Изобретение относится к лезвийному режущему инструменту и может быть применено в машиностроении, металлообработке, деревообработке и других отраслях промышленности.
Известна сборная червячно-модульная фреза, содержащая корпус и режущие пластины, установленные на корпусе, при этом режущие пластины имеют плоскую посадочную поверхность с поперечным выступом, которая наклонена в противоположные стороны относительно выступа, а посадочные места режущих пластин в корпусе имеют ответную форму посадочной поверхности режущих пластин [US 2017182573, дата публикации: 29.06.2017 г., МПК: В23С 5/20; B23F 21/16;].
Известна сборная червячно-модульная фреза, содержащая корпус и режущие пластины, установленные на корпусе, при этом режущие пластины имеют плоскую посадочную поверхность с пересекающимися продольными и поперечными канавками, а посадочные места режущих пластин в корпусе имеют ответную форму посадочной поверхности режущих пластин [US 9475135, дата публикации: 25.10.2016 г., МПК: В23С 5/20; B23F 21/12; B23F 21/14].
В качестве прототипа выбрана сборная червячно-модульная фреза, содержащая корпус и режущие пластины, установленные на корпусе, при этом режущие пластины имеют плоскую посадочную поверхность с продольными канавками, а посадочные места режущих пластин в корпусе имеют ответную форму посадочной поверхности режущих пластин [US 7537419, дата публикации: 26.05.2009 г., МПК: В23В 27/16; В23С 5/20;].
Недостатком прототипа и известных сборных червячно-модульных фрез является высокий риск смещения режущих пластин относительно корпуса при установке режущих пластин на посадочные места в корпусе из-за мелких частиц стружки и пыли, неизбежно попадающих в пространство между канавками посадочных поверхностей пластин и корпуса при замене или перестановке режущих пластин, при этом очистка посадочных поверхностей от мелких частиц может быть затруднена из-за электростатических сил, действующих между мелкими частицами и посадочными поверхностями и удерживающих их между канавками. Вследствие указанного недостатка при использовании собранной червячно-модульной фрезы может произойти снятие лишнего материала с заготовки и возникнуть брак при изготовлении зубчатых колес сборной червячно-модульной фрезой, что в значительной степени ухудшает ее эксплуатационные характеристики.
Технической проблемой, на решение которой направлено изобретение, является улучшение эксплуатационных характеристик сборной червячно-модульной фрезы.
Техническим результатом, на достижение которого направлено изобретение, является снижение риска возникновения брака при изготовлении зубчатых колес сборной червячно-модульной фрезой.
Сущность изобретения заключается в следующем.
Сборная червячно-модульная фреза содержит корпус и режущие пластины, установленные в корпус, при этом посадочные места режущих пластин в корпусе имеют ответную форму посадочной поверхности режущих пластин. В отличие от прототипа режущие пластины имеют цилиндрическую основную посадочную поверхность и дополнительную плоскую посадочную поверхность, при этом направляющая цилиндрической основной посадочной поверхности представляет собой дугу.
Цилиндрическая основная посадочная поверхность режущих пластин препятствует смещению режущих пластин относительно посадочного места в корпусе при совершении движения подачи и может быть образована множеством параллельных образующих цилиндрической основной посадочной поверхности, пересекающих направляющую цилиндрической основной посадочной поверхности. Направляющая цилиндрической основной посадочной поверхности представляет собой дугу, что обеспечивает возможность упрощения очистки и механической обработки посадочной поверхности пластины и посадочного места в корпусе червячно-модульной фрезы. При этом направляющая может быть выполнена в вертикальной или наклонной плоскости, а цилиндрическая основная посадочная поверхность при этом может быть выпуклой или вогнутой.
Дополнительная плоская посадочная поверхность обеспечивает возможность исключения риска вращательного движения пластины в момент совершения движения подачи при изготовлении зубчатых колес. Дополнительная плоская посадочная поверхность может быть выполнена смежной с цилиндрической основной посадочной поверхностью и может быть расположена с противоположной стороны режущей кромки.
Посадочные места режущих пластин в корпусе имеют ответную форму посадочным поверхностям режущих пластин, что обеспечивает возможность установки режущих пластин в корпус. Элементы червячно-модульной фрезы могут быть соединены любым известным разъемным или неразъемным способом и могут быть изготовлены из любых известных инструментальных материалов, например, из углеродистой или быстрорежущей стали, твердых сплавов или металлокерамики.
Изобретение обладает ранее неизвестной из уровня техники совокупностью существенных признаков, отличающейся тем, что режущие пластины имеют цилиндрическую основную посадочную поверхность, а посадочные места режущих пластин в корпусе имеют ответную форму цилиндрической основной посадочной поверхности режущих пластин, что обеспечивает фиксацию пространственного положения режущих пластин в корпусе и упрощает очистку посадочной поверхности пластин и посадочных мест в корпусе от частиц стружки и пыли при замене или перестановке режущих пластин, что позволяет снизить риск их смещения на посадочных местах относительно корпуса фрезы, благодаря чему обеспечивается достижение технического результата, заключающегося в снижении риска возникновения брака при изготовлении зубчатых колес сборной червячно-модульной фрезой, тем самым улучшаются эксплуатационные характеристики сборной червячно-модульной фрезы.
Наличие новых отличительных существенных признаков свидетельствует о соответствии изобретения критерию патентоспособности «новизна».
Изобретение обеспечивает возможность достижения неочевидного технического эффекта, заключающегося в существенном снижении риска возникновения брака при изготовлении зубчатых колес не только за счет снижения риска смещения режущих пластин в корпусе из-за попадания мелких частиц стружки и пыли, но и за счет снижения риска возникновения брака при получении посадочной поверхности режущих пластин в корпусе червячно-модульной фрезы. Получение посадочных поверхностей известных сборных червячно-модульных фрез подразумевает использование нескольких видов режущих инструментов при нескольких переходах и, в некоторых случаях, при смене установов заготовки корпуса в оснастке, что существенно увеличивает риск несоблюдения указанных допусков при выполнении всех технологических операций по обработке посадочной поверхности режущих пластин в корпусе и существенно увеличивает риск возникновения брака при изготовлении зубчатых колес собранной червячно-модульной фрезой. Получение цилиндрической основной посадочной поверхности в корпусе червячно-модульной фрезы по изобретению обеспечивается за счет применения только одного типа режущего инструмента и может быть произведено за один установ корпуса в оснастке, что позволяет не только значительно упростить контроль за состоянием инструмента, которым обрабатывается посадочная поверхность режущих пластин в корпусе, но и снизить риск несоблюдения указанных допусков при изготовлении посадочной поверхности режущих пластин в корпусе, что в конечном итоге позволяет еще на стадии изготовления корпуса червячно-модульной фрезы снизить риск возникновения брака при изготовлении зубчатых колес, что свидетельствует о соответствии изобретения критерию патентоспособности «изобретательский уровень».
Изобретение может быть реализовано при помощи известных средств, материалов и технологий, что свидетельствует о соответствии изобретения критерию патентоспособности «промышленная применимость».
Изобретение поясняется следующими фигурами.
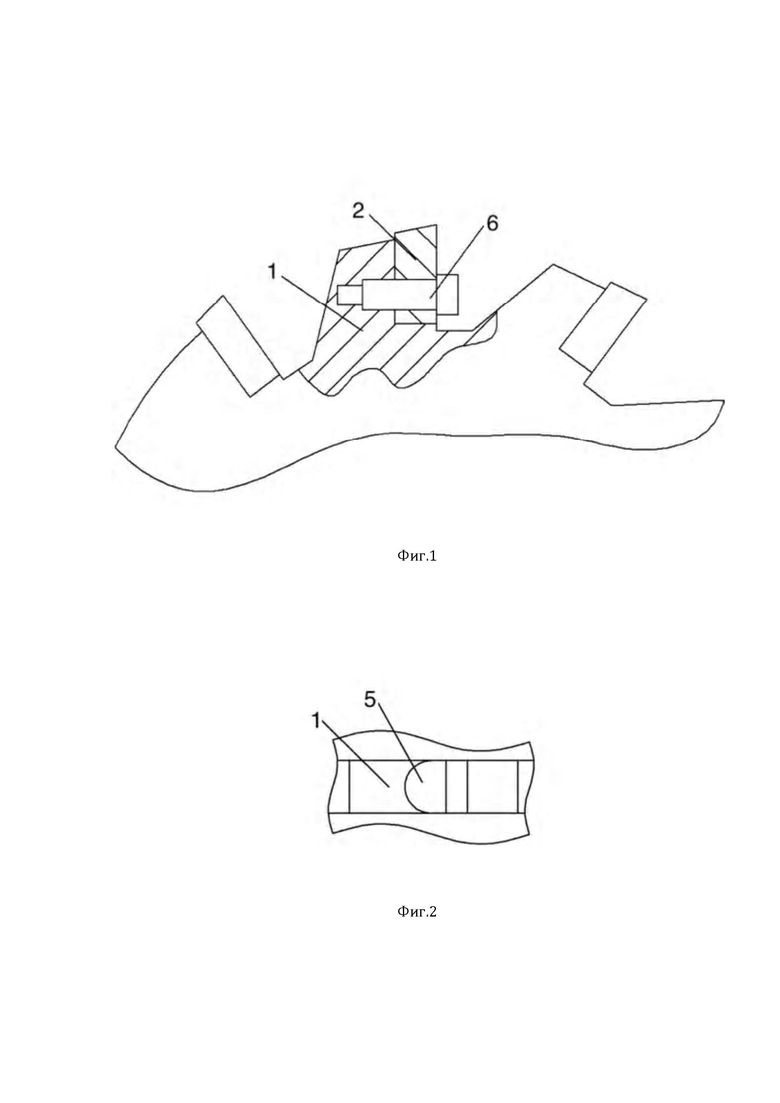
Фиг. 1 - Сборная червячно-модульная фреза, вид сбоку.
Фиг. 2 - Сборная червячно-модульная фреза, вид сверху.
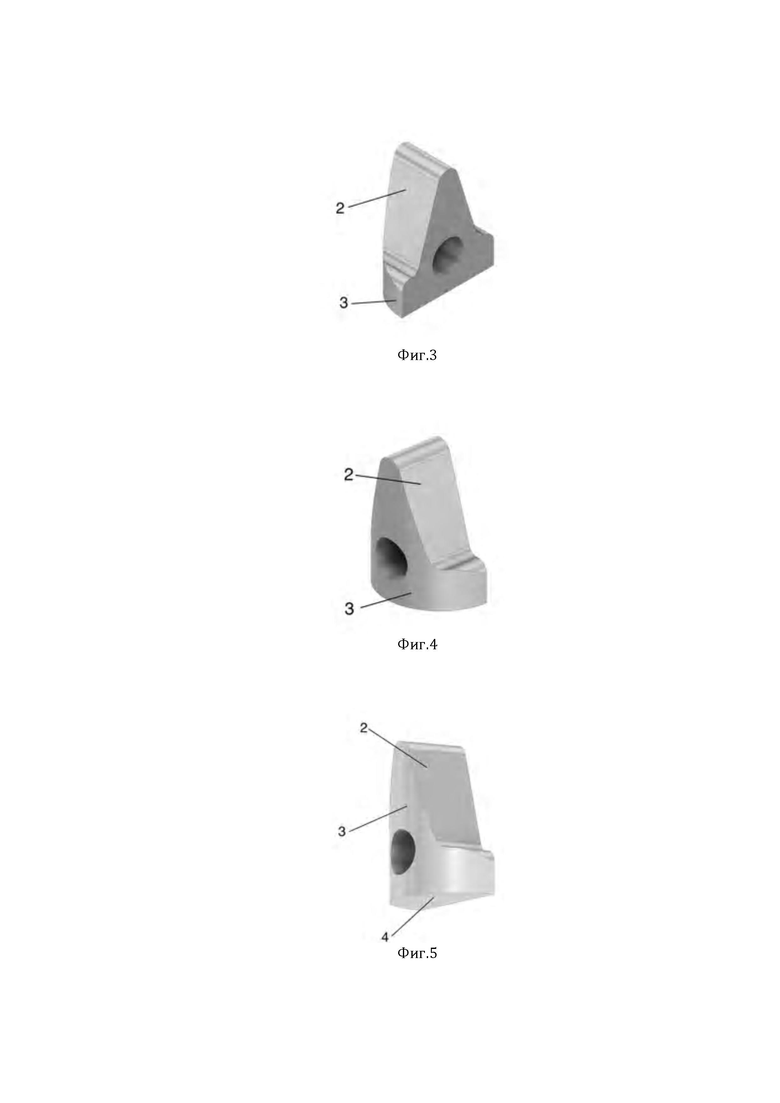
Фиг. 3 - Режущая пластина, имеющая выпуклую вертикальную цилиндрическую основную и дополнительную плоскую посадочные поверхности, при этом направляющая цилиндрической основной посадочной поверхности представляет собой полукруг, вид спереди.
Фиг. 4 - Режущая пластина, имеющая выпуклую вертикальную цилиндрическую основную и дополнительную плоскую посадочные поверхности, вид сзади.
Фиг. 5 - Режущая пластина, имеющая выпуклую вертикальную цилиндрическую основную и дополнительную плоскую посадочные поверхности, вид снизу.
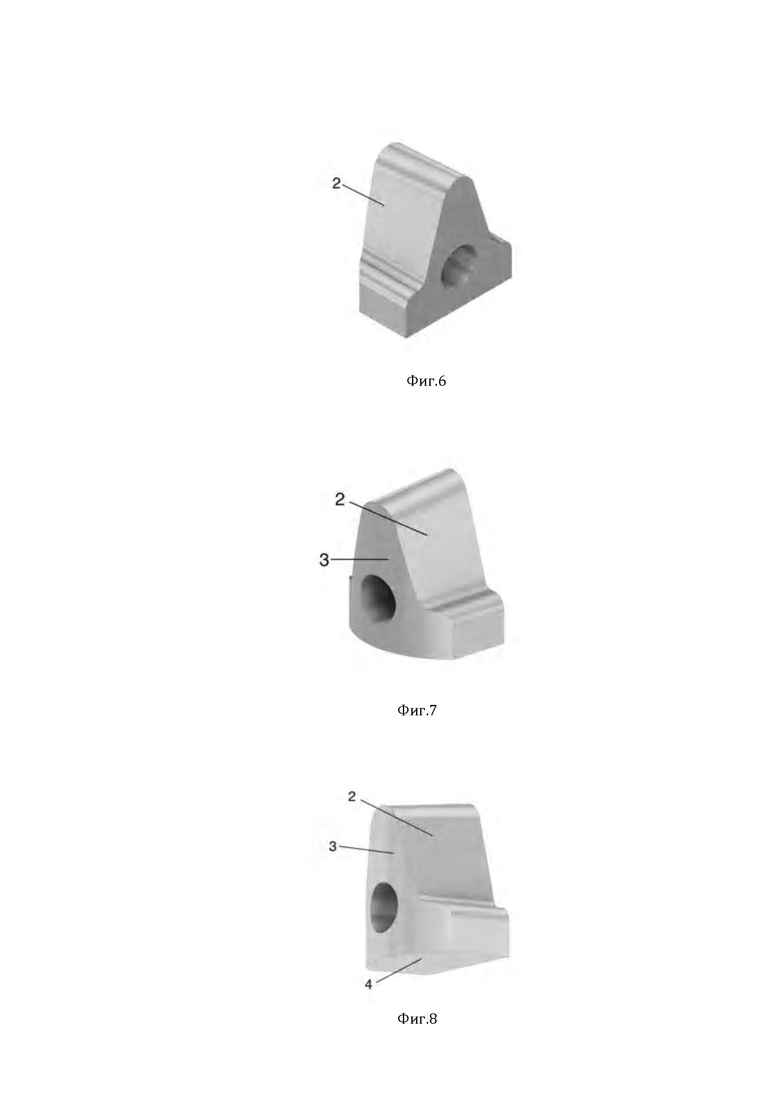
Фиг. 6 - Режущая пластина, имеющая выпуклую вертикальную цилиндрическую основную и дополнительную плоскую посадочные поверхности, вид спереди.
Фиг. 7 - Режущая пластина, имеющая выпуклую вертикальную цилиндрическую основную и дополнительную плоскую посадочные поверхности, вид сзади.
Фиг. 8 - Режущая пластина, имеющая выпуклую вертикальную цилиндрическую основную и дополнительную плоскую посадочные поверхности, вид снизу.
Сборная червячно-модульная фреза содержит корпус 1 и режущие пластины 2, при этом режущие пластины 2 имеют цилиндрическую основную посадочную поверхность 3 и дополнительную плоскую посадочную поверхность 4, а посадочные места 5 в корпусе 1 имеют ответную форму посадочным поверхностям 3 и 4 режущих пластин 2.
Изобретение работает следующим образом.
Сборная червячно-модульная фреза собирается путем установки режущих пластин 2 в корпус 1, совмещения цилиндрической основной посадочной поверхности 3 и дополнительной плоской посадочной поверхности 4 с посадочным местом 5 в корпусе 1 и закрепления режущих пластин 2 винтами 6, и устанавливается в шпиндель (не показан на фигурах) фрезерного станка, после чего сборной червячно-модульной фрезой производится нарезание зубьев зубчатого колеса (не показано на фигурах). Для замены изношенных режущих пластин 2 сборная червячно-модульная фреза демонтируется из шпинделя фрезерного станка, винты 6 выкручиваются, и режущие пластины 2 отсоединяются, при этом посадочное место каждой режущей пластины 2 в корпусе 1 продувается и очищается от частиц стружки и пыли. Перед установкой новых режущих пластин 2 их посадочные поверхности 3 и 4 также продуваются и очищаются от мелких частиц, после чего новые режущие пластины 2 устанавливаются в свои посадочные места 5 в корпусе 1, а сборная червячно-модульная фреза устанавливается обратно в шпиндель фрезерного станка, и нарезание зубьев зубчатого колеса продолжается.
Таким образом достигается технический результат, заключающийся в снижении риска возникновения брака при изготовлении зубчатых колес сборной червячно-модульной фрезой, тем самым улучшаются эксплуатационные характеристики сборной червячно-модульной фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| Сборная червячно-модульная фреза | 2017 |
|
RU2693578C2 |
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2013 |
|
RU2532746C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
Изобретение относится к лезвийному режущему инструменту и может быть использовано в металлообработке, деревообработке и других отраслях Сборная червячно-модульная фреза содержит корпус и режущие пластины, установленные в корпус. Посадочные места для режущих пластин в корпусе имеют ответную форму посадочной поверхности режущих пластин. Режущие пластины имеют цилиндрическую посадочную поверхность, при этом направляющая цилиндрической посадочной поверхности представляет собой дугу. Снижается риск возникновения брака при изготовлении зубчатых колес сборной червячно-модульной фрезой. 2 з.п. ф-лы, 8 ил.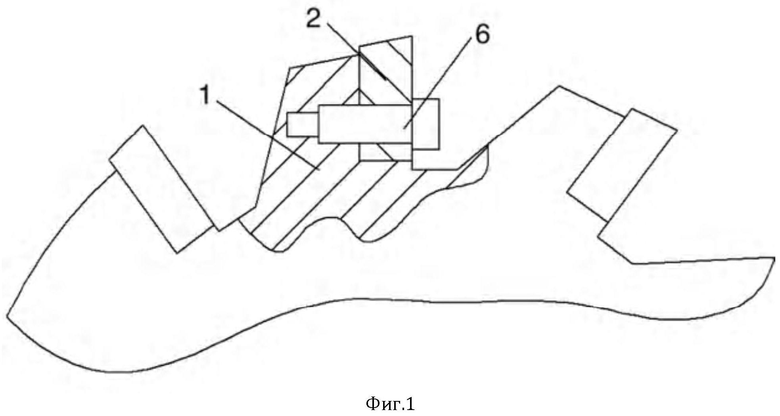
1. Сборная червячно-модульная фреза, содержащая корпус и режущие пластины, установленные в корпус, при этом посадочные места режущих пластин в корпусе имеют ответную форму посадочной поверхности режущих пластин, отличающаяся тем, что режущие пластины имеют цилиндрическую основную посадочную поверхность и дополнительную плоскую посадочную поверхность, при этом направляющая цилиндрической основной посадочной поверхности представляет собой дугу.
2. Сборная червячно-модульная фреза по п.1, отличающаяся тем, что направляющая цилиндрической основной посадочной поверхности режущей пластины выполнена в горизонтальной плоскости.
3. Сборная червячно-модульная фреза по п.1, отличающаяся тем, что цилиндрическая основная посадочная поверхность выполнена выпуклой.
| US 7537419 B2, 26.05.2009 | |||
| СБОРНАЯ ФРЕЗА | 1997 |
|
RU2128103C1 |
| ЗУБОРЕЗНАЯ ФРЕЗА С РАДИАЛЬНО РЕГУЛИРУЕМЫМИ СТЕРЖНЕВЫМИ РЕЗЦАМИ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2013 |
|
RU2660427C2 |

