Настоящее изобретение относится к способу изготовления листовой ТВИП-стали, включающей аустенитную матрицу. Изобретение является в особенности хорошо подходящим для использования при изготовлении автомобильных транспортных средств.
Как это известно, с учетом экономии массы транспортных средств для изготовления автомобильного транспортного средства используют высокопрочные стали. Например, для изготовления конструкционных деталей механические свойства таких сталей должны быть улучшены. Однако, даже в случае улучшения прочности стали относительное удлинение и поэтому деформируемость высокопрочных сталей ухудшались. В целях преодоления данных проблем появились стали, характеризующиеся пластичностью, наведенной двойникованием, (ТВИП-стали), демонстрирующие хорошую деформируемость. Даже в случае демонстрации данным продуктом очень хорошей деформируемости механические свойства, такие как предел прочности при растяжении и напряжение при пределе текучести, не могут быть достаточно высокими для удовлетворения потребностям в автомобильной области применения.
В патентной заявке US2006278309 раскрывается горячекатаная листовая аустенитная железо/углерод/марганцовистая сталь, прочность которой составляет более, чем 900 МПа, у которой произведение (прочность (в МПа) * относительное удлинение при разрыве (в %)) составляет более, чем 45000, и химический состав которой включает нижеследующее, при этом уровни содержания выражают при расчете на массу: 0,5% ≤ С ≤ 0,7%, 17% ≤ Mn ≤ 24%, Si ≤ 3%, Al ≤ 0,050%, S ≤ 0,030%, P ≤ 0,080%, N ≤ 0,1% и необязательно один или несколько элементов, таких что: Cr ≤ 1%, Mo ≤ 0,40%, Ni ≤ 1%, Cu ≤ 5%, Ti ≤ 0,50%, Nb ≤ 0,50% и V ≤ 0,50%, причем состав, кроме того, включает железо и неизбежные примеси, получающиеся в результате плавления, при этом рекристаллизованная фракция стали составляет более, чем 75%, причем поверхностная фракция выделений карбидов в стали составляет менее, чем 1,5%, и при этом средний размер зерен стали составляет менее, чем 18 мкм.
В данной патентной заявке возможным является получение холоднокатаной листовой аустенитной железо/углерод/марганцовистой стали, характеризующейся прочностью, составляющей более, чем 950 МПа, после холодной прокатки. Толщина листовой стали может быть уменьшена в результате холодной прокатки, при использовании не одной стадии прокатки, но двух и более стадий, при этом за каждой из стадий прокатки следует операция отжига. Размер зерен до последней стадии прокатки и отжига не должен превышать 18 микронов исходя из опасений уменьшения прочности и способности деформироваться у конечного продукта.
Однако, прочность данной листовой аустенитной стали не является достаточно высокой. Действительно, в примерах максимальная прочность в диапазоне изобретения составляет 1130 МПа.
В публикации US2006/0179638 раскрывается способ производства стального продукта, в частности, стального листа или стальной полосы, где стальные полосу или лист производят из стали, которая содержит (в % (масс.)): С: 1,00%, Mn: от 7,00 до 30,00%, Al: от 1,00 до 10,00%, Si: от 2,50 до 8,00%, Al + Si: от 3,50 до 12,00%, В: 0,01%, Ni: 8,00%, Cu: 3,00%, N: 0,60%, Nb: 0,30%, Ti: 0,30%, V: 0,30%, P: 0,01% и железо и неизбежные примеси в качестве остатка, где из данных листа или полосы впоследствии производят готовый стальной продукт в результате холодной формовки, которая имеет место при степени холодной формовки в диапазоне от 2 до 25%.
Однако, в результате использования данного способа прочность при растяжении (Rm), полученная после холодной формовки, характеризующейся степенью в диапазоне от 2 до 25%, является очень низкой. Действительно, как это демонстрируют примеры, прочность при растяжении составляет как максимум 568 МПа при степени холодной формовки 10%, то есть, в диапазоне от 2 до 25. Помимо этого, в сравнительных примерах прочность при растяжении составляет как максимум 1051 МПа при степени холодной формовки 50%. В дополнение к этому, при степени холодной формовки 30 или 50% очень быстро спадают равномерные относительные удлинения. В заключение, сталь, использующаяся в примерах и называемая легкой сталью, содержит очень маленькое количество углерода (0,070% С) и большое количество Mn (25,9% Mn). Данная сталь является очень специфической, поскольку механическое упрочнение и механические свойства, в частности, предел текучести, являются очень низкими. Поэтому данная сталь не представляет интереса для автомобильной промышленности.
В публикации CN102418032 раскрывается способ изготовления стального материала, в частности, технологический процесс отжиговой подготовки, предназначенный для улучшения произведения прочности и относительного удлинения для листовой высокомарганцовистой стали, характеризующейся пластичностью, индуцированной двойникованием, (ТВИП). Данный способ включает горячую прокатку со следующими далее холодной прокаткой и термообработкой горячекатаной стали в рамках от 2 до 4 циклов после травления при использовании температуры термообработки в диапазоне 800-1000°С и продолжительности термообработки в диапазоне 10-30 минут.
В соответствии с требованиями к производству в случае проведения стадии (4) холодной прокатки и термообработки горячекатаного листа после травления в рамках трех циклов технологического процесса холодной прокатки и термообработки стадии производства представляют собой нижеследующее: первый цикл холодной прокатки и термообработки включает: холодную прокатку горячекатаного листа до 2,5 ~ 4 мм при комнатной температуре, после этого выдерживание холоднокатаного листа в нагревательной печи при установленной температуре в диапазоне 860-880°С в течение 10-15 минут и воздушное охлаждение холоднокатаного листа; впоследствии второй цикл холодной прокатки и термообработки включает: холодную прокатку листа, подвергнутого холодной прокатке и термообработке в первом цикле, до 1,0-2 мм, а после этого выдерживание листа при установленной температуре в диапазоне 880-900°С в течение 10-15 минут и воздушное охлаждение листа; впоследствии третий цикл холодной прокатки и термообработки включает: холодную прокатку листа, полученного со второго цикла, до 0,8-1,5 мм, а после этого выдерживание листа при установленной температуре в диапазоне 880-950°С в течение 10-30 минут и воздушное охлаждение листа; тем самым, подвергнутый воздушному охлаждению лист представляет собой листовую ТВИП-сталь, готовую для использования.
Однако, в данной патентной заявке, с одной стороны, не упоминается процентная доля степени обжатия, осуществляемой во время холодной прокатки, с другой стороны, в одном предпочтительном варианте осуществления проводят три цикла технологического процесса холодной прокатки и термообработки, что в результате приводит к получению продолжительного технологического времени и ухудшению механических свойств. Действительно, пример 1, полученный после трех циклов технологического процесса холодной прокатки и термообработки, характеризуется прочностью при растяжении (МПа), составляющей только 980 МПа, и относительным удлинением при разрыве 81%.
В публикации ЕР1878811 раскрывается способ выработки листовой стали, характеризующейся хорошей стойкостью к замедленному трещинообразованию, включающий стадии:
- подачи стали,
- отливки упомянутой стали в форме полуфабриката,
- повторного нагревания упомянутого полуфабриката,
- проведения горячей прокатки упомянутого полуфабриката вплоть до конечной температуры прокатки для получения листа,
- охлаждения упомянутого листа,
- необязательного проведения холодной прокатки и отжига,
- проведения по меньшей мере одной томильной обработки, где упомянутый лист подвергается томлению при температуре, заключенной в пределах от 250 до 900 градусов С в течение периода времени t, составляющего по меньшей мере 15 сек.
Однако, раскрытый способ является очень специфическим способом, включающим томильную обработку в связи с вышеупомянутым в целях получения хорошей стойкости к замедленному трещинообразованию. В дополнение к этому, отсутствует упоминание о холодной прокатке после стадии отжига. Единственную упомянутую холодную прокатку проводят до стадии отжига. Помимо этого, не упоминается процентная доля степени обжатия в ходе холодной прокатки. В заключение, состав стали включает Al в количестве, меньшем или равном 0,050%, которое является очень маленьким. Таким образом, цель изобретения заключается в устранении вышеупомянутых недостатков в результате предложения способа изготовления листовой ТВИП-стали, обладающей улучшенными механическими свойствами.
Достижения данной цели добиваются в результате предложении способа изготовления листовой ТВИП-стали, соответствующей пункту 1 формулы изобретения. Способ также может включать характеристики из пунктов от 2 до 21 формулы изобретения.
Достижения еще одной цели добиваются в результате предложения листовой ТВИП-стали, соответствующей пункту 22 формулы изобретения. Листовая сталь также может включать характеристики из пункта 23 формулы изобретения.
Исходя из следующего далее подробного описания изобретения станут очевидными и другие характеристики и преимущества изобретения.
В целях иллюстрирования изобретения будут описываться различные варианты осуществления и пробы для неограничивающих примеров, в частности, при обращении к следующим далее фигурам:
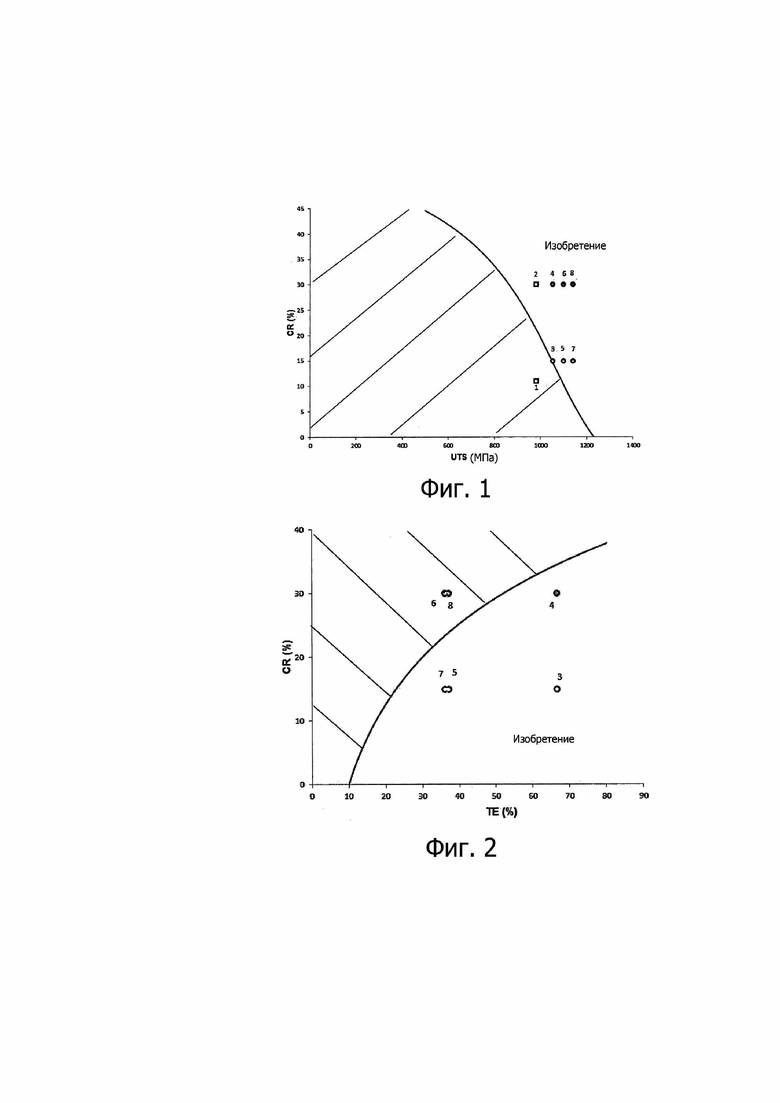
фиг. 1 иллюстрирует один вариант осуществления, соответствующий настоящему изобретению;
фиг. 2 иллюстрирует еще один вариант осуществления, соответствующий настоящему изобретению.
Должны быть определены следующие далее термины:
- UTS: предел прочности при растяжении,
- UTSannealed: предел прочности при растяжении, полученный после рекристаллизационного отжига,
- ТЕ: совокупное относительное удлинение,
- ТЕannealed: совокупное относительное удлинение, полученное после рекристаллизационного отжига,
- CR%: степень обжатия в ходе второй холодной прокатки.
Изобретение относится к способу производства листовой ТВИП-стали, включающему следующие далее стадии:
А. подача сляба, включающего листовую сталь, содержащую при расчете на массу:
0,5 < C < 1,2%,
13,0 ≤ Mn < 25,0%,
S ≤ 0,030%,
P ≤ 0,080%,
N ≤ 0,1%,
Si ≤ 3,0%
0,051% ≤ Al ≤ 4,0%,
и исключительно в необязательном порядке один или несколько элементов, таких как
Nb ≤ 0,5%,
B ≤ 0,005%,
Cr ≤ 1,0%,
Mo ≤ 0,40%,
Ni ≤ 1,0%,
Cu ≤ 5,0%,
Ti ≤ 0,5%,
V ≤ 2,5%,
0,06 ≤ Sn ≤ 0,2%,
при этом остаток состава составляют железо и неизбежные примеси, получающиеся в результате разработки,
В. повторное нагревание такого сляба и его горячая прокатка,
С. стадия скатывания в рулон,
D. первая холодная прокатка,
Е. рекристаллизационный отжиг, такой чтобы была бы получена отожженная листовая сталь, характеризующаяся значением UTSannealed, и
F. вторая холодная прокатка при степени обжатия CR%, которая удовлетворяет следующему далее уравнению А:
1216,472 – 0,9875 * UTSannealed ≤ (– 0,0008 * UTSannealed + 1,0124) * CR%2 + (0,0371 * UTSannealed – 29,583) * CR%
Как это можно себе представить без желания связывать себя какой-либо теорией, при использовании способа, соответствующего настоящему изобретению, в частности, при удовлетворении степенью обжатия в ходе второй холодной прокатки уравнению А, становится возможным получение листовой ТВИП-стали, обладающей улучшенными механическими свойствами, в особенности характеризующейся увеличенной прочностью.
Что касается химического состава стали, то С играет важную роль при получении микроструктуры и механических свойств. Он увеличивает энергию дефекта упаковки и промотирует стабильность аустенитной фазы. При объединении с уровнем содержания Mn в диапазоне от 13,0 до 25,0% (масс.) данная стабильность достигается для уровня содержания углерода, составляющего 0,5% и более. В случае присутствия карбидов ванадия высокий уровень содержания Mn может увеличить растворимость карбида ванадия (VC) в аустените. Однако, для уровня содержания С, составляющего более, чем 1,2%, имеет место риск уменьшения пластичности вследствие, например, наличия избыточных выделений карбидов или карбонитридов ванадия. Предпочтительно уровень содержания углерода находится в диапазоне от 0,4 до 1,2%, более предпочтительно от 0,5 до 1,0%, (масс.) в целях получения достаточной прочности.
Mn также представляет собой существенный элемент для увеличения прочности, для увеличения энергии дефекта упаковки и для стабилизации аустенитной фазы. В случае его уровня содержания, составляющего менее, чем 13,0%, будет иметь место риск образования мартенситных фаз, что очень ощутимо уменьшает способность деформироваться. Помимо этого, в случае уровня содержания марганца, составляющего более, чем 25,0%, будет подавляться образование двойников, и, в соответствии с этим, несмотря на увеличение прочности ухудшится пластичность при комнатной температуре. Предпочтительно уровень содержания марганца находится в диапазоне от 15,0 до 24,0%, а более предпочтительно от 17,0 до 24,0%, в целях оптимизирования энергии дефекта упаковки и предотвращения образования мартенсита под воздействием деформирования. Помимо этого, в случае уровня содержания Mn, составляющего более, чем 24,0%, режим деформирования в результате двойникования будет менее благоприятным в сопоставлении с режимом деформирования в результате скольжения совершенной дислокации.
Al представляет собой в особенности эффективный элемент для раскисления стали. Подобно С он увеличивает энергию дефекта упаковки, что уменьшает риск образования деформационного мартенсита, тем самым, улучшая пластичность и стойкость к замедленному разрушению. Однако, Al будет представлять собой недостаток в случае его присутствия в избытке в сталях, характеризующихся высоким уровнем содержания Mn, поскольку Mn увеличивает растворимость азота в жидком железе. В случае присутствия в стали избыточно большого количества Al элемент N, который объединяется с Al, образует выделения в форме нитридов алюминия (AlN), которые препятствуют мигрированию границ зерен во время горячей конверсии, и очень ощутимо увеличивает риск появления трещин при непрерывной разливке. В дополнение к этому, как это будет разъясняться ниже, в целях образования мелких выделений, в особенности карбонитридов, должно быть доступным достаточное количество N. Предпочтительно уровень содержания Al является меньшим или равным 2,0%. В случае уровня содержания Al, составляющего более, чем 4,0%, будет иметь место риск подавления образования двойников, что уменьшает пластичность. Предпочтительно количество Al составляет более, чем 0,06%, в выгодном случае более, чем 0,1%, а более предпочтительно более, чем 1,0%.
В соответствии с этим, уровень содержания азота должен составлять 0,1% и менее в целях предотвращения образования выделений AlN и образования объемных дефектов (вздутий) во время затвердевания. В дополнение к этому, в случае элементов, способных образовывать выделения в форме нитридов, таких как ванадий, ниобий, титан, хром, молибден и бор, уровень содержания азота не должен превышать 0,1%.
Необязательно количество V является меньшим или равным 2,5%, предпочтительно находящимся в диапазоне от 0,1 до 1,0%. Предпочтительно V образует выделения. Предпочтительно объемная доля таких элементов в стали находится в диапазоне от 0,0001 до 0,025%. Предпочтительно элемент ванадий главным образом локализуется при расположении внутри зерен. В выгодном случае, элемент ванадий характеризуется средним размером, составляющим менее, чем 7 нм, предпочтительно находящимся в диапазоне 1-5 нм, а более предпочтительно от 0,2 до 4,0 нм.
Кремний также представляет собой эффективный элемент для раскисления стали и для твердофазного упрочнения. Однако, выше уровня содержания 3% он уменьшает относительное удлинение и имеет тенденцию к образованию нежелательных оксидов во время определенных технологических процессов сборки, и поэтому он должен выдерживаться ниже данного предельного значения. Предпочтительно уровень содержания кремния является меньшим или равным 0,6%.
Сера и фосфор представляют собой примеси, которые охрупчивают границы зерен. Их соответствующие уровни содержания не должны превышать 0,030 и 0,080% в целях сохранения достаточной пластичности в горячем состоянии.
Может быть добавлено некоторое количество бора, доходящее вплоть до 0,005%, предпочтительно вплоть до 0,001%. Данный элемент подвергается ликвации на границах зерен и увеличивает их когезию. Как это можно себе представить без намерения связывать себя теорией, это приводит к уменьшению остаточных напряжений после профилирования в результате прессования и к получению лучшей стойкости к коррозии под напряжением для тем самым профилированных деталей. Данный элемент подвергается ликвации на границах аустенитных зерен и увеличивает их когезию. Бор образует выделения, например, в форме борокарбидов и боронитридов.
Никель может быть использован необязательно для увеличения прочности стали вследствие упрочнения в результате образования твердого раствора. Однако, помимо всего прочего по причинам, связанным с издержками, желательным является ограничение уровня содержания никеля максимальным уровнем содержания, составляющим 1,0% и менее, а предпочтительно менее, чем 0,3%.
Подобным образом, добавление меди при уровне содержания, не превышающем 5%, представляет собой одно средство обеспечения твердения стали в результате образования выделений металлической меди. Однако, выше данного уровня содержания медь несет ответственность за появление поверхностных дефектов на горячекатаном листе. Предпочтительно количество меди составляет менее, чем 2,0%. Предпочтительно количество Cu составляет более, чем 0,1%.
Титан и ниобий также представляют собой элементы, которые необязательно могут быть использованы для достижения твердения и упрочнения в результате образования выделений. Однако, в случае уровня содержания Nb или Ti, составляющего более, чем 0,50%, будет иметь место риск возможного стимулирования избыточным образованием выделений уменьшения вязкости, чего необходимо избегать. Предпочтительно количество Ti находится в диапазоне от 0,040 до 0,50% (масс.) или от 0,030% до 0,130% (масс.). Предпочтительно уровень содержания титана находится в диапазоне от 0,060% до 0,40 и, например, от 0,060% до 0,110%, (масс.). Предпочтительно количество Nb составляет более, чем 0,01%, а более предпочтительно находится в диапазоне от 0,070 до 0,50% (масс.) или от 0,040 до 0,220%. Предпочтительно уровень содержания ниобия находится в диапазоне от 0,090% до 0,40%, а в выгодном случае от 0,090% до 0,200%, (масс.).
В качестве необязательного элемента для увеличения прочности стали вследствие упрочнения в результате образования твердого раствора могут быть использованы хром и молибден. Однако, вследствие уменьшения хромом энергии дефекта упаковки его уровень содержания не должен превышать 1,0%, а предпочтительно должен находиться в диапазоне от 0,070% до 0,6%. Предпочтительно уровень содержания хрома находится в диапазоне от 0,20 до 0,5%. Молибден может быть добавлен в количестве, составляющем 0,40% и менее, предпочтительно в количестве в диапазоне от 0,14 до 0,40%.
Кроме того, как это можно себе представить без желания связывать себя какой-либо теорией, выделения ванадия, титана, ниобия, хрома и молибдена могут уменьшить восприимчивость к замедленному трещинообразованию и осуществить это без ухудшения характеристик пластичности и вязкости. Таким образом, предпочтительно в стали присутствует по меньшей мере один элемент, выбираемый из титана, ниобия, хрома и молибдена, в форме карбидов, нитридов и карбонитридов.
Необязательно добавляют олово (Sn) в количестве в диапазоне от 0,06 до 0,2% (масс.). Как это можно себе представить без желания связывать себя какой-либо теорией, потому, что олово представляет собой благородный элемент и само по себе не образует тонкую оксидную пленку при высоких температурах, Sn образует выделения на поверхности матрицы при отжиге до гальванизации при погружении в расплав, что подавляет диффундирование вглубь поверхности прооксидантного элемента, такого как Al, Si, Mn и тому подобное, и образование им оксида, тем самым, улучшая гальванизируемость. Однако, в случае добавляемого количества Sn, составляющего менее, чем 0,06%, эффект будет неотчетливым, и увеличение добавляемого количества Sn будет подавлять образование избранного оксида, в то время как в случае превышения добавляемым количеством Sn 0,2% добавляемый элемент Sn будет вызывать горячеломкость, что ухудшает обрабатываемость в горячем состоянии. Поэтому верхнее предельное значение для Sn ограничивают значением, составляющим 0,2% и менее.
Сталь также может содержать неизбежные примеси, представляющие собой результат разработки. Например, неизбежные примеси могут включать без какого-либо ограничения: O, H, Pb, Co, As, Ge, Ga, Zn и W. Например, массовый уровень содержания каждой примеси уступает 0,1% (масс.).
В соответствии с настоящим изобретением способ включает стадию подачи А) полуфабриката, такого как слябы, тонкие слябы или полоса, изготовленного из стали, характеризующейся описанным выше составом, такой сляб является отлитым. Предпочтительно отлитый подаваемый исходный материал нагревают до температуры, составляющей более, чем 1000°С, более предпочтительно более, чем 1050°С, а в выгодном случае находящейся в диапазоне от 1100 до 1300°С, или используют непосредственно при такой температуре после разливки без промежуточного охлаждения.
После этого проводят горячую прокатку при температуре, предпочтительно составляющей более, чем 890°С или более предпочтительно более, чем 1000°С, для получения, например, горячекатаной полосы, обычно имеющей толщину в диапазоне от 2 до 5 мм или даже 1-5 мм. Во избежание появления какой-либо проблемы, связанной с растрескиванием, вследствие недостатка пластичности температура окончания прокатки предпочтительно является большей или равной 850°С.
После горячей прокатки полоса должна быть скатана в рулон при температуре, такой, чтобы не образовывалось бы каких-либо значительных выделений карбидов (по существу цементита (Fe,Mn)3C)), того, что в результате приводило бы к ухудшению определенных механических свойств. Стадию скатывания в рулон С) проводят при температуре, меньшей или равной 580°С, предпочтительно меньшей или равной 400°С.
Проводят последующую операцию холодной прокатки со следующим далее рекристаллизационным отжигом. Данные дополнительные стадии в результате приводят к получению размера зерна, меньшего, чем соответствующий размер, полученный в отношении горячекатаной полосы, и поэтому в результате приводят к получению повышенных прочностных характеристик. Само собой разумеется то, что она должна быть проведена в случае желательности получения продуктов, имеющих уменьшенную толщину в диапазоне, например, от 0,2 мм до нескольких мм толщины, а предпочтительно от 0,4 до 4 мм.
Горячекатаный продукт, полученный при использовании описанного выше способа, подвергают холодной прокатке после проведения возможной предшествующей операции травления обычным образом.
Стадию первой холодной прокатки D) проводят при степени обжатия в диапазоне от 30 до 70%, предпочтительно от 40 до 60%.
После данной стадии прокатки зерна в высокой степени подвергаются механическому упрочнению, и необходимо провести операцию рекристаллизационного отжига. Данная обработка имеет эффект восстановления пластичности и одновременного уменьшения прочности. Предпочтительно данный отжиг проводят непрерывно. В выгодном случае рекристаллизационный отжиг Е) проводят при температуре в диапазоне от 700 до 900°С, предпочтительно от 750 до 850°С, например, в течение периода времени в диапазоне от 10 до 500 секунд, предпочтительно от 60 до 180 секунд.
В соответствии с настоящим изобретением величину UTS для листовой стали, полученной после рекристаллизационного отжига, обозначают как UTSannealed. Предпочтительно после стадии рекристаллизационного отжига Е) отожженная листовая сталь характеризуется значением UTSannealed, составляющим более, чем 800 МПа, предпочтительно находящимся в диапазоне от 800 до 1400 МПа, а более предпочтительно от 1000 до 1400 МПа.
Предпочтительно величину ТЕ для листовой стали, полученной после рекристаллизационного отжига, обозначают как TEannealed. В данном предпочтительном варианте осуществления листовая сталь характеризуется значением TEannealed, составляющим более, чем 10%, предпочтительно более, чем 15%, а более предпочтительно находящимся в диапазоне от 30 до 70%.
После этого проводят вторую холодную прокатку при степени обжатия, которая удовлетворяет уравнению А.
В одном предпочтительном варианте осуществления стадию второй холодной прокатки F) проводят при степени обжатия CR%, которая, кроме того, удовлетворяет следующему далее уравнению В:
Как это можно себе представить без желания связывать себя какой-либо теорией, при использовании способа, соответствующего настоящему изобретению, в частности, при удовлетворении степенью обжатия в ходе второй холодной прокатки, кроме того, вышеупомянутому уравнению, становится возможным получение листовой ТВИП-стали, обладающей, кроме того, улучшенными механическими свойствами, в особенности характеризующейся увеличенным относительным удлинением.
Предпочтительно стадию второй холодной прокатки F) проводят при степени обжатия в диапазоне 1-50%, предпочтительно 1-25% или от 26 до 50%. Это делает возможным уменьшение толщины стали. Помимо этого, листовая сталь, изготовленная в соответствии с вышеупомянутым способом, может характеризоваться увеличенной прочностью в результате деформационного упрочнения вследствие проведения стадии повторной прокатки. В дополнение к этому, данная стадия индуцирует получение высокой плотности двойников, улучшающей, таким образом, механические свойства листовой стали.
После второй холодной прокатки может быть проведена стадия нанесения покрытия в результате погружения в расплав G). Предпочтительно стадию G) проводят при использовании ванны на алюминиевой основе или ванны на цинковой основе.
В одном предпочтительном варианте осуществления стадию нанесения покрытия в результате погружения в расплав проводят при использовании ванны на алюминиевой основе, которая содержит менее, чем 15% Si, менее, чем 5,0% Fe, необязательно от 0,1 до 8,0% Mg и необязательно от 0,1 до 30,0% Zn, при этом остаток представляет собой Al.
В еще одном предпочтительном варианте осуществления стадию нанесения покрытия в результате погружения в расплав проводят при использовании ванны на цинковой основе, которая содержит 0,01-8,0% Al, необязательно 0,2-8,0% Mg, при этом остаток представляет собой Zn.
Расплавленная ванна также может содержать неизбежные примеси и остаточные элементы от подачи слитков или от прохождения листовой стали в расплавленной ванне. Например, необязательно примеси выбирают из Sr, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Zr или Bi, при этом массовый уровень содержания каждого дополнительного элемента уступает 0,3% (масс.). Остаточные элементы от подачи слитков или от прохождения листовой стали в расплавленной ванне могут представлять собой железо при уровне содержания, доходящем вплоть до 5,0%, предпочтительно 3,0%, (масс.).
Например, после осаждения покрытия может быть проведена стадия отжига в целях получения отожженной и гальванизированной листовой стали.
Таким образом, получают листовую ТВИП-сталь, характеризующуюся пределом прочности при растяжении (UTS), составляющим более, чем 1200 МПа, предпочтительно находящимся в диапазоне от 1200 до 1600 МПа. Предпочтительно совокупное относительное удлинение (ТЕ) составляет более, чем 10%, более предпочтительно более, чем 15% и более предпочтительно находится в диапазоне от 15 до 50%.
Пример
В данном примере использовали листовые ТВИП-стали, характеризующиеся следующим далее массовым составом:
Прежде всего, образцы подвергали нагреванию и горячей прокатке при температуре 1200°С. Температуру окончания горячей прокатки устанавливали равной 890°С и после горячей прокатки проводили скатывание в рулон при 400°С. После этого осуществляли 1-ую холодную прокатку при степени обжатия в ходе холодной прокатки 50%. Вслед за этим при 750°С в течение 180 секунд проводили рекристаллизационный отжиг. Определяли значения UTSannealed и TEannealed, полученные после стадии рекристаллизационного отжига.
После этого осуществляли 2-ую холодную прокатку при различных степенях обжатия в ходе холодной. Результаты продемонстрированы в следующей далее таблице:
* примеры, соответствующие настоящему изобретению; НД: не делали.
Как это демонстрируют результаты, при использовании способа, соответствующего настоящему изобретению, в частности, при удовлетворении уравнению А, в значительной степени улучшаются механические свойства листовой ТВИП-стали.
Фиг. 1 демонстрирует значение UTS, полученное после второй холодной прокатки для проб 1-8. Для проб от 2 до 8 удовлетворяется уравнение А, что означает значительное улучшение значения UTS.
Фиг. 2 демонстрирует значение TE, полученное после второй холодной прокатки для проб от 3 до 8. Для проб от 3, 4, 5 и 7, кроме того, удовлетворяется уравнение В, что означает значительное улучшение значений как UTS, так и ТЕ.
Настоящее изобретение относится к способу производства листовой стали с пластичностью, наведенной двойникованием, имеющей аустенитную матрицу и используемой при изготовлении автомобильных транспортных средств. Сляб, содержащий при расчете на массу: 0,5 < C < 1,2%, 13,0 ≤ Mn < 25,0%, S ≤ 0,030%, P ≤ 0,080%, N ≤ 0,1%, Si ≤ 3,0%, 0,051% ≤ Al ≤ 4,0%, 0,1 ≤ V ≤ 2,5%, при необходимости один или несколько элементов из Nb ≤ 0,5%, B ≤ 0,005%, Cr ≤ 1,0%, Mo ≤ 0,40%, Ni ≤ 1,0%, Cu ≤ 5,0%, Ti ≤ 0,5% и 0,06 ≤ Sn ≤ 0,2%, остальное - железо и неизбежные примеси, повторно нагревают, осуществляют его горячую прокатку, скатывают в рулон, выполняют первую холодную прокатку, рекристаллизационный отжиг и вторую холодную прокатку. Обеспечивается получение листовой стали с высокими механическими свойствами. 2 н. и 21 з.п. ф-лы, 2 ил., 1 пр.
1. Способ производства листовой стали с пластичностью, наведенной двойникованием, включающий следующие далее стадии:
А. подача сляба, содержащего при расчете на массу:
0,5 < C < 1,2%,
13,0 ≤ Mn < 25,0%,
S ≤ 0,030%,
P ≤ 0,080%,
N ≤ 0,1%,
Si ≤ 3,0%,
0,051% ≤ Al ≤ 4,0%,
0,1 ≤ V ≤ 2,5%
и исключительно в необязательном порядке один или несколько элементов, таких как
Nb ≤ 0,5%,
B ≤ 0,005%,
Cr ≤ 1,0%,
Mo ≤ 0,40%,
Ni ≤ 1,0%,
Cu ≤ 5,0%,
Ti ≤ 0,5%,
0,06 ≤ Sn ≤ 0,2%,
при этом остаток состава составляют железо и неизбежные примеси,
В. повторное нагревание такого сляба и его горячая прокатка,
С. стадия скатывания в рулон,
D. первая холодная прокатка,
Е. рекристаллизационный отжиг, такой чтобы была получена отожженная листовая сталь, характеризующаяся значением предела прочности при растяжении, полученного после рекристаллизационного отжига, UTSannealed, и
F. вторая холодная прокатка при степени обжатия CR%, которая удовлетворяет следующему далее уравнению А:
1216,472 – 0,9875 * UTSannealed ≤ (– 0,0008 * UTSannealed + 1,0124) * CR%2 + (0,0371 * UTSannealed – 29,583) * CR%.
2. Способ по п. 1, в котором количество Al в слябе составляет более чем 0,06%.
3. Способ по п. 1 или 2, в котором повторное нагревание проводят при температуре, составляющей более чем 1000°С, и температура окончания прокатки составляет по меньшей мере 850°С.
4. Способ по любому из пп. 1-3, в котором температуру скатывания в рулон устанавливают меньшей или равной 580°С.
5. Способ по любому из пп. 1-4, в котором стадию первой холодной прокатки D) проводят при степени обжатия в диапазоне от 30 до 70%.
6. Способ по п. 5, в котором стадию первой холодной прокатки D) проводят при степени обжатия в диапазоне от 40 до 60%.
7. Способ по любому из пп. 1-6, в котором рекристаллизационный отжиг Е) проводят при температуре в диапазоне от 700 до 900°С.
8. Способ по любому из пп. 1-7, в котором значение предела прочности при растяжении, полученного после рекристаллизационного отжига, UTSannealed составляет более чем 800 МПа.
9. Способ по п. 8, в котором указанное значение предела прочности при растяжении UTSannealed находится в диапазоне от 800 до 1400 МПа.
10. Способ по п. 9, в котором указанное значение предела прочности при растяжении UTSannealed находится в диапазоне от 1000 до 1400 МПа.
11. Способ по любому из пп. 1-10, в котором совокупное относительное удлинение, полученное после рекристаллизационного отжига, TE%annealed составляет более чем 10%.
12. Способ по п. 11, в котором значение TE%annealed составляет более чем 15%.
13. Способ по п. 12, в котором значение TE%annealed находится в диапазоне от 30% до 70%.
14. Способ по любому из пп. 1-13, в котором стадию второй холодной прокатки F) проводят при степени обжатия, которая также удовлетворяет следующему далее уравнению В:
 .
.
15. Способ по любому из пп. 1-14, в котором стадию второй холодной прокатки проводят при степени обжатия в диапазоне 1-50%.
16. Способ по п. 15, в котором вторую холодную прокатку проводят при степени обжатия в диапазоне 1-25%.
17. Способ по п. 15, в котором вторую холодную прокатку проводят при степени обжатия в диапазоне от 26 до 50%.
18. Способ по любому из пп. 1-17, в котором после стадии второй холодной прокатки F) проводят стадию G) нанесения покрытия в результате погружения в расплав.
19. Способ по п. 18, в котором нанесение покрытия в результате погружения в расплав проводят при использовании ванны на алюминиевой основе или ванны на цинковой основе.
20. Способ по п. 19, в котором ванна на алюминиевой основе содержит менее чем 15% Si, менее чем 5,0% Fe, необязательно от 0,1 до 8,0% Mg и необязательно от 0,1 до 30,0% Zn, при этом остаток представляет собой Al.
21. Способ по п. 20, в котором ванна на цинковой основе содержит 0,01-8,0% Al, необязательно 0,2-8,0% Mg, при этом остаток представляет собой Zn.
22. Листовая сталь с пластичностью, наведенной двойникованием, полученная способом по любому из пп. 1-21 и характеризующаяся значением предела прочности при растяжении UTS, составляющим более чем 1200 МПа.
23. Листовая сталь по п. 22, характеризующаяся значением совокупного относительного удлинения ТЕ, составляющим более чем 10%.

