Изобретение относится к порошковой металлургии, главным образом к составам порошковой карбидостали и к способам ее термообработки (спекания) и может быть использовано в инструментальном производстве твердосплавных пластин. Изобретение может быть использовано в аддитивных технологиях при производстве различных изделий.
Известны сталь, изготовленная методом порошковой металлургии, инструмент, включающий сталь, и способ изготовления инструмента из патента РФ 2415961, C22C 33/02, C22C 38/38, B22F 3/24, опубл. 10.04.2011 [1].
Изобретение относится к порошковой металлургии, в частности к порошковым инструментальным сталям и инструментам из них. Порошковая инструментальная сталь содержит, мас.%: C+N 1,1-2,3; Si 0,1-2,0; Mn 0,1-3,0; Cr макс.20; (Mo+W/2) 5-20; Co 0-20; Cu, Ni, Sn, Pb, Ti, Zr, и Аl суммарно не более 1%; Nb и V в количествах, удовлетворяющих условиям: 4,0≤(Nb+V)≤7,0 и 0,55≤(Nb/V)≤4,0; железо и неизбежные примеси - остальное. Из стали изготавливают инструменты для горячей или холодной обработки, или обработки резанием путем горячего изостатического прессования стального порошка, полученного распылением газом, с получением заготовки инструмента и последующими закалкой с температуры 950-1250°С и отпуском при 480-650°С, 3×1 ч. Сталь обладает высокими физико-механическими и эксплуатационными свойствами.
Недостатком известного изобретения является использование дорогостоящих компонент - вольфрама и молибдена и очень сложный компонентный состав с малым содержанием необходимых элементов, что затрудняет их перемешивание.
Известен спеченный металлообрабатывающий инструмент, изготовленный из порошковой карбидостали из патента РФ 2601363, C22C 38/28, C22C 29/02, C22C 33/02, опубл. 10.11.2016 [2].
Изобретение относится к порошковой металлургии и может быть использовано для изготовления спеченных металлообрабатывающих инструментов. Инструменты изготовлены из порошковой карбидостали, содержащей углерод, титан, молибден, вольфрам, ванадий, хром, стеарат цинка и железо при следующем соотношении компонентов, мас.%: углерод 0,3-0,5, титан 1,0-2,0, молибден 3,0-5,0, вольфрам 2,5-4,0, ванадий 3,0-4,0, хром 8,0-10,0, стеарат цинка 0,1-0,3, железо остальное. Обеспечивается повышение износостойкости инструмента.
Недостатком известного изобретения является использование дорогостоящих компонент - вольфрама и молибдена.
Известен способ изготовления изделий из композиционного материала из патента РФ 2677556, B22F 3/14, C22C 33/02, опубл. 17.01.2019 [3].
Изобретение относится к порошковой металлургии, в частности к получению изделий из композиционных материалов со стальной матрицей и наполнителя из тугоплавких соединений. Изделие из композиционного материала получают путем измельчения и смешивания порошков матрицы на основе железа и его сплавов и наполнителя. Смесь порошков компактируют прессованием, спекают в вакууме с двухступенчатым режимом нагрева и контролируемой скоростью нагрева с последующим отжигом. Причем в качестве наполнителя используют оксинитриды и/или оксикарбонитриды титана, а компоненты матрицы и наполнителя взяты в весовом количественном соотношении 5:1-2,5:1. После отжига материал подвергают термической обработке по режиму закалки. Предлагаемый способ позволяет получать изделия с однородной высокой плотностью и твердостью при упрощении технологического процесса и оснастки.
Недостатком известного изобретения является трудность контролирования содержания кислорода и/или азота в оксикарбонитриде титана, поскольку в процессе спекания/термообработки они могут выходить из соединения с титаном.
Известен способ изготовления заготовок из композиционных материалов из патента РФ 2285583, B22F 3/14, C22C 1/05, C22C 33/02, опубл. 20.10.2006 [4].
Изобретение относится к порошковой металлургии, в частности к способам изготовления композиционных материалов на основе стали с добавкой карбидов. Может использоваться при изготовлении привалковой арматуры для сортовых и проволочных прокатных станов. Способ изготовления заготовок из композиционных материалов включает смешивание порошков стали фракции не более 93 мкм и тугоплавкого соединения фракции не более 40 мкм в соотношении 9:1-7:3 по весу и измельчение до фракции не более 40 мкм. Шихту помещают в газопроницаемые оболочки, герметизируют и проводят гидростатическое прессование при 300-1000 МПа. Полученные заготовки спекают в вакууме при остаточном давлении со ступенчатым режимом нагрева и контролируемой скоростью между отдельными ступенями и отжигают по ступенчатому режиму с температуры спекания. Техническим результатом является повышение плотности, равноплотности и прочности.
Недостатком известного изобретения является сложность процесса гидростатического прессования с последующим спеканием в оболочках.
Технической задачей предлагаемого изобретения является разработка заготовки твердосплавной пластины из порошковой карбидостали и способ ее термообработки для получения плотной однородной структуры материала, необходимой при изготовлении из нее изделий с высокими физико-механическими и эксплуатационными характеристиками. Также предлагаемый состав порошковой карбидостали и способ ее термообработки может быть использованы при производстве изделий аддитивными технологиями.
Указанный технический результат достигается тем, что заготовка твердосплавной пластины из порошковой карбидостали содержит углерод, ванадий, титан, при этом она дополнительно содержит марганец, при следующем соотношении компонентов, вес.%: углерод 1,0-1,5; марганец 1,0-1,5; ванадий 1,0-2,0; титан 20-30; железо остальное.
Указанный технический результат также достигается тем, что способ термообработки заготовки из порошковой карбидостали включает измельчение и смешивание исходных порошковых компонентов, последующее прессование заготовки и ступенчатое спекание, при этом в качестве исходных компонентов порошковой смеси используют полученные при раздельном размоле компонентов порошки дисперсностью не более 10 мкм, прессование заготовки осуществляют путем двустороннего прессования при давлении 100-150 МПа, спрессованную заготовку помещают в вакуумную нагревательную печь, где осуществляют ее двухступенчатое спекание с одновременным вакуумированием рабочего пространства печи до давления 10-3 Па, при этом на первом этапе проводят твердофазное спекание при температуре 0,7-0,8 от температуры плавления основы смеси - железа со скоростью нагрева 70-90°С/час с выдержкой 60-90 минут, а на втором этапе проводят жидкофазное спекание при температуре 0,85-0,9 от температуры плавления тугоплавкого компонента смеси - титана со скоростью 100-120°С/час с выдержкой 30-60 минут, после чего печь выключают и заготовку охлаждают вместе с печью.
Раскрытие сущности изобретения.
Предложена заготовка из порошковой карбидостали, содержащая в составе, вес.%: углерод 1,0-1,5; ванадий 1,0-2,0; марганец 1,0-1,5; титан 20-30; железо остальное.
Выбор качественного и количественного состава порошковой карбидостали обусловлено следующим.
Углерод - это элемент, который имеет большое значение для твердости и прочности карбидостали. Углерод также является элементом, важным для улучшения прокаливаемости. Это связано с тем, какая часть содержащихся в карбидостали карбидообразующих элементов связана в первую очередь в форме карбидов. И по этой причине и, преимущественно, с целью противодействия образованию нежелательных карбидов порошковая карбидосталь по изобретению содержит не более 1,5 вес.%. Минимальное содержание углерода в карбидостали составляет 1,0 вес.% для того, чтобы карбидосталь получила достаточное количество растворенного углерода в мартенсите, с тем, чтобы мартенсит в таком отпущенном состоянии получил достаточную твердость, не менее 50 HRC.
Марганец является элементом, также способствующим прокаливаемости и применяется также для удаления нежелательных микроэлементов, например, серы оставшейся после получения порошков и удаляемой при помощи образования безвредных сульфидов марганца. Заявляемое количество марганца в составе в карбидостали достаточны для достижения указанных целей.
Карбидосталь по изобретению содержит ванадия не более 2,0 вес.%, чтобы обеспечивать вторичное твердение благодаря осаждению вторичных карбидов во время отпуска и, таким образом, повышать устойчивость против отпуска. Ванадий также оказывает ингибирующее воздействие на рост зерен благодаря осаждению карбидов, образующихся в материале. Если содержание ванадия слишком высоко, то при отвердевании карбидостали формируются, однако, крупные первичные карбиды. Для достижения требуемого вторичного твердения и чтобы обеспечивать благоприятный вклад в ингибирование роста зерен, но в то же время предотвращать образование в карбидостали крупных нерастворимых первичных карбидов, содержание ванадия должно находиться в интервале 1,0-2,0 вес.%.
Титан самый тугоплавкий компонент заявляемой порошковой карбидостали. Его количественное содержание в карбидостали определено заявленным техническим результатом. Заявленное количественное содержание титана в карбидостали обеспечивает достаточно высокие физико-механические и эксплуатационные характеристики изделий, получаемых из предлагаемой порошковой карбидостали.
Способ термообработки заготовки из порошковой карбидостали заключается в том, что сначала исходные порошковые компоненты измельчают и смешивают, затем прессуют заготовку и спекают ее ступенчатой термообработкой, при этом спекание заготовки осуществляют в два этапа - на первом проводят твердофазное спекание заготовки с очисткой от адсорбированного кислорода, а затем жидкофазное спекание для формирования структуры материала. При этом используют для приготовления порошковой смеси исходные порошки компонентов дисперсностью до 10 мкм, полученные при раздельном размоле компонентов. Прессование порошковой смеси осуществляют при давлении 100-150 МПа при использовании двустороннего прессования.
Спрессованную заготовку (изделие) помещают в вакуумную нагревательную печь, где осуществляют их спекание с одновременным вакуумированием рабочего пространства печи до давления 10-3 Па. При этом спекание осуществляют по двухступенчатому режиму: сначала на первом этапе проводят твердофазное спекание при температуре 0,7-0,8 от температуры плавления основы материала - железа (при температуре 1100-1230°С) со скоростью нагрева 70-90°С/час с выдержкой 60-90 минут, при этом происходит очистка заготовки материала от адсорбированного кислорода. Затем на втором этапе проводят жидкофазное спекание при температуре 0,85-0,9 от температуры плавления самого тугоплавкого компонента материала – титана (при температуре 1410-1500°С) со скоростью 100-120°С/час с выдержкой 30-60 минут для формирования плотной однородной структуры материала. После выдержки печь выключают и заготовку охлаждают вместе с печью.
Режимы нагрева с контролируемой скоростью между этапами определены опытным путем с целью обеспечения плавного и равномерного прогрева заготовки по всему сечению, а также для обеспечения протекания диффузионных процессов и уменьшения остаточных напряжений при спекании. Снижение температуры жидкофазного спекания заготовки на втором этапе ниже 0,85-0,9 от температуры плавления самого тугоплавкого компонента (титана) приводит к увеличению остаточной пористости, а повышение выше - к оплавлению заготовки.
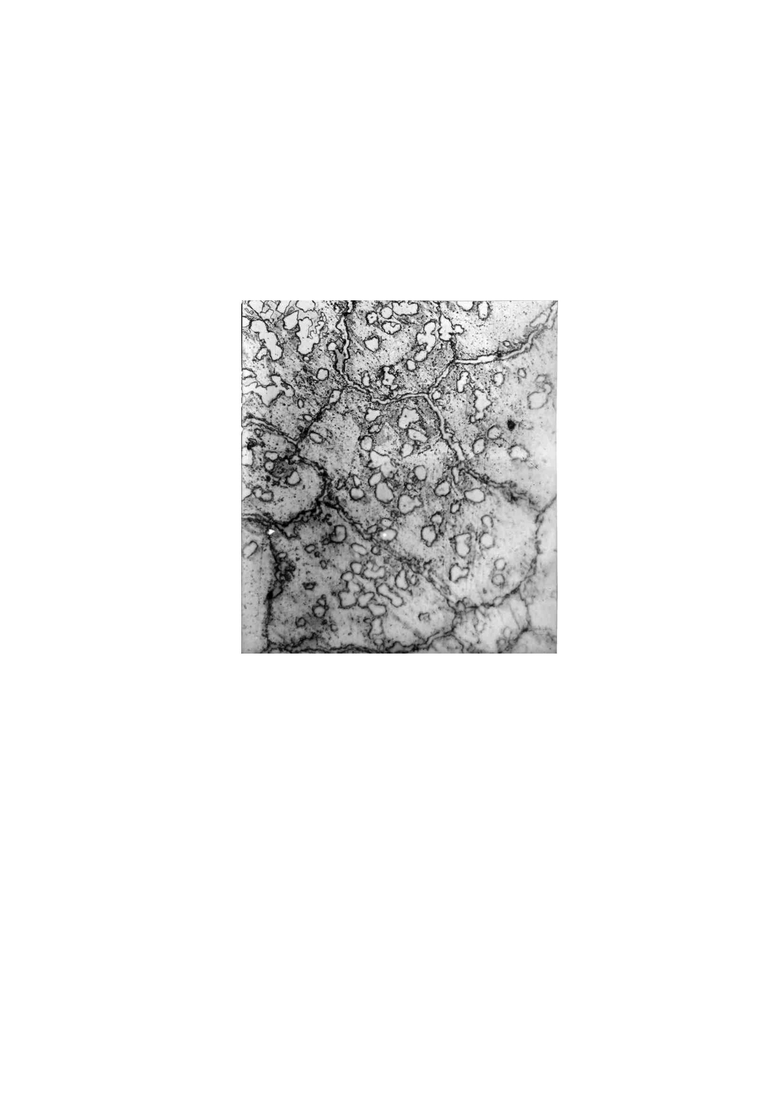
Заготовка (изделие) из карбидостали в соответствии с изобретением имеет плотную однородную структуру, полученную в условиях спекания в два этапа в виде отпущенного мартенсита, содержащего TiC-карбиды, равномерно распределенные в мартенсите, получаемые на этапе жидкофазного спекания (см. фиг.).
Полученные в соответствии с изобретением заготовки были подвергнуты механическим испытаниям, при которых определялась их твердость и прочность. Твердость по Виккерсу измеряли на твердомере «Дурамин-500», прочность на сжатие на машине для механических испытаний «Девотранс».
Изобретение иллюстрируется фигурой, на которой представлена фотография структуры карбидостали в соответствии с изобретением. На фиг. показано равномерное распределение TiC-карбидов (белые частицы). Карбидосталь содержит около 10 об.% TiC-карбидов, имеющих средний размер 0,5 мкм.
Примеры конкретного выполнения.
Пример 1.
Порошки исходных компонентов раздельно размалывали, выделяли фракцию не более 10 мкм. Для изготовления прямоугольной заготовки размером: 10×10×50 мм брали исходные компоненты в количестве, вес.%: углерод 1,5; ванадий 2,0; марганец 1,5; титан 30; остальное железо. Компоненты тщательно смешивали. Приготовленную порошковую смесь засыпали в пресс-форму пресса К-8130 с расчетным усилием 100 МПа. Спекание заготовки проводили в два этапа в вакуумной печи с одновременным вакуумированием рабочего пространства печи (давление 10-3 Па): при 1100°С со скоростью нагрева 70°С/час в течение 90 минут, затем при 1450°С со скоростью нагрева 110°С/час в течение 60 минут. После выдержки печь выключали, а заготовку охлаждали с печью.
Полученная по примеру 1 заготовка имеет следующие характеристики: твердость 560 НV; прочность при сжатии 3100 МПа.
Пример 2.
Осуществляли аналогично примеру 1. Предварительно размолотые исходные компоненты с фракцией не более 10 мкм брали в количестве, вес.%: углерод 1,5; ванадий 2,0; марганец 1,2; титан 20; остальное железо, тщательно смешивали. Приготовленную порошковую смесь прессовали с расчетным усилием 120 МПа. Спекание проводится в вакуумной печи (давление 10-3 Па) в два этапа: при 1150°С со скоростью нагрева 80°С/час в течение 80 минут, затем при 1500°С со скоростью нагрева 100°С/час в течение 45 минут. После выдержки печь выключали, а заготовку охлаждали с печью.
Полученная по примеру 2 заготовка имеет следующие характеристики: твердость 530 НV; прочность при сжатии 3300 МПа.
Пример 3.
Порошки исходных компонентов раздельно размалывали, выделяли фракцию не более 10 мкм. Для изготовления цилиндрической заготовки размером: диаметр 16 мм, длина 25 мм брали исходные компоненты в количестве, вес.%: углерод 1,0; ванадий 1,5; марганец 1,0; титан 25; остальное железо, тщательно смешивали. Приготовленную порошковую смесь засыпали в пресс-форму, с двумя имеющими возможность движения навстречу друг другу пуансонами и подвергали прессованию при давлении 150 МПа. Далее производили спекание заготовки в два этапа в вакуумной печи с одновременным вакуумированием рабочего пространства печи (давление 10-3 Па). Скорость нагрева составляла 90°С/час до температуры 1230°С с выдержкой 60 минут. Затем выполняли нагрев до температуры 1500°С со скоростью 110°С/час с последующей выдержкой 30 минут. После выдержки печь выключали, а заготовку охлаждали с печью.
Полученная по примеру 3 заготовка имеет следующие характеристики: твердость 500 НV; прочность при сжатии 3500 МПа.
Пример 4.
Осуществляли аналогично примеру 3. Порошки исходных компонентов раздельно размалывали, выделяли не более 10 мкм. Для изготовления цилиндрической заготовки размером: диаметр 16 мм, длина 25 мм в количестве 10 шт. берут исходные компоненты в количестве, вес.%: углерод 1,5; ванадий 1,5; марганец 1,0, титан 20; остальное железо, тщательно смешивали. Приготовленную порошковую смесь засыпали в пресс-форму и подвергали прессованию при давлении 130 МПа. Далее производили спекание в два этапа в вакуумной печи (давление 10-3 Па). Скорость нагрева составляла 85°С/час до температуры 1200°С с выдержкой 80 минут. Затем выполняли нагрев до температуры 1410°С со скоростью 100°С/час с последующей выдержкой 30 минут. После выдержки печь выключали, а заготовку охлаждали с печью.
Полученная по примеру 4 заготовка имеет следующие характеристики: твердость 550 НV; прочность при сжатии 3000 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойная твердосплавная пластина и способ ее получения | 2020 |
|
RU2749734C1 |
| Многослойная твердосплавная пластина и способы ее получения (варианты) | 2020 |
|
RU2747054C1 |
| Карбидосталь и способ ее получения | 1988 |
|
SU1647039A1 |
| Способ изготовления изделий из композиционного материала | 2018 |
|
RU2677556C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ КАРБИДОСТАЛЕЙ ИЗ СТРУЖКОВЫХ ОТХОДОВ МЕТАЛЛОРЕЖУЩЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2775243C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2285583C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО КАТОДА ДЛЯ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2013 |
|
RU2534324C1 |
| СПЕЧЕННЫЙ МЕТАЛЛООБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ, ИЗГОТОВЛЕННЫЙ ИЗ ПОРОШКОВОЙ КАРБИДОСТАЛИ | 2013 |
|
RU2601363C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КАРБИДА ТИТАНА | 2000 |
|
RU2190681C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСПОРИСТОГО КАРБИДОЧУГУНА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫГЛАЖИВАТЕЛЕЙ | 2012 |
|
RU2511226C2 |
Изобретение относится к порошковой металлургии, а именно к изготовлению заготовки из порошковой карбидостали, используемой в инструментальном производстве твердосплавных пластин, а также в аддитивных технологиях. Заготовку изготавливают путем измельчения и смешивания исходных компонентов порошковой смеси с последующим прессованием заготовки, содержащей, в мас.%: углерод 1,0-1,5, марганец 1,0-1,5, ванадий 1,0-2,0, титан 20-30, железо – остальное, и ступенчатого спекания. В качестве исходных компонентов порошковой смеси используют полученные при раздельном размоле компонентов порошки дисперсностью не более 10 мкм. Прессование заготовки осуществляют путем двустороннего прессования при давлении 100-150 МПа. Спрессованную заготовку помещают в вакуумную нагревательную печь, где осуществляют ее двухступенчатое спекание с одновременным вакуумированием рабочего пространства печи до давления 10-3 Па, при этом на первом этапе проводят твердофазное спекание при температуре 0,7-0,8 от температуры плавления основы смеси - железа со скоростью нагрева 70-90°С/час с выдержкой 60-90 минут, а на втором этапе проводят жидкофазное спекание при температуре 0,85-0,9 от температуры плавления тугоплавкого компонента смеси - титана со скоростью 100-120°С/час с выдержкой 30-60 минут. Затем печь выключают и заготовку охлаждают вместе с печью. Достигается получение плотной однородной структуры материала, обеспечивающей высокие физико-механические и эксплуатационные характеристики. 2 н.п. ф-лы, 1 ил., 4 пр.
1. Заготовка твердосплавной пластины из порошковой карбидостали, содержащей углерод, ванадий, титан и железо, отличающаяся тем, что она дополнительно содержит марганец, при следующем соотношении компонентов, мас.%:
2. Способ изготовления заготовки по п.1, включающий измельчение и смешивание исходных компонентов порошковой смеси с последующим прессованием заготовки и ступенчатым спеканием, отличающийся тем, что в качестве исходных компонентов порошковой смеси используют полученные при раздельном размоле компонентов порошки дисперсностью не более 10 мкм, прессование заготовки осуществляют путем двустороннего прессования при давлении 100-150 МПа, спрессованную заготовку помещают в вакуумную нагревательную печь, где осуществляют ее двухступенчатое спекание с одновременным вакуумированием рабочего пространства печи до давления 10-3 Па, при этом на первом этапе проводят твердофазное спекание при температуре 0,7-0,8 от температуры плавления основы смеси - железа со скоростью нагрева 70-90°С/час с выдержкой 60-90 минут, а на втором этапе проводят жидкофазное спекание при температуре 0,85-0,9 от температуры плавления тугоплавкого компонента смеси - титана со скоростью 100-120°С/час с выдержкой 30-60 минут, после чего печь выключают и заготовку охлаждают вместе с печью.
| СПЕЧЕННЫЙ МЕТАЛЛООБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ, ИЗГОТОВЛЕННЫЙ ИЗ ПОРОШКОВОЙ КАРБИДОСТАЛИ | 2013 |
|
RU2601363C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОЙ КАРБИДОСТАЛИ | 2005 |
|
RU2301721C1 |
| Карбидосталь и способ ее получения | 1988 |
|
SU1647039A1 |
| Приспособление к подъемному механизму для захватывания болванок | 1929 |
|
SU19324A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| US 5427600 A, 27.06.1995. | |||

