смеси, как описано в примере 1, брали 600 г/1 кг (60,0%) бадделеита, 200 г/1 кг (20,0%) чистого фторцирконата кальция и 200 г/1 кг
(20,0%) фторида кальция, использовали для этого цилиндрическую печь марки СШЩЛ - 1,16/11-М1.
Для нанесения защитного покрытия использовали камерную муфельную печь, марки П6-11У4.
Нанесение покрытия на внутренней поверхности стальных изделий проверяли на трех образцах, в качестве которых использовались обрезки стальной водопроводной трубы длиной 65 мм с наружным диаметром 30 мм. Нанесение покрытия на внешней поверхности стальных изделий проверяли на 10 образцах в виде стальных пластин 50×30×5 из низкоуглеродистой стали 08.
Микроструктура и толщина полученного слоя исследовалась на микроскопах МБС-9 и ЕС МЕТАМ-РВ21 при увеличении ×80 и ×500. Защитный слой имел толщину по длине изделия 0,1-0,2 мм.
Химический состав определялся на приборах «Стилоскоп СЛ13» и «Спектроскан МАКС- GV» ТУ 4276-001-23124704-2001, Госреестр №22525-02, аттестованный в ГП ВНИИМ им. Д.И. Менделеева, свидетельство об аттестации №242/19-2004, свидетельство о поверке №0035507 от 19.03.2006 г.
Микротвердость определялась на приборе ПМТ-3 по ГОСТ 8.398-80 «Измерение твердости по Викерсу». Микротвердость составила 280-350 HV.
Интенсивность адгезии слоя проверяли по углу загиба пластины по ГОСТ 6996-66 «Измерение пластичности сварного шва методом загиба». Угол загиба достигает 85° без разрушения слоя.
Результаты испытаний показывают, что защитный слой обладает повышенными механическими свойствами по сравнению с защитным слоем, полученным по способу-прототипу, приводящими к увеличению безремонтного срока службы стальных изделий. Кроме того, использование стальных изделий с защитным покрытием цирконий-кремний является экологически безопасным.
Изобретение относится к области химико-термической обработки стальных изделий и может быть использовано, преимущественно, при производстве систем водяного охлаждения, систем холодного и горячего водоснабжения. Способ диффузионного нанесения защитного покрытия из сплава циркония и кремния на поверхность стальных изделий включает подготовку диффузионной среды из смеси порошков, содержащих пассивирующие элементы в виде циркония и кремния, обеспечение контакта стальных изделий с диффузионной средой, нагрев стальных изделий с диффузионной средой до температуры восстановления упомянутых пассивирующих элементов, составляющей 900-950°C, последующее охлаждение и извлечение стальных изделий из отработанной диффузионной среды, содержащей упомянутые пассивирующие элементы. Для подготовки диффузионной среды используют 60-65% цирконового концентрата, имеющего в своем составе пассивирующие элементы в виде циркония и кремния, 15-20% чистого фторцирконата кальция и 15-20% чистого флюорита, полученную смесь переводят в твердожидкое состояние с образованием расплавленных фторидов и оксидных твердых растворов. Затем полученные расплавленные фториды и оксидные твердые растворы в течение 15-30 минут подвергают активированию током при напряжении 42-50 В с образованием нестабильного твердого электролита на основе оксидов циркония и кремния, содержащего фторцирконат и фторид кальция по границам зерен. Затем упомянутый электролит подвергают медленному охлаждению до образования монолитного состояния, после чего охлажденный упомянутый электролит размалывают до состояния порошка. Обеспечивают контакт стальных изделий с диффузионной средой путем засыпки полученной порошковой смесью стальных изделий. Охлаждение стальных изделий в диффузионной смеси проводят до температуры 400-450°C. Обеспечивается увеличение безремонтного срока службы стальных изделий с защитным покрытием до срока службы основного сооружения за счет увеличения толщины защитного слоя, а также обеспечение его экономической чистоты. 1 табл., 2пр.
Способ диффузионного нанесения защитного покрытия из сплава циркония и кремния на поверхность стальных изделий, включающий подготовку диффузионной среды из смеси порошков, содержащих пассивирующие элементы в виде циркония и кремния, обеспечение контакта стальных изделий с диффузионной средой, нагрев стальных изделий с диффузионной средой до температуры восстановления упомянутых пассивирующих элементов, составляющей 900-950°C, последующее охлаждение и извлечение стальных изделий из отработанной диффузионной среды, содержащей упомянутые пассивирующие элементы, отличающийся тем, что для подготовки диффузионной среды используют 60-65% цирконового концентрата, имеющего в своем составе пассивирующие элементы в виде циркония и кремния, 15-20% чистого фторцирконата кальция и 15-20% чистого флюорита, полученную смесь переводят в твердожидкое состояние с образованием расплавленных фторидов и оксидных твердых растворов, затем полученные расплавленные фториды и оксидные твердые растворы в течение 15-30 минут подвергают активированию током с напряжением 42-50 В с образованием нестабильного твердого электролита на основе оксидов циркония и кремния, содержащего фторцирконат и фторид кальция по границам зерен, затем упомянутый электролит подвергают медленному охлаждению до образования монолитного состояния, после чего охлажденный упомянутый электролит размалывают до состояния порошка, обеспечивают контакт стальных изделий с диффузионной средой путем засыпки полученной порошковой смесью стальных изделий, а охлаждение стальных изделий в диффузионной смеси ведут до температуры 400-450°C.
| СОСТАВ ДЛЯ АЛЮМОЦИРКОНОСИЛИЦИРОВАНИЯ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2048604C1 |
| Состав для многокомпонентного насыщения тугоплавких металлов | 1987 |
|
SU1502658A1 |
| Состав для нанесения комплексного теплозащитного покрытия | 1989 |
|
SU1765253A1 |
| WO 1994007004 A1, 31.03.1994 | |||

