Автоматизированный лазерный технологический комплекс для термоупрочнения детали
Изобретение относится к универсальному технологическому оборудованию для лазерной обработки, а именно, к автоматизированным лазерным технологическим комплексам для термоупрочнения (АЛТКУ) наружных и внутренних поверхностей деталей различных размеров и форм без их оплавления, без изменений геометрических размеров и шероховатости.
Термоупрочнение реализуется за счет технологии локального лазерного упрочнения путем перемещения пятна лазерного излучения многолучевого СО2-лазера относительно поверхности обрабатываемой детали.
Известен лазерный технологический комплекс для обработки крупногабаритных изделий [1], содержащий технологический лазер, элементы транспортировки лазерного излучения в виде поворотных плоских зеркал, оптико-фокусирующую головку с механизмом ее перемещения по трем координатам и технологический стол для обрабатываемого изделия, отличающийся тем, что технологический стол выполнен в виде двух установленных друг над другом платформ, верхняя из которых выполнена подвижной в плоскости, параллельной нижней платформе, при этом на нижней платформе установлен механизм для крепления изделия в виде тела вращения, а верхняя платформа выполнена с возможностью обеспечения поворота на 90° относительно нижней платформы и фиксации ее в этом положении.
Недостатком являются ограниченные возможности устройства.
Известен способ упрочнения поверхности детали из чугуна [2], включающий воздействие на поверхность детали многолучевым лазерным излучением, и устройство для упрочнения поверхности детали, содержащее лазерный излучатель с излучающими трубками, скомпонованными в виде пакета из нескольких рядов один внутри другого.
Многолучевой лазер обеспечивает более равномерное, по сравнению с однолучевым лазером, распределение интенсивности излучения в пятне обработки и, соответственно, более равномерное тепловое воздействие на упрочняемую зону. Однако в связи с тем, что в этом лазере трубки излучателя скомпонованы по граням концентричных шестигранников, при перемещении луча по упрочняемой поверхности получается существенная разница суммарной мощности, получаемой отдельными участками (точками) дорожки воздействия от центра к краям, и разница в продолжительности воздействия излучения на отдельные точки. Это приводит к неравномерности теплового воздействия на упрочняемый материал и, соответственно, к неравномерности структуры, твердости и глубины упрочненной зоны по сечению дорожки от центра к краям дорожки, причем степень этой неравномерности различна при движении луча в разных направлениях.
Известен способ упрочнения поверхности детали и устройство для его осуществления [3], содержащее лазерный излучатель с излучающими трубками, скомпонованными в виде пакета из нескольких рядов один внутри другого. Применяемый многолучевой лазер обеспечивает равномерное распределение плотности мощности (интенсивности) излучения в сечении пятна обработки и минимальную разницу в продолжительности воздействия излучения на различные участки поверхности от центра дорожки к краям при перемещении пятна луча по упрочняемой поверхности в любом направлении и по любой траектории. Однако в связи с тем, что на краях пятна обработки тепло проникает не только в глубину материала, но и отводится вдоль холодной поверхности, тепловое воздействие по глубине на упрочняемый материал у края пятна меньше, чем в середине, что приводит к неравномерности структуры, твердости и глубины упрочненной зоны по сечению дорожки от центра к краям дорожки.
Наиболее близким аналогом, принятым за прототип, является устройство для упрочнения поверхности детали из железоуглеродистого сплава [4], содержащее лазерный излучатель с излучающими трубками, скомпонованными в виде пакета, состоящего из расположенных один внутри другого рядов, отличающееся тем, что пакет состоит из четырех рядов излучающих трубок, расположенных вокруг центральной оси в виде четырех восьмигранников, причем восьмигранник второго ряда излучающих трубок повернут вокруг центральной оси относительно внешнего восьмигранника первого ряда излучающих трубок с расположением его вершин напротив центров граней внешнего восьмигранника, а восьмигранник третьего ряда излучающих трубок повернут вокруг центральной оси относительно восьмигранника второго ряда излучающих трубок с расположением его вершин напротив центров граней упомянутого второго восьмигранника
Недостатком прототипа является ограниченность возможностей.
Технический результат изобретения - расширение технологических возможностей комплекса без увеличения габаритов и расширения производственных площадей, улучшение качества лазерного излучения и качества лазерной обработки.
Заявленный результат достигается тем, что известный автоматизированный лазерный технологический комплекс для термоупрочнения детали, включающий многолучевой СО2 лазер, содержащий лазерный излучатель с газоразрядными трубками, оптико-фокусирующую головку, элементы транспортировки лазерного излучения в зону обработки детали и технологический стол для обрабатываемой детали, имеющий основание, снабжен разборным кабинетным ограждением зоны обработки детали, имеющим двери раздвижные Г- образной формы для доступа в зону обработки детали и загрузки деталей, и шарнирную дверь для обеспечения доступа при обслуживании лазера, при этом технологический стол выполнен разборным и имеет тележку с опорами колесными неповоротными и опорами колесными поворотными, на которой установлено указанное основание с литым столом, в котором выполнены пазы для крепления термоупрочняемой детали, излучатель выполнен монолитным, а его газоразрядные трубки скомпонованы в виде пакета из нескольких рядов, размещенных равномерно по окружностям его корпуса один внутри другого с созданием двух внешних колец из шестнадцати трубок в каждом и одного внутреннего из восьми трубок.
Технологический стол состоит из основания, тележки и литого рабочего стола с 9-ю Т-образными пазами для крепления обрабатываемых деталей.
Основание представляет собой сварную конструкцию в виде каркаса, выполненного из квадратных труб 80×80 мм и плит, шлифованных для базирования литого стола и всевозможных приводных механизмов.
Тележка, которая, также, как и основание, представляет собой сварную конструкцию в виде каркаса, выполненного из квадратных труб 80×80 мм и плит, шлифованных для базирования основания, литого стола и всевозможных приводных механизмов. Она имеет две опоры колесные неповоротные FCdn80 и две опоры колесные поворотные SCdn80 ф. "Транслайт" для перемещения стола и четыре опоры LV.A-80-24-M20x98 Code 304725 ф. "ФАМ" для его установки и выставки. Тележка закреплена к станине при помощи двух стяжек. Стол предварительно выставлен относительно направлений линейных перемещений при помощи опор и закреплен к станине.
В зависимости от габаритных размеров обрабатываемой детали для ее базирования данный узел может использоваться в следующих компоновках:
частей для обеспечения доступа при обслуживании лазера. Она крепится к двери в задней части ограждения, обеспечивающей доступ в зону обслуживания узлов с обратной стороны от рабочей зоны.
Выполнение излучателя монолитным обеспечивает жесткость и прочность конструкции излучателя.
Размещение газоразрядных трубок равномерно по цилиндрическим окружностям корпуса излучателя с созданием двух внешних колец по 16 трубок в каждом и одного внутреннего с 8-ью трубками обеспечивает равномерное распределение энергии по всей площади пятна.
Таким образом, конструктивные особенности комплекса АЛТКУ позволяют ему трансформироваться под любые габариты детали, благодаря разборным кабинету и рабочему столу, что расширяет технологические возможности комплекса. Комплектация комплекса многоканальным CO2 лазером, который имеет специализированную компоновку газоразрядных трубок в излучателе, выполненном монолитным способом, обеспечивает качественное лазерное излучение и качественную лазерную обработку.
Изобретение поясняется следующими чертежами.
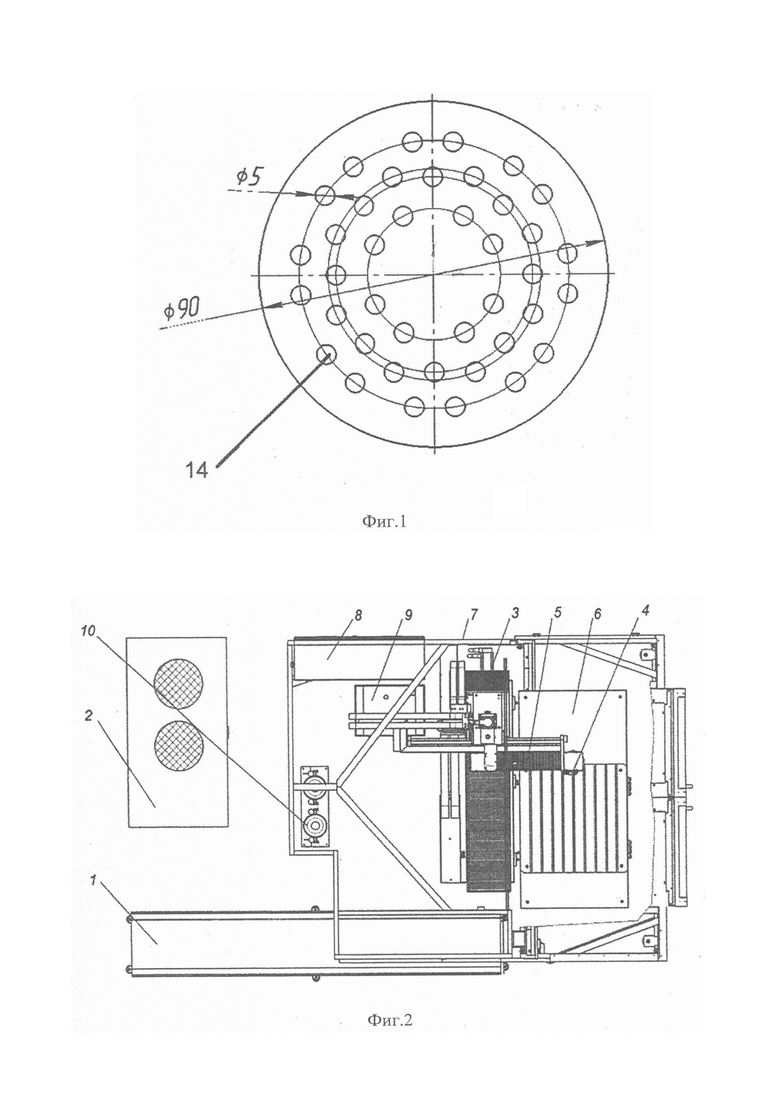
Фиг. 1 - схема поперечного сечения компоновки излучающих трубок излучателя;
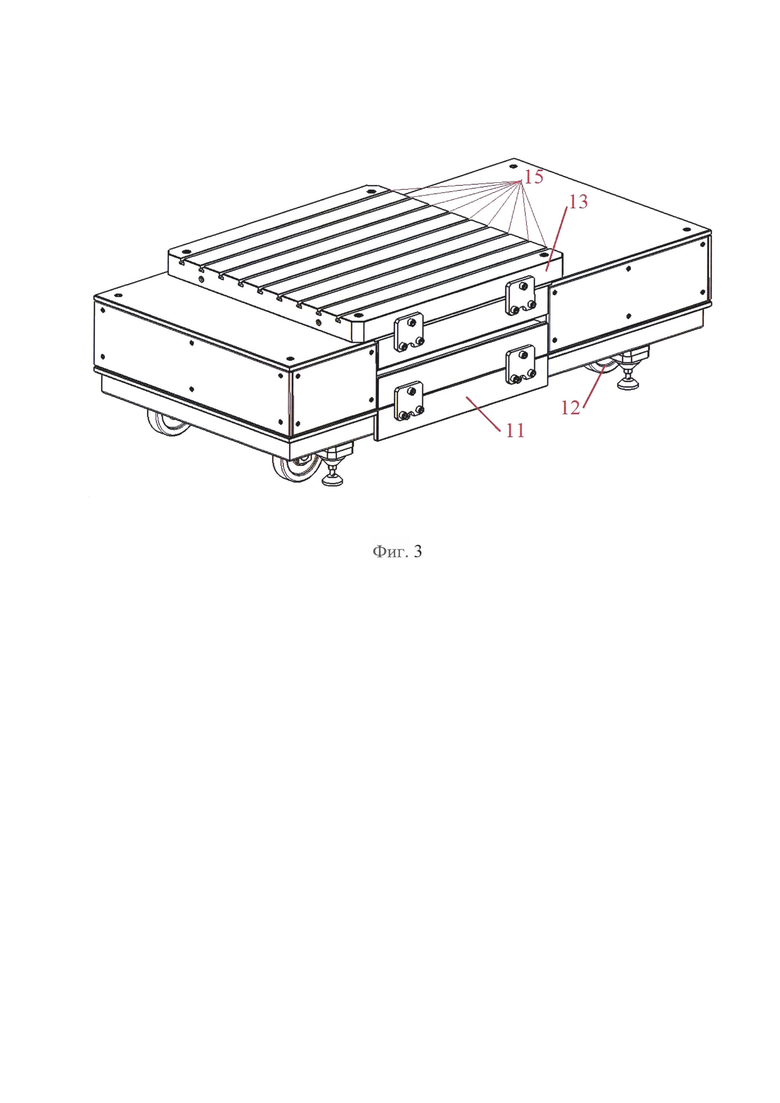
Фиг. 2 - общая схема автоматизированного лазерного технологического комплекса (вид сверху);
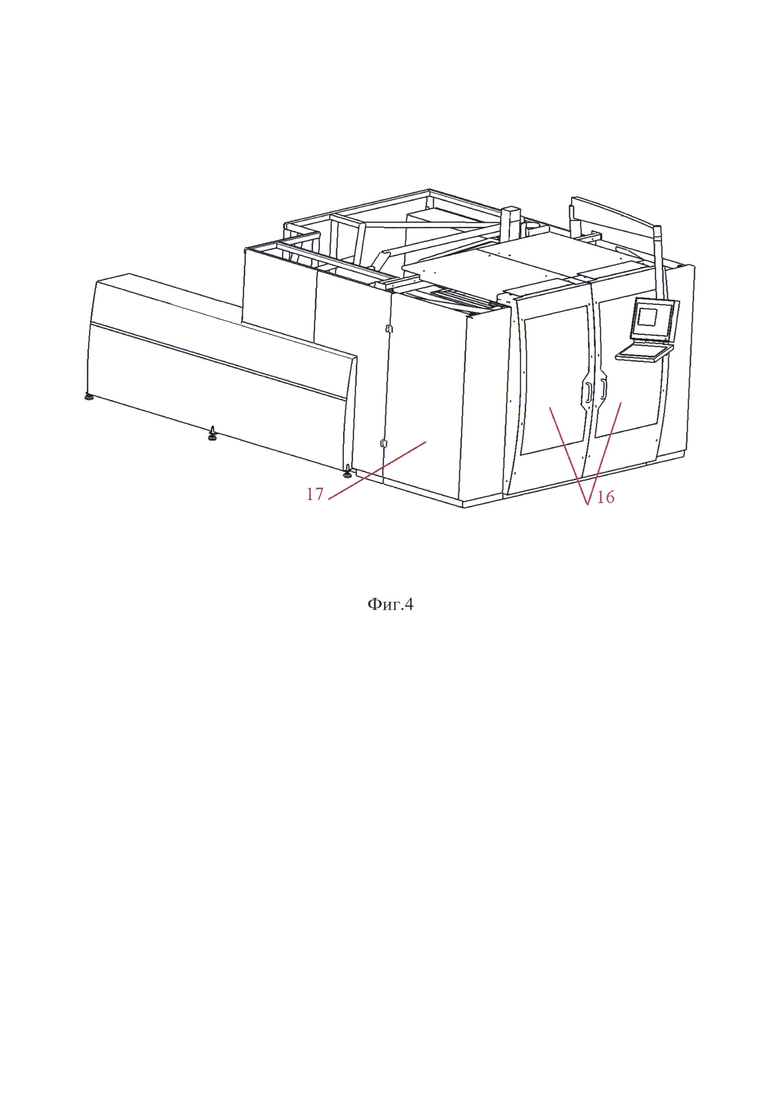
Фиг. 3 - трансформируемый разборный технологический стол;
Фиг. 4 - пример ограждение в разобранном виде при обработке крупногабаритной детали.
Автоматизированный лазерный технологический комплекс термоупрочнения (АЛТКУ) содержит (фиг. 2):
1 - многолучевой CO2 лазер,
2 - холодильную машину для охлаждения лазера,
3 - станину,
4 - оптико-фокусирующую головку лазерную,
5 - систему транспортировки лазерного луча,
6 - стол технологический разборный,
7 - ограждение кабинетного типа,
8 - электрошкаф,
9 - система охлаждения оптики,
10 -рампа балонная,
11 - основание технологического разборного стола,
12 - тележку,
13 - литой рабочий стол,
14 - газоразрядные трубки излучателя.
Комплекс АЛТКУ основан на многоканальном CO2 лазере, который имеет специализированную компоновку газоразрядных трубок в излучателе, выполненном монолитным.
На поперечном сечении (фиг. 1) изображена компоновка излучающих трубок 14 излучателя, а именно: количество рядов трубок, их взаимная ориентация, количество трубок в рядах, создающих одинаково неравномерный уровень мощности по ширине дорожки при движении пятна излучения по обрабатываемой поверхности в разных направлениях.
Газоразрядные трубки 14 излучателя (на черт, не обозначен), выполненного монолитным, размещены равномерно по цилиндрическим окружностям корпуса с созданием двух внешних колец по 16 трубок в каждом и одного внутреннего с 8-ью трубками.
Стол технологический разборный 6 (фиг. 3), состоит из основания 11, тележки 12 и литого рабочего стола 13, с 9-ю Т-образными пазами для. крепления обрабатываемых деталей (фиг. 3).
Основание 11 представляет собой сварную конструкцию в виде каркаса, выполненного из квадратных труб 80×80 мм и плит, шлифованных для базирования литого рабочего стола 13 и всевозможных приводных механизмов.
Тележка 12, так же, как и основание 11, представляет собой сварную конструкцию в виде каркаса, выполненного из квадратных труб 80×80 мм и плит, шлифованных для базирования основания, литого стола и всевозможных приводных механизмов. Она имеет две опоры колесные неповоротные FCdn80 и две опоры колесные поворотные SCdn80 ф. "Транслайт" для перемещения стола и четыре опоры LV.A-80-24-M20x98 Code 304725 ф. "ФАМ" для его установки и выставки. Стол предварительно выставлен относительно направлений линейных перемещений при помощи опор и закреплен к станине.
Ограждение кабинетного типа 7 (фиг. 4), предназначено для ограждения зоны обработки комплекса. Основу ограждения составляют два соединенных между собой каркаса с боковыми панелями. Доступ в рабочую зону обеспечивается через две раздвижные двери. Г-образная форма дверей позволяет производить загрузку тяжелых заготовок при помощи подъемных механизмов. С правой стороны имеется дверь для выкатывания стола из зоны обработки. С левой стороны имеется шарнирная дверь, состоящая из двух частей для обеспечения доступа при обслуживании лазера. Она крепится к двери в задней части ограждения, обеспечивающей доступ в зону обслуживания узлов с обратной стороны от рабочей зоны.
Станина 3 представляет собой сварную конструкцию, залитую бетоном с обработанными поверхностями под направляющие стойки, привод и присоединительные элементы стола;
Оптико-фокусирующая головка 4 лазерная 2-х координатная, предназначена для транспортирования лазерного потока от конечного отражателя и перемещения пятна лазерного излучения относительно обрабатываемой детали;
Система транспортировки 5 луча в зону обработки представлена в составе 3х отражателей, принципиальных отличий между ними нет.
Отражатели предназначены для изменения траектории лазерного излучения и транспортируют его от лазера до линзы головки 2-х координатной;
Рампа баллонная 10, предназначена для установки рабочего и резервного баллонов с смесью газов CO2--N2-Не.
Управление комплексом осуществляется с пульта. Все органы управления и индикации относятся к устройству числового программного управления NC-310;
Термоупрочнение поверхностей деталей реализуется за счет технологии локального лазерного упрочнения путем перемещения пятна лазерного излучения многоканального CO2-лазера относительно поверхности обрабатываемой детали. Перемещение пятна лазерного излучения относительно обрабатываемой детали осуществляется с использованием трех линейных и двух круговых координат. Обрабатываемая деталь помещается на столе, выставляется соответствующим образом и крепится.
Конструктивные особенности автоматизированного лазерного технологического комплекса позволяют ему трансформироваться под любые габариты детали, благодаря разборному кабинету и технологическому столу, а оснащение комплекса многоканальным CO2 лазером, который имеет специализированную компоновку газоразрядных трубок в излучателе, выполненном монолитным способом, обеспечивает термоупрочнение наружных и внутренних поверхностей деталей без их оплавления, без изменений геометрических размеров и шероховатости.
Таким образом, реализация изобретения решает все поставленные автором задачи.
Источники информации
1. RU, 2397055, B23K 26/08, B23K 26/03, публ. 20.08.2010
2. RU, 2276694 C1,C21D 1/09, 20.05.2006
3. RU, 2305136 C1, C21D 1/09, 27.08.2007
4. RU, 2580350 С1, C21D 1/09, опубл. 10.04.2016.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ | 2014 |
|
RU2580350C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2305136C1 |
| Полупроводниковый многоканальный лазерный излучатель | 2017 |
|
RU2677489C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ЛАЗЕРНОГО ТЕРМОУПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2017 |
|
RU2710704C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ ЛИТЬЕВЫХ ФОРМ | 2004 |
|
RU2276694C1 |
| Способ лазерного термоупрочнения | 2019 |
|
RU2700903C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| Способ лазерной закалки стали при широкой дорожке упрочнения | 2018 |
|
RU2703768C1 |
Изобретение относится к автоматизированному лазерному технологическому комплексу для термоупрочнения детали. Комплекс снабжен разборным кабинетным ограждением зоны обработки детали, имеющим двери раздвижные Г- образной формы для доступа в зону обработки детали и загрузки деталей, и шарнирную дверь для обеспечения доступа при обслуживании лазера. При этом технологический стол выполнен разборным и имеет тележку с опорами колесными неповоротными и опорами колесными поворотными, на которой установлено указанное основание с литым столом, в котором выполнены пазы для крепления термоупрочняемой детали, излучатель выполнен монолитным, а его газоразрядные трубки скомпонованы в виде пакета из нескольких рядов, размещенных равномерно по окружностям его корпуса один внутри другого с созданием двух внешних колец из шестнадцати трубок в каждом и одного внутреннего из восьми трубок. Технический результат заключается в расширении технологических возможностей комплекса без увеличения габаритов и расширения производственных площадей, улучшении качества лазерного излучения и качества лазерной обработки. 4 ил.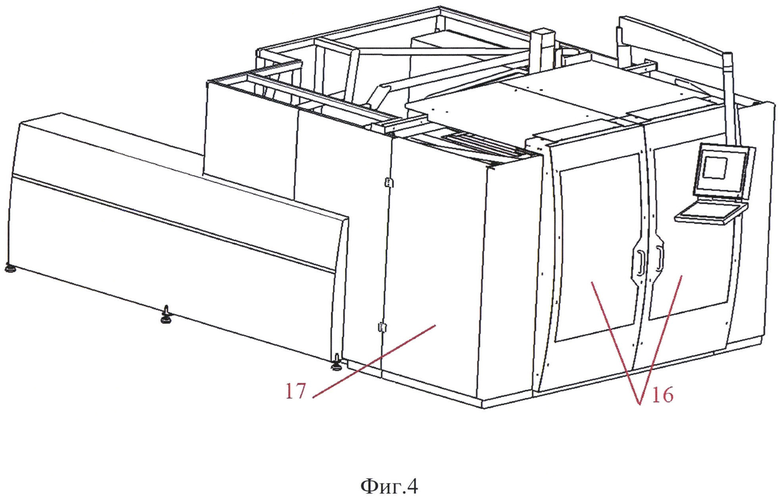
Автоматизированный лазерный технологический комплекс для термоупрочнения детали, включающий многолучевой СО2 лазер, содержащий лазерный излучатель с газоразрядными трубками, оптико-фокусирующую головку, элементы транспортировки лазерного излучения в зону обработки детали и технологический стол для обрабатываемой детали, имеющий основание, отличающийся тем, что он снабжен разборным кабинетным ограждением зоны обработки детали, имеющим двери раздвижные Г- образной формы для доступа в зону обработки детали и загрузки деталей, и шарнирную дверь для обеспечения доступа при обслуживании лазера, при этом технологический стол выполнен разборным и имеет тележку с опорами колесными неповоротными и опорами колесными поворотными, на которой установлено указанное основание с литым столом, в котором выполнены пазы для крепления термоупрочняемой детали, причем излучатель выполнен монолитным, а его газоразрядные трубки скомпонованы в виде пакета из нескольких рядов, размещенных равномерно по окружностям его корпуса один внутри другого с созданием двух внешних колец из шестнадцати трубок в каждом и одного внутреннего из восьми трубок.
| ЛАЗЕРНЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ | 2009 |
|
RU2397055C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ | 2014 |
|
RU2580350C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2305136C1 |
| CN 101134268 B, 02.06.2010 | |||
| RU 94004622 A1, 10.04.1996. | |||

