Изобретение относится к сельскохозяйственному машиностроению, в частности, к почвообрабатывающим машинам, и может быть использовано при изготовлении и восстановлении плужных лемехов, культиваторных лап, плоскорезных и дисковых ножей, подвергающихся изнашиванию при взаимодействии с твердыми частицами почвы.
Известен способ упрочнения плужных лемехов и других подобных деталей путем сплошной наплавки на их рабочую поверхность сплава (сормайта) большей твердости, чем основной металл деталей. Это позволяет существенно повысить их износостойкость к абразивному изнашиванию (Сидоров С.А. Повышение ресурса почворежущих органов наплавочными сплавами / Сидоров С.А., Сидоров А.И. // Механизация и электрификация сельского хозяйства. - 2003. - №9. - С. 20-22).
Известный способ имеет следующие недостатки: на твердых почвах при ударном взаимодействии с каменистыми включениями хрупкий наплавленный слой выкрашивается, а оголившийся несущий слой материала лезвий быстро изнашивается и лезвия затупляются.
Известен способ упрочнения рабочих органов почвообрабатывающих машин (Патент RU 2591980 С1, кл. А01В 15/04, В23К 9/04. - Заявл. 13.04.2015; опубл. 20.07.2016, Бюл. №20), согласно которому предусматривается прерывистое нанесение твердого износостойкого сплава наплавкой на поверхность почворежущего ножа с ограничением зон наплавки, при этом твердый сплав располагают в зонах наплавки на ноже в виде вплавленных в его материал групп полусфер диаметром, равным толщине основы ножа.
Однако, при данном способе в зонах наплавки уменьшается площадь поперечного сечения основы почворежущего ножа, в результате чего снижается его прочность.
За прототип принят способ упрочнения рабочих органов почвообрабатывающих машин (А.с. 1220150 СССР, кл. А01В 15/04, В23К 9/04. - Заявл. 22.07.1983; опубл. 30.12.1986, Бюл. №48), предусматривающий формирование на поверхности детали углублений с последующим заполнением их твердым сплавом методом электродуговой наплавки. Использование известного способа позволяет повысить износостойкость деталей к абразивному изнашиванию за счет наплавленного твердого сплава.
Недостатком известного способа является неравномерный локальный нагрев деталей в зонах воздействия на них электрической дуги, в результате которого в материале деталей возникают значительные внутренние механические напряжения, снижаются его контактная долговечность и ударная вязкость, вследствие чего не обеспечивается достаточная долговечность деталей при их взаимодействии с твердыми частицами почвы.
Технической задачей предлагаемого изобретения является создание способа упрочнения почвообрабатывающих рабочих органов с достижением технического результата - увеличения долговечности почвообрабатывающих рабочих органов за счет повышения их износостойкости при их взаимодействии с твердыми частицами почвы.
Поставленная задача достигается тем, что в предлагаемом способе упрочнения почвообрабатывающих рабочих органов предусмотрено формирование на поверхности деталей углублений с последующим прерывистым заполнением их твердым сплавом методом электродуговой наплавки, затем эти детали рабочих органов охлаждают на воздухе до температуры +20°С, после чего их подвергают воздействию холодом в диапазоне температур -78…-196°С в течение 72…76 часов, а затем отпуску при температуре +150°С в течение 3 часов. Новые существенные признаки:
1. После прерывистой наплавки твердого износостойкого сплава на поверхности деталей рабочих органов их охлаждают на воздухе до температуры +20°С, а затем подвергают воздействию холодом в диапазоне температур -78…-196°С в течение 72…76 часов.
2. После воздействия холодом детали рабочих органов подвергают отпуску при температуре +150°С в течение 3 часов.
Перечисленные существенные новые признаки, в совокупности с известными, позволяют получить технический результат, достигаемый использованием изобретения.
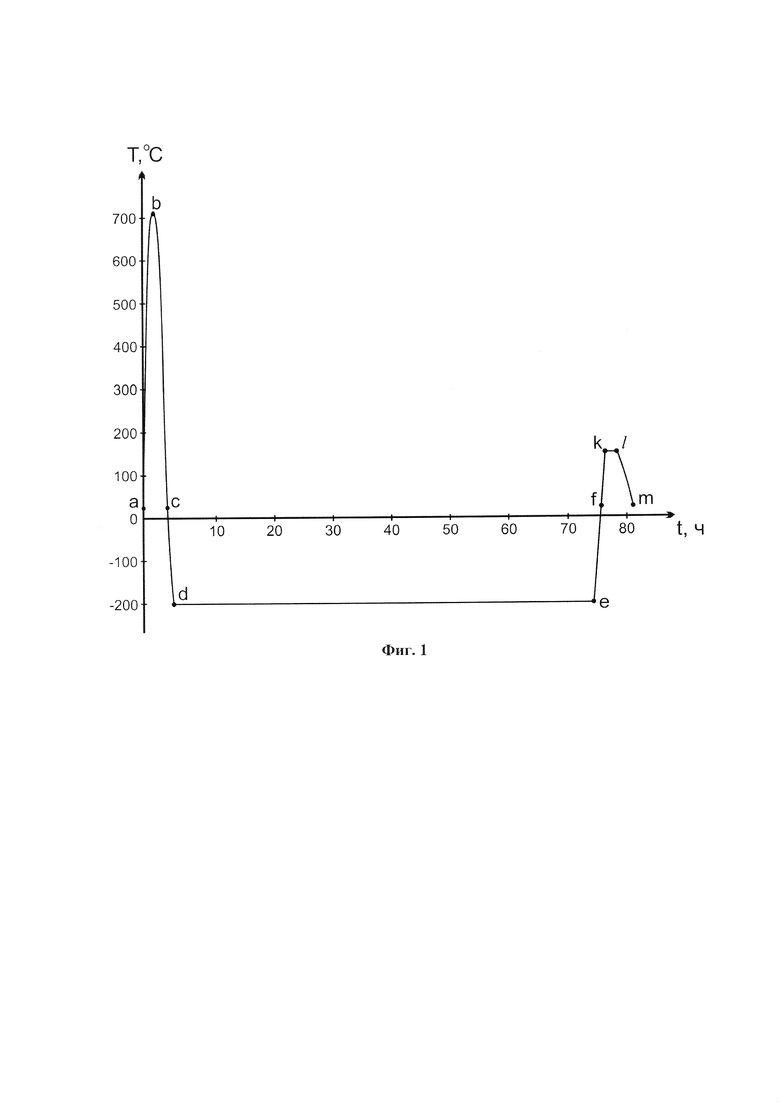
Изобретение иллюстрировано схемой (фиг. 1).
На фиг. 1 изображен график термического воздействия на детали рабочих органов, где на горизонтальной оси показана продолжительность t процесса во времени в часах, а на вертикальной - температура Т в градусах Цельсия. На кривой графика участками обозначены: ab - прерывистая наплавка поверхности твердым сплавом; bc - охлаждение на воздухе; cde - криообработка (воздействие холодом); ef - нагрев на воздухе; fklm - отпуск.
Предлагаемый способ упрочнения почвообрабатывающих рабочих органов осуществляется в такой последовательности. На рабочих поверхностях деталей почвообрабатывающих рабочих органов формируют углубления, а затем методом прерывистой электродуговой наплавки заполняют их износостойким материалом (твердым сплавом). Наплавленные прерывисто детали рабочих органов охлаждают на воздухе до температуры +20°С, после чего подвергают воздействию холодом (криообработке) в диапазоне температур -78…-196°С в течение 72…76 часов, а затем отпуску при температуре +150°С в течение 3 часов.
Авторами установлено, что при выполнении прерывистой наплавки износостойким материалом рабочих поверхностей деталей происходит значительный неравномерный локальный нагрев детали в зонах воздействия на нее электрической дуги, в результате которого в материале возникают значительные внутренние механические напряжения, снижаются его контактная долговечность и ударная вязкость. Для устранения указанных негативных явлений после наплавки проводят обработку холодом (криообработку) деталей и последующий низкотемпературный отпуск, с целью снятия внутренних термических напряжений в металле, вызванных криообработкой. Обработка холодом обеспечивает более полное превращение остаточного аустенита в мартенсит в материале деталей, вследствие чего существенно (на 3-4 единицы HRC) повышается твердость материала с одновременным повышением его прочности, контактной долговечности и ударной вязкости, а также на 1,5-2 единицы HRC повышается твердость наплавленного слоя. В результате обеспечивается достаточная долговечность почвообрабатывающих рабочих органов при их взаимодействии с твердыми частицами почвы.
Механические свойства упрочненных образцов деталей почвообрабатывающих рабочих органов приведены в таблице.
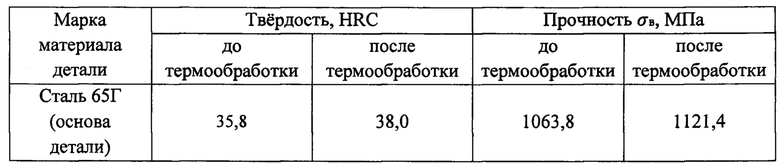
Твердость наплавленного слоя в результате термообработки согласно предлагаемому способу повысилась с 51,6 до 53,0 HRC.
Таким образом, предложенный способ упрочнения почвообрабатывающих рабочих органов путем воздействия глубоким холодом (криообработки) на детали с прерывисто наплавленным на их поверхности твердым износостойким сплавом позволит увеличить долговечность почвообрабатывающих рабочих органов за счет повышения их износостойкости при обработке почвы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОЧВОРЕЖУЩИХ НОЖЕЙ | 2015 |
|
RU2591990C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2015 |
|
RU2591980C1 |
| Способ упрочнения наплавкой почвообрабатывающих ножей | 2020 |
|
RU2751159C1 |
| Способ упрочнения культиваторных лап | 2022 |
|
RU2787599C1 |
| СПОСОБ УПРОЧНЕНИЯ КУЛЬТИВАТОРНЫХ ЛАП ДВУСТОРОННЕЙ НАПЛАВКОЙ | 2022 |
|
RU2785597C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ДИСКОВОЙ БОРОНЫ | 2020 |
|
RU2754596C1 |
| СПОСОБ УПРОЧНЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ | 2020 |
|
RU2754568C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ СУЖАЮЩЕЙСЯ БОКОВОЙ ЧАСТИ НОСКА ПОЧВОРЕЖУЩЕГО РАБОЧЕГО ОРГАНА СО СТОРОНЫ ПОЛЕВОГО ОБРЕЗА | 2010 |
|
RU2421956C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ДЛЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2007 |
|
RU2360768C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 1991 |
|
RU2010867C1 |
Изобретение относится к области сельскохозяйственного машиностроения. Способ упрочнения почвообрабатывающих рабочих органов включает формирование на поверхности деталей углублений с последующим заполнением их твердым сплавом методом электродуговой наплавки. После прерывистого нанесения на поверхности деталей рабочих органов твердого износостойкого сплава их охлаждают на воздухе до температуры +20°С, а затем подвергают воздействию холодом в диапазоне температур -78…-196°С в течение 72…76 часов с последующим отпуском при температуре +150°С в течение 3 часов. Обеспечивается увеличение долговечности почвообрабатывающих рабочих органов. 1 ил., 1 табл.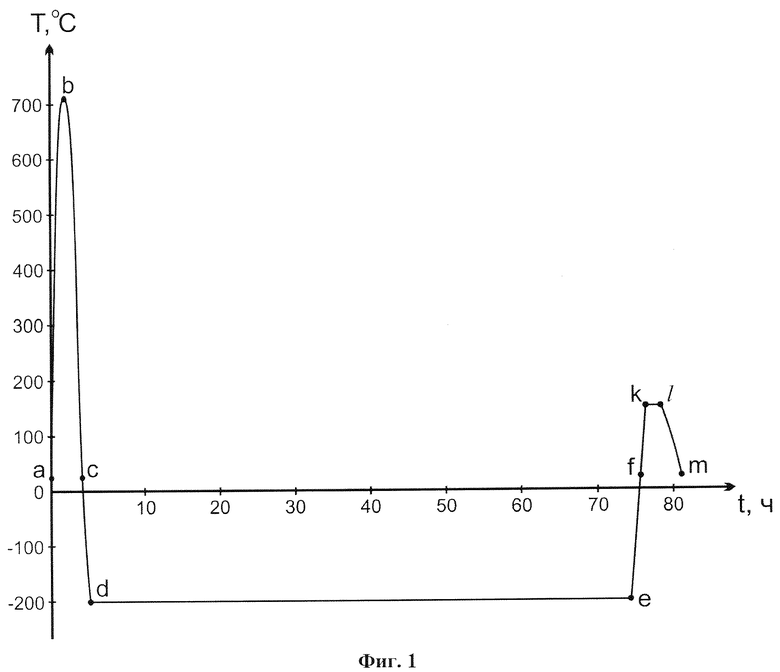
Способ упрочнения почвообрабатывающих рабочих органов, включающий формирование на поверхности деталей углублений с последующим заполнением их твердым сплавом методом электродуговой наплавки, отличающийся тем, что после прерывистого нанесения на поверхности деталей рабочих органов твердого износостойкого сплава их охлаждают на воздухе до температуры +20°С, а затем подвергают воздействию холодом в диапазоне температур -78…-196°С в течение 72…76 часов с последующим отпуском при температуре +150°С в течение 3 часов.
| Способ упрочнения рабочих органов почвообрабатывающих машин | 1983 |
|
SU1220150A2 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХА ПЛУГА | 2015 |
|
RU2607680C1 |
| AU 661910 B2, 10.08.1995 | |||
| US 5172770 A, 22.12.1992. | |||

